OF 2200 EBPlus - Frezarka FESTOOL - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia OF 2200 EBPlus FESTOOL w formacie PDF.
| Rodzaj produktu | Frezarka (górnowrzecionowa) zagłębna |
| Marka | Festool |
| Model | OF 2200 EBPlus |
| Pobór mocy | 2200 W |
| Prędkość obrotowa | 10 000 - 22 000 obr/min (płynna regulacja) |
| Maksymalna prędkość biegu jałowego | 23 000 obr/min |
| Głębokość frezowania (szybka regulacja) | 80 mm |
| Mikrometryczna regulacja głębokości | 20 mm (0,1 mm na podziałkę) |
| Maksymalna średnica frezu | 89 mm |
| Gwint wrzeciona | M22 x 1,0 |
| Waga (zgodnie z EP-TA 01:2014) | 8,3 kg |
| Zasilanie elektryczne | 230 V, 50/60 Hz (w zależności od modelu) |
| Klasa ochronności | II |
| Poziom ciśnienia akustycznego (LpA) | 93 dB(A) (niepewność K=3 dB) |
| Poziom mocy akustycznej (LwA) | 104 dB(A) |
| Wartość emisji drgań (ah) | < 2,5 m/s² (K=1,5 m/s²) |
| Hamulec elektroniczny | Tak (zatrzymanie w ~2 s) |
| Zabezpieczenie przed ponownym uruchomieniem | Tak |
| Bezpiecznik termiczny | Tak (zmniejszenie mocy w przypadku przegrzania) |
| Przyłącze odsysania | Średnica 27 mm lub 36 mm |
| Materiały obrabialne | Drewno, tworzywa sztuczne, aluminium, płyty gipsowo-kartonowe |
| Bieżąca konserwacja | Czyszczenie otworów wentylacyjnych; wymiana szczotek węglowych |
Często zadawane pytania - OF 2200 EBPlus FESTOOL
Pytania użytkowników dotyczące OF 2200 EBPlus FESTOOL
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję OF 2200 EBPlus - FESTOOL i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. OF 2200 EBPlus marki FESTOOL.
INSTRUKCJA OBSŁUGI OF 2200 EBPlus FESTOOL
pl Deklaracja zgodności UE. Niniejszym oświadczamy na własną odpowiedzialność, że produkt ten spełnia wszystkie obowiązujące wymogi następujących dyrektyw UE, norm lub dokumentów normatywnych.
2006/42/EC, 2014/30/EU, 2011/65/EU
EN 62841-1: 2015 + AC:2015
EN 62841-2-17:2017
EN 55014-1:2017
EN 55014-2:2015
EN IEC 61000-3-2:2019
EN 61000-3-3: 2013
EN IEC 63000:2018
2 Uwagi dotyczące bezpieczeństwa...... 108
3 Użycie zgodne z przeznaczeniem......109
4 Dane techniczne 110
5 Elementy urządzenia....110
6 Rozruch.... 110
7 Ustawienia....110
8 Praca z narzędziem elektrycznym......113
9 Konserwacja i utrzymanie w należytym sta- nie.... 115
10 Wyposażenie....115
11 Środowisko....115
1 Symbole

Ostrzeżenie przed ogólnym zagroże- niem

Ostrzeżenie przed porażeniem prądem

Przeczytać instrukcję obsługi i wska- zówki dotyczące bezpieczeństwa!

Należy nosić ochronniki słuchu!

Podczas wymiany narzędzi i przenoszenia szorstkich materiałów nosić rękawice ochronne!

Należy stosować ochronę dróg odde- chowych!

Należy nosić okulary ochronne!

Wyciągnąć wtyczkę sieciową

Nie wyrzucać razem z odpadami domowymi.

Klasa zabezpieczenia II

Oznakowanie CE: potwierdza zgodność elektronarzędzia z wytycznymi Współnoty Europejskiej.

Zalecenie, wskazówka

Instrukcja postępowania
2 Uwagi dotyczące bezpieczeństwa
2.1 Ogólne wskazówki bezpieczeństwa dotyczące elektronarzędzi
OSTRZEŻENIE! Należy przeczytać wszystkie wskazówki i instrukcje dotyczące bezpieczeństwa. Nieprzestrzeganie
wskazówek i instrukcji dotyczących bezpieczeństwa może doprowadzić do porażenia prądem, pożaru i/ lub powstania ciężkich obrażeń ciała.
Wszystkie wskazówki i instrukcje dotyczące bezpieczeństwa należy zachować do wykorzystania w przyszłości.
Używane w niniejszych wskazówkach dotyczących bezpieczeństwa pojęcie „elektronarzędzie” odnosi się do narzędzi elektrycznych zasilanych z sieci (z przewodem zasilającym) i do narzędzi elektrycznych zasilanych z akumulatora (bez przewodu zasilającego).
2.2 Wskazówki dotyczące bezpieczeństwa właściwe dla urządzenia
– Trzymać elektronarzędzie za izolowane uchwyty, ponieważ frez może natrafić na przewód przyłączeniowy własnego urządzenia. Zetknięcie z przewodem przewodzącym prąd elektryczny może spowodować, że metalowe elementy urządzenia znajdą się pod napięciem, co mogłoby doprowadzić do porażenia prądem.
- Element obrabiany należy mocować do stabilnego podłoża i zabezpieczać za pomocą zacisków lub w inny sposób. Jeśli element obrabiany jest podtrzymywany jedynie ręką lub inną częścią ciała, jest on zamocowany niestabilnie, co może prowadzić do utraty kontroli nad nim.
- W elektronarzędziu wolno montować tylko frezy oferowane w tym celu przez firmę Festool. Stosowanie innych frezów jest zabronione ze względu na zwiększone ryzyko obrażeń.
– Nie wolno przekraczać podanej na narzędziu najwyższej prędkości obrotowej, względnie trzeba przestrzegać podanego zakresu prędkości obrotowej. Element wyposażenia, który obraca się szybciej niż jest to dozwolone, może się złamać i odłączyć.
– Należy zaczekać, aż elektronarzędzie za- trzyma się, zanim zostanie odłożone. Ist- nieje ryzyko zahaczenia się narzędzia, co może prowadzić do utraty kontroli nad nim.
– W przypadku materiałów obrabianych, które gromadzą ładunki elektrostatyczne lub mogą prowadzić do gromadzenia ładunków elektrostatycznych, należy zastosować całościowy system odprowadzający ładunki składający się z antystatycznego węża ssącego (AS) i odkurzacza mobilnego.
– Mocować tylko narzędzia o takiej średnicy chwytu, do jakiej przeznaczona jest tuleja zaciskowa.
– Stosowane mogą być wyłącznie narzędzia zgodne z EN 847-1. Wszystkie frezy firmy Festool spełniają te wymagania.
– Należy zwracać uwagę na zamocowanie frezu i jego prawidłową pracę.
– Tuleja zaciskowa i nakrętka mocująca nie mogą wykazywać żadnych uszkodzeń.
– Nie wolno stosować popękanych frezów ani takich, które zmienity swój kształt.

Należy stosować odpowiednie środki ochrony indywidualnej: ochronniki słuchu, okulary ochronne, maskę przeciwpytową w trakcie prac, podczas których powstaje duża ilość pyłu, rękawice ochronne podczas obróbki szorstkich materiałów i podczas przezbrajania narzędzia.
2.3 Obróbka aluminium
Ze względów bezpieczeństwa przy obróbce aluminium należy stosować następujące środki zabezpieczające:
– Zainstalować prądowy wyłącznik ochronny (FI, PRCD).
- Podłączyć elektronarzędzie do odpowiedniego odkurzacza z antystatycznym wężem ssącym.
- Regularnie czyścić elektronarzędzie ze złogów pytu w obudowie silnika.

- Nate Ky nosić okulary ochronne!
2.4 Wartości emisji
Wartości obliczone zgodnie z EN 62841 wynoszą zazwyczaj:
Poziom ciśnienia akustyczne- L_PA=93 dB(A) go
Poziom mocy akustycznej L _WA=104 dB(A)
Tolerancja błędu K = 3 dB

OSTROŻNIE
Parametry emisji
Uszkodzenie słuchu
▶ Używać ochronników słuchu.
Wartość emisji wibracji a_h (suma wektorowa w trzech kierunkach) oraz tolerancja błędu K ustalone wg EN 62841:
$$ a _ {h} < 2, 5 \mathrm{m} / \mathrm{s} ^ {2} $$
$$ K = 1, 5 \mathrm{m} / \mathrm{s} ^ {2} $$
Podane wartości emisji (wibracje, szmery)
- stuża do porównania narzędzi,
- nadają się do tymczasowej oceny obciążenia wibracjami i hałasem podczas użytkowania,
- odnoszą się do głównych zastosowań elektronarzędzia.

OSTROŻNIE
Rzeczywiste wartości emisji hałasu mogą różnić się od wartości podanych. Zależy to od zastosowania narzędzia i rodzaju obrabiane-go elementu.
Rzeczywiste wartości należy określić dla całego cyklu pracy urządzenia.
W zależności od rzeczywistego obciążenia hałasem należy określić odpowiednie środki bezpieczeństwa, w celu ochrony użytkownika.
3 Użycie zgodne z przeznaczeniem
Frezarka górnowrzecionowa przeznaczona jest do frezowania drewna, tworzyw sztucznych i materiałów drewnopodobnych.
Przy użyciu narzędzi do frezowania przewidzianych do tego celu w dokumentacji handlowej firmy Festool można obrabiać również aluminium i płyty gipsowo-kartonowe.
Elektronarzędzie może być użytkowane wyłącznie przez profesjonalistów lub osoby przeszkolone.
W przypadku eksploatacji niezgodnej z przeznaczeniem, odpowiedzialność pono- si użytkownik.
4 Dane techniczne
| Frezarka górnowrzecionowa | OF 2200 EB |
| Pobór mocy 2200 W * | |
| Prędkość obrotowa 10000- | 22000 min^-1 |
| Prędkość obrotowa maks.(bieg jatowy) | 23000 min^-1 |
| Szybka regulacja głębokości 80 mm | |
| Precyzyjna regulacja głębo-kości | 20 mm |
| Gwint wału napędowego M22x1,0 | |
| Średnica frezu maks. 89 mm | |
| Cieżar zgodnie z procedurąEPTA 01:2014: | 8,3 kg |
* OF 2200 EB GB 110 V prąd znamionowy 16 A.
5 Elementy urządzenia
[1-1] Pokrętło nastawcze regulacji precyzyjnej
[1-2] Skala regulacji precyzyjnej
[1-3] Pokrętło regulacji wysokości
[1-4] Skala ogranicznika głębokości
[1-5] Ogranicznik głębokości ze wskazówką
[1-6] Dźwignia zaciskowa ogranicznika głębokości
[1-7] Mimośród do łączenia ogranicznika głębokości i ogranicznika stopniowego
[1-8] Ogranicznik stopniowy
[1-9] Dźwignia obsługi wymiany stopki
[1-10] Blokada wrzeciona
[1-11] Regulator obrotów
[2-1] Przycisk blokujący Włącznik/Wyłącznik
[2-2] Włącznik/Wyłącznik
[2-3] Dźwignia blokady ostony
[2-4] Uchwyty
[2-5] Króciec ssący
Wymienione ilustracje znajdują się na początku i na końcu niniejszej instrukcji eksploatacji.
Niektóre z przedstawionych lub opisanych akcesoriów nie wchodzą w zakres dostawy.
6 Rozruch


OSTRZEŻENIE
Niedozwolone napięcie lub częstotliwość! Niebezpieczeństwo wypadku
▶ Napięcie sieciowe i częstotliwość źródła prądu muszą zgadzać się z danymi na tabliczce identyfikacyjnej.
▶ W Ameryce Północnej wolno stosować wyłącznie urządzenia Festool o parametrach napięcia 120 V/ 60 Hz.
6.1 Włączanie/wyłączanie
Włącznik [2-2] stuży jako włącznik / wyłącznik (naciśnięcie = włączenie, zwolnienie przycisku = wyłączenie).
W przypadku pracy ciągłej włącznik/wyłącznik można zablokować za pomocą przycisku bloku-jącego [2-1]. Ponowne naciśnięcie włącznika/ wyłącznika zwalnia blokadę.
7 Ustawienia


OSTRZEŻENIE
Niebezpieczeństwo zranienia, porażenie prądem
- Przed przystąpieniem do wykonywania jakichkolwiek prac przy urządzeniu należy zawsze wyciągać wtyczkę z gniazda zasilającego!
7.1 Elektronika [Uktad elektroniczny]
Regulacja prędkości obrotowej
Prędkość obrotową można ustawić za pomocą pokrętła nastawczego [1-11] bezstopniowo w zakresie regulacji prędkości obrotowej (patrz dane techniczne).
Dzięki temu można optymalnie dopasować prędkość cięcia do danego materiału.
| Materiał Średnica frezu | [mm] zalecany | |
| 10 - 30 30 -50 | materiał | |
| Stopień pokrętła nastawczego | ||
| Drewnotwarde | 6 - 4 5 - 3 3 - 1 HW | (HSS) |
| Drewnomiękkie | 6 - 5 6 - 4 5 - 3 HSS | (HW) |
| Materiał Średnica frezu [mm] zalecany | |||
| 10 - 30 | 30 - 50 | 50 - 89 | |
| Stopień pokrętła nastawczego | |||
| Płyty wiórowe, powlekane | 6 - 5 | 6 - 4 | 4 - 2 HW |
| Tworzywosztuczne | 6 - 4 | 6 - 3 | 3 - 1 HW |
| Aluminium 3 - 1 | 3 - 1 | 2-1 | HSS (HW) |
| Płyty gipso-wo-karto-nowe | 2 - 1 | 1 | 1 HW |
Zabezpieczenie przed nadmiernym wzrostem temperatury
Jeśli temperatura silnika jest zbyt wysoka, do- pływ prądu i prędkość obrotowa zostają zmniejs- szone. Narzędzie pracuje w dalszym ciągu z mniejszą mocą, co ma na celu umożliwiaienie szybkiego chłodzenia poprzez wentylację silni- ka. Po schłodzeniu elektronarzędzie uruchomi się samoczynnie.
Ochrona przed ponownym uruchomieniem
Wbudowane zabezpieczenie przed ponownym uruchomieniem zapobiega ponownemu samoczynnemu uruchomieniu elektronarzędzia przy wciśniętym wyłączniku. W tym przypadku elektronarzędzie musi zostać wyłączone i następnie ponownie włączone.
Ze względu na wbudowaną ochronę przed po- nownym uruchomieniem elektronarzędzia nie można włączać i wyłączać za pomocą zewnętrz- nego modułu przełączającego.
Hamulec
OF 2200 EB posiada hamulec elektroniczny. Po wyłączeniu wrzeciono z narzędziem zostaje elektronicznie zatrzymane w ciągu ok. 2 sekund.
7.2 Wymiana narzędzia


OSTROŻNIE
Niebezpieczeństwo zranienia związane z go- racymi i ostrymi narzędziami
▶ Nie stosować stępionych ani uszkodzonych narzędzi.
- Przy obstudze narzędzie stosować rękawice ochronne.
W celu wymiany narzędzia roboczego należy po- tożyć elektronarzędzie na boku.
Blokadę wrzeciona [3-1] uruchamiać tylko wtedy, gdy elektronarzędzie jest wyłączone.
Zaktadanie narzędzia
- Wsunąć frez ([3-4] i [3A-1]) tak daleko jak to jest możliwe, a co najmniej do oznaczenia na uchwycie frezu ✕ w otwartą tuleję zaciskową [3A-2].
① Jeśli tuleja zaciskowa [3A-2] nie jest wi- doczna z powodu nakrętki mocują- cej [3A-3], frez musi być wsunięty w tuleję zaciskową przynajmniej na tyle daleko, aby oznaczenie ✕ nie było widoczne ponad nakrętką mocującą.
▶ Nacisnąć przetącznik blokady wrzeciona [3-1] po lewej stronie [B].
▶ Dokręcić nakrętkę mocującą [3-3] kluczem widetkowym SW 24.
① Blokada wrzeciona blokuje wrzeciono silnika w jednym kierunku obrotów. Dzięki temu klucza nie trzeba odkładać podczas odkręcania i dokręcania nakrętki, lecz można go przesuwać na boki jak grzechotkę.
Wyjmowanie narzędzia roboczego
- Przesunąć ostone przed wiórami [3-2] do góry aż do zatrzaśnięcia.
▶ Nacisnąć przetącznik blokady wrzeciona [3-1] po prawej stronie [A].
▶ Odkręcić nakrętkę [3-3] kluczem widetkowym SW 24 do wyczuwalnego oporu. Pokonać opór poprzez dalsze obracanie klucza widetkowego.
▶ Zdjąć frez.
7.3 Wymiana uchwytu zaciskowego
Dostępne są uchwyty zaciskowe do następujących średnic trzonu: 6,0 mm; 6,35 mm; 8,0 mm; 9,53 mm; 10,0 mm; 12,0 mm; 12,7 mm.
- Przesunąć ostone przed wiórami [4-2] do góry aż do zatrzaśnięcia.
▶ Nacisnąć przetącznik blokady wrzeciona [4-1] po prawej stronie [A].
▶ Catkowicie odkręcić nakrętkę mocującą [4-3] i zdjąć ją wraz z tuleją zaciskową [4-4]. Nigdy nie rozłączać nakrętki mocującej i tulei zaciskowej, ponieważ tworzą one jednostkę.
Włożyć nową tuleję zaciskową wyłącznie z założoną i zatrzaśniętą nakrętką mocującą we wrzeciono.
Polski
▶ Lekko dokręcić nakrętkę mocująca. Nie do- kręcać, jeśli nie jest założony frez!
7.4 Ustawianie głębokości frezowania
Ustawianie głębokości frezowania wykonuje się w dwóch krokach:
Ustawianie punktu zerowego
- Otworzyć dźwignię zaciskową [5-2] , tak aby ogranicznik głębokości [5-3] swobodnie się poruszał.
▶ Frezarkę górnowrzecionową ustawić na równym podłożu (powierzchnia odniesienia). Odkręcić pokrętło [5-1] i docisnąć elektro-narzędzie do dotu aż do momentu, gdy frez będzie przylegał do podłoża.
▶ Ustalić elektronarzędzie w tej pozycji poprzez dokręcenie pokrętła [5-1]. - Docisnąć ogranicznik głębokości [5-3] do trzech stałych ograniczników obracanego ogranicznika [5-4].
Przesunąć wskazówkę [5-5] do dotu, tak aby wskazywata 0 mm na skali [5-7].
① Jeśli położenie zerowe się nie zgadza, można je skorygować śrubą [5-6] na wskazówce.
Wysokość każdego stałego ogranicznika [7] (A i B) można ustawić indywidualnie za pomocą wkrętaka.
i Staty ogranicznik C posiada stopień do frezowania wstępnego - patrz rozdział 7.5.
Ustawianie głębokości frezowania
- Przesunąć ogranicznik głębokości [6-6] do góry aż wskazówka [6-2] wskaże żądaną głębokość frezowania.
Zablokować ogranicznik głębokości dźwignią zaciskową [6-3] w tej pozycji.
▶ Odkręcić pokrętło [6-1].
Elektronarzędzie znajduje się teraz w pozycji wyjściowej.
▶ W razie potrzeby wyregulować głębokość frezowania obracając pokrętło nastawcze [6-8].
① Obrót pokrętła nastawczego o jeden stopień spowoduje zmianę głębokości frezowania o 0,1 mm. Jeden pełny obrót daje 1 mm.
Pierścień skali [6-7] można obracać oddzielnie, aby ustawić go na zerze.
Trzy oznaczenia [6-4] na krawędzi [6-5] wskazują maksymalny zakres regulacji po- krętła nastawczego (20 mm) oraz położenie środkowe.
7.5 Wstępne/ dokładne frezowanie
Ogranicznik stały C posiada dwa poziomy blokady o różnicy wysokości 2 mm. Dzięki temu głębokość frezowania ustawiona ogranicznikiem C może być frezowana w dwóch etapach:
Frezowanie wstępne
▶ Opuścić elektronarzędzie do poziomu oporu [7-1].
Frezowanie końcowe
- Opuścić elektronarzędzie do poziomu oporu [7-2].
W ten sposób można szybko wykonać prace frezarskie o dużej głębokości frezowania przy zachowaniu dobrej jakości powierzchni. Ostateczną głębokość frezowania ustawia się poprzez ustawienie płaszczyzny ogranicznika [7-2].
7.6 Regulacja precyzyjna w celu obróbki krawędzi
Elektronarzędzie posiada specjalną regulację precyzyjną do stosowania frezów z tożyskami kulkowymi oporowymi. Umożliwia to np. szybkie i łatwe tworzenie dokładnych przejść przy zaokrąglaniu krawędzi bez stopni, patrz ilustracja [8].
Ustawianie dokładnej głębokości frezowania
- Najpierw ustawić głębokość frezowania zgrubnie.
▶ Wykonać próbne frezowanie.
▶ Otworzyć dźwignię zaciskową [9-2] .
▶ Docisnąć ogranicznik głębokości [9-3] do stałego ogranicznika C [9-5].
Dokręcić ogranicznik głębokości mimośrodem [9-4] do ogranicznika stopniowego (obracając w kierunku zgodnym z ruchem wskazówek zegara).
Zamknąć dźwignię zaciskową [9-2].
▶ Odkręcić pokrętło [9-1].
▶ Dokładnie ustawić głębokość frezowania poprzez obracanie pokrętła nastawczego [9-6].
① Możliwe jest ustawianie głębokości frezowania w obu kierunkach poprzez potączenie ogranicznika głębokości z ogranicznikiem stopniowym.
▶ Dokręcić [9-1] pokrętło.
▶ Odkręcić mimośród [9-4] (obracając w kierunku przeciwnym do ruchu wskazówek zegara).
▶ W razie potrzeby przeprowadzić dalsze próbne frezowanie i regulację.
7.7 Odsysanie


OSTRZEŻENIE
Zagrożenie zdrowia spowodowane pytami
▶ Nigdy nie pracować bez odsysania pyłu.
▶ Pracować wyłącznie z działającą ostoną przed wiórami [10-2].
▶ Przy wykonywaniu prac związanych z pyleniem należy nosić stosować maskę ochronna.
- Przestrzegać przepisów obowiązujących w danym kraju.
Do króćca ssącego [10-4] można podłączyć odkurzacz mobilny Festool o średnicy węża odsysającego rzędu 36 mm lub 27 mm (36 mm to rozmiar zalecany ze względu na niebezpieczeństwo zapchania).
Założyć króciec ssący [10-4] jak pokazano na ilustracji [10]. Króciec ssący można obrócić w zakresie [10-3].
OSTROŻNIE! Przy użyciu antystatycznego węża ssącego może dojść do naładowania statycznego. Użytkownik może zostać porażony prądem elektrycznym, a elektronika elektronarzędzia może zostać uszkodzona.
Ostona przed wiórami
Ostone przed wiórami [10-2] można zablokować w górnej pozycji, np. w celu wymiany frezu.
- Wsunąć ostone przed wiórami do góry aż do zablokowania lub docisnąć elektronarzędzie do dotu do oporu.
Aby zwiększyć skuteczność odsysania, podczas pracy opuścić ostonę przed.
▶ Nacisnąć dźwignię [10-1] w kierunku uchwytu.
Łapacz wiórów KSF-OF
Za pomocą tapacza wiórów KSF-OF [11-1] (częściowo wyposażenie dodatkowe) można zwiększyć skuteczność odsysania frezarki do krawędzi. Maksymalna średnica frezu wynosi 78 mm.
Montaż wykonuje się analogicznie jak w przypadku pierścienia kopiującego, patrz rozdział 8.3.
Ostonę można odciąć wzdłuż rowków [11-2] pitką do metalu i w ten sposób zmniejszyć. Łapacz wiórów może być stosowany przy promieniach wewnętrznych do minimalnego promienia 52 mm.
8 Praca z narzędziem elektrycznym

Podczas pracy należy przestrzegać wszystkich opisanych na początku wskazówek bezpieczeństwa oraz następujących zasad:
– Elektronarzędzie należy przesuwać w kierunku obrabianego elementu wyłącznie po włączeniu.
- Przed przystąpieniem do pracy sprawdzić, czy dźwignia zaciskowa [1-6] jest zamknięta, a mimośród [1-7] otwarty.
- Zamocować element obrabiany w taki sposób, aby nie mógł poruszyć się w czasie obróbki.
- Podczas pracy należy zawsze trzymać elektronarzędzie obiema rękami za uchwyty [2-4]. Jest to niezbędny warunek pre-cyzyjnej pracy i wykonywania cięć wgłębnych.
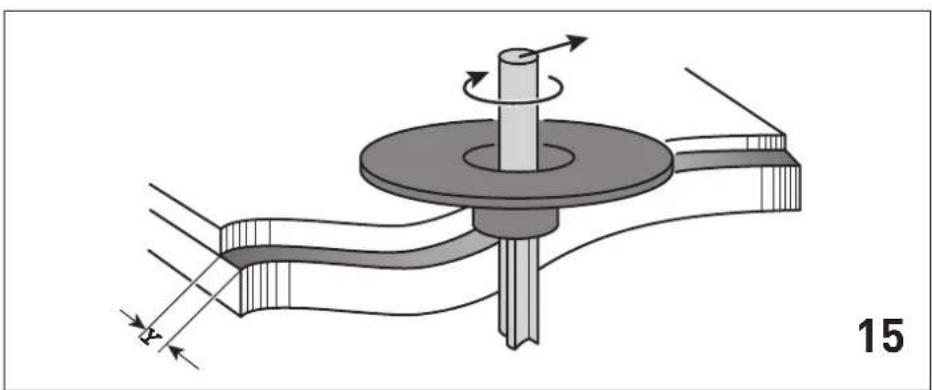
- Frezować tylko przeciwbieżnie (kierunek przesuwu elektronarzędzia w kierunku cięcia narzędzia, rysunek [15]).
8.1 Frezowanie
▶ Ustawić żądaną głębokość frezowania, patrz rozdział 7.4.
▶ Włączyć elektronarzędzie.
▶ Odkręcić pokrętło [1-3].
▶ Docisnąć elektronarzędzie do dotu do oporu.
▶ Ustalić elektronarzędzie w tej pozycji poprzez dokręcenie pokrętła [1-3].
Zagtębić w elemencie obrabianym powoli i równomiernie.
▶ Wykonać frezowanie.
▶ Odkręcić pokrętło [1-3].
- Przesunąć elektronarzędzie do oporu w góre.
▶ Wyłączyć elektronarzędzie.
8.2 Frezowanie z prowadnicą boczną
Prowadnica boczna (częściowo wyposażenie) służy do frezowania równolegle do krawędzi elementu obrabianego.
Polski
Zamocować oba drążki prowadzące [12-4] za pomocą dwóch pokręteł [12-2] do prowadnicy bocznej.
Włożyć drążki prowadzące w rowki stołu frezarskiego do żądanego rozmiaru i zamo-cować pokrętłem [12-1].
Regulacja precyzyjna
▶ Odkręcić pokrętło [12-7], aby dokonać pre-cyzyjnego ustawienia pokrętłem nastawczym [12-5].
W tym celu pierścień skali [12-6] posiada podziałkę 0,1 mm. Jeżeli przytrzyma się pokrętło nastawcze, pierścień skali można obrócić oddzielnie, aby ustawić go na zero. Skala [12-3] jest wyrażona w milimetrach.
▶ Po zakończeniu regulacji precyzyjnej dokręcić pokrętło [12-7].
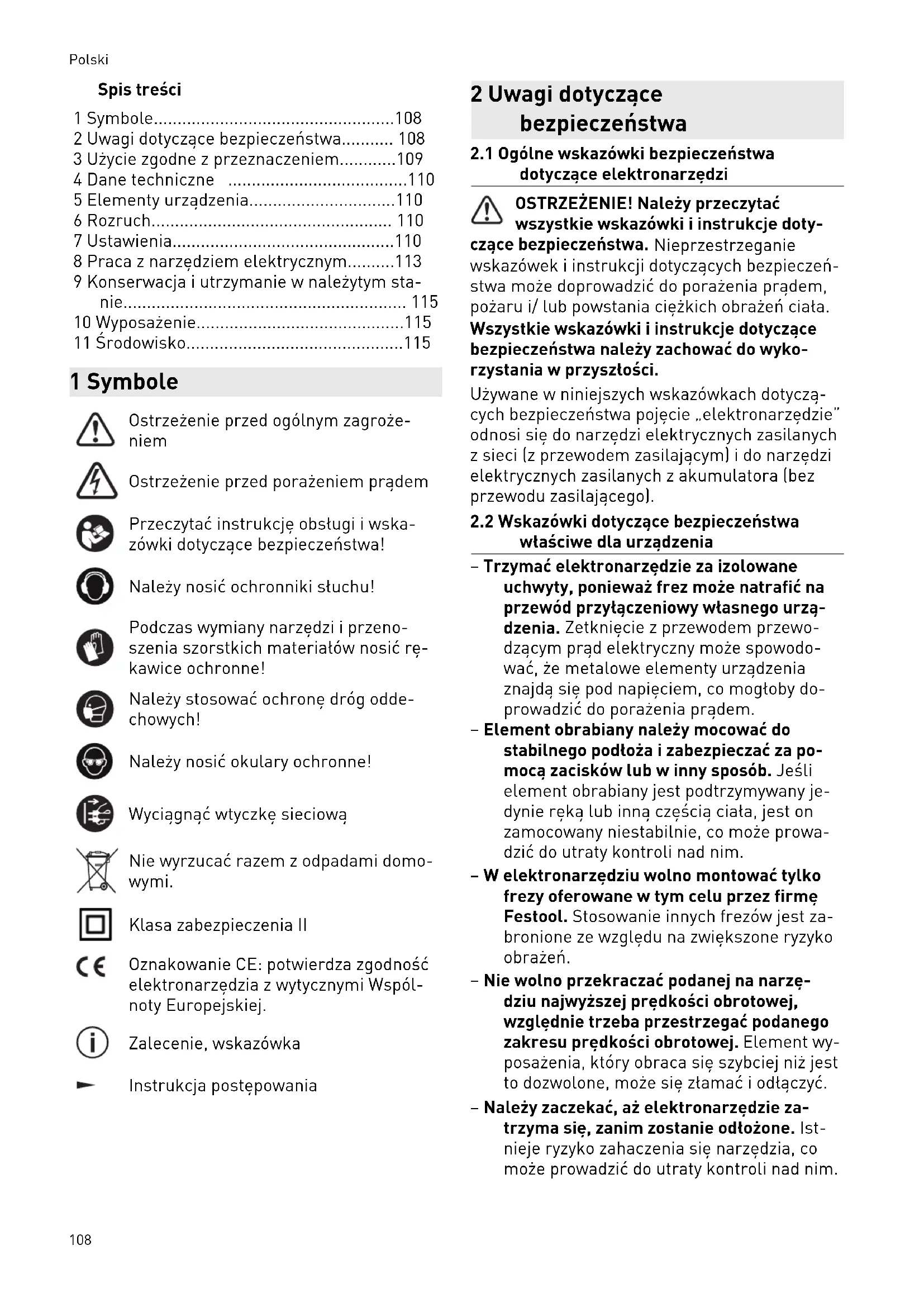
▶ Obie szczęki prowadzące [13-3] ustawić tak, żeby odstęp do frezu wynosił ok. 5 mm. W tym celu odkręcić śruby [13-2] a po zakończeniu regulacji ponownie dokręcić.
▶ Tylko w przypadku frezowania na krawędzi: przesunąć ostonę ssącą [13-1] od tytu aż do zatrzaśnięcia na prowadnicy bocznej i podtączyć wąż ssący o średnicy 27 mm lub 36 mm do króćca ssącego [13-4]. Ewentualnie pozostawić wąż ssący na króćcu ssącym elektronarzędzia.
8.3 Frezowanie kopiowe
Do frezowania z użyciem szablonów stosuje się frezarkę górnowrzecionową z wbudowanym pierścieniem kopiującym (wyposażenie).
Pierścieni kopiujących można używać ze standardową stopką. Dla poprawy podparcia w ramach wyposażenia dostępna jest specjalna stopka.
Stosowanie pierścienia kopiującego

OSTROŻNIE
Niebezpieczeństwo wypadku
Zbyt duży frez spowoduje uszkodzenie pierścienia kopiującego i może być przyczyną wypadków.
- Upewnić się, że zastosowany frez pasuje do otworu pierścienia kopiującego.
- Elektronarzędzie położyć na boku na stabilnym podłożu.
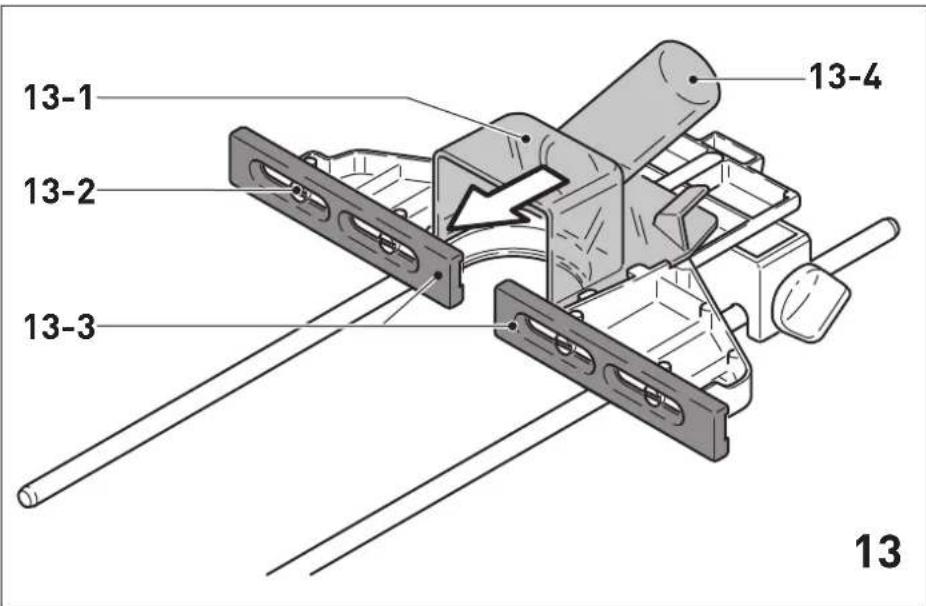
▶ Otworzyć dźwignię [14-4] .
▶ Zdjąć stopkę [14-1] .
▶ Ponownie zwolnić dźwignię [14-4].
▶ Umieścić pierścień kopiujący [14-3] w odpowiedniej pozycji w stole frezarskim.
▶ Założyć stopkę wraz z klapką [14-2] na stół frezarski.
- Wcisnąć stopkę w stół frezarski aż do zatrzaśnięcia.
Występ Y (ilustracja [15]) elementu obrabianego poza szablon oblicza się w następujący sposób:
Y = (ø pierścienia kopiującego - ø frezu)/2
8.4 Obróbka krawędzi
Do celów obróbki krawędzi w elektronarzędziach umieszczane są frezy z tożyskami kulkowymi oporowymi. Elektronarzędzie jest prowadzone w taki sposób, że tożysko kulkowe oporowe toczy się po obrabianym elemencie.
Podczas obróbki krawędziach zawsze używać tapacza wiórów KSF-OF, aby poprawić odsysanie.
8.5 Frezowanie z systemem prowadnic FS
System prowadnic (częściowo wyposażenie) ułatwia frezowanie prostych rowków.
- Szynę prowadzącą zamocować na elemencie obrabianym za pomocą ścisków śrubowych [16-4].
- Założyć stopkę [16-3] dla prowadnicy na stole frezarskim frezarki górnowrzecionowej (patrz rozdział 8.6). Stopka ta posiada stopień, który wyrównuje wysokość szyny prowadzącej.
Zamocować oba drążki prowadzące [16-6] za pomocą dwóch pokręteł [16-5] i [16-9] do adaptera prowadnicy.
▶ Odkręcić pokrętło [16-1].
▶ Włożyć drążki prowadzące [16-6] w rowki stołu frezarskiego.
- Umieścić frezarkę górnowrzecionową z adapterem prowadnicy na szynie prowadzącej.
▶ W razie potrzeby, za pomocą wkrętaka na obu szczękach prowadzących [16-2] usta-wić luz adaptera prowadnicy na szynie prowadzącej.
▶ Frezarkę górnowrzecionową przesunąć wzdłuż drążków prowadzących aż do uzyskania żądanej odległości frezu od szyny prowadzącej. Upewnić się, że pomiędzy przednią krawędzią szyny prowadzącej a frezem lub rowkiem zachowany jest odstęp bezpieczeństwa X wynoszący 5 mm - ilustracja [16].
▶ Dokręcić pokrętło [16-1].
▶ Odkręcić pokrętło [16-10].
▶ Ustawić żądany odstęp X poprzez obracanie pokrętła nastawczego [16-7]. Przytrzymać
pokrętło nastawcze [16-7], aby obrócić osobno skalę [16-8] w celu wyzerowania.
▶ Dokręcić [16-10] pokrętło.
8.6 Wymiana stopki
Festool oferuje specjalne stopki (wyposażenie) do różnych zastosowań.
▶ Elektronarzędzie położyć na boku na stabilnym podłożu.
▶ Otworzyć dźwignię [14-4].
▶ Zdjąć stopkę [14-1] .
▶ Ponownie zwolnić dźwignię [14-4].
- Założyć stopkę wraz z klapką [14-2] na stół frezarski.
- Wcisnąć stopkę w stół frezarski aż do zatrzaśnięcia.
i Podczas pierwszego użycia stopki: Zdjąć folię ochronną!
9 Konserwacja i utrzymanie w należytym stanie

OSTRZEŻENIE
Niebezpieczeństwo zranienia, porażenia prądem
- Przed przystąpieniem do wykonywania wszystkich prac związanych z konserwacją i czyszczeniem urządzenia należy zawsze wyciągać wtyczkę z gniazda zasilającego!
Wszelkie prace konserwacyjne i naprawcze, które wymagają otwarcia obudowy, mogą być wykonywane wyłącznie przez autoryzowany warsztat serwisowy.

Serwis i naprawa wyłącznie u producenta i w certyfikowanych warsztatach. Najbliższy adres znaleźć można na: www.festool.pl/serwis

Stosować wyłącznie oryginalne części zamienne Festool! Nr zam. na stronie: www.festool.pl/serwis
Urządzenie wyposażone jest w samowyłączające specjalne szczotki węglowe. Jeśli są one zużyte, następuje automatyczne przerwanie zasilania i urządzenie zatrzymuje się.
Przestrzegać następujących wskazówek:
- Jeśli konieczna jest wymiana kabla zasilającego elektronarzędzia, musi on zostać wymieniony przez producenta lub przez autoryzowany serwis, aby uniknąć niebezpieczeństwa.
- Uszkodzone urządzenia zabezpieczające i części muszą zostać naprawione lub wymienione przez autoryzowany warsztat specjalistyczny, o ile w instrukcji obsługi nie są podane inne zalecenia.
Dla zapewnienia cyrkulacji powietrza, otwo-ry wlotowe powietrza chłodzącego w obudowie muszą być zawsze odstonięte i czyste.
10 Wyposażenie
Stosować wyłącznie oryginalne narzędzia robocze i wyposażenie firmy Festool. Stosowanie narzędzi roboczych o obniżonej jakości oraz wyposażenia innych firm może prowadzić do zwiększonego ryzyka urazów i znacznego niewyważenia, co może pogarszać jakość wyników pracy i zwiększać zużycie elektronarzędzia. Numery katalogowe wyposażenia i narzędzi znajdują się w katalogu Festool lub w internecie www.festool.pl.
11 Środowisko

Nie wyrzucać urządzenia razem z odpadami domowymi! Urządzenia, wyposażenie i opakowania przekazywać do recyklingu przyjaznego środowisku. Przes obowiązujących przepisów krajowych.
Tylko w UE: Zgodnie z europejską dyrektywą dotyczącą zużytych urządzeń elektrycznych i elektronicznych i jej transpozycją do prawa krajowego, zużyte elektronarzędzia podlegają segregacji i recyklingowi w sposób przyjazny środowisku.
Informacje dotyczące rozporządzenia REACH: www.festool.pl/reach
text_image
13-1 13-2 13-3 13-4 13
text_image
14-1 14-2 14-3 14-4 14