OF 2200 EBSet - Frezarka FESTOOL - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia OF 2200 EBSet FESTOOL w formacie PDF.
| Typ produktu | Frezarka górnowrzecionowa |
| Marka | Festool |
| Model | OF 2200 EBSet |
| Pobór mocy | 2200 W |
| Prędkość obrotowa | 10 000 – 22 000 obr/min (max na biegu jałowym 23 000 obr/min) |
| Szybka regulacja głębokości | 80 mm |
| Mikrometryczna regulacja głębokości | 20 mm (podziałka 0,1 mm) |
| Gwint przyłączeniowy | M22 x 1,0 |
| Maksymalna średnica frezu | 89 mm |
| Waga | 8,3 kg |
| Zasilanie | 230 V ~ (w zależności od modelu), 50/60 Hz |
| Przyłącze odsysania | Średnica 27 lub 36 mm |
| Hamulec elektroniczny | Tak (zatrzymanie w 2 s) |
| Zabezpieczenie przed ponownym uruchomieniem | Tak |
| Szybka wymiana płyty podstawy | Tak (dźwignia) |
| Zastosowanie zgodne z przeznaczeniem | Drewno, tworzywa sztuczne, materiały podobne, aluminium, płyty gipsowo-kartonowe |
| Klasa ochronności | II |
| Konserwacja | Czyścić otwory wentylacyjne, wymieniać szczotki węglowe z automatycznym wyłączaniem |
| Bezpieczeństwo | Nosić ŚOI, odłączyć przed konserwacją, używać wyłącznie frezów Festool zgodnych z EN 847-1 |
| Części zamienne | Używać wyłącznie oryginalnych części Festool |
| Naprawialność | Naprawy przez producenta lub autoryzowane warsztaty |
Często zadawane pytania - OF 2200 EBSet FESTOOL
Pytania użytkowników dotyczące OF 2200 EBSet FESTOOL
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję OF 2200 EBSet - FESTOOL i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. OF 2200 EBSet marki FESTOOL.
INSTRUKCJA OBSŁUGI OF 2200 EBSet FESTOOL
1 Symbole. 108
2Uwagi dotyczbe bezpieczentwa. 108
3 Uzycie zgodne z przyeznaczeniem. 109
4 Dane techniczne 110
5 Elementy urzadzenia. 110
6 Rozruch. 110
7 Ustawenia. 110
8 Praca z narzedziem elektrycznym.....113
9 Konserwacja i utrzymanie w nalezytym staNie 115
10 Wyposazenie 115
11 Srodowisko. 115
1 Symbole

Ostrzeżenie przygodólnym zagrożeniem

Ostrzeżenie przyd poraźeniem pradem

Przechytać instrukcje obstugi i wskazówki dotyczę bezpieczność!.

Nalezy nosić ochronniki stuch!

Podczas wymiany narzedzi i przenoszenia szorstkich materiałow nosic rekawice ochonne!

Nalezy stosowac ochrone drog oddechowych!

Nalezy nosić okulary ochonne!

Wyciagnac wtyczke sieciowa

Nie wyrzuać razem z odpadami domowymi.

Klasa zabezpieczenia II

Oznakowanie CE: potwierdza zgodnosc elektronarzędzia z wytycznymi Wspólnoty Europejskiej.

Zalecenie, wskazówka

Instrukcja postepowania
2 Uwagi dotyczębezpieczeniastwa
2.1 Ogólne wskazówki bezpieczędstwa dotyczze elektronarzedzi
OSTRZEZENIE! Nalewy przyȩczytie wszystkie wskazówki i instrukcje dotycznebezpieczenia. Nieprzestrzeganie wskazówki i instrukcji dotycznych bezpieczeste sta moź doprowadźć do porazenia prądem pozaru i/ lub powstania cięzkich obrażeni ciata Wszystkie wskazówki i instrukcje dotycznebezpieczenia wnat alezy zachowac do wykorzystania w przysztosci.
Uzywane w niniejszych wskazowej katęczych bezpiecznych wozopiecie „elektronarzędzie" odnosi są do narźedzi elektrycznych zasilanych z sieci (z przywodem zasilającym) i do narźedzi elektrycznych zasilanych z akumulatora (bez przywodu zasilajȩcego).
2.2 Wskazówki dotyczne bezpiecznychwataSciwe dla urzadzenia
- Trzymać elektronarżędzie za izolowane uzychy, poniewaz frez要去 natrafić na przyłączeniowy wąsnogo urzadzenia. Zetakność z przywośdźacym prad elektryczny要去 spowodowej, ze metalowe elementy urzadzenia znejda sie pod napiȩciem, co mogtoby doprowadzić do porazenia przem.
- Element obrabiany nalezy mocować do stabilnégo podtoża i zabezmiepieczac za po-mocą zacisków lub w inny sposob. Jesli element obrabiany jest podtrzmywany{jDynie rka lub inną czȩcią ciata, jest on zamocowy niestabilnie, coMZe prowadzić do utraty kontrli nad nim.
- W elektronarżedziu wolno montować tylko frezy offeringswane w tym celu przyez firme Festool. Stosowanie innych freźow jest zabronione ze względu na zwiększone ryzyko obrażen.
- Nie wolno przykraczać podanej na narędziu najwyźsej prędkosci obrotowej, względnie trzeba przystrzejcie podanego zakresu prędkosci obrotowej. Element wyposzazenia, króty obraca są szybciej nig jest to dozwolone,要去 złamać i odłączyć.
- Naleź yaczekac,ź elektronarżędzie za trzyma są, zanim zestanie odłozone. Ist-) sie ryzyko zahaczenia są naręźdia, co są pojadzić do utraty kontrli nad nim.
-W przypadku materiałow obrabianych, które gromadzą tadunki elekrostatyczne lubmoga prowadzić do gromadzenia tadunkówelektrostatycznych,naleź zastosowac ca-tosciowy system odpradowazajcy tadunkisktadajczy sie z antystatyczné go za saceaço [AS] i odkurzacza mobilnégo.
- Mocować tylko narźedzia o takiej srednicy chwytu, do jakiej przyznacznona jest tuleja zaciskowa.
- Stosowane moga byc wytcznie narzedzia zgodne z EN 847-1. Wszystkie frezy firmy Festool speltniaja te wymagania.
- Naleź zwracać uwage na zamocowanie frezu i seinen prawidtom� pracę.
-Tulejazaciskowa i nakretka mocujaca niemoga wykazywaćźadnych uszkodzen.
- Nie wolno stosowac popekanych frezow ani takich, ktore zmienity swoj ksztalt.

Nalezy stosowa odpowiednie srokki ochry indywidualnej: ochronniki stuchu, okulary ochronne, maske przyciwypłow w trakcie prac, podczas ktorych powstaje du za ilosc pytu, rekawice ochronne podczas obrobki szorstkich materiałow i podczas przyezbrajania narzedzia.
2.3 Obróbka aluminium
Ze wźglȩdów bezpieczędwa przy obróbce alu-minium nalezy stosowej następułącść srodki za-bezpieczȩcie:
-Zainstalować pradowy wyłacznik ochronny (FI, PRCD).
- Podączyc elektronarżedzie do odpowiedniego odkurzacza z antystatycznym węźemssącym.
- Regularnie czyszcie elektronarzędzie ze zloków pytu w obudowej silnika.

nosić okulary ochonne!
2.4 Wartosciemisji
Wartosci obliczone zgodnie z EN 62841 wynosza zazwyczaj:
Poziom cijsnienia akustyczne- L_PA = 93 dB(A) go
Poziom mocy akustycznej L WA=104 dB(A)
Tolerancia btedu K= 3 dB

OSTROZNIE
Parametry emisji
Uszkodzenie stuchu
Uzywac ochronnikow stuchu.
Wartosci emisi wibraci a_h (suma wektorowa w trzech kierunkach) oraz tolerancja btedu K ustalone wg EN 62841:
$$ a _ {h} < 2, 5 \mathrm {m} / \mathrm {s} ^ {2} $$
$$ K = 1, 5 \mathrm {m} / \mathrm {s} ^ {2} $$
Podane wartosci emisji (wibracja, szmery)
- stuza do porównania naręźdi,
- nadaj siedotymczasowejocenyobciezenia wibracjami i hatasem podczas uzytkowania,
- odnosza sie do glównych zastosowan elektronarzedzia.

OSTROZNIE
Rzeczywiste wartosci emisi haatasu moga rożnic sie od wartosci podanych. Zaleź to od zastosowania narźedzia i rodzaju obrabianego elementu.
Rzeczywiste wartosci nalewy okreslic dla要看o cyklu pracy urzadzenia.
Wazoleński od rzechywi stego obciżenia hatasem nalezy okreslic odpowiednie srodki bezpieczeni sta, w celu ochryny uzytkownika.
3 Użycie zgodne z przyeznaczenia
Frezarka górnowrzejcionowa przyznaczona jest do frezOWANIA drewna, tworzyw sztucznych i materiaIów drewnopodobnych.
Przy uzyciu narędzi do frezowania przywidzia-nych do tego celu w dokumentaggi handlowej firmy Festoolość obrabiać rownież alumi-nium iptyty gipsowo-kartonowe.
Elektronarżedzie sąbyć uzytkowane wyłączne przyez profesjonalistów lub osoby przyszko-lone.
W przypadku eksploatacijni niedgnej z przyznaczeniem, odpowiedzialnosc pono-si uzytkownik.
4 Dane techniczne
| Frezarka górnowrzeczno-wa | OF 2200 EB |
| Pobór mocy 2200 W * | |
| Prędkość obrotowa 10000- | 22000 min-1 |
| Prȩdkość obrotowa maks. (bieg jatowy) | 23000 min-1 |
| Szybka regulacja glębokość 80 mm | |
| Preczyjna regulacja glębo-kosci | 20 mm |
| Gwint wCLU napędowego M22x1,0 | |
| Średnica frezu maks. 89 mm | |
| Ciezar zgodnie z procedura EPTA 01:2014: | 8,3 kg |
- OF 2200 EB GB 110 V prad znamionowy 16 A.
5 Elementy urzadzenia
[1-1] Pokretto nastawcie regulaggi precyzyjnej
[1-2] Skala regulazioni precyzjnej
[1-3] Pokretto regulazioni wysokość
[1-4] Skala agranicznika gtebokosci
[1-5] Ogranicznik glębokość zewskazowej
[1-6] Dzwignia zaciskowa ogranicznika gębokość
[1-7] Mimośród do tączenia ogranicznika gtębokość i ogranicznika stopniowej go
[1-8] Ogranicznik stopniowy
[1-9] Dzwignia obstugi wymiany stopki
[1-10] Blokada wrzeczona
[1-11] Regulator obrotów
[2-1] Przycisk blokujacy Wtacznik/Wytacznik
[2-2] Wętacznik/Wythagznik
[2-3] Dzwignia blokady ostony
[2-4] Uchwyty
[2-5] Króciec ssacy
Wymienione ilustracione znajduja sie na poczatku i na koncu niniejszej instrukcji eksploataci.
Niekóre z przyzdawionych lub opisanych akcesoriów nie wchodź w zakres dostawy.
6 Rozruch

OSTRZEŽENIE
Niedozwolone napiecie lub czestotliwość! Niebezpieczeństwo wypadku
Napięcie sieciowe i czestotliwość zródrata prȩdu musza zgodzć sie z danymi na tabliczce identyifikacynej.
W Ameryce Pótnocnej Wolno stosowej wytcznie urzadzenia Festool o parametrach napiecia 120V / 60Hz
6.1 Wączanie/wyȩczanie
Wtącznik [2-2] stuzy jako wṭącznik / wṭącznik (naciśćcie = wṭączenie, zwolnienie przycisku = wṭączenie).
W przypadku pracy ciagtej wącznik/wyȩcznik*** można zablokować za pomoczą przycisku bloku⁻çęego [2-1]. Ponowy naciśćcie wącznika/wyȩcznika zwalnia blokade.
7 Ustawenia

OSTRZEŽENIE
Niebezpieczestewo zranienia, porazenie pradem
Przed przystapieniem do wykonywania jakichkolwiek prac przy urzadzeniu danezy zawsze wyciagac wtyczke z gniazdazasila-jacego!
7.1 Elektronika [Ukstad elektroniczny]
Regulacja prędkosci obrotowej
Prędkość obrotowa są ustawic za pomocamy potęta nastawczego [1-11] bezstopniowo w zakresie regulaggi prȩdkości obrotowej (patrz dane techniczne).
Dzieki temu moins optymalnie dopasować prędkość ciecia do danego materiały.
| Materiaić Średnica frezu [mm] zalecanymaterial | ||
| 10 - 30 | 50 - 89 | |
| Stopiéń polkreţta natawczego | ||
| Drewno twarde | 6 - 4 5 - 3 3 - 1 HW | |
| (HSS) | ||
| Drewno miękkie | 6 - 5 6 - 4 5 - 3 HSS | |
| (HW) | ||
| Material Średnica frezu [mm] zalecany | |||
| 10 - 30 | 30 - 50 | 50 - 89 | |
| StopiéńPokrętta nata- wczego | |||
| Ptyty wió- we, powle- kane | 6 - 5 | 6 - 4 | 4 - 2 HW |
| Tworzywo- sztuczne | 6 - 4 | 6 - 3 | 3 - 1 HW |
| Aluminium 3 - 1 | 3 - 1 | 3 - 1 | 2-1 HSS |
| Ptyty gipso- wo-karto- nowe | 2 - 1 | 1 | 1 HW |
Zabepieczenia przyd nadmiernym wzrostem temperatury
Jesli temperatura silnika jest zbyt wysoka, doptyw pradu i prędkość obrotowa zestaj zmniejszone. Narzédzie pracuje w dalszym ciagu z mniejsza moca, co ma na celu umozliwienie szybkiego chtodzenia poprzej wentylȩcie silnika. Po schtodzeniu elektronarźedyzie uruchomisi smoczynnie.
Ochrona przyd ponownym uruchomieniem
Wbudowane zabezpieczenia przy ponownym uruchomieniem zapobiega ponownemu samoczynnemu uruchomieniu elektronarzedzia przy wcińskiym wytączniku. W tym przypadku elektronarźedzie musi dostac wytączone i nastepnie ponownie wączone.
Zewgledu na wbudowan ochrone przed po-nownym uruchomieniem elektronarzédzia nie można wączać i wyȩczć za pomocza zewétrznego modu t przyȩczajacego.
Hamulec
OF 2200 EB posiada hamulec elektroniczny. Powaţaceniu wrzechiono z narędzieim zestaje elektronicznie zatrzymane w ciagu ok. 2 sekund.
7.2 Wymiana naręźdia


OSTROZNIE
Niebezpieczentwo zranienia zwiazane z go-racymi ostrymi narzedziami
- Nie stosowac stepionych ani uszkodzonych narzedzi.
Przy obstudze narzedzie stosowac rekawice ochonne.
W celu wymiany narzedzia roboczego nalezy po- tozyc elektronarzedzie na boku.
Blokade wrzeczona [3-1] uruchamiać tylko wtedy, gdy elektronarzedzie jest wyłaczone.
Zaktadanie narzedzia
- Wsunac frez ([3-4] i [3A-1]) tak daleko jak to jest möglich, a co najmiej do oznaczenia na uchwycie frezu w otwarta tuleje za-ciskowa [3A-2].
i Jesli tuleja zaciskowa [3A-2] nie jest widoczna z powodu nakrtki mocujucej [3A-3], frez musi byc wsuniety w tuleje zaciskowa przyznajmniej na tyle daleko, aby oznaczenia nie byto widoczne ponad nakrtka mocujaca.
Nacisnac przyȩcznik blokady wrzeci-na [3-1] po lewej stronie [B].
Dokrecic nakretke mocujaca [3-3] kluczem widetkowym SW 24.
i Blokada wrzeciona blokuje wrzeciono silnika w Jednym kierunku obrotow. Dzieki temu klucza nie trzeba odktadac podczas odkrecania i dokrecania nakrtki, lecz moins go przesuwac na boki jak grzechotke.
Wyjmowanie narzedzia roboczego
- Przesunac ostone przywórami [3-2] do góry aż do zatrzasniecia.
Nacisnac przyȩcznik blokady wrzeci-na [3-1] po sprawej stronie [A]. - Odkrećić nakrátké [3-3] kluczem widetkowym SW 24 do wyczuwalné oporu. Pokonać opór poprzej dalsze obracanie klucza widetkowego.
Zdjac frez.
7.3 Wymiana uchwytu zaciskowego
Dostepe nauchwytzaciskowe do nthepujacych srednic trzonu:6,0 mm;6,35 mm8,0 mm 9,53 mm10,0 mm12,0 mm12,7 mm.
Przesunac ostone przywiorami [4-2] do góry aż do zatrzasniecia.
Nacisnac przyęcznik blokady wrzeciona [4-1] po sprawej stronie [A].
- Catkowicie odkrecić nakrětké mocujacá [4-3] i zdjáć je wraz z tulejá zaciskowa [4-4]. Nigdy nie roztaczać nakrětki mocujacej i tulei zaciskowej, poniewaź tworza one jegnostke.
Wtozyc nowa tuleje zaciskowa wytcznie zaotozona i zatrzaśnieta nakrtekma mocujaca we wrzeciono.
Polski
Lekko dokrecic nakretke mocujaca. Nie do-kreca, jesti nie jest zaotozony frez!
7.4 Ustawianie glębokosci frezOWANIA
Ustawianie glębokość frezOWANIA wykonuje sie w dwóch krokach:
Ustawianie punktu zerowego
- Otworzyc dzwignie zaciskowa [5-2], tak aby ogranicznik glębokość [5-3] swobodnia są poruszata.
- Frezarkę gornywrzejcionowa ustawic na równym podtozu (powierzchnia odniesenia). Odkrecić kokretto [5-1] i docisncy elektronarzedzie do.dotu az do momentu, gdy frez bedzie przylegat do podtoza.
- Ustalic elektronarzedzie w tej pozycji poprzej dokrecenie Pokretta [5-1].
Docisnac ogranicznik gltebokosci [5-3] do trzech statych ogranicznikow obracanego ogranicznika [5-4].
Przesunac wskazowke [5-5] do dotu, tak aby wskazywata 0 mm na skali [5-7].
i Jesli poTozenie zerowe sie nie zgadza, ]. na je skorygowaćŚruba [5-6] na wskazówce.
Wysokość kazdego statego ogranicznika [7] (A i B)łąna ustawic indywidualnie za pomocamy wkrętaka.
(i) Staty ogranicznik C posiada stopien do frezowania wstepnego - patrz Rozdziat 7.5.
Ustawianie gtębokość frezowania
Przesunac ogranicznik gtebokosci [6-6] dogory az wskazowka [6-2] wskaze zdana gtebokosc frezowania.
Zablokowa ogranicznik glębokosci dzwignia zaciskowa [6-3] w tej pozycji.
- OdkrećićPokretto [6-1].
Elektronarzędzie znajduje są teraz w pozycji wyjsciowej.
W razie potrzeby wyregulować gtębokość frezowania obracajćPokretto natawcze [6-8].
ObrótPokretta nastawczego o jeder stopien spowoduje zmiane gtebokosci frezowania o 0,1 mm.Jeden petny obrót daje 1 mm.
Pierscienskali [6-7]ozna obracac od-dzielnie,abyustawic go na zerze.
Trzy oznaczenia [6-4] na krawędzi [6-5] wskazuju maksymalny zakres regulacje po-kretta nastawczego (20 mm) oraz potożenie srodkowe.
7.5 Wstepne/ dokradne frezowanie
Ogranicznik staty C posiada dwa poziomy blokady o roźnicy wysokość 2 mm. Dzięki temu gtębokość frezOWANIA ustawIONAogrànicznikiem C moze być frezOWANA w dwóch etapach:
Frezowaniewstepne
Opuscić elektronarzedzie do poziomu oporu [7-1].
Frezowanie koncowe
Opuscić elektronarzędzie do poziomu oporu [7-2].
W ten sposob mayna szybko wykonać prace frezarskie o duzej glębokość frezowania przy zachowaniu dobrej jakosci powierzchni. Ostateczną glębokość frezowania ustawia są poprzej ustawienie plaszczyznymi agranicznika [7-2].
7.6 Regulacja preczyjna w celu obróbki krawędzi
Elektronarżędzie posiada specjalna regulacja precyzyjną do stosowania frezów z toźyskami kulkowymi operwymi. Umożliwa to np. szybkie i tatwe tworzenia dokladnych przy zaokraglaniu krawędzi bez stopni, patrz ilustracja [8].
Ustawianie doktadnej glębokosci frezOWANIA
Najpierw ustawic glebokosc frezowania zgrubnie.
Wykonac prônb frezowanie.
- Otworzyczdwigniezaciskowa [9-2].
Docisnac ogranicznik gltebokosci [9-3] do stajeo ogranicznika C [9-5].
Dokrcic ogranicznik gtebokosci mimosro dem [9-4] do ogranicznika stopniowego (obracajc w kierunku zgodnym z ruchem wskazowek zegara).
Zamknac dzwignie zaciskowa [9-2].
OdkrecicPokretto[9-1].
Doktadnie ustawic gtebokość frezowania poprzej obracaniePokretta nastawczygo [9-6].
i Mozliwe jest ustawianie gltebokosci frezowania w obu kierunkach poprzej potaczenia ogranicznika gltebokosci zogranoicznikiem stopniowym.
Dokrecic [9-1]Pokretto.
- Odkrecić mimosród [9-4] (obracajc w kierunku przyciwnym do ruchu wskazówek zegara).
Wrazie potrzeby przypegowadzic dalsze probne frezowanie i regulacja.
7.7 Odsysanie


OSTRZEŽENIE
Zagrożenie zdrowia spowodOWane pytami
Nigdy nie praticowac bez odsysania pytu.
- Pracowac wytacznia z Dziatajaca ostona,
przed wiórami [10-2].
- Przy wykonywaniu prac zwiazanych z pyle-niem naleź nosić stosowej maske ochron-na.
- Przestręgać przyepsów obłowiazujacych w danym kraju.
Do krócca ssacego [10-4]所提供 podtaczyc odkurzacz mobilny Festool o srednicy węza odsysajacego rzedu 36 mm lub 27 mm [36 mm to rozmiar zalecany ze względu na niebezpieczenia stwo zapchania].
Zatozyc króc sscy [10-4] jakPokazano na ilustraci [10].Króc sscy mozna obróc w zakresie [10-3].
OSTROZNIE! Przy uzyciu antystatyczné go węza szechego要去 dość do naładowania statycznégo. Uzytkownik要去 zostac porazony prȩdem elektrycznym, a elektronika elektrarżędzia要去 zostac uszkodzona.
Ostona przyd wiórami
Ostone przyd wiórami [10-2]doğan zablokowa w górnaj pozycji, np. w celu wymiany frezu.
- Wsunac ostone przyd wiórami do góry az do zablokowania lub docisnac elektronarzédzie do dotu do oporu.
Aby zwiększyc skutecznosć odsysania, podczas pracy opuścić ostone przyd.
Nacisnáć dzwignie [10-1] w kierunku uchwitu.
Lapacz wiorów KSF-OF
Za pomocătapacza wiórow KSF-OF [11-1] (częciowo wyposañenie dodatkowe)MZna zwiększy skutecznosć odsysania fremarki do krawędzi. Maksymalna srednica frezu wynosi 78 mm.
Montaż wykonuje sie anologicnie jak w przypadku pierScienia kopiuć眩go, patrz rozdziat 8.3.
Ostone möglich wzdłuż rowków [11-2] piłka do metalu i w ten sposob zmiejejszych. Lapacz wiórowość byc stosowany przy promieniach wewétrznych dominimalné promienia 52 mm.
8 Praca z narędziem elektrycznym
Podczas pracy nalezy przyestrzegac wszystkich opisanych na poczatku wskazowek bezpieczenstwa oraz nastepujacych za-sad:
- Elektronarżędzie sąȩzy przesuwac w kierunku obrabianego elementu wyłącznie po wączeniu.
- Przed przystapieniem do pracy sprawdzić,czy dzwignia zaciskowa [1-6] jest zamknieta, a mimośród [1-7] otwarty.
- Zamocować element obrabiany w taki spośob, abyNie mogt poruszyc sie w czasie obróbki.
- Podczas pracy nalewy zawsze trzymać elektronarżędzie obiema rekami za uchwyty [2-4]. jest to niedźny warunek precyzyjnej pracy i wykonywania cięc wgtębnych.
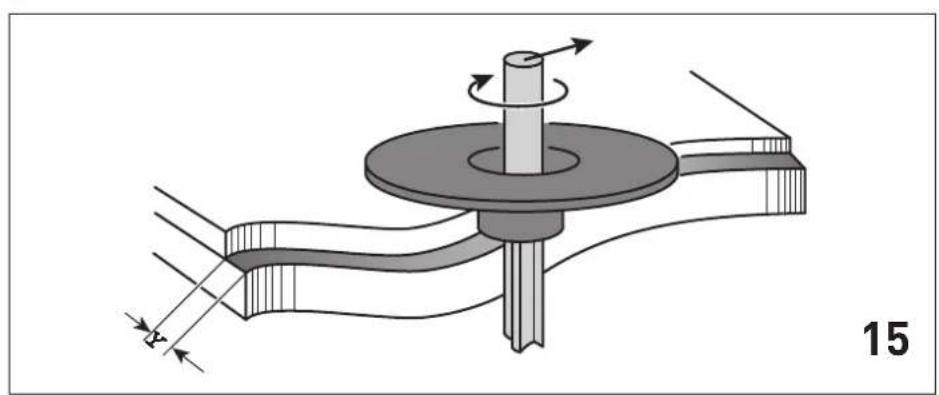
-Frezowac tylko przechiwbieznie (kierunek przesuwu elektronarzędzia w kierunku cięcia narźędzia, rysunek [15]).
8.1 Frezowanie
Ustawic zadana gtebokość frezowania, patrz rozdziat 7.4.
Wtaczyc elektronarzedzie.
- Odkrećić Pokretto [1-3].
Docisnac elektronarzedzie do dotu do oporu.
Ustalic elektronarzedzie w tej pozycji poprzej dokrecenie Pokretta [1-3].
Zagtebie w elementie aberrianym powol i rrownomiernie.
Wykonac frezowanie.
- Odkrećić Pokretto [1-3].
Przesunac elektronarzedzie do oporu w gore.
Wyętaczycy elektronarzedzie.
8.2 Frezowanie z prowadnica boczna
Prowadnica boczna (częciowo wyposzazenia) stuzy do frezowania równelegle do krawędzi elementu obrabianego.
Polski
Zamocować oba drażki prowadźace [12-4] za pomocę dwóch pokretet [12-2] do prowadnicy bocznej.
Wtozyc drażki prowadzace w rowki stotu frezarskiego do zadanego rozmiaru i zamoccowacPokrettem [12-1].
Regulacja preczyjna
- Odkrećić Pokretto [12-7], aby dokonać precyzyjné ustawieniaPokrettem natawczym [12-5].
W tym celu pierścien skali [12-6] posiada podziatke 0,1 mm. Jeźeli przytrzyma są po-kretto nastawcie, pierścien skalidoğan ob-rocić oddzielnie, aby ustawić go na zero.
Skala [12-3] jest wyrażona w milimetrach.
- Po zakończeniu regulacci precyzynej dokrecic pokretto [12-7].
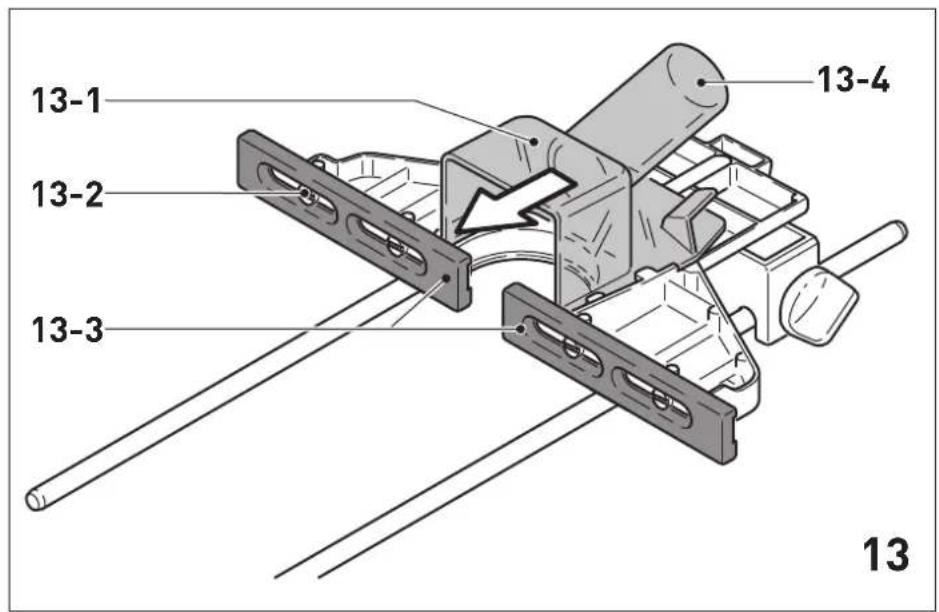
Obie szczekiprowadzace [13-3]ustawic tak, zeby odstep do frezu winosit ok. 5 mm.W tym celu odkrecic s Ruby [13-2] a po zakonczeniu regulacji ponownie dokrecic.
Tylko w przypadku frezowania na krawedzi: przesunac ostone ssaca [13-1] od tytu az do zatrzasniecia na prowadnicy bocznej i podtaczyc waz ssacy o srednicy 27 mm lub 36 mm do krócca szecho [13-4]. Ewentualnie pozostawic waz ssacy na króccu ssacym elektronarzedzia.
8.3 Frezowanie kopiwe
Do frezowania z użyciem szablonów stosuje są frezarkę gornywrzechionowa z wbudowanym pierSciieniem kopiujacym [wyposaźenie].
Pierscieni kopijacychdoğan uzywac ze standardowa stopka.Dla poprawy podparcia w ramach wyposzenia dostepna jest specjalna stopka.
Stosowanie pierścienia kopiućego

OSTROZNIE
Niebezpieczenstwo wypadku Zbyt duzy frez spowoduje uszkodzenie piercienia kopiu脸颊o i moze byc przyczyna wypadkow.
Upewnic sie, ze zastosowany frez pasujed o tworu pierscienia kopijuacego.
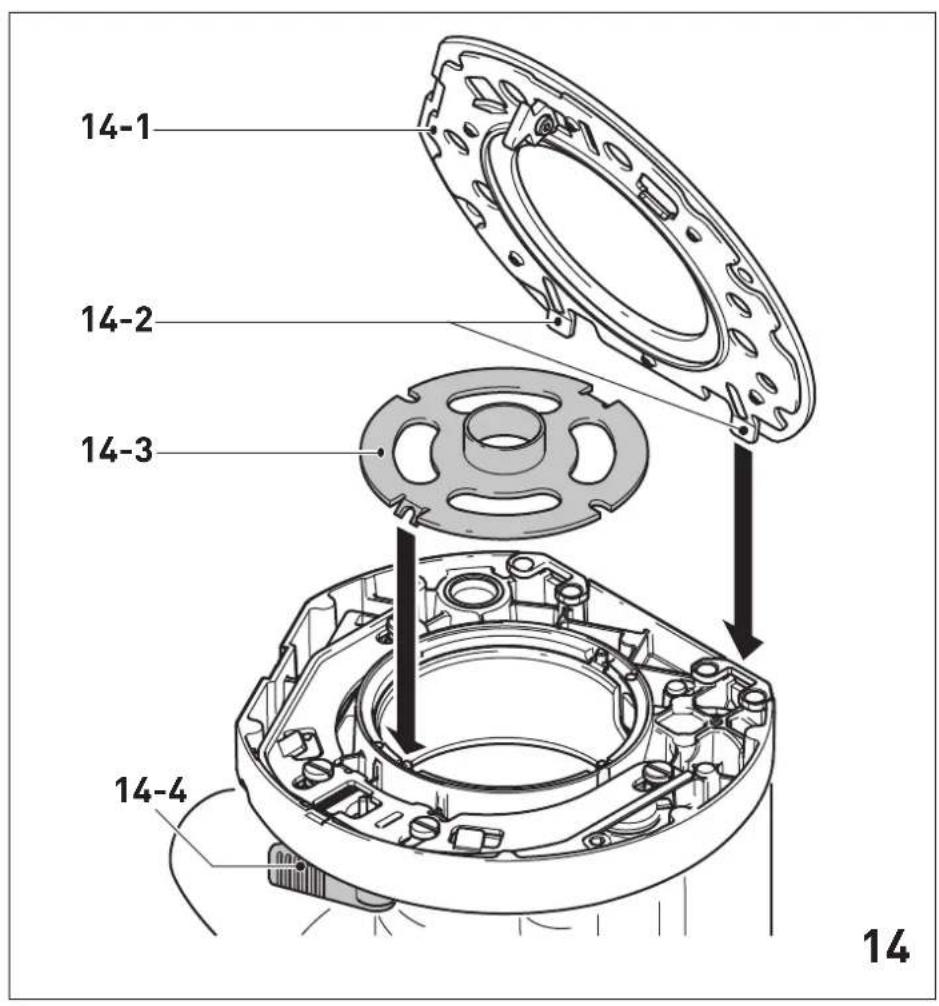
- Elektronarzędzie potoźyc na boku na stabilnym podtoź.
- Otworzyc dzwignie [14-4].
Zdjać stopke [14-1]. - Ponownie zwolnic dzwignie [14-4].
Umiesci pierscien kopiuacy [14-3] w odpowiednej pozycji w stole frezarskim.
Zatozyc stopke wraz z klapka [14-2] na stot frezarski.
Wcisinac stopke w stot frezarski az do za-trzasniecia.
Wystep Y (ilustracja [15]) elementu obrabianego poza szablon oblicza sie w nastepujucy spośob:
Y = {ø pierscienia kopujacego -ø frezu}/2
8.4 Obróbka krawedzi
Do celów obróbki krawędzi w elektronarzédziach umieszczane są frezy z toźyskami kukkowymi oporowymi. Elektronarzédzie jest prowadzone w taki sposob, ze toźysko kukkowe oporowe toczy sie po aberrianym elemencie.
Podczas obróbki krawędziach zawsze uzywaćtapacza wiorów KSF-OF, aby poprawic odsysanje.
8.5 Frezowanie z systemem prowadnic FS
System prowadnic (częsciwo wyposzazenia) ułatwa frezowanie prostych rowków.
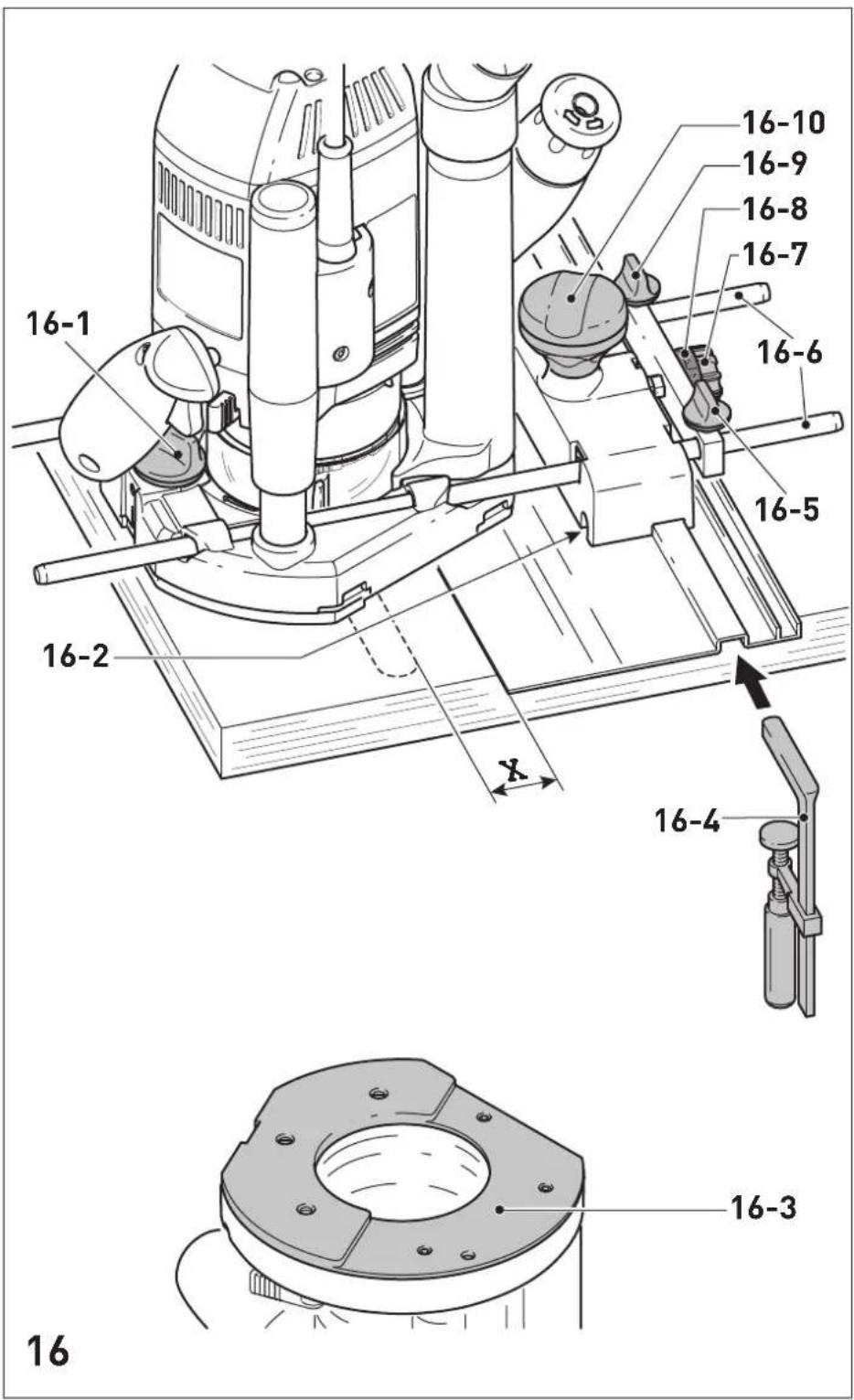
Szyne prowadzaca zamocowa na elemen-cie aberrianym za pomocza sciskow srubowych [16-4].
Zatozyc stopke [16-3] dla prowadnicy na stole frezarskim frezarki gornywrzecionowej (patrz rozdziat 8.6). Stopka ta posiada stopien, ktory wyrownuje wysokość szyny prowadźacej.
Zamocowac oba drażki prowadzace [16-6] za pomocawochPokretet [16-5] i [16-9] do adapteraprowadnicy.
- Odkrećić Pokretto [16-1].
Wtozyc draźki prowadźce [16-6] w rowkisto tu frezarskiego.
Umiescić frezarké gornywrzechionowa z adapterem prowadnicy na szynie prowadza-cej.
W razie potrzeby, za pomocaj wkrétaka na obu szczekach prowadzacych [16-2] ustawic luz adaptera prowadnicy na szynie prowadzacej.
- Frezarkę gornywrzechionowa przesunć wzdędź drażków prowadȩzych aź do uzyskania zędanej odlegtość frezu od szyny prowadȩzej. Upewnić sie, ze pomiedzy przydennia krawędzia szyny prowadȩzej a frezem lub rowkiem zachowany jest odstep bezpieczność X wynosZY 5 mm - ilustracja [16].
DokrecicPokretto [16-1].
- OdkrecićPokretto [16-10].
- Ustawic zadany odstep X poprzej obracaniePokretta nastawczyego [16-7]. Przytrzyma
pokretto nastawcze [16-7],aby obróc osobno skele [16-8] w celu wyzerowania.
Dokrecic [16-10]Pokretto.
8.6 Wymiana stopki
Festool oferuje specialne stopki (wyposaazenie) do roznych zastosowan.
- Elektronarzedzie potozyc na boku na stabilnym podtozu.
- Otworzyc dzwignie [14-4].
Zdjac stopke [14-1]. - Ponownie zwolnic dzwignie [14-4].
Zatozyc stopke wraz z klapka [14-2] na stof frezarski.
Wcisnac stopke w stot frezarski az do za-trzaśniecia.
i Podczas pierwszego uzycia stopki: Zdjec folie ochronna!
9 Konserwacja i utrzymanie w naleźtym stanie

OSTRZEŽENIE
Niebezpieczestewo zranienia, porazenia pradem
Przed przystapieniem do wykonywania wzystkich prac zwiazanych z konserwacja i czyszczemen urzadzenia nalezy zawsze wymiagać wtyczke z gniaźda zasilajacego!
Wszelkie prace konserwacyjne i naprawcze, ktore wymagaja otwarcia obudowy, moga byc wykonywane wytacznie przy autoryzOWANY warsztat serwisowy.

Serwis i naprawa wyłacznie u produventa i w certyfikowanych warsztatach. Najbliszysz adres znaleźć można na: www.festool.pl/serwis

Stosowac wyącznie oryginalne czeci zamienne Festool! Nr zam. na stronie: www.festool.pl/serwis
Urzadzenie wyposazone jest w samowyțaczajace spejalne szczotki węglowe. Ješli są one zuzyte, nastepuje automatyczne przerwanie zasi-lania i urzadzenie zatrzymuje sie.
Przestręgać następujectych wskazowejk:
-
Jesli konieczna jest wymiana kabla zasilajacego elektronarzedzia, musi on zostac wymiumiony przyez producenta lub przyez autoryzowy serwis, abyunikaN niebezpiecznych.
-
Uszkodzone urzadzenia zabezmieczajace i czeci musza zostac naprawione lub wymie-nione przyez autoryzowy warsztat specjalistyczny, o ile w instrukcji obstugi nie są podane innze zalecenia.
Dla zapewnienia cyrkulacji powietrza, otwo- rry wlotowe powietrza chtodzacego w obudowie musza byc zawsze odstoniiete i czyste.
10 Wyposaßenie
Stosowac wyłacznie oryginalne narędzia robocze i wyposzazenia firmy Festool. Stosowanie narȩdzi roboczych o obniżonej jakosci oraz wyposzazenia innych firm moź prowadzić do zwiększonego ryzyka urazów i znacznego nowyważenia, coMZe pogarszać jakość wyników przyca i zwiększać zuźycie elektronarȩdzia. Numery katalogowe wyposzazenia i narȩdzi znejduja są w katalogu Festool lub w internecie www.festool.pl.
11Środowisko

Nie wyrzucacute urzadzenia razem z odp-dami domowymi! Urzadzenia, wyposa-zenie i opakowania przykazywać do recy
klingu przyjaznégośrodkowisku.Przestrzegać obowiazujacych przemispów krajowych.
Tylkow UE: Zgodnie z europejska dyrektywa dotyczaca zuzytych urzadzen elektrycznych i elektronicznych i jej transpozycja do prawa krajewego, zuzyte elektronarzedzia podlegaja segregaci i recyklingowiw sposob przyjazny srodowisku.
Informacja dotyczze Rozporzadzenia REACH: www.festool.pl/reach