
KFMPB 1510 F - Fraiseuse METABO - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil KFMPB 1510 F METABO au format PDF.
| Type de produit | Fraiseuse à affleurer (affleureuse) pour chanfreinage d'arêtes |
| Marque | Metabo |
| Modèle | KFMPB 1510 F |
| Catégorie | Fraiseuse |
| Utilisation prévue | Fraisage d'arêtes sur acier, acier inoxydable, aluminium et alliages d'aluminium (usage professionnel) |
| Alimentation électrique | 230 V ~, 50 Hz (secteur) |
| Puissance absorbée (P1) | 1510 W |
| Puissance débitée (P2) | ~ 1200 W (estimation) |
| Vitesse à vide (n) | 7800 - 12200 tr/min (réglable sur 6 positions) |
| Réglage électronique de vitesse | Oui, VTC (Vitesse constante même en charge) |
| Angle de chanfrein | Réglable (graduation sur échelle) |
| Hauteur de chanfrein max. | Variable selon angle (ex. 6 mm par passe à 45° pour KFM 15-10 F) |
| Diamètre de tuyau min. | Réglable (cylindre de guidage) |
| Poids (sans câble) | ~ 5,5 kg |
| Dimensions (L x l x h) | ~ 350 x 200 x 250 mm |
| Classe de protection | II (double isolation) |
| Dispositifs de sécurité | Protection contre les redémarrages, interrupteur de sécurité (Paddle ou coulissant), tôles de protection contre les copeaux |
| Accessoires inclus | Poignée étrier, poignée latérale, rail de guidage, cylindre de guidage, clé de serrage |
| Plaquettes amovibles | Type : HM Universal (réf. 6.23564), réversibles (4 arêtes) |
| Maintenance | Nettoyage régulier des fentes d'aération, remplacement des plaquettes amovibles, lubrification recommandée (bâton réf. 6.23443) |
| Réparabilité | Pièces détachées disponibles via Metabo (www.metabo.com), réparations par électricien agréé |
| Normes | EN 60745 |
| Niveau sonore (LpA) | Supérieur à 80 dB(A) – porter des protège-oreilles |
FOIRE AUX QUESTIONS - KFMPB 1510 F METABO
Questions des utilisateurs sur KFMPB 1510 F METABO
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Fraiseuse au format PDF gratuitement ! Retrouvez votre notice KFMPB 1510 F - METABO et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil KFMPB 1510 F de la marque METABO.
MODE D'EMPLOI KFMPB 1510 F METABO
1. Déclaration de conformité
Nous déclarons sous notre seule responsabilité que ces affleureuses, identifiées par le type et le numéro de série 1), sont conformes à toutes les prescriptions applicables des directives 2) et normes 3). Documents techniques pour 4) - voir page 4.
2. Utilisation conforme
L'affleureuse est conscience pour frais des arêtes sur de l'acier, de l'acier inoxydable, de l'aluminium et des alliages d'aluminium dans le domaine professionnel.
Pour travailler l'aluminium, les alliages d'aluminium et l'acier inoxydable, un lubrifiant ajustat (réf. : 6.23443) doit être utilisé.
Il est également recommendé d'utiliser ce lubrifiant lors du traitement de l'acier, dans la mesure où il permet de prolonger la durée de vie de l'outil et où la machine glisse ainsi plus facilement sur la pièce à usiner.
L'utilisateur est entiement responsable de tous les dommages resultant d'une utilisation non conforme.
Il est impératif de respecter les consignes générales de prévention contre les accidents ainsi que les consignes de sécurité ci-jointes.
3. Consignes générales de sécurité

Dans l'intérêt de votre propre sécurité et afin de protéger votre outil électrique, respecter les passages de texte marqués de ce symbole!

AVERTISSEMENT - Lire la notice d'utilisation afin d'eviter tout risque de blessure.

AVERTISSEMENT - Lire toutes les consignes de sécurité et les instructions.
Le non-respect des consignes de sécurité et des instructions peut être à l'origine d'une électrocution, d'un incendie et/ou de blessures graves.
Conserver toutes les consignes de sécurité et instructions pour une utilisation ultérieure.
Remetre uniquement l'utiléctrique accompagné de ces documents.
4. Consignes de sécurité particulières
a) Ne pas utiliser d'accessoires non concus spécifique et recommends par le fabricant d'outils électriques. Le fait qu'un accessoire puisse être fixé sur votre outil électrique ne suffit pas à assurer un fonctionnement en toute sécurité.
b) Ne pas utiliser d'accessoires endommages. Vérifier avant chaque utilisation si les plaquettes amovibles neprésent pas d'éclats, de fissures, d'abrasion ou de forte usure. Si l'outil électrique ou l'accessoire a subi une chute, examiner les dommages eventuels ou installer un accessoire non endommagé.
c) Porter un équipement de protection individuelle. En fonction de l'application, utiliser un écran facial, des lunettes de sécurité ou des lunettes de protection. Si nécessaire, porter un masque antipoussière, une protection auditive, des gants et un tablier spécial capables d'arreter les petits fragments de matériel. Les lunettes de sécurité doivent pouvoir arreter les débris expulsés au cours des différentes opérations. Le masque antipoussière ou le respirateur doit pouvoir filtrer les particules générées lors des applications. Une exposition prolongée à des bruits de forte intensité peut être à l'origine d'une perte auditive.
d) Veiller à ce que les autres personnes se trouvent à une distance suffisante de la zone de travail. Toute personne entrant dans la zone de travail doit porter un équipement de protection individuelle. Des fragments provenant de la pierce à usiner ou d'un accessoire endommagé peuvent être expulsés et cause des blessures au-delà de la zone immédiate de travail.
e) Bien tener l'outil electrique au démarrage. Lors de l'augmentation vers la vitesse de rotation maximale, le couple de réaction du moteur peut conduire à une torsion de l'outil electrique.
f) Si possible, utiliser des pinces de serrage pour fixer la pièce. Ne maintainir enaucun cas une petite pièce à usiner dans une main et l'outil électrique dans l'autre,pendant son utilisation.En fixant les petites pièces,vos deux mains seront libres afin de mistroux contrôle l'outil électrique.
g) Ne jamais reposer l'outil électrique avant l'arrêt complet de l'accessoire. En tournant, l'accessoire peut agripper la surface et donc l'outil électrique incontrôable.
h) Ne pas faire fonctionner l'outil électrique en le transportant. Un contact accidentel avec l'accessoire rotatif pourrait accrocher vos vêtements et l'accessoire risque de percer votre corps.
i) Nettoyer régulierrement les fentes d'airation de l'outil électrique. Le ventilateur du moteur attirera les poussières à l'intérieur du boitier et une accumulation excessive de poussière métallique peut provoquer des dangers électriques.
j) Ne pas faire fonctionner l'outil electrique à proximé de matériaux inflammables. Desétincelles et des copeaux chauds risquent d'enflammier ces matériaux.
k) Ne pas utiliser d'accessoires nécessitant des réfrigerants fluides. L'utilisation d'eau ou
d'autres réfrigerants fluides peut entraîner une électrocution ou un choc électrique.
4.1 Rebonds et consignes de sécurité correspondantes
Le rebond est une réaction soudaine à l'accrochage ou au blocage d'un accessoire. L'accrochage ou le blocage provoque un décrochage rapide de l'accessoire en rotation. L'outil électrique hors de contrôle accélère alors dans le sens de rotation opposé de l'accessoire au point du blocage.
Par exemple, si une plaquette amovible s'accroche ou se bloque dans la piece à usiner, le bord de la plaquette amovible qui entre la piece à usiner peut y être bloqué provoquant l'éjection de la plaquette amovible ou un rebond. Le support de plaquette amovible peut sauter en direction de l'opérateur ou s'en éloigner, selon le sens du mouvement de la plaquette amovible au point de blocage. Dans de telles conditions, les plaquettes amovibles peuvent aussi se casser.
Le phénomène de rebond est le résultat d'une utilisation inadéquate de l'outil et/ou de procédures ou de conditions de fonctionnement incorrectes. Il peut être évité en prénant les précautions appropriées indiquées ci-dessous.
a) Maintenir fermement l'outil electrique et placer votre corps et vos bras dans une position qui vous permet de résister aux forces d'un rebond. L'opérateur peut maîtriser les forces de rebond en prénant les précautions qui s'imposent.
b) Travailler avec une prudence particulière dans les coins, sur les arêtes vives, etc. Éviter que les accessoires ne rebondissent sur la piece et ne se coincent. Les coins, les arêtes vives ou les rebondissements ont tendance à accrocher l'accessoire en rotation. et à provoquer une perte de contrôle ou un rebond.
c) Guider toujours l'outil électrique dans le matériel dans la direction dans laquelle l'arête de coupe quitte le matériel (correspond au sens d'éjection des copeaux). Le guidage de l'outil électrique dans la mauvaise direction provoque un dérapage de l'arête de coupe de l'accessoire, tirant l'outil électrique dans ce sens d'avance.
d) Éviter un blocage de la plaquette amovible ou une pression trop forts. Ne pas régler une hauteur de chanfrein supérieure à la hauteur maximale autorisée. Une surcharge de la plaquette amovible augmente la charge et le risque d'accrochage ou de blocage de la plaquette amovible et la possibilité de rebond ou de cassure de la plaquette amovible.
e) Ne pasmettrelesmains danslazone se trouvant devant et derriere la plaquette amovible en rotation.Lorsque you eloignez la plaquette amovible de vous,l'outil electrique avec la plaquette amovible en rotation peutetrepropulséversyouencasde rebonddel'outilelectrique.
Retourner ou remplacer à temps les plaquettes amovibles émoussées ou dont le revêtement est usé. Les plaquettes amovibles émoussées
augmentent le risque que la machine se bloque ou s'échappe.
4.2 Autres consignes de sécurité: tener l'outil électrique uniquement avec les poignées isolées, car la fraise risque de rencontres son cable d'alimentation. Le contact avec un cable électrique sous tension peut égalementmettre les parties métalliques de l'outil sous tension et provoquer un choc électrique.
Veiller à ce que la zone de travail soit propre et bien éclairée. Les zones en désordre ou sombres sont propices aux accidents.

AVERTISSEMENT - Toujours porter des lunettes de protection.

Porter une protection auditive.

Débrancher le cordon d'alimentation de la mise en province de courant avant toute opération de la réglage, de changement d'accessoire, de l'éternance ou de nettoyage.

Porter des vêtements de protection adaptés.

Veiller à ce que personne ne soit blessé par des corps étrangers projétés.

Maintenir votre apparéil à une distance de sécurité des personnes et des animaux domestiques qui se trouvent à proximé.

Tenir les cheveux, les vêtements amples, les doigs et d'autres parties du corps éloignés de la machine. Ils pourraient être aspirés et s. Utiliser un filt à cheveux pour les cheveux

Avertissement concernant les outils rotatifs
Porter toujours des lunettes de protection, des gants de travail et des chaussures de sécurité lorsque vous travailliez avec votre machine.
Risque de blessure par les bords tranchants. Porter des gants de protection.
Les plaquettes amovibles, les supports de plaquette amovible, la pierce à usiner et les copeaux peuvent être chauds après le travail. Porter des gants de protection.
Une poignée supplémentaire endommagée ou craquelée doit être remplacée. Ne pas utiliser la machine si la poignée supplémentaire est défectueuse.
Débrancher le cordon d'alimentation de la prise de courant avant toute opération de réglage, de changement d'accessoire, de maintenance ou de nettoyage.
Il est recommandé d'utiliser un système d'aspiration stationnaire. Monter tous uns un interrupteur de protection contre les courants de court-circuit (RCD) avec un courant de déclenchement max. de 30mA en amont. Lorsque la machine est arrêtée
FRANÇAISfr
par son interrupteur de protection contre les courants de court-circuit, elle doit être contrôle et nettoyée. Voir chapitre 10. Nettoyage.
Pour des travaux de longue durée, le port de protège-oreilles est nécessaire. Des nuisances acoustiques intenses et prolongées peuvent provoquer une perte d'audition.
Utiliser uniquement des plaquettes amovibles intactes et bien aiguises.
La pièce à usiner doit être fermement fixée de façon à ne pas glisser, par exemple à l'aide de dispositifs de serrage. Les pièces à usiner de grande taille doivent être suffisamment soutenues.
Veiller à ce que les étincelles et les copeaux chauds produits lors de l'utilisation ne provoquent aucun risque, par ex. celui d'atteindre l'utilisateur ou autres personnes ou d'enflammer des substances inflammables. Toute zone à risque doit être protégée par des couvertures ignifugées. Tenir un moyen d'extinction ajustat à votre disposition si vous travailliez dans une zone à risque d'accendie.
Toujours tenir la machine avec les deux mains au niveau des poignées, adopter une position stable et travailler de manière concentrée.
Tenir vos mains éloignées de la zone de fraisage et de l'accessoire.
Ne pas toucher l'accessoire pendant qu'il tourne! Éliminer uniquement les sciures de bois et autres lorsque la machine est à l'arrêt. Débrancher la fiche secteur de la prise de courant.
Ne jamais utiliser un accessoire endommagé, représentant des faux-ronds ou des vibrations.
Ne pas travailler avec les bras au-dessus de la tete.
Ne jamais utiliser une machine incomplète ou une machine sur laquelle aurait été effectue une modification non autorisée.
Réduction de la pollution due aux poussières :
Certaines poussières produit par le ponçage électrique, le sciage, le meulage, le perçage et d'autres activités de construction contiennent des agents chimiques qui causent des cancers, des anomalies congenitales ou d'autres dangers pour la reproduction. Parmi ces substances on trouve : le plomb (dans les enduits contenant du plomb), la poussière minérale (dans les briques, le béton, etc.), les additives pour le traitement du bois (chromate, produits de protection du bois), quelques variétés de bois ( comme la poussière de chêne et de hêtre), les métaux, l'amiate.
Les conséquences de telles expositions varient en fonction de la fréquence à laquelle vous faites ce type de travail.
Il est souhaitable que le corps n'absorbe pas ces particules.
Afin de réduire la pollution due à ces substances : veiller à une bonne aération du lieu de travail et porter un équipement de protection adapté comme des masques antipoussière capables de filtrer les particules microscopiques.
Respecter les directives applicables au matériel, au personnel, à l'application et au lieu d'utilisation
(par exemple directives en matière de protection au travail, élimination des déchets).
Collector les particules émises sur le lieu d'émission et éviter les dépôts dans l'environnement.
Réduire la pollution due aux poussières en :
- évitant d'orienter les particules sortantes et l'air d'échémpement de la machine vers vous ou vers des personnes se trouvant à proximé ou vers des dépôts de poussière,
- utilisant un système d'aspiration et/ou un purificateur d'air,
- aérant convenablement le lieu de travail et en l'aspirant pour le maintainir propre. Balayer ou souffler les poussières les fait tourbillonner.
- Aspirer ou laver les vêtements de protection. Ne pas les souffler, les bâttre ni les brosser.
5. Vue d'ensemble
Voir pages 2 et 3.
1 Poignée étrier
2 Disques arrêt
3 Vis papillon
4 Alésage filété dans le boîtier du moteur
5 Poignée latérale*
6 Echelle graduée (hauteur de chanfrein)
7 Anneau de réglage (hauteur de chanfrein)
8 Vis de serrage de l'anneau gradué
9 Anneau gradué (hauteur de chanfrein)
10 Molette de réglage de la vitesse *
11 Témoin électronique *
12 Poignée
13 Vis des tôles de protection contre les copeaux
14 Tôles de protection contre les copeaux
15 Rail de guidage
16 Flèche = direction de travail prescrite
17 Echelle graduée (angle de chanfrein)
18 Vis (angle de chanfrein)
19 Support de plaquette amovible / tête de fraisage
22 Interrupteur coulissant *
23 Interrupteur Paddle *
24 Sécurité *
27 Echelle graduée (diametre de tube)
*en fonction de I'equipement
6. Mise en service
Avant la mise en service, comparer si la tension secteur et la fréquence secteur indiquées sur la plaque signalétique correspondant aux caractéristiques du réseau de courant.
Monter toujours un interrupteur de protection contre les courants de court-circuit (RCD) avec un courant de déclenchement max. de 30 mA en avant.
6.1 Pose de la poignée supplémentaire
Travailler uniquely avec la poignée étrier (1) posée ou la poignée latérale (5) (suivant équipement)! Poser la poignée comme illustré (voir page 2, fig. A).
Pose de la poignée étrier (1)
- Placer les disques d'arrêt (2) à gauche et à droite sur la poignée (1).
- Pousser la poignée (1) avec les disques d'arrêt (2) par l'avant sur le boîtier du moteur.
- Insérer les vis papillon (3) à gauche et à droite dans la poignée (1) et les serrer légrement.
- Regler l'angle souhaite de la poignee (1).
- Serrer fermement à la main les vis papillon (3) à gauche et à droite.
Pose de la poignée latérale (5) (suivant équipement, uniquement pour KFM 15-10 F, KFMPB 15-10 F):
En cas d'affleurage de petits angles (réglage < 30irc ), il peut s'avérer favorable, en fonction des conditions de travail, d'utiliser la poignée latérale (5) à la place de la poignée étrier (1). En cas d'angles plus grands, utiliser toujours la poignée étrier (1) pour pouvoir retenir la machine.
- Visser fermement la poignee laterale (5) sur le cote gauche ou droit de la machine.
7. Réglage
Débrancher le cordon d'alimentation de la prise de courant avant toute opération de réglage, de changement d'accessoire, de maintenance ou de nettoyage.
Les plaquettes amovibles, les supports de plaquette amovible, la pierce à usiner et les copeaux peuvent être chauds après le travail. Porter des gants de protection.
Risque de coincement! Porter des gants de protection.
7.1 Regler l'angle de chanfrein
- Lire l'angle de chanfrein régle sur l'échelle graduée (17).
- Dévisser les vis (13) et glisser vers le haut les deux tôles de protection contre les copeaux (14) (à gauche et à droite de la machine).
- Devisser les vis (18) (à l'avant et à l'arrière) et régler l'angle de chanfrein en tournant le rail de guidage (15) à l'angle souhaite. Lire l'angle de chanfrein régle sur l'échelle graduée (17).
- Serrer fermement les vis (18) (à l'avant et à l'arrière).
- Pousser complètement vers le bas les toles de protection contre les copeaux (14) (à gauche et à droite de la machine). Serrer les vis (13) (à gauche et à droite de la machine).
- La modification de l'angle de chanfrein entraine également la modification de la hauteur de chanfrein (en fonction du type de construction). Par conséquent, régler aussi la hauteur de chanfrein après avoir régle l'angle de chanfrein. Voir chapitre 7.2
7.2 Régler la hauteur de chanfrein
Régler dans un premier temps l'angle de chanfrein :
- Contrôler d'abord si l'angle de chanfrein souhaïte est bien régle : dire l'angle de chanfrein régle sur l'échelle graduée (17). Le cas échéant, régler. Voir chapitre 7.1
Déterminer la valeur de réglage :
Remarque: réaliser toujours de grandes hauteurs de chanfrein en plusieurs procédures de chanfrein (au moins 3). En cas de matériel aux durs, les procédures de fraisage à effectuer sont encore plus nombreuses. Les avantages sont les suivants: durée de vie des plaquettes amovibles plus longue, qualité supérieur des surfaces du résultat de travail, travail plus/agréable.
Ne pas dépasser la « hauteur de chanfrein maximal par processus de fraisage » indiquée ci-dessous.
KFM 15...(avec un angle de 45irc ):
1. Processus de fraisage : max. 6 mm
2.+3. Processus de fraisage : max. 2 mm
KFM 17...:(avec un angle de 45irc 1.Processus de fraisage:max.9 mm 2.+3.Processus de fraisage:max.3mm
Ne pas dépasser la hauteur de chanfrein maximale autorisée (hmax) (voir chapitre caractéristiques techniques).
Pour obtenir une qualité optimale de la surface, il est recommendé de ne déçaper qu'une petite quantité de matériel lors du dernier processus de fraisage.
2. Sélectionner le diagramme correspondant à votre machine (voir verso).
3. Sélectionner la ligne correspondant à l'angle de chanfrein réglé (voir verso).
4. Exemple : pour un angle de chanfrein de 45irc et une hauteur de chanfrein souhaitee de 3 mm (voir fig. ci-dessous). Résultat : valeur de réglage = 2,0.
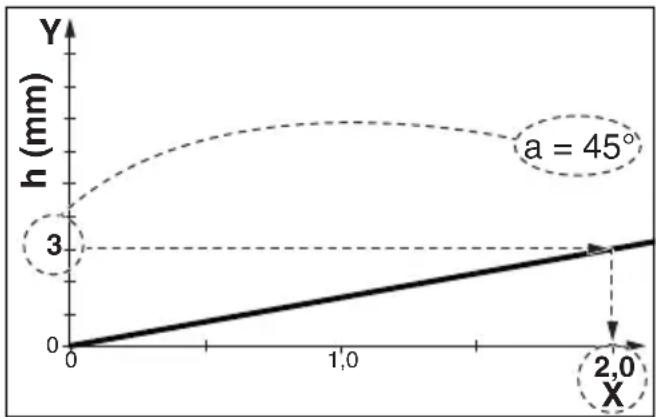
Selectionner sur l'axe Y la hauteur de chanfrein que vous souhaitez régler. Tirer une ligne horizontale jusqu'au point d'intersection avec la ligne. À partir de ce point d'intersection, tirer une ligne verticale jusqu'à l'axe X. Lire la valeur sur l'axe X. Régler ensuite cette valeur « X » sur la machine comme suit.
Note: le diagramme se refère aux pieces à usiner tranchantes. En cas de pieces à usiner à
FRANÇAISfr
bords arrondis, cela doit être pris en compte lors du réglage de la hauteur du chanfrein.
Régler la hauteur de chanfrein :
- Tirer l'anneau de réglage (7) vers le haut et le tournier de sorte de régler (9) la valeur « X » du diagramme sur l'échelle graduée. Voir image (cidessous): valeur « X » régée = 2,0. (Une rotation correspond à « X » = 3. Pour des valeurs X supérieures : réaliser un plus grand nombre de rotations. L'échelle graduée (6) sert d'orientation approximative lors du réglage.


- RÉalisér un chanfrein d'essai.
- Si lors du dernier processus de fraisage, la hauteur de chanfrein doit être réglée très exactement, procéder comme suit : Réaliser un chanfrein d'essay. Mesurer la hauteur de chanfrein faisée et si besoin, adapter la graduation d'échelle en tournant l'anneau de réglage (7) : tourner dans le sens des aiguilles d'une montre = hauteur de chanfrein supérieure, tourner dans le sens contraire des aiguilles d'une montre = hauteur de chanfrein inférieure. Réaliser un autre chanfrein d'essay. Le cas échéant, repeter cette étape.
8. Utilisation
8.1 Marche/arrêt

Toujours guider la machine des deux mains.

Mettre la machine sous tension avant de positionner la machine sur la piece a usiner.

Éviter les démarrages intempestifs : toutes, éteindre l'outil avant desterolir la fiche de la ou en cas de coupure de courant.

Lorsque la machine est en position de
7.3 fonctionnement en continu, elle continua de tourner si elle vous échappe des mains. Afin d'eviter tout comportement inattendu de l'outil, le tener avec les deux mains au niveau des poignées, veiller à un bon équilibre et travailler de manière concentrée.

Éviter que la machine ne fasse tourbillonnner ou n'aspire de la poussière et des sciures.
Après l'avoir arrêtée, ne poser la machine qu'une fois que le moteur a cessé de tourner.
KFM 15-10 F (voir page 3, fig. B):
Mise en marche: glisser l'interrupteur coulissant (22) vers l'avant. Pour un fonctionnement en continu, le basculer vers l'arrière jusqu'à ce qu'il s'encliquête.
Arrêt : appuyer sur l'arrière de l'interrupteur coulissant (22), puis relâcher.
KFMPB 15-10 F (voir page 3, fig. B):
Mise en marche : pousser l'interrupteur Paddle (23) dans le sens de la flèche et appuyer sur l'interrupteur Paddle (23).
Arrêt : relâcher l'interrupteur Paddle (23).
KFM 16-15 F (voir page 3, fig. B):
Fonctionnement momentané :
Mise en marche : enforcer la sécurité (24), puis appuyer sur la gachette (25). Relâcher la sécurité (24).
Arret:relacherla gachette (25).
Fonctionnement en continu :
Mise en marche : enforcer la sécurité (24) et la maintainir enfoncée. Appuyer sur la gachette (25) et la maintainir enfoncée. La machine est activée. Enforcer a prisent une nouvelle fois la sécurité (24) pour bloquer la gachette (25) (marche continue).
Arrêt : appuyer sur la gachette (25) puis la relâcher.
8.2 Reglage de la vitesse (KFM 15-10 F)
La mollette (10) permet de préselectionner la vitesse en continu.
Les positions de 1-6 correspondant approximativement aux régimes à vide suivants :
- 7800 tr/min. 4. 10200 tr/min.
- 8600 tr/min. 5. 1100 tr/min.
- 9400 tr/min. 6. 12200 tr/min.
Le système électronique VTC permet d'adapter le fonctionnement au matériel, avec une vitesse quasiment constante même en charge.
Vitesses de rotation conseillées pour différents matériaux :
Aluminium, cuivre, laiton 4-6
Acier jusqu'à 400 N/mm² 4-6
Acier jusqu'à 600 N/mm² 3-5
Acier jusqu'à 900 N/mm² 2-4
Acier inoxydable. 1-3
Pour savoirquel réglage sera optimal, le moyen est de faire un essai pratique.
8.3 Consignes generales de travail
-
Contrôler les plaquettes amovibles (20). Remplacer les plaquettes amovibles endommagées ou usées.
-
Fixer la piece à usiner sans vibration à l'aide de dispositifs de serrage.
- Pour travailler sur des tuyaux, consulter le chapitre 8.4.
- Régler l'angle de chanfrein (voir chapitre 7.1).
- Régler la hauteur de chanfrein (voir chapitre 7.2).
- Toujours tenir la machine avec les deux mains au niveau des poignées, adopter une position stable et travailler de manière concentrée.
- Les plaquettes amovibles (20) ne touchent pas la pièce à usiner. Mettre la machine en marche avant de la poser avec le rail de guidage (15) sur la pièce à usiner et ensuite seulement, approcher lentement l'accessoire de la pièce à usiner.
- Pousser la machine uniquement dans le sens de la flèche (16) indiqué sur la machine.
Pousser la machine uniquement dans le sens de la flèche (16). Dans le cas contraire, il y a un risque de rebond. Toutjours travailler avec une avance mesurée, adaptée au matériel à usiner. Ne pas positionner la machine de travers, ne pas l'appuyer ni la faire oscillator.
- Guider la machine de manière à ce que le rail de guidage (15) se trouve contre la pièce à usiner.
- Terminer le travail : éloigner l'accessoire de la piece à usiner, arrêté la machine. Attendre l'arrêt complet du moteur, déposer la machine.
8.4 Traiter des tuyaux sur le bord extérieur
- Determininer le diamètre du tuyau à traiter.
- Voir page 3, fig. C.: poser le cylindre de guidage (26) sur le rail de guidage (15) comme illustré. Déplacer le cylindre de guidage (26) et régler le diamètre du tuyau sur l'échelle graduée (27). Desserrer l'écrou du cylindre de guidage avec une clé plate et fixer le cylindre de guidage dans cette position.
- Respecter les consignes générales de travail (voir chapitre 8.3).
- Toujours tenir la machine avec les deux mains au niveau des poignées, adopter une position stable et travailler de manière concentrée.
- Poser la machine avec le cylindre de guidage (26) sur la surface extérieure du tuyau. Puis poser le rail de guidage sur la surface de l'extrémité du tuyau.
- Les plaquettes amovibles (20) ne touchent pas encore la pierce à usiner. Mettre la machine sous tension avant de la basculer lentement autour du cylindre de guidage (26), puis approcher la tete de fraisage de la pierce à usiner.
- Respecter les consignes générales de travail (voir chapitre 8.3).
8.5 KFM 16-15 F : possibilité de returner le rail de guidage (15)
Sur l'affleureuse KFM 16-15, le rail de guidage (15) est installé de manière transversale. Pour la plupart des travaux cela permet de很好地 absorber les forces importantes et donc de travailler sans se fatiguer.
Si vous préférez utiliser le rail de guidage (15) de manière longitudinale pour certains travaux, vous
pouvez demander les instructions nécessaires au changement au service après-vente Metabo.
9. Maintenance
9.1 Remplacement des plaquettes amovibles
Débrancher le cordon d'alimentation de la prise de courant avant toute opération de réglage, de changement d'accessoire, de maintenance ou de nettoyage.
Les plaquettes amovibles, les supports de plaquette amovible, la pierce à usiner et les copeaux peuvent être chauds après le travail. Porter des gants de protection.
Contrôler régulierrement le support de plaquette amovible (19). Faire réparer/remplacer les supports de plaquette amovible endommages ou usés.
Contrôr régulierrement toutes les plaquettes amovibles (20). Remplacer les plaquettes amovibles endommagées ou usées.
Retourner ou remplacer à temps les plaquettes amovibles émoussées ou dont le revêtement est usé. Les plaquettes amovibles émoussées augmentent le risque que la machine reste accrochée et explode ou que le support de plaquette amovible (19) soit endommagé.
Ne jamais réutiliser les plaquettes amovibles usées ou défectueuses.
Toujours returner ou remplacer toutes les plaquettes amovibles.
Utiliser uniquement des plaquettes amovibles autorisées par Metabo. Voir chapitre Accessoires.

Image A: usure normale: returner/remplacer la plaquette amovible.
Image B: usure cas de traitement de matérieliaux durs : tourner/remplacer la plaque réversible. En cas d'usure plus importante, ne pas réutiliser la plaquette amovible, mais la remplacer.
- Dévisser les vis (13) et pousser vers le haut une tôle de protection contre les copeaux (14).
- Si besoin, tourner manuellement le support de plaquette amovible (19).
- Dévisser la vis de fixation (21) etPTRer la plaquette amovible (20).
- Nettoyer la plaquette amovible (20) et les surfaces de serrage sur le support de plaquette amovible (19).
- Tourner la plaquette amovible ou, si tous les bords sont emoussés, installer une nouvelle plaquette amovible.
- Revisser la plaquette amovible (20) à l'aide de la vis de fixation (21). Couple de serrage: 3,5 Nm.
FRANÇAISfr
- Pousser complètement vers le bas la tôle de protection contre les copeaux (14). Serrer les vis (13).
Note : pour les plaquettes amovibles dont l'angle est casset ou dans des cas extrêmes, pour les plaquettes amovibles brises, les conséquences peuvent être les suivantes :
- coups sur la plaquette amovible suite à une utilisation incorrecte : respecter le chapitre 8.3.
- Vibrations de la pièce à usiner : fixer la pièce à usiner sans vibration à l'aide des dispositifs de serrage.
- Plaquette amovible mal fixée : toujours nettoyer les surfaces de serrage et respecter le couple de serrage.
- Plaquette amovible mal fixée : les plaquettes amovibles trop usées ne possèdent pas une surface d'appui suffisante et ne peuvent donc pas être suffisamment fixées. Remplacer les plaquettes amovibles trop usées.
10. Nettoyage
Débrancher la fiche secteur de la prise de courant. Les copeaux et les particules peuvent se déposer sur la tête de fraisage (19). Cela peut entrainer le blocage de la tête de fraisage. Nettoyer régulièrement la tête de fraisage et la zone attenante et éliminer les copeaux et les particules.
Lors du travail, des particules peuvent se déposer à l'intérieur de l'outil électrique. Cela entrave le refroidissement de l'outil électrique. Les dépôts de particules conductrices peuvent endommager l'isolement de protection de l'outil électrique et entraîner un risque d'électrocution.
Aspirer régulierement, souvent et soigneusement l'outil électricque à travers toutes les fentes d'aération avant et arrière. Débrancher au préalable l'outil électricque du courant et porter des lunettes de protection et un masque antipoussière.
11. Dépannage
KFM 15-10 F, KFMPB 15-10 F:
Le témoin électronique (11) s'allume et la vitesse en charge diminue. La machine est en surcharge! Laisser fonctionner la machine à vide jusqu'à ce que le témoin électronique s'éteigne.
-La machine ne fonctionne pas. Le témoin électronique (11) (en fonction de l'équipement) clignote. La protection contre le redémarrage s'est déclenchée. Si le cordon d'alimentation est branché alors que la machine est sur « Marche», ou si l'alimentation revient après
une coupure de courant, la machine ne démarre pas. Éteindre la machine et la remettre en marche.
KFM 16-15 F :
- Protection contre le redémarrage : si le cordon d'alimentation est branché alors que la machine est sur « Marche », ou si l'alimentation revient après une coupure de courant, la machine ne démarre pas. Éteindre la machine et la remettre en marche.
- Protection contre la surcharge : la vitesse en charge diminue. Le bobinage chauffe trop ! Laisser fonctionner la machine à vide jusqu'à ce que la machine soit refroidie.
- Le démarriage de la machine provoque des baisses de tension momentanées. Dans certaines situations, cela peut affecter d'autres apparèils. Si l'impédance est inférieure à 0,4 Ohm, de petites perturbations sont prévisibles.
12. Accessoires
Utiliser uniquement des accessoires originaux Metabo.
Utiliser exclusivement des accessoires, qui sont conformes aux exigences et aux données caractéristiques indiquées dans la presente notice d'utilisation.
Monter correctement les accessoires. Si la machine est utilisé dans un support: fixer la machine de manière sure. En cas de perte de contrôle, il y a un risque de blessures.
A Plaquettes amovibles 10 HM Universal .6.23564
B V i s d e f i x a tion pour plaquettes amovibles 6.23566
C Baton de lubricifant de refroidissement 6.23443
Gamm d'accessoires complete, voir
www.metabo.com ou le catalogue.
13. Réparations
Les travaux de réparation sur les outils électriques peuvent uniquement être effectuels par un electricien!
Pour toute réparation sur un outil Metabo, contacter le représentant Metabo. Voir les adresses sur www.metabo.com.
Les listedes des pieces détachées peuvent être téléchargees sur www.metabo.com.
14. Protection de l'environnement
Suivre les reglementations nationales concernant l'élimination ecologique et le recyclage des machines, des emballages et des accessoires.
Uniquement pour les pays de l'UE: ne pas jeter les apparciels électriques dans les ordures menagères! Conformément à la directive européenne 2012/19/EU relative aux déchets d'équipements électriques ou éctoniques (DEEE), et à sa transposition dans la législa
tion nationale, les apparèils électriques doivent être collectés séparément et soumis à un recyclage respectieux de l'environnement.
15. Caracteristiques techniques
Commentaires sur les indications de la page 4. Sous réserve de modifications allant dans le sens du progrès technique.
n = vitesse à vide (vitesse maximale)
P1 =puissance absorbée
P2 =puissance débitée
h =hauteur max.de chanfrein
bmax =largeur max.de chanfrein
a = a n g
d = diamètre minimal du tuyau m =poids sans cable d'alimentation
Valeurs de mesure calculées selon EN 60745.
Machine de classe de protection II
courant alternative
Les caractéristiques techniques indiquées sont soumises à tolerance (selon les normes en vigueur correspondantes).
A Valeurs d'émission
! Ces valeurs permettent l'estimation des émissions de l'outil électrique et la comparaison entre différents outils ELECTRIques. Selon les conditions d'utilisation, I'etat de l'outil électrique ou les accessoires utilisés, la solicitation réelle peut plus ou moins varier. Pour l'estimation, tener compte des pauses de travail et des phases de solicitation moindres. Définir des mesures de protection pour l'utilisateur sur la base des valeurs estimatives adaptées en conséquence, p. ex. mesures organisationnelles.
Valeur totale de vibration (somme des vecteurs des trois directions) définie selon la norme EN 60745 :
ah.SG =valeur d'émission vibratoire
Niveaux sonores types A évalués :
LpA =niveau de pression acoustique
LWA =niveau de puissance acoustique
KpA KWA = incertitude
Pendant le fonctionnement, il se peut que le niveau sonore dépasse les 80 dB(A).

Porter des protège-oreilles!
Dérangements electromagnétiques :
Des dérangements electromagnétiques extrêmes provenant de l'extérieur peuvent dans certains cas entrainer des fluctuations momentanées de la vitesse de rotation ou déclencher la protection contre le redémarrage. Dans ce cas, arrêté et remettre en marche la machine.
d e c h a n f r
NEDERLANDSnl
h = . letorésim magassag





- Déclaration de conformité
- Utilisation conforme
- Consignes générales de sécurité
- Consignes de sécurité particulières
- Rebonds et consignes de sécurité correspondantes
- FRANÇAISfr
- Réduction de la pollution due aux poussières :
- Vue d'ensemble
- Mise en service
- Pose de la poignée supplémentaire
- Pose de la poignée étrier (1)
- Pose de la poignée latérale (5) (suivant équipement, uniquement pour KFM 15-10 F, KFMPB 15-10 F):
- Réglage
- Regler l'angle de chanfrein
- Régler la hauteur de chanfrein
- Régler dans un premier temps l'angle de chanfrein :
- Déterminer la valeur de réglage :
- Utilisation
- Marche/arrêt
- KFM 15-10 F (voir page 3, fig. B):
- KFMPB 15-10 F (voir page 3, fig. B):
- KFM 16-15 F (voir page 3, fig. B):
- Fonctionnement momentané :
- Fonctionnement en continu :
- Reglage de la vitesse (KFM 15-10 F)
- Consignes generales de travail
- Traiter des tuyaux sur le bord extérieur
- KFM 16-15 F : possibilité de returner le rail de guidage (15)
- Maintenance
- Remplacement des plaquettes amovibles
- Nettoyage
- Dépannage
- KFM 15-10 F, KFMPB 15-10 F:
- KFM 16-15 F :
- Accessoires
- Réparations
- Protection de l'environnement
- Caracteristiques techniques
- Porter des protège-oreilles!
- Dérangements electromagnétiques :
- NEDERLANDSnl
Marque : METABO
Modèle : KFMPB 1510 F
Catégorie : Fraiseuse