
OS 383CV - 분쇄기 Mirka - 무료 사용 설명서
기기 매뉴얼을 무료로 찾기 OS 383CV Mirka PDF 형식.

| 제품 유형 | 공압식 랜덤 궤도 샌더 |
| 브랜드 | Mirka |
| 모델 | OS 383CV |
| 크기 (길이 x 높이) | 248 mm x 118 mm |
| 순 중량 | 0.96 kg (2.1 lb) |
| 전원 | 압축 공기 |
| 최대 작업 압력 | 6.2 bar (90 psig) |
| 공기 소비량 | 453 L/min (16 scfm) |
| 무부하 속도 | 10,000 opm |
| 편심 | 3 mm (1/8 in) |
| 흡입 방식 | 중앙 흡입 |
| 패드 크기 | 70 mm x 198 mm (3 in x 8 in) |
| 출력 | 179 W (0.24 HP) |
| 소음 수준 | 85 dBA |
| 진동 수준 | 30.83 m/s² |
| 호환 재료 | 금속, 목재, 석재, 플라스틱 |
| 윤활 | 공압 공구용 오일 (예: Fuji Kosan FK-20) |
| 유지보수 | 공기 흡입 필터, 소음기 청소; 마모된 밸브 교체 |
| 안전 장비 | 안경, 마스크, 장갑, 청력 보호구 |
| 제조사 | KWH Mirka Ltd., 66850 Jeppo, Finland |
| 수리 가능성 | 예비 부품 제공; Mirka 공인 서비스 센터 |
자주 묻는 질문 - OS 383CV Mirka
사용자 질문 OS 383CV Mirka
0 질문 이 기기에 대해. 알고 있는 것에 답하거나 자신의 질문을 하세요.
이 기기에 대한 새로운 질문하기
기기 설명서 다운로드 분쇄기 무료 PDF 형식! 매뉴얼 찾기 OS 383CV - Mirka 전자 기기를 다시 손에 넣으세요. 이 페이지에는 기기 사용에 필요한 모든 문서가 게시되어 있습니다. OS 383CV 브랜드 Mirka.
사용 설명서 OS 383CV Mirka
이 언마기는 언마용으로 고안된 읈마재를 사용하여 모든 종류의 소재(즉, 금속, 목재, 석재, 플라스틱 등)를 언마하도록 설계된 것입니다. 제조업체 또는 제조업체가 공인한 공급업체와 상의 없이 지정된 용도 이외의 목적으로 본 언마기를 사용하지 마십시오. 작동 속도가 10,000 OPM 자유 속도보다 느린 백업 패드를 사용하지 마십시오.
작업대
이 공구는 휴대용 공구로 작동하게 되어 있습니다. 이 공구는 항상 단단한 바닥빈에 서서 사용하는 것이 바람직합니다. 이 공구는 이런 자세로도 사용할 수 있지만, 사용하기 전에 작업자는 확실하게 지세를 잡아야 하며, 장비를 단단히 올켜 잡고 받을 안경적으로 놓아야 합니다. 그리고 연마기에서 반동러이 나타난 수 있다는 점에 유의해야 합니다. “작동 지침” 부분을 참조하십시오.
공구 사용하기
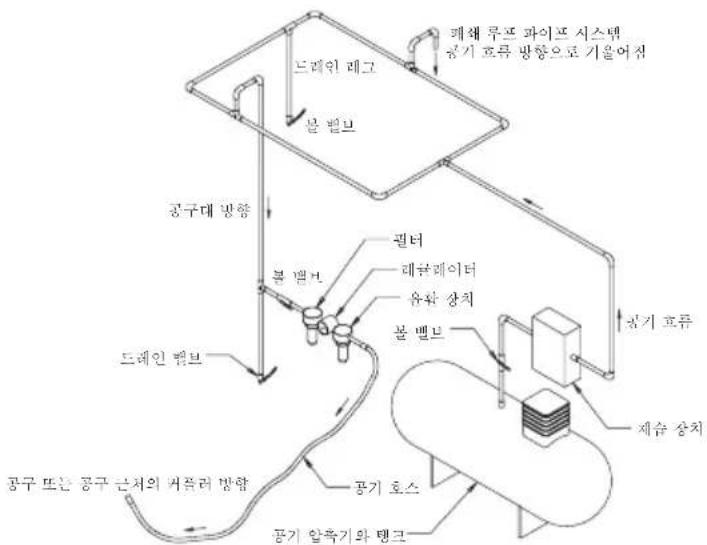
윤활 처리된 깨끗한 공기 공급 장치를 사용하십시오. 레버를 최대한 누른 상태로 공구를 작동하면 이 공기 공급 장치에서 공구에 6.2 bar(90 psig)의 측정 공기 압려이 공규됩니다. 최대 긴이 10 mm(3/8") x 8 m(25 ft)의 승인된 에어 라인을 사용하도록 권합니다. 공구는 그림 1에 나오는 것처럼 공기 공급 장치에 연결하는 것이 좋습니다.
공구를 공기라인 시스템에 연결하는 경우, 반드시 쉽게 접근하여 조작할 수 있는 공기 차단 빨브를 내장해야 합니다. 공기 공급 장치는 윤환 처리해야 합니다. 그림 1에 나오는 것처럼 공기 필터, 레그레이터 및 윤활 장치(FRL)를 사용하도록 강력하게 권합니다. FRL을 사용하면 깨끗하고 윤환 처리된 공기가 공구에 정확한 압력으로 공급되기 때문입니다. 그런 장비에 대한 자세한 내용은 공급업체에서 알려드림 것입니다. 그런 장비를 사용하지 않는 경우, 수작업으로 공구를 윤활 처리해야 합니다.
공구를 수작입으로 윤활 처리하러닌 에이 라인을 분리하고 Fuji Kosan FK-20, Mobil ALMO 525, Shell TORCULA® 32 등의 적당한 공압 모터 윤환 오일 2-3방울을 장비의 호스 끝부분(유입구)에 떨어드리십시오. 공구를 공기 공급 장치에 연결한 다음 공구를 천천히 몇 초 동안 작동시켜 공기와 함께 오일이 순환하게 하십시오. 공구를 자주 사용하는 경우, 매일 윤환 처리하거나 공구가 느려지거나 힘이 떨어지기 시작하면 윤환 처리하십시오. 공구 작동시의 공구의 공기 압력은 6.2 bar(90 psig)를 권장합니다. 공구를 더 낮은 압력으로 작동할 수는 있지만 절대로 6.2 bar(90 psig) 이상이 되면 안됩니다.
작동 지침
1) 이 공구를 사용하기 전에 모든 지침을 읽으십시오. 모든 작업자는 공구 사용법에 대해 총분한 교육을 받고 이런 안전 규칙을 잘 알고 있어야 합니다. 모든 정비 및 수리 작업은 교육을 받은 직원만 실시해야 합니다.
2) 공구가 공기 공급 장치에서 분리되어 있는지 확인하십시오. 저합한 연마제를 선택하여 백업 패드에 고정하십시오. 조직하면서 연마제를 백업 패드의 중심에 맞춰 부착하십시오.
3) 이 공구를 사용할 때는 항상 필수 안전 장구를 작용하십시오.
4) 인마 작업시 항상 공구를 작업물에 놓은 다음 공구를 작동시키십시오. 항상 작업물에서 공구를 분리한 다음 공구 지붕을 멈추십시오. 그래야 연마제의 시나치게 빠른 속도로 인해 작업물이 파이는 것을 만을 수 있습니다.
5) 항상 연마제나 백업 패드를 장착, 조징 또는 분리하기 전에 연마기에서 공기 공급 장치를 분리하십시오.
6) 항상 발을 단단히 디디고/디디거나 흔들리지 않는 자세를 취하십시오. 연마기에서 반말력이 생긴다는 사실을 잊지 바십시오.
7) 올바른 예비 부품만 사용하십시오.
8) 인마할 소재는 항상 단단히 고정하여 음식이지 않게 하십시오.
9) 호스와 피팅 부문의 마모 상태를 수시로 점검하십시오. 호스를 잠고 공구를 움직이지 마십시오. 공기 공급 장치가 연결된 상태로 공구를 움직일 때는 공구가 가동되지 않도록 항상 주의하십시오.
10) 분진은 가연성이 매우 높습니다. 진공 분진 수거 봉지는 매일 청소하거나 교체해야 합니다.
수기 봉지를 청소하기나 교체해도 최적 싱능이 유지됩니다.
11)권장된 최대 공기 압력을 초과하지 마십시오. 안전 장비는 권장하는 방식으로 사용하십시오.
12) 이 공구는 전기적으로 전인되어 있지 않습니다. 전류가 흐르는 전기 선비, 가스 배관, 수도 배관 등에 땅을 가능 싶이 있는 곳에서는 사용하지 마십시오. 사용하기 전에 작업 영역을 점검하십시오.
13) 공구의 움직이는 부분에 옷, 네타이, 떠리카라,
길례 등이 걸려 들어가지 않도록 주의하십시오. 그런 것이 공구에 걸려 들어가면 신체
가 작업물 및 장비의 움직이는 부분 쪽으로 빨려 들어가게 되므로 매우 위협합니다.
14)사용 중에는 방적 패드에 손이 닿지 않게 하십시오.
15) 공구가 오작동하는 것으로 보이면, 즉시 사용을 중단하고 정비 및 수리를 받게 하십시오.
16) 공구를 자유 속도로 작동하는 경우 반드시 연마제나 패드가 빠져 나가 사람이 다치거나 물건이 손상되는 것을 방지하는 사진 주의 조치를 먼저 취하십시오.
flowchart
graph TD
A["드레인 레그"] --> B["물 밸브"]
B --> C["공구대 방송"]
C --> D["프터"]
D --> E["레균레이터"]
E --> F["유작 상치"]
F --> G["물 밸브"]
G --> H["공기 호류"]
H --> I["제습 상치"]
I --> J["공기 호스"]
J --> K["공기 알축기와 탱크"]
K --> L["공구 또는 빜구 근처의 커플러 방송"]
L --> M["프레 루프 파이프 시스템"]
M --> N["굴지 효류 방향으로 기여여전"]
제품 구성/사양:10,000 OPM 궤도형 연마기
| 제품 구성/사양: 10,000 OPM 70 mm x 198 mm (3 인치 x 5 인치) 케도형 연마기참고: 모든 진공 장비는 ∅ 28 mm (1 인치) 진공 호스 펴팅을 표준으로 사용합니다. ∅ 19 mm (3/4 인치)를 구할 수 있습니다. | |||||||||||
| 코드 진공 장치 유형 | 코드 크기, mm(인치) | 모델 번호 세품 순중량kg (파운드) | 품 순중량 | 높이mm(인치) | 길이mm(인치) | 작동력(HP) | 공기 소모량,LPM (scfm) | *소음수준,dBA | *진동 수준 m/s ^2 | *불확도Km/s ^2 | |
| 3 mm(1/8 인치) | 중앙진공 | 70 x198 (3x 8) | OS383CV 0.96 (2.1) | 118(4.65) | 248(9.76) | 179(0.24) | 453 (16) 75 3 | 3 0.83 | |||
| 자체 생성 진공 | 70 x198 (3x 8) | OS383DB 0.97 (2.14) | 118(4.65) | 261(10.26) | 179(0.24) | 453 (16) 85 2 | 8 0.77 | ||||
| 소음 테스트는 EN ISO 15744:2008 - 휴대용 비전동 공구 - 소음 측정 규정 - 공학적 방법(등급 2) 및 EN ISO 11203:2009 기계 및 장비에 의해 방출된 음향 소음 - 음압 레맨에 따른 워크스테이션 및 기타 지성된 위치에서의 방출 음압 레맨 설정에 따라 실시합니다.진동 테스트는 EN ISO 28927-3, 유대용 이능식 진동 공구 - 진동 망출 평가를 위한 테스트 방법 —제3부: 광택기 넓 로터리형, 콤도형 및 무삭위 콤도형 인마기에 따라 실시합니다. | |||||||||||
규격은 예고 없이 변경된 수 있습니다.
*표에 냉시된 값은 냉시된 규정 및 표준에 일치하는 연구소 검사에서 나온 것이며 위험 평가용으로는 충분하지 않습니다. 특정한 작업 장소에서 측정한 값은 선언된 값보다 더 높을 수 있습니다. 실제 노출값 및 가 사람이 경험하는 위험이나 유해성의 정도는 각 상황마다 차이가 있으며 주위 환경, 그 사람이 작업하는 방식, 작업 중인 득정한 소재, 작업대 실계 등에 따라 달라지며, 노출 시간 및 사용자의 신체 상태에 따라서도 달라집니다. KWII Mirka Ltd.는 개별적인 위험 평가를 위해 측정한 실제 노출값 대신 발표된 값을 사용하여 발생하는 결과에 대해 책임을 지지 않습니다.
산업 모건 안신에 대한 자세한 내용은 다음 웹 사이트에서 볼 수 있습니다:
| 증상 추정 원인 해결 방법 | ||
| 파워가 약하고/하거나 자유 속도가 낮음 | 공기 암려 부족 공구가 자유 속도로 작동하는 | 동안 인마기 공기 유입구에서 공기라인 압력을 점검하십시오. 압력이 6.2 bar(90 psig/620 kI ^a )이어야 합니다. |
| 머플러(들)가 막힘 “하우징 분해” 항목에서 | 머플러 분리를 참조하십시오. 품목 48, 머플러 인시트를 교체하십시오 (“하우징 조립” 색션 참조). | |
| 공기 유입구 막이 막힘. 깨끗하고 적합한 세 | 정액으로 공기 유입구 막을 세척하십시오. 막을 청소할 수 없으면 교체하십시오. | |
| 날개가 하나 이상 마모되거나 깨짐. 전체 날개 | 세트를 새 것으로 교체하십시오.(모든 날개를 함께 교체해야 올바르게 작동함). 모든 날개에 고품실 공압 공구용 오일을 바르십시오. “모터 분해” 및 “모터 조립”을 참조하십시오. | |
| 모터 하우징 내부 공기 누출. 공기 소모량이 비정상적으로 많고 속도는 비정상적으로 낮은 것으로 알 수 있음. | 모터 정렬 상태와 잡급 링 체결 상태가 적합한지 진검하십시오. 잡금 링 흙에서 O링의 손상 어부를 점검하십시오. 모터 어셈블러를 분리했다가 다시 선치하십시오. “모터 분해” 및 “모터 조립”을 참조하십시오. | |
| 모티 부품 마모. 모티를 정밀하게 정비하십시오. | 공인 Mirka 서비스 센터로 문의하십시오. | |
| 스핀들 베이링이 마모되거나 깨짐. 마모되거나 깨진 베이링을 교체하십시오. “샤프트 밸런서 및 스펀들 분해” 및 “스핀들 베어링, AirSIIIELD ^TM 및 샤프트 밸런서 조립”을 참조하십시오. | ||
| 속도 제어 장치 빛/또는 밸브 스템에서 공기가 누출됩니다. | 밸브 스프링, 밸브 또는 밸브 시트에 이물질이 끼거나 깨지거나 구부러짐. | 마모되거나 손상된 부품을 분해, 짜집 및 교체하십시오. “하우징 분해”의 단계 2와 3. 그리고 “하우징 조립”의 단계 2와 3을 참조하십시오. |
| 진동하거나 거칠게 자동함. 맞시 | 않는 패드. 장비에 맞게 설계된 패드 크기와 중량반 사용하십시오. | |
| 인터페이스 패드나 기타 물질이 추가됨. 장비에 맞추어 설계된 인마제 및/또는 인티페이스만 사용하십시오. 인마기 패드 표면에 패드 및 인마기와 함께 사용하도록 특정하게 설계되지 않은 어떤 물품도 부착하지 마십시오. | ||
| 윤환 처리가 제대로 되지 않거나 이물질이 끼었음. | 연마기를 분해한 후 적합한 세정액으로 세척하십시오. 연마기를 조립하십시오. (“정비 설명시” 참조) | |
| 후빈 또는 전빈 모터 베이링(듯)이 마모되거나 깨졌음. | 마모되거나 깨진 베이링을 교체하십시오. “모터 분해” 및 “모터 조립”을 참조하십시오. | |
| 중앙 진공 장비의 경우 평평한 표면에서 인마하는 동안 진공도나 너무 높아져 패드기 인마 표면에 달라 붙는 현상이 나타낼 수 있습니다. | CV 장비의 경우, 진공 시스템을 통해 진공도를 줄이십시오. | |




