
ROWELD P160B - Soldagem de plástico ROTHENBERGER - Manual de utilização gratuito
Encontre gratuitamente o manual do aparelho ROWELD P160B ROTHENBERGER em formato PDF.

| Tipo de produto | Máquina de solda de topo a elemento térmico |
| Marca | Rothenberger |
| Modelo | ROWELD P160B |
| Categoria | Soldagem plástica |
| Faixa de soldagem dos tubos | 40 - 160 mm de diâmetro |
| Dimensões da máquina base (C x L x A) | 705 x 370 x 300 mm |
| Peso da máquina base | 30,2 kg (máx., com inserts de redução) |
| Alimentação do equipamento de fresagem | 230 V, 50/60 Hz, 3,5 A |
| Potência do equipamento de fresagem | 750 W absorvida / 470 W útil |
| Alimentação do elemento térmico | 230 V, 50/60 Hz, 800 W |
| Diâmetro do elemento térmico | 200 mm |
| Faixa de temperatura do elemento térmico | 160°C a 285°C (320°F a 545°F) |
| Alimentação da unidade hidráulica | 230 V, 50/60 Hz, 2,5 A |
| Potência da unidade hidráulica | 580 W absorvida / 370 W útil |
| Vazão da bomba hidráulica | 2,8 l/min (50 Hz) / 2,45 l/min (60 Hz) |
| Pressão hidráulica máx. | 100 bar |
| Capacidade do reservatório de óleo | 0,7 l |
| Tipo de óleo hidráulico | HLP 46 (ref. 53649) |
| Materiais soldáveis | PE, PP, PVDF |
| Nível de pressão acústica (fresagem) | 82 dB(A) L_pA, incerteza 3 dB |
| Manutenção | Limpar o elemento térmico com etanol >99,8%, verificar nível de óleo antes de cada uso, drenar óleo a cada 6 meses, substituir lâminas de fresagem se necessário |
| Segurança | Leia os avisos de segurança, use EPI, não exponha à umidade, desconecte antes da manutenção |
| Serviço pós-venda | Centros ROTHENBERGER, telefone +49 (0) 61 95/ 800 8200 |
| Peças de reposição | Disponíveis em www.rothenberger.com ou junto a revendedores especializados |
Perguntas frequentes - ROWELD P160B ROTHENBERGER
Perguntas dos utilizadores sobre ROWELD P160B ROTHENBERGER
0 pergunta sobre este aparelho. Responda às que conhece ou faça a sua.
Faça uma nova pergunta sobre este aparelho
Baixe as instruções para o seu Soldagem de plástico em formato PDF gratuitamente! Encontre o seu manual ROWELD P160B - ROTHENBERGER e retome o controlo do seu dispositivo eletrónico. Nesta página estão publicados todos os documentos necessários para a utilização do seu dispositivo. ROWELD P160B da marca ROTHENBERGER.
MANUAL DE UTILIZADOR ROWELD P160B ROTHENBERGER
PT Instruções de serviço
DA Brugsanvisning
SV Bruksanvisning
DECLARAÇÃO DE CONFORMIDADE EU
Declaramos, sob responsabilidade exclusiva, que o presente produto está conforme com as Normas e Directivas indicadas.
EU-KONFORMITETSERKLÆRING
2 Datos técnicos....40
Aceite hidráulico ....HLP - 46 (no.: 53649)
Medidas (LxAnxAI, mm) 540 x 340 x 340 540 x 340 x 340
1 Indicações sobre a segurança....74
1.1 Utilização correcta 74
1.2 Indicações gerais de advertência para ferramentas eléctricas.... 74
2 Dados técnicos....76
3 Funcionamento do equipamento....77
3.1 Descrição do equipamento....77
3.1.1 Máquina de base (A) 77
3.1.2 Unidade hidráulica (B) 77
3.2 Instruções de serviço....78
3.2.1 Primeiro uso....78
3.2.2 Medidas para preparar a soldadura....80
3.2.3 Soldadura 81
3.2.4 Terminar a utilização 82
3.3 Condições gerais 82
3.4 Informações importantes sobre os parâmetros de soldadura 83
4 Conservação e manutenção....83
5 Acessórios....83
6 Serviço de apoio ao cliente 84
7 Eliminação 84
Identificações neste documento

Perigo!
Este símbolo avisa de danos pessoais.
Atenção!
→ Incentivo para acções
Explicação dos símbolos Etiquetas

Rotulagem de conformidade da UE

Rotulagem de conformidade da EAC

Leia as instruções de operação

Rotulagem de descarte de WEEE
1.1 Utilização correcta
Os equipamentos ROWELD P160-630B Professional dapenas deve ser utilizado para a produção de ligações soldadas de tubos PE - PP e PVDF, de acordo com os dados técnicos. O utilizador é inteiramente responsável por qualquer dano que seja fruto de um uso indevido.
1.2 Indicações gerais de advertência para ferramentas eléctricas

ATENÇÃO! Devem ser lidas todas as indicações de segurança, instruções, ilustrações e especificações desta ferramenta elétrica.
O desrespeito das instruções apresentadas abaixo pode causar choque elétrico, incêndio e/ou graves lesões.
Guarde bem todas as advertências e instruções para futura referência.
O termo “Ferramenta eléctrica” utilizado a seguir nas indicações de advertência, refere-se a ferramentas eléctricas operadas com corrente de rede (com cabo de rede) e a ferramentas eléctricas operadas com acumulador (sem cabo de rede).
1) Segurança da área de trabalho
a) Mantenha a sua área de trabalho sempre limpa e bem iluminada. Desordem ou áreas de trabalho insuficientemente iluminadas podem levar a acidentes.
b) Não trabalhar com a ferramenta eléctrica em áreas com risco de explosão, nas quais se encontrem líquidos, gases ou pós inflamáveis. Ferramentas eléctricas produzem faíscas que podem iprovocar a ignição de pó e vapores.
c) Manter crianças e outras pessoas afastadas da ferramenta elétrica durante a utilização. No caso de distração é possível que perca o controlo sobre o aparelho.
a) A ficha da ferramentas eléctricas devem caber na tomada. A ficha não deve ser modificada de modo algum. Não utilize quaisquer fiches de adaptação junto com ferramentas eléctricas ligadas à terra. Fichas sem modificações e tomadas adequadas reduzem o risco de choques eléctricos.
b) Evite que o corpo entre em contacto com superficies ligadas à terra, como por exemplo tubos, radiadores, fogões e geladeiras. Há um risco elevado de choques eléctricos, caso o corpo for ligado à terra.
c) A ferramenta eléctrica não deve ser exposta à chuva nem humidade. A penetração de água na ferramenta eléctrica aumenta o risco de choques eléctricos.
d) Não deverá utilizar o cabo para outras finalidades. Jamais utilizar o cabo para transportar a ferramenta elétrica, para pendurá-la, nem para puxar a ficha da tomada. Manter o cabo afastado de calor, óleo, cantos afiados ou partes do aparelho em movimento. Cabos danificados ou emaranhados aumentam o risco de um choque elétrico.
e) Se trabalhar com uma ferramenta elétrica ao ar livre, só deverá utilizar cabos de extensão apropriados para áreas exteriores. A utilização de um cabo de extensão apropriado para áreas exteriores reduz o risco de um choque elétrico.
f) Se não for possível evitar o funcionamento da ferramenta eléctrica em áreas húmidas, deverá ser utilizado um disjuntor de corrente de avaria. A utilização de um disjuntor de corrente de avaria reduz o risco de um choque eléctrico.
3) Segurança de pessoas
a) Esteja alerta, observe o que está a fazer, e tenha prudencia ao trabalhar com a a ferramenta eléctrica. Não use a ferramenta eléctrica se estiver fatigado ou sob a influência de drogas, álcool ou medicamentos. Um momento de falta de atenção durante a operação da ferramenta eléctrica pode causar graves lesões.
b) Usar um equipamento pessoal de protecção. Sempre utilizar um óculos de protecção. Equipamento de segurança, como por exemplo, máscara de protecção contra pó, sapatos de segurança anti-derrapantes, capacete de segurança ou protecção auricular, de acordo com o tipo e aplicação da ferramenta eléctrica, reduzem o risco de lesões.
c) Evitar uma colocação em funcionamento involuntária. Assegure-se de que a ferramenta elétrica esteja desligada, antes de conectá-la à alimentação de rede e/ou ao acumulador, antes de levantá-la ou de transportá-la. Se tiver o dedo no interruptor ao transportar a ferramenta elétrica ou se o aparelho for conectado à alimentação de rede enquanto estiver ligado, poderão ocorrer acidentes.
d) Remover ferramentas de ajuste ou chaves de boca antes de ligar a ferramenta elétrica. Uma ferramenta ou chave que se encontre numa parte do aparelho em movimento pode levar a lesões.
e) Evite uma posição anormal. Mantenha uma posição firme e mantenha sempre o equilíbrio. Desta forma é mais fácil controlar a ferramenta eléctrica em situações inesperadas.
f) Use roupa apropriada. Não use roupa larga ou jóias. Mantenha o cabelo, roupa e luvas afastadas de partes em movimento. Roupas largas, jóias ou cabelos longos podem ser agarradas por partes em movimento.
g) Se for possível montar dispositivos de aspiração ou de recolha, assegure-se de que estejam conectados e utilizados corretamente. A utilização de uma aspiração de pó pode reduzir o perigo devido ao pó.
h) Não deixe que a familiaridade resultante de uma utilização frequente de ferramentas permita que você se torne complacente e ignore os princípios de segurança da ferramenta. Uma ação descuidada pode causar ferimentos graves numa fração de segundo.
4) Utilização e manuseio cuidadoso de ferramentas eléctricas
a) Não sobrecarregue a ferramenta eléctrica. Use para o seu trabalho a ferramenta eléctrica correcta. É melhor e mais seguro trabalhar com a ferramenta eléctrica apropriada na área de potência indicada.
b) Não utilize a ferramenta eléctrica se o interruptor não puder ser ligado nem desligado. Qualquer ferramenta eléctrica que não possa ser controlada através do interruptor de ligar-desligar, é perigosa e deve ser reparada.
c) Puxar a ficha da tomada e/ou remover o acumulador, se amovível, antes de executar ajustes no aparelho, de substituir acessórios ou de guardar o aparelho. Esta medida de segurança evita o arranque involuntário da ferramenta elétrica.
d) Guardar ferramentas elétricas não utilizadas fora do alcance de crianças. Não permita que pessoas que não estejam familiarizadas com o aparelho ou que não tenham lido estas instruções, utilizem o aparelho. Ferramentas elétricas são perigosas se forem utilizadas por pessoas inesperientes.
e) Tratar a ferramenta elétrica e os acessórios com cuidado. Controlar se as partes móveis do aparelho funcionam perfeitamente e não emperram, e se há peças quebradas ou danificadas que possam prejudicar o funcionamento da ferramenta elétrica. Permitir que peças danificadas sejam reparadas antes da utilização. Muitos acidentes têm como causa, a manutenção insuficiente de ferramentas elétricas.
f) Mantenha as ferramentas de corte sempre afiadas e limpas. Ferramentas de cortes devidamente tratadas, com cantos afiados travam com menos frequência e podem ser controladas com maior facilidade.
g) Utilizar a ferramenta elétrica, acessórios, ferramentas de aplicação, etc. conforme estas instruções. Considerar as condições de trabalho e a tarefa a ser executada. A utilização de ferramentas elétricas para outras tarefas a não ser as aplicações previstas, pode levar a situações perigosas.
h) Mantenha os punhos e as superfícies de agarrar secas, limpas e livres de óleo e massa consistente. Punhos e superfícies de agarrar escorregadias não permitem o manuseio e controle seguros da ferramenta em situações inesperadas.
5) Serviço
a) Só permita que o seu aparelho seja reparado por pessoal especializado e qualificado e só com peças de reposição originais. Desta forma é assegurado o funcionamento seguro do aparelho.
2 Dados técnicos
P160B P200B P250B P355B P500B P630B
Máquina de base:
| Faixa de soldadura tubo ∅ (mm) | 40-160 | 63-200 | 90-250 | 90-355 | 200-500 | 315-630 |
| Potência de soldadura- tubo | modelos SDR ver tabelas de soldadura em anexo + observe pressão max. unidade hidráulica | |||||
| Curso máx. do cilindro (mm) | 100 | 100 | 150 | 150 | 200 | 200 |
| Superfícies totais cilindro ( cm^2 ) | 3,53 | 3,53 | 6,26 | 6,26 | 14,13 | 14,13 |
| Dimensões principais: | ||||||
| Comprimento (mm) | 705 | 675 | 810 | 795 | 1300 | 1300 |
| Largura (mm) | 370 | 370 | 485 | 600 | 900 | 1060 |
| Altura (mm) | 300 | 400 | 415 | 535 | 800 | 920 |
| Peso max.* (kg) | 30,2 | 27,5 | 56,7 | 77,9 | 235 | 319,9 |
| * incl. redutores de fixação para o menor diâmetro do tubo | ||||||
Fresadora:
| Conexão eléctrica | 230 V115 | 230 VV | 230 V | 400 V, 3~400 V, 3~ | |||
| (Hz) | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | |
| (A) | 3,5 | 2,9 | 3,5 | 4,8 | 1,75 | 2,55 | |
| Potência consumida / -útil (W) | 750/470 | 630/425 | 750/470 | 1050/650 | 1210/750 | 1770/1100 | |
| Rotações p. minuto motor ( min^-1 ) | 660 | 950 | 660 | 726 | 140 | 140 | |
| Rotações marcha em vazio ( min^-1 ) | 126 | 165 | 85 | 66 | 31 | 24 | |
| (disco de fresa) | |||||||
| Nível de pressão acústicadB(A) L_pA | K_pA | 82 | 3 | 83 | 3 | 82 | 3 | 48 |
| Nível da potência acústicadB(A) L_WA | K_WA | 93 | 3 | 94 | 3 | 93 | 3 | 59 |
| Peso (kg) | 7,6 | 7,0 | 15 | 22,4 | 68 | 123 | |
Elemento térmico:
| Conexão eléctrica | 230 V | 230 V | 230 V | 230 V | 400 V | 400 V |
| 115 | V | |||||
| (Hz) | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 |
| (W) | 800 | 1000 | 1500 | 2500 | 4000 | 8000 |
| Diâmetro - elemento térmico (mm) | 200 | 230 | 300 | 380 | 540 | 660 |
| Peso (kg) | 3,3 | 3,9 | 5,5 | 9,1 | 32 | 49 |
Caixa de depósito:
| Peso (kg) | 4,7 | 4,3 | 8,2 | 9,6 | 55 | 70 |
| P160B, P200B, P250B, P355B | P500B, P630B | |||||
Unidade hidráulica:
| Conexão eléctrica | 230 V – 50 Hz – 2,5 A | 230 V – 50 Hz – 5,6 A |
| 230 V – 60 Hz – 2,5 A | 230 V – 60 Hz – 5,6 A | |
| Potência consumida / -útil (W) | 580/ 370 | 1290/ 750 |
| 670/ 370 | 1200/ 750 | |
| Débito da bomba (l/min) | 2,8 | 5,65 |
| 2,45 | 5,1 | |
| Conteúdo tanque de óleo (l) | 0,7 | 0,7 |
| Pressão max. (bar) | 100 | 100 |
| Óleo hidráulico | HLP – 46 (no.: 53649) | |
| Dimensões (CxLxA, mm) | 540 x 340 x 340 | 540 x 340 x 340 |
Nível de pressão acústica
dB(A) L_pA | K_pA .....74 | 3 ..... 77 | 3
Nível da potência acústica
dB(A) L_WA | K_WA .....85 | 3 ..... 88 | 3
Peso (kg) 28 29
P160B P200B P250B P355B P500B P630B
Equipamento completo:
Valor total da conexão eléctrica (kW) .....2,1 .....2,0 .....2,9 .....4,0 .....6,7 .....11,3
Dimensões da caixa de transporte:
Comprimento (mm) ......1200 ......1200 ......1200 ......1200 ......2240 ......2240
Largura (mm) 800 800 800 800 1300 1300
Altura (mm)....900....900....900....900....1500....1500
O nível de ruído durante o trabalho pode ultrapassar os 85 dB (A). Usar protectores de ouvidos!
3 Funcionamento do equipamento
3.1 Descrição do equipamento
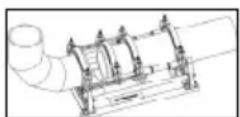
Os equipamentos ROWELD P160-630B Professional são máquinas de soldadura topo a topo por elemento térmico compactas que podem ser transportadas e que foram concebidas em especial para o uso em estaleiros de obras - e aqui em especial em fossos para tubos. Evidente-mente, as máquinas também podem ser utilizadas na oficina.
Soldagem de conexões tubo-a-tubo, bem como peças em T, tubo curvo e final pré-soldadura podem ser produzidos.
As máquinas consistem basicamente de:
Máquina de base, redutores de fixação, unidade hidráulica, fresadora, elemento térmico e caixa de depósito.
No caso da soldadura de finais pré-soldadura, deve ser utilizado o disco de fixação de quatro sapatas que pode ser comprado como acessório.
ROWELD P160-250B: Aquando da soldadura de curvas do tubo com um raio estreito do diâmetro max. da máquina, deve ser utilizado como acessório da parte superior da ferramenta tensora biselada disponível.
ROWELD P500-630B: para instalar e retirar a fresadora e o elemento térmico, é possível utilizar o respectivo dispositivo eléctrico que pode ser comprado como acessório.
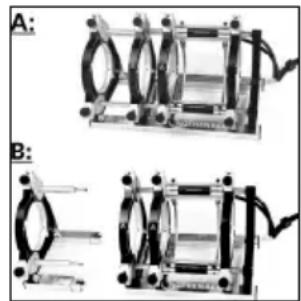
3.1.1 Máquina de base (A)
| 1 | Elementos de fixação móveis | 5 | Elemento tensor móvel |
| 2 | Elemento de fixação de correr | 6 | Parafusos de fixação inferiores |
| 3 | Distanciador com ranhuras de engate | 7 | Peça de afastamento |
| 4 | Dispositivo de extracção do elemento de resistência térmica | 8 | Parafusos de fixação inferiores |
3.1.2 Unidade hidráulica (B)
| 1 | Tubuladura de enchimento com óleo e vara de medição | 5 | Cabo da rede |
| 2 | Ficha acoplamento rápido | 6 | Manómetro |
| 3 | Válvula de ajuste da pressão | 7 | Alavanca de comando Fim – da esquerda |
| 4 | Manga acoplamento rápido | 8 | Direita – aberta |
A unidade hidráulica permite utilizar as seguintes funções da máquina de soldadura - cada operação está marcada com o símbolo indicado:


Para juntar os modestes, mover a alavanca de controlo para o lado esquerdo. A velocidade do avanço e de formação de pressão dependem do ângulo de rotação Para separar os mordentes, mover a lavanca de controlo para o lado direito. A velocidade do avanço depende do ângulo de rotação
Válvula de ajuste de pressão para as pressões de fresar, igualar, aquecimento e união. A pressão seleccionada aparece no manómetro
Válvula de descarga, mediante rotação à esquerda pode diminuir a pressão. A velocidade de diminuição de pressão depende da quantidade de voltas. Rotação à direita – manter a pressão
3.2 Instruções de serviço
As máquinas de soldar são adequadas para funcionar a temperaturas ambiente entre -10^ e +40^ .
São adequadas para uma alimentação eléctrica fixa de 230 V 50/60 Hz e 400 V 50/60 Hz. Se for utilizado um gerador de energia, o soldador deve esclarecer a potência necessária com o fabricante do gerador.

A máquina de soldadura deve ser operada somente por técnicos qualificados e instruídos devidamente conforme a directiva alemã DVS 2212 parte 1!
3.2.1 Primeiro uso

Por favor, leia as instruções de serviço e segurança com atenção antes de colocar a máquina de soldadura topo a topo em uso!

Não utilize o elemento de resistência térmica em áreas que apresentem risco de explosão e não o coloque perto de substâncias facilmente inflamáveis!

Mantenha uma distância segura em relação à máquina, não se coloque sobre a máquina nem se agarre a esta. Mantenha outras pessoas longe da área de trabalho!

Antes de cada colocação em funcionamento, verifique o nível do óleo do agregado hidráulico. O nível do óleo tem de estar entre a marcação mín. e máx. na botija de enchimento de óleo com a vareta de detecção, se necessário, reabasteça com óleo hidráulico HLP 46!

Transporte e armazene o agregado hidráulico apenas na posição horizontal. Se for inclinado, o óleo sai da botija de ventilação com a vareta de detecção!
→ Conectar a máquina de base e a unidade hidráulica através dos dois tubos hidráulicos.

Proteja os acoplamentos de fecho rápido contra a sujidade. Os acoplamentos não estanques devem ser imediatamente substituídos!
→ O díodo vermelho “Stand by” no elemento térmico está aceso, ou seja: existe tensão. Ligar o elemento térmico no cabo com o botão de premir grande (luz verde) e ajustar a temperatura pretendida com o botão „+“ ou „-“ (160°C até 285°C / 320°F até 545°F).
O aquecimento é indicado através do diodo amarelo no cabo. Além disso, surgem barras horizontais na indicação da temperatura. Um pouco antes de atingir a temperatura configurada (tolerância de +/-3°C / 5.4°F), o diodo amarelo apaga e o diodo verde acende. Após mais 10 minutos, o elemento térmico está pronto a usar. Dica: Ao atingir a temperatura nominal pela primeira vez, o valor ajustado pode ser ligeiramente excedido.
→ Controlar a temperatura com um medidor de temperatura externo. No caso de desvios, o elemento térmico tem de ser novamente calibrado: Premir o botão „+“ e „-“ simultaneamente e, de seguida, ajustar a diferença com o botão „+“ ou „-“.
Se surgir „Er1“, o sistema eletrónico está anómalo. Com „Er2“, o termómetro resistivo está anómalo ou não está ligado. Enviar o aparelho para uma oficina especializada autorizada pela ROTHENBERGER.

Perigo de queimaduras! O elemento térmico pode atingir temperaturas de até 290°C / 554°F e deve ser devolvido logo após o uso na caixa de depósito prevista para este fim!
Na P355B:
→ Ligar o interruptor principal da caixa de comando, o interruptor emite uma luz verde e a temperatura real da placa de aquecimento é indicada no visor. Com as teclas – e + ajustar a temperatura desejada entre 160°C e 270°C / 320°F e 518°F.
Quando a temperatura ajustada for atingida, o indicador muda de “set” para “actual” e o indicador “heat” pisca. O elemento de aquecimento fica operacional após mais 10 minutos.
→ Controlar a temperatura com um medidor de temperatura.
O regulador de temperatura é idealmente ajustado de fábrica, caso a temperatura superficial real no elemento de aquecimento não corresponda ao valor indicado, é possível realizar um desvio. Para isso, colocar o interruptor basculante em 0, premir as teclas – e + e ligar o interruptor basculante, no visor surge “OFF”, “SET” e de seguida o valor de desvio ajustado. Com as teclas – e + ajustar o desvio respectivamente e guardar premindo as teclas – e + e, de seguida, é novamente indicado o valor real.
Na P500-630B:
→ Ligar o interruptor principal no painel de comando / elemento térmico (o botão acende em verde). ajustar a temperatura (veja regulador da temperatura).
A indicação no display indica normalmente o valor real da temperatura. Conforme as instruções alemãs da DVS, o elemento térmico estará preparado para o uso 10 minutos depois de atingir pela primeira vez a temperatura ajustada.
→ Controlar a temperatura com um medidor de temperatura.

Perigo de queimaduras! O elemento térmico pode atingir temperaturas de até 300°C / 572°F e deve ser devolvido logo após o uso na caixa de depósito prevista para este fim!
A máquina de soldadura foi equipada com um regulador de temperatura digital do modelo 400.
O regulador de temperatura digital já foi configurado e ajustado de modo ideal na fábrica. Para ajustar a temperatura é só premer a tecla →F← até que a mensagem „_SP“ apareça no display. Agora a temperatura desejada pode ser ajustada com as setas numa faixa de 0-300°C / 32-572°F.
Se não apertar outras teclas, a indicação apresenta novamente a temperatura real e o regulador ajusta automaticamente a temperatura desejada. Enquanto a temperatura real estiver menor do que a temperatura desejada a seta vermelha pisca (low). Se a temperatura actual estiver mais alta, a seta vermelha pisca (high). Assim que a temperatura real for igual à temperatura desejada, acende a linha verde. Se a temperatura real da superfície no elemento térmico não corresponder ao valor real indicado, é possível efectuar um “Offset”. Para este fim, manter a tecla →F← apertada, até que apareça „InP“ no display (cerca de 7 s); soltar a tecla →F← Depois premer a tecla →F← até que apareça „oFS“. Ajustar este valor em seguida. Para finalizar esta alteração, premer a tecla →F← até que o valor actual for novamente indicado.

Atenção! Todos os outros parâmetros não devem ser alterados!
Ajustes da fábrica:
| Menü „CFG“„S.tu“ 0„h.Pb“ 1.0„h.lt“ 0.68„h.dt“ 0.17„h.P.H“ 100„rst“ 0„P.rE“ 0„SoF“ 0„Lb.t“ 0„Lb.P“ 25„FA.P“ 0 | Menü „InP“„Ctr“ 8„tYP“ 16„FLt“ 0.1„FLd“ 0.5„dP.S.“ 0„Lo.S“ 0„HI.S“ 300„oFS“ xx„HI.A“ 0„Lo.L“ 0„HI.L“ 280 | Menü „Out“„AL.n“ 0„r.o.1“ 0„r.o.2“ 0„Ct.1“ 20„Ct.2“ 20„rEL.“ 0 | Menü „PAS“„Prot“ 32 |
Obs.: devido à função „autotuning“, as indicações sob CFG podem diferir destes valores em detalhes. Se houver maiores divergências, a função „autotuning“ pode ser activada com o elemento térmico frio (no menu CFG ajustar o valor „S.tu“ em 2; o reset para 0 é efectua-do automaticamente).
Para elevar o dispositivo de fresar e o elemento de resistência térmica, utilize o dispositivo de escavação 53410 ou 53323 ou uma ferramenta apropriada.
No caso de tubos menores do que o diâmetro máximo a ser soldado na máquina, utilizar os seguintes redutores de fixação estes devem ser montados com os parafusos sextavados internos que se encontram nos acessórios.
ROWELD P200B: ∅63-140mm: consistindo em 6 redutores semi-redondos com superfície de fixação larga e 2 redutores semi-redondos com superfície de fixação fina. ∅160-180mm: consistindo em 8 redutores semi-redondos com superfície de fixação larga.
ROWELD P160-355B: consistindo em 6 redutores semi-redondos com superfície de fixação larga e 2 redutores semi-redondos com superfície de fixação fina.
ROWELD P500-630B: consistindo em 6 redutores semi-redondos com superfície de fixação larga e 2 redutores semi-redondos com superfície de fixação fina para diâmetros de até 450mm, e em 8 redutores semi-redondos com superfície de fixação larga a partir de 500mm.
Neste processo, se deve observar que os redutores com a superfície de fixação fina sejam inseridos sempre nos dois elementos de fixação externos inferiores. Estes apenas serão inseridos nas ligações de tubos / curvas de tubos no elemento tensor principal esquerdo na parte inferior e superior.
→ Inserir os tubos ou as formas de plástico no dispositivo de fixação (no caso de tubos mais compridos utilizar apoios de rolo) e apertar as porcas de latão nas ferramentas de fixação superiores. Irregularidades na forma redonda dos tubos podem ser compensadas apertando ou soltando as porcas de latão.
Na P200B:
→ Em caso de junções tubo / tubo, a máquina é operada com 4 mordentes de base (posição de soldadura A).
→ Em caso de junções tubo / peça de ligação (posição de soldadura B), é possível remover o 4o mordente de base. Remover, para tal, primeiro os parafusos (3) e soltar ligeiramente os parafusos (5). Agora é possível retirar o 4o mordente juntamente com a sua base estrutural. Desapertar, finalmente, as peças de afastamento (4) e substituir pelos parafusos (3).
→ No caso de tubos / ligações de tubos, as peças distanciadoras devem ser engatadas em ambos os elementos tensores esquerdos (conforme fornecidos).
Atenção: As peças distanciadoras não devem ser montadas na diagonal em circunstância alguma!
Os tubos são fixados com os dois elementos tensores.
→ P160B: No caso de ligações de tubos / inserções, as peças distanciadoras devem ser engatadas em ambos os elementos tensores intermédios.
→ P250-355B: No caso de ligações de tubos / inserções, as peças distanciadoras devem ser engatadas em ambos os elementos tensores intermédios e o dispositivo de extracção do elemento de resistência térmica deve ser colocado nos elementos tensores esquerdos. Durante o processamento de algumas inserções em determinadas posições, por exemplo, curva na horizontal, cintas de pré-soldadura, é necessário remover o dispositivo de extracção do elemento de resistência térmica.
→ P500-630B: No caso de ligações de tubos / inserções, as peças distanciadoras devem ser engatadas no lado contrário e no elemento tensor intermédio.

Atenção: As peças distanciadoras não devem ser montadas na diagonal em circunstância alguma!
O tudo é colocado em três elementos tensores e a inserção é fixada por um elemento tensor. Deste modo, o elemento tensor deslocável pode ser deslocado na barra, conforme as opções de espaço permitirem durante a tensão e a soldadura.
→ Aproximando as peças, é possível verificar se estão bem fixadas na ferramenta de fixação.

Mantenha uma distância segura em relação à máquina, não se coloque sobre a máquina nem se agarre a esta. Mantenha outras pessoas longe da área de trabalho!
→ Também deve-se verificar se o elemento térmico atingiu a sua temperatura de serviço.

Por favor, observe!!! De modo a garantir uma distribuição térmica uniforme ao longo de todo o elemento de resistência térmica, o elemento de resistência térmica deve ser colocado 10 minutos antes após a temperatura nominal ter sido atingida. Verificar a temperatura com um termómetro e ajustar novamente, se necessário!

→ Inserir a fresadora eléctrica entre as peças a serem juntadas.
P500-630B: Controlar os sentidos de rotação! Na fábrica, as maquinas são conectadas com rotação para a direita!
→ Ligar a fresadora. Os discos de plaina devem girar na direcção de corte, caso contrário, comutar o comutador de fases na ficha com uma ferramenta adequada.

Perigo de ferimento! Durante o funcionamento, mantenha uma distância segura em relação à fresadora e não agarre na lâmina em rotação. Accionar a fresadora só enquanto estiver montada (posição de trabalho) e devolver depois para a caixa de depósito prevista para este fim. O bom funcionamento do interruptor de segurança da fresadora deve estar sempre garantido para garantir que a fresadora não possa ser ligada involuntariamente fora da máquina!
→ Desaperte totalmente a válvula de ajuste da pressão no sentido anti-horário.
→ Pressione a alavanca de comando para a esquerda e aumente a pressão de fresar lenta-mente até ao valor ideal.

Uma pressão superior da fresa pode causar sobreaquecimento e danos no acionamento da fresa. No caso de sobrecarga ou imobilização do accionamento de fresar, efectue o arranque da máquina e reduza a pressão!
→ Após a apara comprida sair da fresa ininterruptamente com uma espessura de <= 0,2mm, pressione a alavanca de comando para a direita e afaste a máquina.
→ Desligue o dispositivo de fresar, aguarde até que os discos de aparas se imobilizem. Retire o dispositivo de fresar da máquina principal e coloque-o nas caixas de ajuste.
→ Desloque as peças de trabalho conjuntamente, permitindo que a pressão seja reduzida através da abertura da válvula de descarga da pressão.
→ Verifique se as superfícies de soldadura se encontram planas, paralelas e alinhadas axialmente.
Se não for o caso, o processo de fresar deve ser repetido. A divergência axial entre os finais das peças não deve ser maior de 10% da espessura da parede (conforme DVS) e a fenda máxima entre as superfícies planas não deve ser maior de 0,5mm. Com uma ferramenta limpa (p. ex. um pincel) retirar as aparas que possam estar presentes no tubo.

Por favor, observe! As superfícies fresadas e preparadas para a solda não devem ser tocadas com as mãos e devem estar livres de qualquer sujidade!
3.2.3 Soldadura

Perigo de esmagamento! Ao juntar as ferramentas de fixação e os tubos manter sempre uma distância segura em relação à máquina. Nunca entrar dentro da máquina!
→ Enquanto os finais das peças são novamente aproximados, o manómetro da unidade hidráulica exibe a pressão do movimento das peças (pressão de arraste).
A pressão do movimento das peças (pressão de arraste) é a pressão mínima necessária para o movimento axial da peça (dependendo de comprimento e peso). Este valor deve ser determinado de maneira muito exacta; neste processo, é necessário abrir e fechar a máquina algumas vezes e ajustar a válvula de ajuste da pressão até que a máquina quase pare. Esta pressão de arraste determinada deve ser somada à pressão de ajuste, equalização e junção.
→ Inserir o elemento térmico entre as duas peças na máquina de base e tenha em conta que os apoios da placa de soldadura assentam nos entalhes do dispositivo de extracção.
→ Fechar a máquina, ajustar a pressão de ajuste mais a pressão de arraste necessárias e manter esta pressão.
→ Quando a altura de reforço necessária tiver sido criada de modo homogéneo no perímetro completo de ambos os tubos, a pressão deve ser evacuada abrindo lentamente a válvula de descarga.
→ Ajustar a pressão de forma a garantir que os finais das peças ainda encostem de maneira uniforme e sem pressão no elemento térmico (aquecimento).
→ Agora fechar a válvula de descarga novamente. Cuidar para que os finais das peças não percam o contacto com o elemento térmico.
→ Após o final do período de aquecimento, as peças são novamente afastadas do elemento térmico, o elemento térmico é retirado e os finais das peças são novamente aproximados. A pressão deve ser aumentada agora em relação linear com a respectiva pressão de junção e deve ser mantida neste nível durante todo o período de arrefecimento.
→ Controle regularmente a pressão e, se necessário, volte a bombear. No caso de perda de pressão excessiva, proceda à verificação do sistema hidráulico.
Atenção: durante os primeiros 20 a 100 segundos manter a alavanca de comando apertada e depois soltá-la (na posição no meio)!
→ Recoloque o elemento de resistência térmica nas caixas de ajuste.
→ Após o final de período de arrefecimento, retirar totalmente a pressão abrindo a válvula de descarga, soltar e retirar as peças juntadas por soldadura.
→ Abrir a máquina de base, elaborar protocolo. A máquina está preparada para a próxima soldadura.

Todos os parâmetros de soldadura encontram-se nas tabelas de soldadura em anexo.
3.2.4 Terminar a utilização
Deixe que o elemento de resistência térmica arrefeça ou assegure que não é possível a inflamação de quaisquer substâncias contíguas!
→ Retirar as fichas da rede eléctrica de fresadora, elemento térmico e unidade hidráulica e enrolar os cabos.

Transporte e armazene o agregado hidráulico apenas na posição horizontal. Se for inclinado, o óleo sai da botija de ventilação com a vareta de detecção!
→ Desconectar e enrolar tubos hidráulicos.

Atenção! Proteger os acoplamentos contra sujidade!
3.3 Condições gerais
Sendo que o tempo e o ambiente influenciam a soldadura de modo decisivo, devem ser observadas em todos caso as respectivas instruções da directiva DVS 2207 parte 1, 11 e 15. Fora da Alemanha, valem as respectivas disposições legais nacionais.
Os trabalhos de soldadura devem ser controlados constantemente e com atenção!
3.4 Informações importantes sobre os parâmetros de soldadura
Todos os parâmetros de soldadura necessários como temperatura, pressão e tempo encontramse nas directivas DVS 2207 parte 1, 11 e 15. Fora da Alemanha, valem as respectivas disposições legais nacionais.
Contacto: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Em casos individuais, devem ser observados em todo caso os parâmetros específicos do material que podem ser informados pelo produtor do tubo.
Os parâmetros indicados nas tabelas de soldadura em anexo são apenas valores para orientação pelos quais a empresa ROTHENBERGER não dá garantia nenhuma!
Os valores indicados nas tabelas de soldadura para a pressão de ajuste e junção foram calculados em conformidade com a seguinte fórmula:
Pressão P [bar] = Superfície de soldadura A [mm^2] x Factor de soldadura SF [N/mm^2]
Superfície de cilindro Az [cm²] x 10
Factor de soldadura (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
4 Conservação e manutenção
Para manter a máquina em bom estado para o funcionamento, os seguintes pontos devem ser levados em conta:
- As barras de guia devem ser mantidas livres de sujidade. No caso de danos na superfície, as barras de guia devem ser substituídas sendo que isto pode levar a uma redução da pressão.
- A fresadora, o elemento térmico e a unidade hidráulica podem ser utilizados só com a tensão eléctrica indicada na placa de características.
- Para garantir resultados impecáveis da soldadura, é necessário manter o elemento térmico limpo. No caso de danos na superfície, o elemento térmico deve ser revestido novamente ou substituído. Resíduos de material no espelho térmico reduzem a anti-aderência e devem ser retirados com um papel sem fibras e detergente com um Teor de etanol > 99,8% (de acordo com DVS 2207) (sempre no elemento térmico frio!).
- O nível do óleo do agregado hidráulico deve ser verificado antes de cada colocação em funcionamento (o nível deve estar entre as marcações “min.” e “max.”). Caso necessário, encher com óleo hidráulico ( HLP – 46, nº de art.: 53649 ).
- O óleo hidráulico ( HLP – 46, n° de art.: 53649 ) deve ser trocado a cada 6 meses.
- Para evitar falhas de funcionamento, a estanquidade, a boa fixação das conexões aparafusadas e o bom estado do cabo eléctrico da unidade hidráulica devem ser inspeccionados regularmente.
- Os acoplamentos rápidos hidráulicos na unidade hidráulica e no conjunto de tubos devem ser protegidos contra sujidade. No caso de sujidade, devem ser limpos antes de conectar a máquina.
- A fresadora está equipada com duas facas polidas dos dois lados. Quando ficarem desafiadas, as facas podem ser viradas ou substituídas por facas novas.
- Os finais das peças ou dos tubos a serem cortados sempre devem estar limpos sendo que isto influencia a vida útil das facas de modo significativo.

A máquina de soldadura deve ser controlada anualmente de acordo com DVS 2208 pelo produtor ou um serviço por ele autorizado. No caso de máquinas com condições de uso especialmente pesadas, este intervalo deve ser encurtado!
5 Acessórios
Você pode encontrar acessórios adequados no catálogo principal ou em www.rothenberger.com
6 Serviço de apoio ao cliente
As instalações de assistência da ROTHENBERGER estão disponíveis para ajudá-lo (consulte a lista no catálogo ou online). Estas instalações de assistência colocam também ao seu dispor peças de substituição e assistência. Encomende os seus acessórios e peças sobresselentes a um revendedor especialista ou de RO SERVICE+ online: 📞 + 49 (0) 61 95/ 800 8200 📞 + 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Eliminação
Algumas partes do equipamento são materiais valiosos e podem ser reciclados. Para este fim, há empresas de reciclagem autorizadas e certificadas à sua disposição. Para eliminar as partes não-recicláveis (p. ex. Sucata electrónica) de modo compatível com o ambiente, por favor, entre em contacto com a respectiva autoridade de reciclagem local.

Não deitar ferramentas elétricas e baterias/ pilhas no lixo doméstico!
Só para países UE: Conforme a Diretiva Europeia 2012/19/UE relativa aos resíduos de equipamentos elétricos e eletrónicos e a sua implementação na legislação nacional, é necessário recolher separadamente as ferramentas elétricas que já não são usadas e, de acordo com a Diretiva Europeia 2006/66/CE, as baterias/pilhas defeituosas e encaminhá-las para uma reciclagem ecológica.
Indhold Side

- DECLARAÇÃO DE CONFORMIDADE EU
- EU-KONFORMITETSERKLÆRING
- Datos técnicos....40
- Indicações sobre a segurança....74
- Dados técnicos....76
- Funcionamento do equipamento....77
- Conservação e manutenção....83
- Acessórios....83
- Serviço de apoio ao cliente 84
- Eliminação 84
- Identificações neste documento
- Explicação dos símbolos Etiquetas
- Utilização correcta
- Indicações gerais de advertência para ferramentas eléctricas
- Dados técnicos
- Equipamento completo:
- Dimensões da caixa de transporte:
- Funcionamento do equipamento
- Descrição do equipamento
- Máquina de base (A)
- Unidade hidráulica (B)
- Instruções de serviço
- Primeiro uso
- Na P355B:
- Na P500-630B:
- Na P200B:
- Soldadura
- Terminar a utilização
- Condições gerais
- Informações importantes sobre os parâmetros de soldadura
- Conservação e manutenção
- Acessórios
- Serviço de apoio ao cliente
- Eliminação
- Indhold Side
Marca : ROTHENBERGER
Modelo : ROWELD P160B
Categoria : Soldagem de plástico