
ROWELD P160B - Пластиковая сварка ROTHENBERGER - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно ROWELD P160B ROTHENBERGER в формате PDF.

| Тип продукта | Сварочный аппарат для стыковой сварки с нагревательным элементом |
| Бренд | Rothenberger |
| Модель | ROWELD P160B |
| Категория | Сварка пластика |
| Диапазон сварки труб | 40 - 160 мм диаметр |
| Габаритные размеры базовой машины (Д x Ш x В) | 705 x 370 x 300 мм |
| Вес базовой машины | 30,2 кг (макс, с редукционными вставками) |
| Питание фрезерного оборудования | 230 В, 50/60 Гц, 3,5 А |
| Мощность фрезерного оборудования | 750 Вт потребляемая / 470 Вт полезная |
| Питание нагревательного элемента | 230 В, 50/60 Гц, 800 Вт |
| Диаметр нагревательного элемента | 200 мм |
| Диапазон температуры нагревательного элемента | 160°C до 285°C (320°F до 545°F) |
| Питание гидравлического блока | 230 В, 50/60 Гц, 2,5 А |
| Мощность гидравлического блока | 580 Вт потребляемая / 370 Вт полезная |
| Производительность гидравлического насоса | 2,8 л/мин (50 Гц) / 2,45 л/мин (60 Гц) |
| Максимальное гидравлическое давление | 100 бар |
| Объем масляного бака | 0,7 л |
| Тип гидравлического масла | HLP 46 (арт. 53649) |
| Свариваемые материалы | ПЭ, ПП, ПВДФ |
| Уровень звукового давления (фрезерование) | 82 дБ(А) L_pA, неопределенность 3 дБ |
| Техническое обслуживание | Очищать нагревательный элемент этанолом >99,8%, проверять уровень масла перед каждым использованием, сливать масло каждые 6 месяцев, заменять фрезы при необходимости |
| Безопасность | Читать предупреждения по безопасности, использовать СИЗ, не подвергать воздействию влаги, отключать перед обслуживанием |
| Послепродажное обслуживание | Центры ROTHENBERGER, телефон +49 (0) 61 95/ 800 8200 |
| Запасные части | Доступны на www.rothenberger.com или у специализированных дилеров |
Часто задаваемые вопросы - ROWELD P160B ROTHENBERGER
Вопросы пользователей о ROWELD P160B ROTHENBERGER
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего Пластиковая сварка в формате PDF бесплатно! Найдите своё руководство ROWELD P160B - ROTHENBERGER и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. ROWELD P160B бренда ROTHENBERGER.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ROWELD P160B ROTHENBERGER
RU Инструкция по использованию

Grundmaschine / Basic machine

P160B
P250B
P355B
1200001027
1200001029
1200000322

P200B
55392

ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ СТАНДАРТАМ EU.
Мы заявляем что этот продукт соответствует следующим стандартам.

1 Правила техники безопасности.... 144
1.1 Применение по назначению.... 144
1.2 Общие указания по технике безопасности для электроинструментов .... 144
2 Технические характеристики 146
3 Функции аппарата 147
3.1 Описание приборов .... 147
3.1.1 Базовая машина (А)...... 147
3.1.2 Гидравлический агрегат (В) 148
3.2 Руководство по эксплуатации.... 148
3.2.1 Ввод в эксплуатацию 148
3.2.2 Меры для подготовки к сварке.... 150
3.2.3 Процесс сварки 152
3.2.4 Вывод из эксплуатации 153
3.3 Общие требования 153
3.4 Важные указания по параметрам сварки.... 153
4 Уход и техническое обслуживание....154
5 Принадлежности.... 154
6 Обслуживание клиентов....154
7 Утилизация 155
Специальные обозначения в этом документе

Опасность!
Этот знак предупреждает о возможной травмоопасности.
Внимание!
Этот знак предупреждает о травмоопасности или опасности для окружающей среды.
Необходимость действия
Пояснения к символам Ярлыки

Маркировка соответствия ЕС
Маркировка соответствия ЕАС
Предупреждение об опасности втягивания
Предупреждение о горячей поверхности
Предупреждение об опасности резания
Прочитать инструкцию по эксплуатации
Маркировка по утилизации WEEE
1.1 Применение по назначению
Аппарат ROWELD P160-630B Professional предназначен исключительно для соединения сваркой полиэтиленовых (ПЭ) и полипропиленовых (ПП) труб в соответствии с техническими параметрами. Ответственность за любой ущерб, связанный с применением инструмента по непредусмотренному назначению, целиком ложится на пользователя.
1.2 Общие указания по технике безопасности для электроинструментов

ПРЕНДУПРЕЖДЕНИЕ! Прочитайте все указания по технике безопасности, инструкции, иллюстрации и спецификации, предоставленные вместе с настоящим электроинструментом.
Несоблюдение каких-либо из указанных ниже инструкций может стать причиной поражения электрическим током, пожара и/или тяжелых травм.
Сохраняйте эти инструкции и указания для будущего использования.
Использованное в настоящих инструкциях и указаниях понятие «электроинструмент» распространяется на электроинструмент с питанием от сети (с сетевым шнуром) и на аккумуляторный электроинструмент (без сетевого шнура).
1) Безопасность рабочего места
а) Содержите рабочее место в чистоте и хорошо освещенным. Беспорядок или неосвещенные участки рабочего места могут привести к несчастным случаям.
6) Не работайте с этим электроинструментом во взрывоопасном помещении, в котором находятся горючие жидкости, воспламеняющиеся газы или пыль. Электроинструменты искрят, что может привести к воспламенению пыли или паров.
в) Во время работы с электроинструментом не допускайте близко к Вашему рабочему месту детей и посторонних лиц. Отвлекшись, Вы можете потерять контроль над электроинструментом.
2) Электрическая безопасность
a) Штепсельная вилка электроинструмента должна подходить к штепсельной розетке. Ни в коем случае не изменяйте штепсельную вилку. Не применяйте переходные штекеры для электроинструментов с защитным заземлением. Неизмененные штепсельные вилки и подходящие штепсельные розетки снижают риск поражения электротоком.
б) Предотвращайте телесный контакт с заземленными поверхностями, как то: с трубами, элементами отопления, кухонными плитами и холодильниками. При заземлении Вашего тела повышается риск поражения электротоком.
в) Защищайте электроинструмент от дождя и сырости. Проникновение воды в электроинструмент повышает риск поражения электротоком.
г) Не разрешается использовать шнур не по назначению, например, для транспортировки или подвески электроинструмента, или для вытягивания вилки из штепсельной розетки. Защищайте шнур от воздействия высоких температур, масла, острых кромок или подвижных частей электроинструмента. Поврежденный или спутанный шнур повышает риск поражения электротоком.
д) При работе с электроинструментом под открытым небом применяйте пригодные для этого кабели-удлинители. Применение пригодного для работы под открытым небом кабеля-удлинителя снижает риск поражения электротоком.
e) Если невозможно избежать применения электроинструмента в сыром помещении, подключайте электроинструмент через устройство защитного отключения. Применение устройства защитного отключения снижает риск электрического поражения.
3) Безопасность людей
а) Будьте внимательны, следите за тем, что Вы делаете и выполняйте работу с электроинструментом обдуманно. Не пользуйтесь прибором в усталом состоянии или если Вы находитесь под действием наркотиков, алкоголя или лекарств.
Момент невнимательности при работе с прибором может привести к серьезным травмам.
6) Применяйте средства индивидуальной защиты и всегда защитные очки. Использование средств индивидуальной защиты, как то: защитной маски, обуви на нескользящей подошве, защитного шлема или средств защиты органов слуха, в зависимости от вида работы с электроинструментом снижает риск получения травм.
в) Предотвращайте непреднамеренное включение электроинструмента. Перед подключением электроинструмента к электропитанию и/или к аккумулятору убедитесь в выключенном состоянии электроинструмента. Удержание пальца на выключателе при транспортировке электроинструмента и подключение к сети питания включенного электроинструмента чревато несчастными случаяхми.
г) Убирайте установочный инструмент или гаечные ключи до включения электроинструмента. Инструмент или ключ, находящийся во вращающейся части электроинструмента, может привести к травмам.
д) Не принимайте неестественное положение корпуса тела. Всегда занимайте устойчивое положение и сохраняйте равновесие. Благодаря этому Вы можете лучше контролировать электроинструмент в неожиданных ситуациях.
e) Носите подходящую рабочую одежду. Не носите широкую одежду и украшения. Держите волосы и одежду вдали от движущихся частей. Широкая одежда, украшения или длинные волосы могут быть затянуты вращающимися частями.
ж) При наличии возможности установки пылеотсасывающих и пылесборных устройств проверяйте их присоединение и правильное использование. Применение пылеотсоса может снизить опасность, создаваемую пылью.
з) Хорошее знание электроинструментов, полученное в результате частого их использования, не должно приводить к самоуверенности и игнорированию техники безопасности обращения с электроинструментами. Одно небрежное действие за долю секунды может привести к серьезным травмам.
4) Применение электроинструмента и обращение с ним
a) Не перегружайте прибор. Используйте для Вашей работы предназначенный для этого электроинструмент. С подходящим электроинструментом Вы работаете лучше и надежнее в указанном диапазоне мощности.
б) Не пользуйтесь электроинструментом с неисправным выключателем. Электроинструмент, не поддающийся включению или выключению, опасен и должен быть отремонтирован.
в) Перед тем как настраивать электроинструмент, заменять принадлежности или убирать электроинструмент на хранение, отключите штепсельную вилку от розетки сети и/или выньте, если это возможно, аккумулятор. Эта мера предосторожности предотвращает непреднамеренное включение электроинструмента.
г) Храните электроинструменты в недоступном для детей месте. Не разрешайте пользоваться электроинструментом лицам, которые не знакомы с ним или не читали настоящих инструкций. Электроинструменты опасны в руках неопытных лиц.
д) Тщательно ухаживайте за электроинструментом и принадлежностями. Проверяйте безупречную функцию и ход движущихся частей электроинструмен- та, отсутствие поломок или повреждений, отрицательно влияющих на функцию электроинструмента. Поврежденные части должны быть отремонтированы до использования электроинструмента. Плохое обслуживание электроинструментов является причиной большого числа несчастных случаев.
e) Держите режущий инструмент в заточенном и чистом состоянии. Заботливо ухоженные режущие инструменты с острыми режущими кромками реже заклиниваются и их легче вести.
ж) Применяйте электроинструмент, принадлежности, рабочие инструменты и т.п. в соответствии с настоящими инструкциями. Учитывайте при этом рабочие условия и выполняемую работу. Использование электроинструментов для непредусмотренных работ может привести к опасным ситуациям.
3) Держите ручки и поверхности захвата сухими и чистыми, следите чтобы на них чтобы на них не было жидкой или консистентной смазки. Скользкие ручки и поверхности захвата препятствуют безопасному обращению с инструментом и не дают надежно контролировать его в непредвиденных ситуациях.
5) Сервис
a) Ремонт Вашего электроинструмента поручайте только квалифицированному персоналу и только с применением оригинальных запасных частей. Этим обеспечивается безопасность электроинструмента.
2 Технические характеристики
P160B P200B P250B P355B P500B P630B
Базовая машина:
| Диапазон сварки труб ∅ (мм) | 40-160 | 63-200 | 90-250 | 90-355 | 200-500 | 315-630 |
| Труба - сварочные характеристики | SDR см. на приложенных таблицах сварки + Соблюдайте | |||||
| Диапазон давления Гидравлический агрегат | ||||||
| Макс. ход цилиндра (мм) | 100 | 100 | 150 | 150 | 200 | 200 |
| Общая площадь цилиндров (cm2) | 3,53 | 3,53 | 6,26 | 6,26 | 14,13 | 14,13 |
| Основные размеры: | ||||||
| Д (мм) | 705 | 675 | 810 | 795 | 1300 | 1300 |
| Ш (мм) | 370 | 370 | 485 | 600 | 900 | 1060 |
| В (мм) | 300 | 400 | 415 | 535 | 800 | 920 |
| мак. Масса * (кг) | 30,2 | 27,5 | 56,7 | 77,9 | 235 | 319,9 |
* включая редукционные вставки для наименьшего диаметра трубы
Фрезерный агрегат:
| Электроподключение...... | 230 В...... | 230 В...... | 230 В...... | 230 В...... | 400 В, 3~400 В, 3~ | |
| 115 | В | |||||
| (Hz) | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 |
| (A) | 3,5 | 2,9 | 3,5 | 4,8 | 1,75 | 2,55 |
| Потребляемая -/ Отдаваемая мощность (Вт)......750/470 ..630/425.750/470 ..1050/650 .1210/750 .1770/1100 |
| Частота вращения двигателя (об/мин)......660 ......950 ......660 ......726 ......140 ......140 |
| Частота вращения двигателя на ......126 ......165 ......85 ......66 ......31 ......24 холостом ходу (об/мин) (дисковый корпус фрезы) |
| Уровень звукового давления | |||||||||
| дБ (А) | L_pA | K_pA | 82 | 3 | 83 | 3 | 82 | 3 | 83 |
| Уровень звукопроводности | |||||||||
| дБ (А) | L_WA | K_WA | 93 | 3 | 94 | 3 | 93 | 3 | 94 |
| Масса (кг) | 7,6 | 7,0 | 15 | 22,4 | 68 | 123 | |||
Нагревательный элемент:
| Электроподключение...... | ||||||
| 230 В......115 | 230 В......50/60 | 230 В......50/60 | 230 В......50/60 | 400 В......B | ||
| (Hz) | 50/60 | |||||
| (Bт) | 800 | 1000 | 1500 | 2500 | 4000 | |
| Диаметр нагревательного элемента (мм) | 200 | 230 | 300 | 380 | 540 | 660 |
| Масса (кг) | 3,3 | 3,9 | 5,5 | 9,1 | 32 | 49 |
Установочный кожух:
Гидравлический агрегат:
| Электроподключение | 230 В – 50 Hz – 2,5 А | 230 В – 50 Hz – 5,6 А |
| 230 В – 60 Hz - 2,5 А | 230 В – 60 Hz – 5,6 А | |
| Потребляемая -/ Отдаваемая мощность (Вт) | 580/ 370 | 1290/ 750 |
| 670/ 370 | 1200/ 750 | |
| Производительность насоса (л/мин) | 2,8 | 5,65 |
| 2,45 | 5,1 | |
| Объем масляного бака (л) | 0,7 | 0,7 |
| Диапазон давления (бар) | 100 | 100 |
| Гидравлическое масло | HLP – 46 (No арт: 53649) | |
| Размеры (Д х Ш х В, мм) | 540 x 340 x 340 | 540 x 340 x 340 |
| Уровень звукового давления дБ (А) L_рA | K_рA | 74 | 3 | 77 | 3 |
| Уровень звукопроводности дБ (А) L_WA | K_WA | 85 | 3 | 88 | 3 |
| Масса (кг) | 28 | 29 |
| P160B P200B P250B P355B P500B P630B | ||
| Комплектная установка: | ||
| Общая электрическая потребляемая мощность (кВт) | 2,1 | 2,0 |
| Размеры транспортировочного ящика: | ||
| Д (мм) | 1200 | 1200 |
| Ш (мм) | 800 | 800 |
| В (мм) | 900 | 900 |
| Уровень шума при работе может превысить 85дБ (А). Пользоваться защитными наушниками! | ||
3 Функции аппарата
3.1 Описание приборов
Аппараты ROWELD P160-630B Professional представляют собой компактные и мобильные машины для стыковой сварки с нагревательным элементом и предназначены для использования на строительных площадках, в частности, в траншеях для укладки труб. Разумеется, возможно применение машин на заводах.
Можно производить сварку соединений между Труба - Труба, а колено трубы, тройник и привариваемый торец ниппеля.
Основными компонентами машины являются:
базовая машина, редукционные вставки, гидравлический агрегат, фрезерный агрегат, нагревательный элемент, установочный кожух.
Во время сварки привариваемого торца ниппеля необходимо использовать четырехкулачковый зажимный диск, доступный в качестве принадлежности.
ROWELD P160-250B: При сварке колен трубопровода с небольшим радиусом относительно макс. диаметра машины необходимо использовать ограниченную верхнюю часть зажимного инструмента, доступную в качестве принадлежности.
ROWELD P500-630B: для установки и снятия фрезерного и нагревательного элементов можно использовать электрическое приспособление, входящее в комплект поставки.
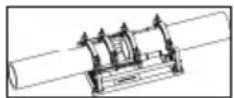
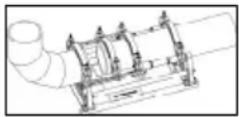
3.1.1 Базовая машина
(A)
1 Подвижные зажимные элементы
2 Смещаемый зажимный элемент
3 Подложка с фиксирующими пазами
4 Вытягивающее устройство нагревательного элемента
5 Съемный зажимной элемент
6 Крепежные винты выше
7 Подложка
8 Крепежные винты ниже
3.1.2 Гидравлический агрегат
(B)
1 Маслоналивной патрубок и стержневой указатель
5 Сетевой кабель
2 Штекер быстроразъемного соединения
6 Манометр
3 Разгрузочный клапан
7 Рычаг управления: влево – закрыть, вправо – открыть
4 Муфта быстроразъемного соединения
8 Клапан регулировки давления
Гидравлический агрегат позволяет управлять машиной способами, которые обозначены следующими символами:

Чтобы свести зажимные элементы, отжать рычаг управления влево.
Скорость перемещения и нагнетания давления зависит от угла поворота

Чтобы развести зажимные элементы, отжать рычаг управления вправо.
Скорость перемещения зависит от угла поворота

Клапан регулировки давления фрезерования, компенсации, нагревания и стыковки. Заданное давление отображается на манометре

Разгрузочный клапан; при повороте влево давление уменьшается. Скорость опускания зависит от количества оборотов. Поворот вправо: удерживание давления
3.2 Руководство по эксплуатации
Сварочные аппараты подходят для работы при температуре окружающей среды от -10^ до +40^ .
Они подходят для стационарного электропитания 230 В 50/60 Гц и 400 В 50/60 Гц. Если используется электрогенератор, сварщик должен уточнить необходимую мощность у производителя генератора.

К управлению сварочной машиной допускаются только авторизованные специалисты с соответствующей квалификацией согласно DVS 2212, часть 1!
3.2.1 Ввод в эксплуатацию

Перед вводом в эксплуатацию машины для стыковой сварки необходимо внимательно прочесть руководство по эксплуатации и правила техники безопасности!

Не использовать нагревательный элемент во взрывоопасной среде и не допускать его контакта с легковоспламеняющимися веществами!

Соблюдать безопасное расстояние до машины, не становиться на нее и не вставлять в нее конечности. Не позволять посторонним лицам входить в рабочую зону!

Перед каждым вводом в эксплуатацию проверять уровень масла гидравлического агрегата, уровень должен находиться между мин. и макс. маркировкой стержневого указателя (20), при необходимости добавить гидравлическое масло HLP 46!

Гидравлический агрегат перемещать и ставить на землю только горизонтально, при перекосе масло выходит из вентиляционных заглушек со стержневым указателем!
→ Соединить базовую машину и гидравлический агрегат обоими гидравлическими шлангами.

Защитить быстроразъемные соединения от загрязнений. Немедленно заменить негерметичные муфты!
→ Подключить сетевой штекер фрезерного агрегата, гидравлического агрегата и нагревательного элемента к источнику электропитания в соответствии с данными на типовой табличке.
Для P160-250B:
→ Горит красный светодиод «Режим ожидания» на нагревательном элементе, т. е. напряжение присутствует. Включить нагревательный элемент, нажав большую кнопку на рукоятке (с зеленой подсветкой), и настроить нужную температуру с помощью кнопки «+» или «-» (160–285 °C/320–545 °F).
Во время нагрева на рукоятке горит желтый светодиод. На индикаторе температуры отображаются горизонтальные полосы. Незадолго до достижения заданной температуры (допуск +/-3 °C/5,4 °F) желтый светодиод гаснет и загорается зеленый. Через 10 минут после этого нагревательный элемент готов к работе. Указание: По достижении заданной температуры в первый раз возможно кратковременное превышение заданного значения.
→ Температуру необходимо проверять с помощью внешнего прибора для измерения температуры. В случае отклонения повторить калибровку нагревательного элемента. Одновременно нажать кнопки «+» и «-», затем настроить перепад с помощью кнопок «+» и «-».
Сообщение «Er1» свидетельствует о неисправности электронного блока. Сообщение «Er2» означает, что термометр сопротивления неисправен или не подключен. Отправить устройство в авторизованную специализированную мастерскую ROTHENBERGER.

Опасность ожога! Температура нагревательного элемента может достигать 290°C / 554°F, поэтому сразу же после использования его необходимо помещать назад в специально предназначенный кожух!
Для Р355В:
→ Включить главный выключатель блока управления; выключатель горит зеленым светом, и на дисплее отображается фактическая температура нагревательной пластины. Кнопками «—» и «+» можно установить нужную температуру в диапазоне 160°C – 270°C / 320°F - 518°F.
По достижении заданной температуры индикация меняется с «set» (заданная) на «actual» (фактическая), и мигает индикация «heat» (нагревание). Нагревательный элемент готов к эксплуатации через 10 минут после этого.
→ Температуру необходимо проверить с помощью прибора для измерения температуры.
Температурный регулятор на заводе отрегулирован оптимальным образом. Однако если фактическая температура поверхности нагревательного элемента не соответствует отображаемому значению, можно настроить сдвиг. Для этого необходимо установить перекидной выключатель на 0, нажать кнопки «—» и «+» и затем установить перекидной выключатель в положение «вкл.». На дисплее появляется индикация «OFF» (Выкл.), «SET» (Задать) и затем – заданное значение сдвига. С помощью кнопки «—» и «+» настроить соответствующий сдвиг и сохранить его значение нажатием этой же кнопки, после этого снова отображается фактическое значение.
Для P500-630B:
→ Включить главный выключатель нагревательного элемента (выключатель горит зеленым светом). Настроить нужную температуру (см. температурный регулятор).
Индикатор на дисплее показывает, как правило, фактическое значение температуры. Согласно предписаниям Германского общества по сварке, DVS, нагревательный элемент готов к эксплуатации через 10 минут после первоначального нагревания до заданной температуры.
→ Температуру необходимо проверить с помощью прибора для измерения температуры.

Опасность ожога! Температура нагревательного элемента может достигать 300°C / 572°F, поэтому сразу же после использования его необходимо помещать назад в специально предназначенный кожух!
Сварочный аппарат оснащен цифровым регулятором температуры типа 400.
Цифровой регулятор температуры оптимально сконфигурирован и настроен на заводе-изготовителе. Чтобы отрегулировать температуру, необходимо нажать кнопку →F← и удерживать ее нажатой, пока индикатор не покажет « SP». После этого можно изменять заданную температуру в диапазоне 0-300°C / 32-572°F с помощью кнопок со стрелками.
Если после этого ни одна кнопка не нажимается, индикатор снова показывает фактическое значение температуры, и регулятор автоматически задает вновь выбранную температуру. Пока фактическая температура меньше настроенной заданной температуры, мигает красная стрелка («low», низкая). Если фактическая температура превышает заданную, мигает красная стрелка («high», высокая). Если настроенная заданная температура соответствует фактической, горит зеленая полоса. Если фактическая температура поверхности нагревательного элемента не соответствует отображаемому значению, можно настроить «сдвиг». Удерживать кнопку →F← нажатой, пока на дисплее не появится индикация «InP» (ок. 7 с); отпустить кнопку →F←. Затем нажимать кнопку →F← до тех пор, пока не появится индикация «oFS». Изменить значение соответствующим образом. Чтобы завершить процесс изменения, удерживать кнопку →F← нажатой до тех пор, пока снова не будет отображаться фактическое значение.

Внимание! Остальные параметры не подлежат изменению!
Заводская настройка:
| Menü „CFG“„S.tu“ 0„h.Pb“ 1.0„h.lt“ 0.68„h.dt“ 0.17„h.P.H“ 100„rst“ 0„P.rE“ 0„SoF“ 0„Lb.t“ 0„Lb.P“ 25„FA.P“ 0 | Menü „InP“„Ctr“ 8„tYP“ 16„FLt“ 0.1„FLd“ 0.5„dP.S.“ 0„Lo.S“ 0„HI.S“ 300„oFS“ xx„HI.A“ 0„Lo.L“ 0„HI.L“ 280 | Menü „Out“„AL.n“ 0„r.o.1“ 0„r.o.2“ 0„Ct.1“ 20„Ct.2“ 20„rEL.“ 0 | Menü „PAS“„Prot“ 32 |
Прим.: Из-за функции автоматической настройки данные в CFG могут несколько отличаться. При возникновении более значительных колебаний регулировки, пока нагревательный элемент холодный, можно активировать функцию автоматической настройки (в меню CFG установить для пункта «S.tu» значение 2; возврат значения на 0 осуществляется автоматически).
Для подъема фрезерного устройства и нагревательного элемента использовать подъемное приспособление арт. № 53410 (P500/18B) или 53323 (P630/24B-Plus), или подходящий инструмент.
3.2.2 Меры для подготовки к сварке
→ При сварке труб, диаметр которых меньше макс. сварного диаметра машины, необходимо с помощью винтов со внутренним шестигранником (входят в ассортимент принадлежностей) смонтировать редукционные вставки в соответствии с диаметром трубы.
ROWELD P200B: ∅63-140mm: состоящие из 6 полумуфт с широкой и 2 полумуфт с узкой плоскостью зажима. ∅160-180mm: 8 полумуфт с широкой плоскостью зажима.
ROWELD P160-355B: состоящие из 6 полумуфт с широкой и 2 полумуфт с узкой плоскостью зажима.
ROWELD P500-630B: до диаметра 450 мм состоящие из 6 полумуфт с широкой и 2 полумуфт с узкой плоскостью зажима, с 550 мм – 8 полумуфт с широкой плоскостью зажима.
При этом необходимо учесть, что полумуфты с узкой плоскостью зажима вставляются в оба внешних нижних основных зажимных элемента. Только для соединения «труба/колено трубы» они вставляются в левый основной зажимный элемент снизу и сверху.
→ Вложить обе подлежащие сварке пластиковые трубы или фасонные детали в зажимное устройство (под трубы длиннее 2,5 необходимо поставить роликоопоры) и затянуть латунные гайки на верхних зажимных инструментах. Неровности трубы можно выровнять путем затяжки или ослабления латунных гаек.
Для Р200В:
→ Для трубы / трубы - соединения машину работает с 4-х основных челюстей (положение сварки А).
→ При соединениях «труба/фитинг» (положение сварки В), основной челюсти 4 быть удалены. Для этого винты (6) снимают в первую очередь и болты (8) слегка ослаблены. Теперь 4 челюсти включая подструктуры вычитаются. Наконец, Подложка (7) отвинтить и винты (6) заменена.

→ При соединениях «труба/труба» в оба левых зажимных элемента необходимо вставить подложки до слышимой фиксации (условие поставки).
Внимание! Подложки нельзя монтировать с диагональным смещением!
Трубы удерживаются двумя зажимными элементами.
→ P160B: При соединениях «труба/фитинг» в оба центральных зажимных элемента необходимо вставить распорки до слышимой фиксации.
→ P250-355B: При соединениях «труба/фасонная деталь» в оба средних зажимных элемента необходимо до слышимой фиксации вставить подложки и вытягивающее устройство нагревательного элемента подвесить в левые зажимные элементы. При обработке фасонной детали в определенном положении, например, горизонтальной дуги или привариваемого торца, необходимо удалять вытягивающее устройство нагревательного элемента.
→ P500-630B: При соединении «труба/фасонная деталь» необходимо вставить подложки в перевернутом виде в средний зажимный элемент до слышимой фиксации.
Внимание! Подложки нельзя монтировать с диагональным смещением!
→ Труба вкладывается в три зажимных элемента, а фасонная деталь удерживается только одним. При этом смещаемый зажимный элемент можно переместить на штанге в соответствии с требованиями к свободному пространству при зажатии и сварке.
→ Свести заготовки, чтобы проверить, прочно ли они закреплены в зажимном инструменте.

Соблюдать безопасное расстояние до машины, не становиться на нее и не вставлять в нее конечности. Не позволять посторонним лицам входить в рабочую зону!
→ Также необходимо проверить, достиг ли нагревательный элемент рабочей температуры.
Важно помнить!!! Чтобы обеспечить равномерное распределение тепла по всему нагревательному элементу, его разрешается использовать не ранее чем через 10 минут после достижения заданной температуры. Проверить температуру с помощью измерительного прибора и при необходимости отрегулировать!
→ Установить электрическое фрезерного устройство между свариваемыми деталями.
P500-630B: Проверить направление вращения! В заводских настройках машины установлены на вращение вправо!
→ Включить фрезерный агрегат. Резцовые диски должны двигаться в направлении резания, иначе фазовращатель необходимо переключить при помощи подходящего инструмента.


Опасность получения травм! Во время работы фрезерного устройства соблюдать безопасное расстояние до машины и не вставлять конечности во вращающиеся ножи. Фрезу разрешается задействовать только в оснащенном состоянии (в рабочем положении), а затем ее необходимо вложить в специально предназначенный установочный кожух. Предохранительный выключатель на фрезерном агрегате всегда должен оставаться работоспособным, чтобы предотвратить случайный запуск агрегата вне машины!
До конца отвинтить клапан регулировки давления против часовой стрелки.
→ Отжать рычаг управления влево и медленно увеличить давление фрезерования до оптимального значения.

Слишком высокое давление фрезерования может привести к перегреву и повреждению привода фрезы. В случае перегрузки или в состоянии покоя необходимо поднять машину и снизить давление!
→ После того как из фрезерного агрегата непрерывно начнет поступать стружка толщиной около 0,2 мм, отжать рычаг управления вправо, пока детали машины не будут раздвинуты.
→ Выключить фрезерный агрегат, подождать остановки дискового скребка. Вынуть фрезерный агрегат из базового станка и вложить в установочный кожух.
→ Свести заготовки, стравить давление, открыв разгрузочный клапан.
→ Убедиться, что свариваемые поверхности являются плоскими, параллельными и совпадают по осям.
Если это не так, необходимо повторить процесс фрезерования. Осевое смещение между концами заготовок не должно (согласно DVS) превышать 10 % от толщины стенки, а зазор между торцевыми поверхностями не должен быть больше 0,5 мм. Если внутрь трубы попали стружки, удалить их чистым инструментом (например, кистью).

Важно помнить! К обработанным фрезой, подготовленным к сварке поверхностям запрещается прикасаться руками, и на них не должно быть никаких загрязнений!
3.2.3 Процесс сварки

Опасность защемления! При сведении зажимных инструментов и труб необходимо соблюдать безопасное расстояние до машины. Запрещается стоять внутри машины!
→ Во время повторного сведения концов заготовок необходимо считать давление перемещения заготовки (давление вынужденного потока) на манометре гидравлического агрегата.
Давлением перемещения заготовки (давлением вынужденного потока) называют минимальное давление, необходимое для перемещения заготовки (в зависимости от длины и массы) в осевом направлении. Данное значение необходимо определить очень точно. При этом необходимо несколько раз свести и развести части машины и выполнять регулировку клапан регулировки давления до тех пор, пока машина практически не остановится. Данное полученное давление вынужденного потока необходимо прибавить к давлению компенсации, нагревания и сварки.
→ Установить нагревательный элемент между деталями в базовой машине и следить, чтобы опоры нагревательной пластины находились в пазах вытягивающего устройства.
→ Свести машину, отрегулировать необходимое давление компенсации с добавлением давления вынужденного потока и удерживать его.
→ Как только на концах обеих труб достигнута равномерная высота обода по всей окружности, сбросить давление, медленно открыв разгрузочный клапан.
→ Давление необходимо настроить таким образом, чтобы обеспечить равномерное прилегание концов заготовок к нагревательному элементу почти без давления (нагревание).
Затем снова закрыть разгрузочный клапан. При этом необходимо следить за тем, чтобы концы заготовок не теряли контакта с нагревательным элементом.
→ После окончания времени нагревания развести заготовки, извлечь нагревательный элемент и свести концы заготовок. Увеличить давление по возможности линейно до соответствующего давления сварки и поддерживать его на протяжении всего времени остывания.
→ Регулярно проверять давление и при необходимости исправить его. При регулярной потере давления необходимо проверить гидравлическую систему.

Внимание: В течение первых 20 – 100 секунд необходимо удерживать рычаг управления отжатым и только затем отпустить его (в среднее положение)!
→ Вернуть нагревательный элемент обратно в установочный кожух.
→ По истечении времени остывания полностью стравить давление, открыв разгрузочный клапан, затем разжать и вынуть заготовки.
По истечении времени остывания полностью стравить давление, открыв разгрузочный клапан, затем разжать и вынуть заготовки.
Все параметры сварки содержатся в приложенных таблицах сварки.
3.2.4 Вывод из эксплуатации
→ Выключить нагревательный элемент.

Дать нагревательному элементу остыть или уложить его на хранение так, чтобы соприкасающиеся с ним материалы не могли загореться!
→ Вынуть штекер фрезерного агрегата, нагревательного элемента и гидравлического агрегата из розеток и смотрать кабель.

Гидравлический агрегат перемещать и ставить на землю только горизонтально, при перекосе масло выходит из вентиляционных заглушек со стержневым указателем!
→ Отсоединить и смотрать гидравлические шланги.

Внимание! Беречь муфты от грязи!
3.3 Общие требования
Так как атмосферные условия и влияние окружающей среды оказывают решающее воздействие на сварку, необходимо строго соблюдать соответствующие предписания 1, 11 и 15 частей Директивы DVS 2207. За пределами Германии действуют соответствующие национальные директивы.
За сварочными работами необходимо осуществлять непрерывный и тщательный контроль!
3.4 Важные указания по параметрам сварки
Необходимые параметры сварки, такие как температура, давление и время, содержатся в 1, 11 и 15 частях Директивы DVS 2207. За пределами Германии действуют соответствующие национальные директивы.
Ссылка: DVS Media GmbH, Aachener Str. 172, 40223 Дюссельдорф А/я 10 19 65, 40010 Дюссельдорф, Тел: +49 (0) 211 / 15 91 – 0 Эл. почта: media@dvs-hg.de Домашняя страница: www.dvs-media.info
В отдельных случаях необходимо строго соблюдать специфические для конкретных материалов параметры обработки, определенные производителем труб.
Указанные в приложенных таблицах параметры сварки являются ориентировочными значениями, за которые фирма ROTHENBERGER не несет никакой ответственности!
Указанные в таблицах сварки значения для давления компенсации и стыковки рассчитаны по следующей формуле:
Давление сварки P [бар] =
свариваемая поверхность A [мм²] x коэффициент сварки SF [Н/мм²]
площадь цилиндра Az [см²] x 10
Коэффициент сварки (КС): ПЭ = 0,15 Н/мм², ПП = 0,10 Н/мм², ПВДФ = 0,10 Н/мм²
4 Уход и техническое обслуживание
Для поддержания работоспособности машины необходимо соблюдать следующие пункты:
- Направляющие штанги должны быть чистыми. Если на поверхности направляющих штанг замечены повреждения, штанги необходимо заменить, в противном случае возможна потеря давления.
- Фрезерный агрегат, нагревательный элемент и гидравлический агрегат разрешается эксплуатировать только с напряжением, указанным на типовой табличке.
- Для сохранения безупречности результатов сварки важно, чтобы нагревательный элемент был чистым. Если на поверхности нагревательного элемента констатированы повреждения, необходимо обновить покрытие элемента или заменить элемент.
Остатки материала на нагревательном зеркале снижают его антиадгезионную способность, поэтому их необходимо удалять (только с холодного нагревательного элемента!) не оставляющей ворс бумагой и моющее средство с одним Содержание этанола >99,8% (согласно DVS 2207). - Уровень масла в гидравлическом агрегате необходимо проверять перед каждым вводом в эксплуатацию (уровень масла должен находиться между минимальной и максимальной отметками). При необходимости долить гидравлическое масло (НЛР – 46, № арт.: 53649).
- Заменять гидравлическое масло (НЛР – 46, арт. №.: 53649) каждые 6 месяцев.
- Во избежание функциональный неисправностей гидравлического агрегата необходимо регулярно проверять его герметичность, плотность затяжки резьбовых соединений, а также состояние электрокабеля.
- Необходимо защитить от попадания загрязнений быстроразъемную муфту на гидравлическом агрегате и на шланговом пакете. Если на них обнаружены загрязнения, то перед подключением их необходимо очистить.
- Фрезерный агрегат оснащен двумя обоюдоострыми ножами. Если снижается производительность резки, нож можно повернуть или заменить новым.
- Всегда необходимо следить за тем, чтобы концы обрабатываемых труб или заготовок, в особенности торцевые поверхности, были чистыми, так как в противном случае снижается ресурс ножей.

Согласно DVS 2208 ежегодно сварочную машину необходимо передавать для проверки производителю или в авторизованную производителем сервисную мастерскую. Для машин, которые эксплуатируются с нагрузкой выше среднего, интервал проверок необходимо сократить!
5 Принадлежности
Вы можете найти подходящие аксессуары в основном каталоге или на сайте www.rothenberger.com.
6 Обслуживание клиентов
Сервисные центры ROTHENBERGER предоставляют помощь клиентам (см. список в каталоге или в Интернете), а также предлагают запасные части и обслуживание.
Заказывайте принадлежности и запасные части у розничного торгового представителя или по RO SERVICE+ online обслуживания: 📞 + 49 (0) 61 95/ 800 8200
+ 49 (0) 61 95/ 800 7491 service@rothenberger.com - www.rothenberger.com
7 Утилизация
Части прибора являются вторичным сырьем и могут быть отправлены на повторную переработку. Для этого в Вашем распоряжении имеются допущенные и сертифицированные утилизационные предприятия. Для экологичной утилизации частей, которые не могут быть переработаны (например, электронные части) проконсультируйтесь, пожалуйста, в Вашем компетентном ведомстве по утилизации отходов.

Не выбрасывайте электроинструменты и аккумуляторные батареи/батарейки в бытовой мусор!
Только для стран ЕС: В соответствии с европейской директивой 2012/19/EU об отработанных электрических и электронных приборах и ее преобразованием в национальное законодательство вышедшие из употребления электроинструменты и в соответствии с европейской директивой 2006/66/ЕС дефектные или отслужившие свой срок аккумуляторные батареи/батарейки должны собираться раздельно и сдаваться на экологически чистую рекупераци.

- Grundmaschine / Basic machine
- ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ СТАНДАРТАМ EU.
- Правила техники безопасности.... 144
- Технические характеристики 146
- Функции аппарата 147
- Уход и техническое обслуживание....154
- Принадлежности.... 154
- Обслуживание клиентов....154
- Утилизация 155
- Специальные обозначения в этом документе
- Пояснения к символам Ярлыки
- Применение по назначению
- Общие указания по технике безопасности для электроинструментов
- Технические характеристики
- Функции аппарата
- Описание приборов
- Базовая машина
- (A)
- Гидравлический агрегат
- Руководство по эксплуатации
- Ввод в эксплуатацию
- Для P160-250B:
- Для Р355В:
- Для P500-630B:
- Меры для подготовки к сварке
- Для Р200В:
- Процесс сварки
- Вывод из эксплуатации
- Общие требования
- Важные указания по параметрам сварки
- Уход и техническое обслуживание
- Принадлежности
- Обслуживание клиентов
- Утилизация
Марка : ROTHENBERGER
Модель : ROWELD P160B
Категория : Пластиковая сварка