
ROWELD P160B - Kunststoffschweißen ROTHENBERGER - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts ROWELD P160B ROTHENBERGER als PDF.

| Produkttyp | Heizelement-Stumpfschweißgerät |
| Marke | Rothenberger |
| Modell | ROWELD P160B |
| Kategorie | Kunststoffschweißen |
| Schweißbereich Rohre | 40 - 160 mm Durchmesser |
| Abmessungen Basismaschine (L x B x H) | 705 x 370 x 300 mm |
| Gewicht Basismaschine | 30,2 kg (max., mit Reduziereinsätzen) |
| Spannung Fräsgerät | 230 V, 50/60 Hz, 3,5 A |
| Leistung Fräsgerät | 750 W aufgenommen / 470 W Nutzleistung |
| Spannung Heizelement | 230 V, 50/60 Hz, 800 W |
| Durchmesser Heizelement | 200 mm |
| Temperaturbereich Heizelement | 160°C bis 285°C (320°F bis 545°F) |
| Spannung Hydraulikeinheit | 230 V, 50/60 Hz, 2,5 A |
| Leistung Hydraulikeinheit | 580 W aufgenommen / 370 W Nutzleistung |
| Förderleistung Hydraulikpumpe | 2,8 l/min (50 Hz) / 2,45 l/min (60 Hz) |
| Max. Hydraulikdruck | 100 bar |
| Ölbehälterkapazität | 0,7 l |
| Hydrauliköltyp | HLP 46 (Ref. 53649) |
| Schweißbare Materialien | PE, PP, PVDF |
| Schalldruckpegel (Fräsen) | 82 dB(A) L_pA, Unsicherheit 3 dB |
| Wartung | Heizelement mit Ethanol >99,8% reinigen, Ölstand vor jedem Gebrauch prüfen, Öl alle 6 Monate wechseln, Fräsmesser bei Bedarf ersetzen |
| Sicherheit | Sicherheitswarnungen lesen, PSA verwenden, nicht Feuchtigkeit aussetzen, vor Wartung Netzstecker ziehen |
| Kundendienst | ROTHENBERGER Servicezentren, Telefon +49 (0) 61 95/ 800 8200 |
| Ersatzteile | Erhältlich auf www.rothenberger.com oder bei Fachhändlern |
Häufig gestellte Fragen - ROWELD P160B ROTHENBERGER
Benutzerfragen zu ROWELD P160B ROTHENBERGER
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Kunststoffschweißen kostenlos im PDF-Format! Finden Sie Ihr Handbuch ROWELD P160B - ROTHENBERGER und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. ROWELD P160B von der Marke ROTHENBERGER.
BEDIENUNGSANLEITUNG ROWELD P160B ROTHENBERGER
DE Bedienungsanleitung
Hobeleinrichtung / Trimmer unit

P160B
P200B
P250B
P355B
230V: 1200001043
55395 1200000802
1200001045
115V: 1200001091

P500B
P630B
53405 53310
Heizelement / heating element

P160B
P200B
P250B
P355B
230V: 055346H
055396H 055180H
1200000324
115V: 055279H

P500B
P630B
53406 53311
Einstellkasten / carrying frame

P160B
P200B
P250B
P355B
55298 5
55167
1200000327
P500B
P630B
53407 53312
EU-KONFORMITÄTSERKLÄRUNG
Wir erklären in alleiniger Verantwortung, dass dieses Produkt mit den angegebenen Normen und Richtlinien übereinstimmt.
Herstellerunterschrift
ROTHENBERGER Werkzeuge GmbH
Spessartstraße 2-4
1 Hinweise zur Sicherheit......3
1.1 Bestimmungsgemäße Verwendung.... 3
1.2 Allgemeine Sicherheitshinweise für Elektrowerkzeuge 3
2 Technische Daten.... 5
3 Funktion des Gerätes....6
3.1 Beschreibung....6
3.1.1 Grundmaschine (A)....6
3.1.2 Hydraulikaggregat (B)......6
3.2 Bedienungsanleitung 7
3.2.1 Inbetriebnahme 7
3.2.2 Maßnahmen zur Vorbereitung der Schweißung 9
3.2.3 Schweißvorgang 10
3.2.4 Außerbetriebnahme 11
3.3 Allgemeine Anforderungen 11
3.4 Wichtige Hinweise zu den Schweißparametern 11
4 Pflege und Wartung 12
5 Zubehör 12
6 Kundendienst 12
7 Entsorgung 13
Kennzeichnungen in diesem Dokument

Gefahr!
Dieses Zeichen warnt vor Personenschäden.
Achtung!
Dieses Zeichen warnt vor Sach- oder Umweltschäden.
→ Aufforderung zu Handlungen
Symbolerklärung Aufschriften

EU-Konformitätskennzeichnung

EAC- Konformitätskennzeichnung

Warnung vor Einzugsgefahr

Warnung vor heißer Oberfläche

Warnung vor Schnittgefahr

Bedienungsanleitung lesen

WEEE-Entsorgungskennzeichnung
1.1 Bestimmungsgemäße Verwendung
Die ROWELD P160-630B Professional sind nur für das Herstellen von Schweißverbindungen von PE - PP und PVDF Rohren, gemäß den technischen Daten, zu verwenden. Für Schäden durch nicht bestimmungsgemäßen Gebrauch haftet allein der Benutzer.
1.2 Allgemeine Sicherheitshinweise für Elektrowerkzeuge

WARNUNG! Lesen Sie alle Sicherheitshinweise, Anweisungen, Bebilderungen und technischen Daten, mit denen dieses Elektrowerkzeug versehen ist.
Versäumnisse bei der Einhaltung der nachfolgenden Anweisungen können elektrischen Schlag, Brand und/oder schwere Verletzungen verursachen.
Bewahren Sie alle Sicherheitshinweise und Anweisungen für die Zukunft auf.
Der in den Sicherheitshinweisen verwendete Begriff „Elektrowerkzeug“ bezieht sich auf netzbetriebene Elektrowerkzeuge (mit Netzkabel) und auf akkubetriebene Elektrowerkzeuge (ohne Netzkabel).
1) Arbeitsplatzsicherheit
a) Halten Sie Ihren Arbeitsbereich sauber und gut beleuchtet. Unordnung oder unbeleuchtete Arbeitsbereiche können zu Unfällen führen.
b) Arbeiten Sie mit dem Elektrowerkzeug nicht in explosionsgefährdeter Umgebung, in der sich brennbare Flüssigkeiten, Gase oder Stäube befinden. Elektrowerkzeuge erzeugen Funken, die den Staub oder die Dämpfe entzünden können.
c) Halten Sie Kinder und andere Personen während der Benutzung des Elektrowerkzeugs fern. Bei Ablenkung können Sie die Kontrolle über das Elektrowerkzeug verlieren.
2) Elektrische Sicherheit
a) Der Anschlussstecker des Elektrowerkzeugs muss in die Steckdose passen. Der Stecker darf in keiner Weise verändert werden. Verwenden Sie keine Adapterstecker gemeinsam mit schutzgeerdeten Elektrowerkzeugen. Unveränderte Stecker und passende Steckdosen verringern das Risiko eines elektrischen Schlages.
b) Vermeiden Sie Körperkontakt mit geerdeten Oberflächen, wie von Rohren, Heizungen, Herden und Kühlschränken. Es besteht ein erhöhtes Risiko durch elektrischen Schlag, wenn Ihr Körper geerdet ist.
c) Halten Sie Elektrowerkzeuge von Regen oder Nässe fern. Das Eindringen von Wasser in ein Elektrowerkzeug erhöht das Risiko eines elektrischen Schlages.
d) Zweckentfremden Sie die Anschlussleitung nicht, um das Elektrowerkzeug zu tragen, aufzuhängen oder um den Stecker aus der Steckdose zu ziehen. Halten Sie die Anschlussleitung fern von Hitze, Öl, scharfen Kanten oder sich bewegenden Teilen. Beschädigte oder verwickelte Anschlussleitungen erhöhen das Risiko eines elektrischen Schlages.
e) Wenn Sie mit einem Elektrowerkzeug im Freien arbeiten, verwenden Sie nur Verlängerungsleitungen, die auch für den Außenbereich geeignet sind. Die Anwendung eines für den Außenbereich geeigneten Verlängerungsleitung verringert das Risiko eines elektrischen Schlages.
f) Wenn der Betrieb des Elektrowerkzeugs in feuchter Umgebung nicht vermeidbar ist, verwenden Sie einen Fehlerstromschutzschalter. Der Einsatz eines Fehlerstromschutzschalters vermindert das Risiko eines elektrischen Schlages.
3) Sicherheit von Personen
a) Seien Sie aufmerksam, achten Sie darauf, was Sie tun, und gehen Sie mit Vernunft an die Arbeit mit einem Elektrowerkzeug. Benutzen Sie kein Elektrowerkzeug, wenn Sie müde sind oder unter dem Einfluss von Drogen, Alkohol oder Medikamenten stehen. Ein Moment der Unachtsamkeit beim Gebrauch des Elektrowerkzeugs kann zu ernsthaften Verletzungen führen.
b) Tragen Sie persönliche Schutzausrüstung und immer eine Schutzbrille. Das Tragen persönlicher Schutzausrüstung, wie Staubmaske, rutschfeste Sicherheitsschuhe, Schutzhelm oder Gehörschutz, je nach Art und Einsatz des Elektrowerkzeugs, verringert das Risiko von Verletzungen.
c) Vermeiden Sie eine unbeabsichtigte Inbetriebnahme. Vergewissern Sie sich, dass das Elektrowerkzeug ausgeschaltet ist, bevor Sie es an die Stromversorgung und/oder den Akku anschließen, es aufnehmen oder tragen. Wenn Sie beim Tragen des Elektrowerkzeugs den Finger am Schalter haben oder das Elektrowerkzeug eingeschaltet an die Stromversorgung anschließen, kann dies zu Unfällen führen.
d) Entfernen Sie Einstellwerkzeuge oder Schraubenschlüssel, bevor Sie das Elektrowerkzeug einschalten. Ein Werkzeug oder Schlüssel, der sich in einem drehenden Teil des Elektrowerkzeugs befindet, kann zu Verletzungen führen.
e) Vermeiden Sie eine abnormale Körperhaltung. Sorgen Sie für einen sicheren Stand und halten Sie jederzeit das Gleichgewicht. Dadurch können Sie das Elektrowerkzeug in unerwarteten Situationen besser kontrollieren.
f) Tragen Sie geeignete Kleidung. Tragen Sie keine weite Kleidung oder Schmuck. Halten Sie Haare, Kleidung und Handschuhe fern von sich bewegenden Teilen. Lockere Kleidung, Schmuck oder lange Haare können von sich bewegenden Teilen erfasst werden.
g) Wenn Staubabsaug- und -Auffangeinrichtungen montiert werden können, sind diese anzuschließen und richtig zu verwenden. Verwendung einer Staubabsaugung kann Gefährdungen durch Staub verringern.
h) Wiegen Sie sich nicht in falscher Sicherheit und setzen Sie sich nicht über die Sicherheitsregeln für Elektrowerkzeuge hinweg, auch wenn Sie nach vielfachem Gebrauch mit dem Elektrowerkzeug vertraut sind. Achtloses Handeln kann binnen Sekundenbruchteilen zu schweren Verletzungen führen.
4) Verwendung und Behandlung des Elektrowerkzeuges
a) Überlasten Sie das Elektrowerkzeug nicht. Verwenden Sie für Ihre Arbeit das dafür bestimmte Elektrowerkzeug. Mit dem passenden Elektrowerkzeug arbeiten Sie besser und sicherer im angegebenen Leistungsbereich.
b) Benutzen Sie kein Elektrowerkzeug, dessen Schalter defekt ist. Ein Elektrowerkzeug, das sich nicht mehr ein- oder ausschalten lässt, ist gefährlich und muss repariert werden.
c) Ziehen Sie den Stecker aus der Steckdose und/oder entfernen Sie einen abnehmaren Akku, bevor Sie Geräteeinstellungen vornehmen, Einsatzwerkzeugteile wechseln oder das Elektrowerkzeug weglegen. Diese Vorsichtsmaßnahme verhindert den unbeabsichtigten Start des Elektrowerkzeuges.
d) Bewahren Sie unbenutzte Elektrowerkzeuge außerhalb der Reichweite von Kindern auf. Lassen Sie keine Personen das Elektrowerkzeug benutzen, die mit diesem nicht vertraut sind oder diese Anweisungen nicht gelesen haben. Elektrowerkzeuge sind gefährlich, wenn Sie von unerfahrenen Personen benutzt werden.
e) Pflegen Sie Elektrowerkzeuge und Einsatzwerkzeuge mit Sorgfalt. Kontrollieren Sie, ob bewegliche Geräteteile einwandfrei funktionieren und nicht klemmen, ob Teile gebrochen oder so beschädigt sind, dass die Funktion des Elektrowerkzeugs beeinträchtigt ist. Lassen Sie beschädigte Teile vor dem Einsatz des Elektrowerkzeuges reparieren. Viele Unfälle haben ihre Ursache in schlecht gewarteten Elektrowerkzeugen.
f) Halten Sie Schneidwerkzeuge scharf und sauber. Sorgfältig gepflegte Schneidwerkzeuge mit scharfen Schneidkanten verklemmen sich weniger und sind leichter zu führen.
g) Verwenden Sie Elektrowerkzeug, Einsatzwerkzeug, Einsatzwerkzeuge usw. entsprechend diesen Anweisungen. Berücksichtigen Sie dabei die Arbeitsbedingungen und die auszuführende Tätigkeit. Der Gebrauch von Elektrowerkzeugen für andere als die vorgesehenen Anwendungen kann zu gefährlichen Situationen führen.
h) Halten Sie Griffe und Grifflächen trocken, sauber und frei von Öl und Fett. Rutschige Griffe und Grifflächen erlauben keine sichere Bedienung und Kontrolle des Elektrowerkzeugs in unvorhergesehenen Situationen.
5) Service
a) Lassen Sie Ihr Elektrowerkzeug nur von qualifiziertem Fachpersonal und nur mit Original-Ersatzteilen reparieren. Damit wird sichergestellt, dass die Sicherheit des Elektrowerkzeugs erhalten bleibt.
2 Technische Daten
P160B P200B P250B P355B P500B P630B
Grundmaschine:
| Rohr – Schweißbereich ∅ (mm) | 40-160 | 63-200 | 90-250 | 90-355 | 200-500 | 315-630 |
| Rohr – Schweißleistung | SDR Reihen siehe Schweißtabellenheft + max. Druck Hydraulikaggregat beachten | |||||
| Max. Zylinderhub (mm) | 100 | 100 | 150 | 150 | 200 | 200 |
| Gesamt – Zylinderflächen ( cm^2 ) | 3,53 | 3,53 | 6,26 | 6,26 | 14,13 | 14,13 |
| Hauptabmessungen: | ||||||
| Länge (mm) | 705 | 675 | 810 | 795 | 1300 | 1300 |
| Breite (mm) | 370 | 370 | 485 | 600 | 900 | 1060 |
| Höhe (mm) | 300 | 400 | 415 | 535 | 800 | 920 |
| max. Gewicht * (kg) | 30,2 | 27,5 | 56,7 | 77,9 | 235 | 319,9 |
| * inklusive Reduziereinsätze für den kleinsten Rohrdurchmesser | ||||||
Hobeleinrichtung:
| Elektrischer Anschluss | 230 V | 230 V | 230 V | 230 V | 400 V, 3~400 V, 3~ | |
| 115 V | ||||||
| (Hz) | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | |
| (A) | 3,5 | 2,9 | 3,5 | 4,8 | 1,75 | |
| Aufnahme-/Abgabeleistung (W) | 750/470 | 630/425 | 750/470 | 1050/650 | 1210/750 | 1770/1100 |
| Motordrehzahl (min ^-1 ) | 660 | 950 | 660 | 726 | 140 | 140 |
| Leerlaufdrehzahl Hobelscheibe (min ^-1 ) | 126 | 165 | 85 | 66 | 31 | 24 |
| Schalldruckpegel dB(A) L _pA | K _pA | 82 | 3 | 83 | 3 | 82 | 3 | 83 | 3 | 48 | 3 | 52 | 3 |
| Schallleistungspegel dB(A) L _WA | K _WA | 93 | 3 | 94 | 3 | 93 | 3 | 94 | 3 | 59 | 3 | 63 | 3 |
| Gewicht (kg) | 7,6 | 7,0 | 15 | 22,4 | 68 | 123 |
Heizelement:
| Elektrischer Anschluss | 230 V | 230 V | 230 V | 230 V | 400 V | 400 V |
| 115 V | ||||||
| (Hz) 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | |
| (W) 800 | 1000 | 1500 | 2500 | 4000 | 8000 | |
| Heizelement - Durchmesser (mm) | 200 | 230 | 300 | 380 | 540 | 660 |
| Gewicht (kg) | 3,3 | 3,9 | 5,5 | 9,1 | 32 | 49 |
Einstellkasten:
| Gewicht (kg) | 4,7 | 4,3 | 8,2 | 9,6 | 55 | 70 |
| P160B, P200B, P250B, P355B | P500B, P630B | |||||
Hydraulikaggregat:
| Elektrischer Anschluss | 230 V – 50 Hz – 2,5 A | 230 V – 50 Hz – 5,6 A |
| 230 V – 60 Hz – 2,5 A | 230 V – 60 Hz – 5,6 A | |
| Aufnahme-/Abgabeleistung (W) | 580/ 370 | 1290/ 750 |
| 670/ 370 | 1200/ 750 | |
| Pumpenfördermenge (l/min) | 2,8 | 5,65 |
| 2,45 | 5,1 | |
| Öl – Tankinhalt (l) | 0,7 | 0,7 |
| max. Druck (bar) | 100 | 100 |
| Hydraulik – Öl | HLP – 46 (Nr: 53649) | |
| Abmessungen (LxBxH, mm) | 540 x 340 x 340 | 540 x 340 x 340 |
| Schalldruckpegel dB(A) LpA | KpA | 74 | 3 | 77 | 3 |
Schallleistungspegel dB(A) LWA | KWA ....85 | 3 ....88 | 3
Gewicht (kg)....28....29
P160B P200B P250B P355B P500B P630B
Gesamtanlage:
Elektrische
Gesamtaufnahmeleistung (kW) .....2,1 .....2,0 .....2,9 .....4,0 .....6,7 .....11,3
Abmessungen der Transportkiste:
Länge (mm) 1200 1200 1200 1200 2240 2240
Breite (mm) 800 800 800 800 1300 1300
Höhe (mm) 900 900 900 900 1500 1500
Der Geräuschpegel beim Arbeiten kann 85 dB (A) überschreiten. Gehörschutz tragen!
3 Funktion des Gerätes
3.1 Beschreibung
Die ROWELD P160-630B Professional sind kompakte, transportable Heizelement Stumpf-schweißmaschinen, die speziell für den Einsatz im Bereich von Baustellen - und hier speziell in Rohrgräben - konzipiert wurden. Selbstverständlich ist auch ein Einsatz der Maschinen im Werkstattbereich möglich.
Es können Verschweißung von Rohr-an-Rohr-Verbindungen, aber auch T-Stücken, Rohrbögen und Vorschweißbunden hergestellt werden.
Die Maschinen bestehen im Wesentlichen aus:
Grundmaschine, Reduktionsspanneinsätzen, Hydraulikaggregat, Hobeleinrichtung, Heizelement, Einstellkasten.
Beim Verschweißen von Vorschweißbunden ist die als Zubehör erhältliche Vierbacken - Spannscheibe zu verwenden.
ROWELD P160-250B: Beim Verschweißen von Rohrbögen mit engem Radius des max. Durchmessers der Maschine, ist das als Zubehör erhältliche angeschrägte Spannwerkzeug Oberteil zu verwenden.
ROWELD P500-630B: Zum Ein- und Ausheben von Hobel und Heizelement kann die als Zubehör erhältliche elektrische Aushebevorrichtung verwendet werden.
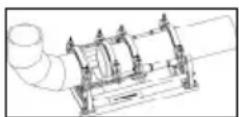
3.1.1 Grundmaschine (A)
| 1 | Bewegliche Spannelemente | 5 | Abnehmbares Spannelement |
| 2 | Verschiebbares Spannelement | 6 | Befestigungsschrauben oben |
| 3 | Distanzstück mit Arretierungskerben | 7 | Distanzstück |
| 4 | Heizelementabzugsvorrichtung | 8 | Befestigungsschrauben unten |
3.1.2 Hydraulikaggregat (B)
| 1 | Öleinfüllstutzen und Peilstab | 5 | Netzkabel |
| 2 | Schnellkupplung Stecker | 6 | Manometer |
| 3 | Druckentlastungsventil | 7 | Steuerhebel Links-zufahren, Rechts-auffahren |
| 4 | Schnellkupplung Muffe | 8 | Druckeinstellventil |
Das Hydraulikaggregat ermöglicht die mit den folgenden Symbolen gekennzeichneten Bedienungen der Schweißmaschine:

Zum Zusammenfahren der Spannelemente den Steuerhebel links drücken. Die Verfahr- und Druckaufbaugeschwindigkeit abhängig vom Drehwinkel

Zum Auseinanderfahren der Spannelemente den Steuerhebel rechts drücken. Die Verfahrgeschwindigkeit ist abhängig vom Drehwinkel

Druckeinstellventil für Hobeldruck, Angleich-, Anwärm- und Fügedruck. Der eingestellte Druck wird auf dem Manometer angezeigt

Druckentlastungsventil, durch Linksdrehung kann der Druck abgesenkt werden. Die Absenkgeschwindigkeit ist abhängig von der Anzahl der Drehungen. Rechtsdrehung – Druck halten
3.2 Bedienungsanleitung
Die Schweißmaschinen sind für den Betrieb bei Umgebungstemperaturen zwischen -10^ C und +40^ C geeignet.
Sie sind für eine stationäre Stromversorgung von 230 V 50/60 Hz und 400 V 50/60 Hz geeignet.
Bei Verwendung eines Stromgenerators muss der Schweißer die erforderliche Leistung mit dem Hersteller des Generators klären.

Die Schweißmaschine darf nur von hierzu berechtigten und angemessen qualifizierten Fachkräften gemäß DVS 2212 Teil 1 bedient werden!
3.2.1 Inbetriebnahme

Bitte lesen Sie die Betriebsanleitung und die Hinweise zur Sicherheit vor der Inbetriebnahme der Stumpfschweißmaschine aufmerksam durch!

Das Heizelement nicht in explosionsgefährdeter Umgebung verwenden und nicht mit leicht brennbaren Stoffen in Berührung bringen!

Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder greifen. Halten sie andere Personen vom Arbeitsbereich fern!

Vor jeder Inbetriebnahme Ölstand des Hydraulikaggregats prüfen, der Ölstand muss zwischen der min. max. Markierung am Oleinfüllstopfen mit Peilstab liegen, gegebenenfalls Hydrauliköl HLP 46 nachfüllen!

Hydraulikaggregat nur waagerechter Position transportieren und abstellen, bei Schrägstellung tritt Öl aus dem Be- und Entlüftungsstopfen mit Peilstab!
→ Die Grundmaschine und das Hydraulikaggregat mit den beiden Hydraulikschläuchen verbinden.

Schnellkupplungen vor Verschmutzung schützen. Undichte Kupplungen sind sofort auszutauschen!
→ Die Netzstecker von Hobeleinrichtung, Hydraulikaggregat und Heizelement an die Stromversorgung, entsprechend auf dem Typenschild angegeben, anschließen.
Bei P160-250B:
Die rote Diode "Stand by" am Heizelement leuchtet, d. h: Spannung liegt an. Heizelement am Handgriff mit dem großen Drucktaster (leuchtet grün) einschalten und die gewünschte Temperatur mit der „+“ oder „-, Taste einstellen (160°C bis 285°C/320°F bis 545°F).
Das Aufheizen wird durch die gelbe Diode am Handgriff angezeigt. Zusätzlich erscheinen auf der Temperaturanzeige waagerechte Balken. Kurz vor Erreichen der eingestellten Solltemperatur (Toleranz +/-3°C/ 5.4°F) erlischt die gelbe Diode und die Grüne leuchtet. Nach weiteren 10 Minuten ist das Heizelement einsatzbereit. Hinweis: Beim ersten Erreichen der Solltemperatur kann der eingestellte Wert kurz überschritten werden.
→ Die Temperatur mit einem externen Temperaturmessgerät kontrollieren. Bei Abweichungen muss das Heizelement neu kalibriert werden: „+“ und „-, Taste gleichzeitig drücken und anschließend die Differenz mit der „+“ oder „-, Taste einstellen.
Erscheint „Er1“ ist die Elektronik defekt. Bei „Er2“ ist der Widerstandsthermometer defekt oder nicht angeschlossen. Gerät an eine autorisierte ROTHENBERGER- Fachwerkstatt senden.

Verbrennungsgefahr! Das Heizelement kann eine Temperatur bis zu 290°C/554°F erreichen und ist unmittelbar nach Gebrauch in den dafür vorgesehenen Einstellkasten zurückzustellen!
Bei P355B:
Hauptschalter der Steuerbox einschalten, der Schalter leuchtet grün auf und die Ist-Temperatur der Heizplatte wird im Display angezeigt. Mit den Tasten – und + die gewünschte Temperatur zwischen 160°C bis 270°C/320°F bis 518°F einstellen.
Bei Erreichen der eingestellten Temperatur springt die Anzeige von „set“ auf „actual“ und die Anzeige „heat“ blinkt. Das Heizelement ist nach weiteren 10 Minuten einsatzbereit.
→ Die Temperatur mit einem Temperaturmessgerät kontrollieren.
Der Temperaturregler ist werkseitig optimal eingestellt, sollte die tatsächliche Oberflächentemperatur am Heizelement nicht dem angezeigten Wert entsprechen, so kann ein Offset durchgeführt werden. Dazu den Wippenschalter auf 0, die Tasten – und + drücken und den Wippenschalter ein schalten im Display erscheint „OFF“, „SET“ und dann der eingestellte Offset-Wert. Mit der – und + Taste den Offset entsprechend einstellen und durch Drücken der – und + Taste speichern, danach wird wieder der Ist-Wert angezeigt.
Bei P500-630B:
→ Hauptschalter am Heizelement einschalten (der Schalter leuchtet grün auf). Die gewünschte Temperatur einstellen (siehe Temperaturregler).
Die Anzeige im Display zeigt in der Regel den tatsächlichen Ist-Wert der Temperatur an. Laut DVS ist das Heizelement 10 Minuten nach erstmaligem Erreichen der Soll-Temperatur einsatzbereit.
→ Die Temperatur mit einem Temperaturmessgerät kontrollieren.

Verbrennungsgefahr! Das Heizelement kann eine Temperatur bis zu 300°C/572°F erreichen und ist unmittelbar nach Gebrauch in den dafür vorgesehenen Einstellkasten zurückzustellen!
Die Schweißmaschine ist mit einem digitalen Temperaturregler Typ 400 ausgestattet.
Der digitale Temperaturregler ist werkseitig optimal konfiguriert und eingestellt. Zur Temperature-instellung muss lediglich die →F← Taste gedrückt werden bis die Anzeige „SP“ zeigt. Jetzt kann die Solltemperatur im Bereich von 0-300°C/ 32-572°F mit den Pfeiltasten verändert werden.
Werden keine weiteren Tasten gedrückt, zeigt die Anzeige wieder die Ist-Temperatur, der Regler stellt automatisch die neugewählte Temperatur ein. Solange die Ist-Temperatur geringer ist, als die eingestellte Solltemperatur blinkt der rote Pfeil (low). Ist die Ist-Temperatur größer blinkt der rote Pfeil (high). Entspricht der eingestellte Sollwert dem Istwert, leuchtet der grüne Balken. Sollte die tatsächliche Oberflächentemperatur am Heizelement nicht dem angezeigten Istwert entsprechen, so kann ein „Offset“ eingegeben werden. Dazu →F← Taste gedrückt halten, bis „InP“ im Display erscheint (ca.7sek); →F← Taste loslassen. Danach →F← Taste so oft tippen, bis „oFS“ erscheint. Diesen Wert dann entsprechend anpassen. Zum Abschließen der Änderung →F← Taste so lange drücken, bis der Istwert wieder angezeigt wird.

Achtung! Alle anderen Parameter sollten nicht verändert werden!
Werkseinstellung:
| Menü „CFG“ | Menü „InP“ | Menü „Out“ | Menü „PAS“ | ||||
| „S.tu“ | 0 | „Ctr“ | 8 | „AL.n“ | 0 | „Prot“ | 32 |
| „h.Pb“ | 1.0 | „tYP“ | 16 | „r.o.1“ | 0 | ||
| „h.lt“ | 0.68 | „FLt“ | 0.1 | „r.o.2“ | 0 | ||
| „h.dt“ | 0.17 | „FLd“ | 0.5 | „Ct.1“ | 20 | ||
| „h.P.H“ | 100 | „dP.S.“ | 0 | „Ct.2“ | 20 | ||
| „rst“ | 0 | „Lo.S“ | 0 | „rEL.“ | 0 | ||
| „P.rE“ | 0 | „HI.S“ | 300 | ||||
| „SoF“ | 0 | „oFS“ | xx | ||||
| „Lb.t“ | 0 | „HI.A“ | 0 | ||||
| „Lb.P“ | 25 | „Lo.L“ | 0 | ||||
| „FA.P“ | 0 | „HI.L“ | 280 | ||||
Durch die Autotuning-Funktion können die Angaben unter CFG geringfügig abweichen. Sollten größere Regelschwingungen auftreten, so kann die Autotuning-Funktion bei kaltem Heizelement aktiviert werden (Im Menü CFG den Punkt „S.tu“ auf 2 einstellen; Rückstellung auf 0 erfolgt automatisch).
Zum Heben von Hobeleinrichtung und Heizelement die Aushebevorrichtung Art.-Nr. 53410 bzw. 53323 oder geeignetes Werkzeug benutzen.
3.2.2 Maßnahmen zur Vorbereitung der Schweißung
→ Bei Rohren die kleiner sind als der max. zu verschweißende Durchmesser der Maschine sind die Reduktionseinsätze des zu verarbeitenden Rohrdurchmessers mit den im Zubehör befindlichen Innensechskantschrauben zu montieren.
ROWELD P200B: ∅63-140mm: bestehend aus je 6 Halbschalen mit breiter und 2 Halbschalen mit schmaler Spannfläche. ∅160-180mm: bestehend aus je 8 Halbschalen mit breiter Spannfläche.
ROWELD P160-355B: bestehend aus je 6 Halbschalen mit breiter und 2 Halbschalen mit schmaler Spannfläche.
ROWELD P500-630B: bestehend aus, bis Durchmesser 450mm je 6 Halbschalen mit breiter und 2 Halbschalen mit schmaler Spannfläche, ab 500mm 8 Halbschalen mit breiter Spannfläche.
Hierbei ist zu beachten, dass die Halbschalen mit der schmalen Spannfläche in die beiden äußeren unteren Grundspannelemente einzusetzen sind. Nur bei Rohr/ Rohrbogen- Verbindung werden diese in das linke Grundspannelement unten und oben eingesetzt.
→ Die zu verschweißenden Kunststoffrohre oder Formstücke in die Spannvorrichtung einlegen (bei längeren Rohren über 2,5m müssen Rollenböcke verwendet werden) und die Messingmuttern an den oberen Spannwerkzeugen festziehen. Unrundheiten der Rohre können durch Festziehen oder Lösen der Messingmuttern ausgeglichen werden.
Bei P200B:
→ Bei Rohr/ Rohr - Verbindungen wird die Maschine mit 4 Grundspannbacken betrieben (Schweißposition A).
→ Bei engen Rohr/ Fitting – Verbindungen (Schweißposition B), kann die 4. Grundspannbacke entfernt werden. Hierzu werden zuerst die Schrauben (6) entfernt und die Schrauben (8) etwas gelöst. Jetzt kann die 4. Backe samt Unterbau abgezogen werden. Zuletzt werden die Distanzstücke (7) abgeschraubt und durch die Schrauben (6) ersetzt.
→ Bei Rohr/ Rohr – Verbindungen müssen die Distanzstücke in die beiden linken Spannelemente eingerastet sein (Lieferzustand).

Achtung: Die Distanzstücke dürfen auf keinen Fall diagonal versetzt montiert werden!
Die Rohre werden jeweils von zwei Spannelementen gehalten.
→ P160B: Bei Rohr/ Fitting – Verbindungen müssen die Distanzstücke in die beiden mittleren Spannelemente eingerastet werden.
→ P250-355B: Bei Rohr/ Fitting – Verbindungen müssen die Distanztücke in die beiden mittleren Spannelemente eingerastet und die Heizelementsabzugsvorrichtung in die linken Spannelemente eingehängt werden. Beim Verarbeiten von einigen Fittings in bestimmten Lagen z.B. Bogen waagerecht, Vorschweißbunden ist es erforderlich die Heizelementsabzugsvorrichtung zu entfernen.
→ P500-630B: Bei Rohr/ Fitting – Verbindungen müssen die Distanzstücke umgeschwenkt und in das mittlere Spannelement eingerastet werden.

Achtung: Die Distanzstücke dürfen auf keinen Fall diagonal versetzt montiert werden!
Das Rohr wird in drei Spannelemente eingelegt und das Fitting von einem Spannelement gehalten. Hierbei kann das verschiebbare Spannelement so auf der Stange verschoben werden, wie es die Platzverhältnisse beim Spannen und Schweißen erfordern.
→ Durch das Zusammenfahren der Werkstücke prüfen, ob diese im Spannwerkzeug festsitzen.
Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder greifen. Halten sie andere Personen vom Arbeitsbereich fern!

→ Ebenfalls ist zu prüfen, ob das Heizelement seine Betriebstemperatur erreicht hat.

Bitte beachten! Um eine gleichmäßige Wärmeverteilung über das gesamte Heizelement zu gewährleisten, darf das Heizelement frühestens 10 Minuten nach Erreichen der Soll-temperatur eingesetzt werden. Die Temperatur mittels eines Messgerätes überprüfen und gegebenenfalls nachregeln!
→ Die elektrische Hobeleinrichtung zwischen die zu verschweißenden Werkstücke einsetzen.

P500-630B: Drehrichtungen prüfen! Werkseitig sind die Maschinen rechtsdrehend angeklemmt!
→ Hobeleinrichtung einschalten. Die Hobelscheiben müssen in Schneidrichtung laufen, ansonsten den Phasenwender am Netzstecker mit geeignetem Werkzeug umschalten.

Verletzungsgefahr! Während des Betriebes der Hobeleinrichtung sicheren Abstand zur Maschine halten und nicht in die rotierenden Messer greifen. Hobel nur im eingesetzten Zustand (Arbeitsposition) betätigen und anschließend in den dafür vorgesehenen Einstellkasten zurücksetzen. Die Funktionsfähigkeit des Sicherheitsschalters in der Hobeleinrichtung muss jederzeit gewährleistet sein, um ein unbeabsichtigtes Anlaufen außerhalb der Maschine zu vermeiden!
→ Das Druckeinstellventil entgegen dem Uhrzeigersinn ganz heraus drehen.
→ Den Steuerhebel nach links drücken und den Hobeldruck langsam bis auf den optimalen Wert erhöhen.

Zu hoher Hobeldruck kann zur Überhitzung und Beschädigung des Hobelantriebes führen. Bei Überlastung bzw. Stillstand des Hobelantriebes die Maschine auffahren und den Druck reduzieren!
→ Nachdem der Hobelspan mit einer Spandicke <= 0,2mm ununterbrochen aus dem Hobel austritt, den Steuerhebel nach rechts drücken und die Maschine auseinanderfahren.
→ Hobeleinrichtung ausschalten, warten bis die Hobelscheiben still stehen. Hobeleinrichtung aus der Grundmaschine entnehmen und in den Einstellkasten absetzen.
→ Werkstücke zusammen fahren, Druck durch Öffnen des Druckentlastungsventils ablassen.
→ Prüfen, ob die Schweißflächen plan, parallel und axial fluchtend sind.
Ist dieses nicht der Fall, muss der Hobelvorgang wiederholt werden. Der axiale Versatz zwischen den Werkstückenden darf (gem. DVS) nicht größer als 10% der Wanddicke und der max. Spalt zwischen den Planflächen nicht größer als 0,5mm sein. Mit einem sauberen Werkzeug (z.B. Pinsel) die eventuell vorhandenen Späne im Rohr entfernen.

Bitte beachten! Die gehobelten, zum Schweißen vorbereiteten Oberflächen dürfen nicht mit den Händen berührt werden und müssen frei von jeglicher Verschmutzung sein!
3.2.3 Schweißvorgang

Quetschgefahr! Beim Zusammenfahren der Spannwerkzeuge und Rohre grundsätzlich sicheren Abstand zur Maschine halten. Niemals in die Maschine stellen!
→ Während eines erneuten Zusammenfahrens der Werkstückenden ist auf dem Manometer der Hydraulikeinheit der Werkstückbewegungsdruck (Schleppdruck) abzulesen.
Als Werkstückbewegungsdruck (Schleppdruck) bezeichnet man den minimalsten Druck, der notwendig ist, um das Werkstück - abhängig von Länge und Gewicht - axial zu bewegen. Dieser Wert ist sehr genau zu ermitteln, hierbei ist es erforderlich die Maschine mehrmals Auf- und Zufahren zu lassen und das Druckeinstellventil so lange einzustellen, bis die Maschine kurz vor dem Stehenbleiben ist. Dieser ermittelte Schleppdruck ist dem Angleich-, Durchwärm- und Fügedruck hinzu zurechnen.
Das Heizelement zwischen die beiden Werkstücke in die Grundmaschine einsetzen und darauf achten, dass die Auflagen der Heizplatte in den Kerben der Abzugsvorrichtung sitzen.
→ Maschine zusammenfahren, erforderlichen Angleichdruck plus Schleppdruck einstellen und halten.
→ Sobald die erforderliche Wulsthöhe gleichmäßig am gesamten Umfang beider Rohre erreicht ist, den Druck durch langsames Öffnen des Entlastungsventils ablassen.
→ Den Druck so einstellen, dass noch ein gleichmäßiges, nahezu druckloses Anliegen der Werkstückenden am Heizelement gewährleistet wird (Anwärmen).
→ Nun das Entlastungsventil wieder schließen. Hierbei ist darauf zu achten, dass die Werkstückenden nicht den Kontakt zum Heizelement verlieren.
→ Nach Ablauf der Anwärmzeit werden die Werkstücke wieder auseinandergefahren, das Heizelement entnommen und die Werkstückenden zusammengefahren. Der Druck ist nun möglichst linear auf den entsprechenden Fügedruck zu erhöhen und über die gesamte Abkühlzeit zu halten.
→ Regelmäßig den Druck kontrollieren und gegebenenfalls nachpumpen. Bei übermäßigem Druckverlust Hydrauliksystem überprüfen lassen.
Achtung: Während der ersten 20 bis 100 Sekunden den Steuerhebel gedrückt halten und danach loslassen (in Mittelstellung)!
→ Heizelement in den Einstellkasten zurücksetzen.
→ Nachdem die Abkühlzeit abgelaufen ist, Druck durch Öffnen des Entlastungsventils vollständig zurücknehmen und die verschweißten Werkstücke ausspannen und entnehmen.
→ Grundmaschine auseinanderfahren, Protokoll erstellen. Die Maschine ist bereit für den nächsten Schweißzyklus.

Die gesamten Schweißparameter können den beiliegenden Schweißtabellen entnommen werden.
3.2.4 Außerbetriebnahme
→ Heizelement ausschalten.

Heizelement abkühlen lassen bzw. so verstauen, das keine angrenzenden Stoffe entzündet werden können!
→ Netzstecker von Hobeleinrichtung, Heizelement und Hydraulikaggregat aus der Steckdose ziehen und Kabel aufwickeln.

Hydraulikaggregat nur waagerechter Position transportieren und abstellen, bei Schrägstellung tritt Öl aus dem Be- und Entlüftungsstopfen mit Peilstab!
→ Hydraulikschläuche abkuppeln und aufwickeln.

Achtung! Kupplungen vor Schmutz schützen!
3.3 Allgemeine Anforderungen
Da Witterung - und Umgebungseinflüsse die Schweißung entscheidend beeinflussen, sind unbedingt die entsprechenden Vorgaben in den DVS - Richtlinien 2207 Teil 1, 11 und 15 einzuhalten. Außerhalb Deutschlands gelten die entsprechenden nationalen Richtlinien.
Die Schweißarbeiten sind ständig und sorgfältig zu überwachen!
3.4 Wichtige Hinweise zu den Schweißparametern
Alle erforderlichen Schweißparameter wie Temperatur, Druck und Zeit sind den DVS - Richtlinien 2207 Teil 1, 11 und 15 zu entnehmen. Außerhalb Deutschlands gelten die entsprechenden nationalen Richtlinien.
Bezug: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel: +49 (0) 211/ 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Im Einzelfall sind unbedingt die materialspezifischen Bearbeitungsparameter der Rohrhersteller einzuholen.
Die in beigefügten Schweißtabellen genannten Schweißparameter sind Anhaltswerte, für die die Firma ROTHENBERGER keine Gewähr übernimmt!
Die in den Schweißtabellen angegebenen Werte für den Angleich - und Fügedruck wurden nach folgender Formel berechnet:
Schweißdruck P [bar] = Schweißfläche A [mm^2] x Schweißfaktor SF [N/mm^2]
Zylinderfläche Az [cm^2] × 10
Schweißfaktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
4 Pflege und Wartung
Zur Erhaltung der Funktionsfähigkeit der Maschine sind folgende Punkte zu beachten:
- Die Führungsstangen müssen frei von Schmutz gehalten werden. Bei Beschädigungen an der Oberfläche sind die Führungsstangen auszutauschen, da dies evtl. zu Druckverlust führen kann.
- Hobeleinrichtung, Heizelement und Hydraulikaggregat dürfen nur mit der auf dem Typenschild angegebenen Spannung betrieben werden.
- Um einwandfreie Schweißergebnisse zu erhalten, ist es notwendig, das Heizelement sauber zu halten. Bei Beschädigungen der Oberfläche muss das Heizelement neu beschichtet bzw. ausgetauscht werden. Materialrückstände auf dem Heizspiegel vermindern die Antihafteigenschaften und sollten mit einem nicht fasernden Papier und Reinigungsmittel mit einem Ethanolgehalt >99,8% (gemäß DVS 2207) (nur bei kaltem Heizelement!) entfernt werden.
- Der Ölstand des Hydraulikaggregates ist vor jeder Inbetriebnahme zu prüfen (der Ölstand sollte zwischen den min- und max- Markierungen liegen). Gegebenenfalls ist Hydraulik - Öl (HLP – 46, Art. Nr: 53649) nachzufüllen.
- Das Hydraulik - Öl (HLP – 46, Art. Nr: 53649) ist alle 6 Monate zu wechseln.
- Um Funktionsstörungen zu vermeiden, ist das Hydraulikaggregat regelmäßig auf Dichtheit, festen Sitz der Verschraubungen sowie einwandfreien Zustand des Elektrokabels zu überprüfen.
- Die Hydraulikschnellkupplung am Hydraulikaggregat und am Schlauchpaket sind vor Verschmutzung zu schützen. Bei Verschmutzung sind diese vor dem Anschließen zu reinigen.
- Die Hobeleinrichtung ist mit zwei doppelseitig angeschliffenen Messern ausgerüstet. Bei nachlassender Schnittleistung können die Messer gewendet bzw. durch neue ersetzt werden.
- Es ist stets darauf zu achten, dass die zu bearbeitenden Rohr – bzw. Werkstückenden, insbesondere die Stirnflächen, frei von Verschmutzung sind, da sonst die Lebensdauer der Messer vermindert wird.

Eine jährliche Überprüfung der Schweißmaschine, ist gemäß DVS 2208, durch den Hersteller oder einer von Ihm autorisierten Service - Station durchführen zu lassen. Bei Maschinen mit überdurchschnittlicher Belastung sollte der Prüfzyklus verkürzt werden!
5 Zubehör
Geeignetes Zubehör finden Sie im Hauptkatalog oder unter www.rothenberger.com
6 Kundendienst
Die ROTHENBERGER Kundendienst-Standorte stehen zur Verfügung, um Ihnen zu helfen (siehe Liste im Katalog oder online), und Ersatzteile und Kundendienst werden durch dieselben Standorte angeboten. Bestellen Sie Ihre Zubehör- und Ersatzteile bei Ihrem Fachhändler oder online über RO SERVICE+: 📞 + 49 (0) 61 95/ 800 8200 📞 + 49 (0) 61 95/ 800 7491
Teile des Gerätes sind Wertstoffe und können der Wiederverwertung zugeführt werden. Hierfür stehen zugelassene und zertifizierte Verwerterbetriebe zur Verfügung. Zur umweltverträglichen Entsorgung der nicht verwertbaren Teile (z.B. Elektronikschrott) befragen Sie bitte Ihre zuständige Abfallbehörde.

Werfen Sie Elektrowerkzeuge und Akkus/Batterien nicht in den Hausmüll!
Nur für EU-Länder: Gemäß der Europäischen Richtlinie 2012/19/EU über Elektro- und Elektronik-Altgeräte und ihrer Umsetzung in nationales Recht müssen nicht mehr gebrauchsfähige Elektrowerkzeuge und gemäß der europäischen Richtlinie 2006/66/EG müssen defekte oder verbrauchte Akkus/Batterien getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden.
Contents Page
1 Safety Notes.... 15
| Menü „CFG“ | Menü „InP“ | Menü „Out“ | Menü „PAS“ | ||||
| „S.tu“ | 0 | „Ctr“ | 8 | „AL.n“ | 0 | „Prot“ | 32 |
| „h.Pb“ | 1.0 | „tYP“ | 16 | „r.o.1“ | 0 | ||
| „h.lt“ | 0.68 | „FLt“ | 0.1 | „r.o.2“ | 0 | ||
| „h.dt“ | 0.17 | „FLd“ | 0.5 | „Ct.1“ | 20 | ||
| „h.P.H“ | 100 | „dP.S.“ | 0 | „Ct.2“ | 20 | ||
| „rst“ | 0 | „Lo.S“ | 0 | „rEL.“ | 0 | ||
| „P.rE“ | 0 | „HI.S“ | 300 | ||||
| „SoF“ | 0 | „oFS“ | xx | ||||
| „Lb.t“ | 0 | „HI.A“ | 0 | ||||
| „Lb.P“ | 25 | „Lo.L“ | 0 | ||||
| „FA.P“ | 0 | „HI.L“ | 280 | ||||
| Menü „CFG“ | Menü „InP“ | Menü „Out“ | Menü „PAS“ | ||||
| „S.tu“ | 0 | „Ctr“ | 8 | „AL.n“ | 0 | „Prot“ | 32 |
| „h.Pb“ | 1.0 | „tYP“ | 16 | „r.o.1“ | 0 | ||
| „h.lt“ | 0.68 | „FLt“ | 0.1 | „r.o.2“ | 0 | ||
| „h.dt“ | 0.17 | „FLd“ | 0.5 | „Ct.1“ | 20 | ||
| „h.P.H“ | 100 | „dP.S.“ | 0 | „Ct.2“ | 20 | ||
| „rst“ | 0 | „Lo.S“ | 0 | „rEL.“ | 0 | ||
| „P.rE“ | 0 | „HI.S“ | 300 | ||||
| „SoF“ | 0 | „oFS“ | xx | ||||
| „Lb.t“ | 0 | „HI.A“ | 0 | ||||
| „Lb.P“ | 25 | „Lo.L“ | 0 | ||||
| „FA.P“ | 0 | „HI.L“ | 280 | ||||
| Menü „CFG“ | Menü „InP“ | Menü „Out“ | Menü „PAS“ | ||||
| „S.tu“ | 0 | „Ctr“ | 8 | „AL.n“ | 0 | „Prot“ | 32 |
| „h.Pb“ | 1.0 | „tYP“ | 16 | „r.o.1“ | 0 | ||
| „h.lt“ | 0.68 | „FLt“ | 0.1 | „r.o.2“ | 0 | ||
| „h.dt“ | 0.17 | „FLd“ | 0.5 | „Ct.1“ | 20 | ||
| „h.P.H“ | 100 | „dP.S.“ | 0 | „Ct.2“ | 20 | ||
| „rst“ | 0 | „Lo.S“ | 0 | „rEL.“ | 0 | ||
| „P.rE“ | 0 | „HI.S“ | 300 | ||||
| „SoF“ | 0 | „oFS“ | xx | ||||
| „Lb.t“ | 0 | „HI.A“ | 0 | ||||
| „Lb.P“ | 25 | „Lo.L“ | 0 | ||||
| „FA.P“ | 0 | „HI.L“ | 280 | ||||
2 Technische gegevens 64
2 Technische gegevens
Hydraulische olie ....HLP – 46 (Art. Nr: 53649)
Afmetingen (LxBxH, mm)....540 x 340 x 340....540 x 340 x 340
Geluidsdrukniveau dB(A) L pA | K pA .....74 | 3 ..... 77 | 3
Geluidsvermogenniveau
dB(A) L_WA | K_WA .....85 | 3 ..... 88 | 3
Gewicht (kg)....28....29
P160B P200B P250B P355B P500B P630B
| Menü „CFG“ | Menü „InP“ | Menü „Out“ | Menü „PAS“ | ||||
| „S.tu“ | 0 | „Ctr“ | 8 | „AL.n“ | 0 | „Prot“ | 32 |
| „h.Pb“ | 1.0 | „tYP“ | 16 | „r.o.1“ | 0 | ||
| „h.lt“ | 0.68 | „FLt“ | 0.1 | „r.o.2“ | 0 | ||
| „h.dt“ | 0.17 | „FLd“ | 0.5 | „Ct.1“ | 20 | ||
| „h.P.H“ | 100 | „dP.S.“ | 0 | „Ct.2“ | 20 | ||
| „rst“ | 0 | „Lo.S“ | 0 | „rEL.“ | 0 | ||
| „P.rE“ | 0 | „HI.S“ | 300 | ||||
| „SoF“ | 0 | „oFS“ | xx | ||||
| „Lb.t“ | 0 | „HI.A“ | 0 | ||||
| „Lb.P“ | 25 | „Lo.L“ | 0 | ||||
| „FA.P“ | 0 | „HI.L“ | 280 | ||||
3.3 Algemene vereisten
3 Apparatets funktion
| Menü „CFG“ | Menü „InP“ | Menü „Out“ | Menü „PAS“ | ||||
| „S.tu“ | 0 | „Ctr“ | 8 | „AL.n“ | 0 | „Prot“ | 32 |
| „h.Pb“ | 1.0 | „tYP“ | 16 | „r.o.1“ | 0 | ||
| „h.lt“ | 0.68 | „FLt“ | 0.1 | „r.o.2“ | 0 | ||
| „h.dt“ | 0.17 | „FLd“ | 0.5 | „Ct.1“ | 20 | ||
| „h.P.H“ | 100 | „dP.S.“ | 0 | „Ct.2“ | 20 | ||
| „rst“ | 0 | „Lo.S“ | 0 | „rEL.“ | 0 | ||
| „P.rE“ | 0 | „HI.S“ | 300 | ||||
| „SoF“ | 0 | „oFS“ | xx | ||||
| „Lb.t“ | 0 | „HI.A“ | 0 | ||||
| „Lb.P“ | 25 | „Lo.L“ | 0 | ||||
| „FA.P“ | 0 | „HI.L“ | 280 | ||||
Odkaz: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
ROTHENBERGER Werkzeuge GmbH
Industriestraße 7

- Hobeleinrichtung / Trimmer unit
- Heizelement / heating element
- Einstellkasten / carrying frame
- EU-KONFORMITÄTSERKLÄRUNG
- Hinweise zur Sicherheit......3
- Technische Daten.... 5
- Funktion des Gerätes....6
- Pflege und Wartung 12
- Zubehör 12
- Kundendienst 12
- Entsorgung 13
- Kennzeichnungen in diesem Dokument
- Symbolerklärung Aufschriften
- Bestimmungsgemäße Verwendung
- Allgemeine Sicherheitshinweise für Elektrowerkzeuge
- Technische Daten
- Gesamtanlage:
- Abmessungen der Transportkiste:
- Funktion des Gerätes
- Beschreibung
- Grundmaschine (A)
- Hydraulikaggregat (B)
- Bedienungsanleitung
- Inbetriebnahme
- Bei P160-250B:
- Bei P355B:
- Bei P500-630B:
- Maßnahmen zur Vorbereitung der Schweißung
- Bei P200B:
- Schweißvorgang
- Außerbetriebnahme
- Allgemeine Anforderungen
- Wichtige Hinweise zu den Schweißparametern
- Pflege und Wartung
- Zubehör
- Kundendienst
- Contents Page
- Safety Notes.... 15
- Technische gegevens 64
- Algemene vereisten
- Apparatets funktion
Marke : ROTHENBERGER
Modell : ROWELD P160B
Kategorie : Kunststoffschweißen