
ROWELD P160B - Saldatura plastica ROTHENBERGER - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo ROWELD P160B ROTHENBERGER in formato PDF.

| Tipo di prodotto | Saldatrice di testa a elemento termico |
| Marca | Rothenberger |
| Modello | ROWELD P160B |
| Categoria | Saldatura plastica |
| Gamma di saldatura dei tubi | 40 - 160 mm di diametro |
| Dimensioni macchina base (L x l x h) | 705 x 370 x 300 mm |
| Peso macchina base | 30,2 kg (max, con inserti di riduzione) |
| Alimentazione attrezzatura di fresatura | 230 V, 50/60 Hz, 3,5 A |
| Potenza attrezzatura di fresatura | 750 W assorbiti / 470 W utili |
| Alimentazione elemento termico | 230 V, 50/60 Hz, 800 W |
| Diametro elemento termico | 200 mm |
| Intervallo di temperatura elemento termico | 160°C a 285°C (320°F a 545°F) |
| Alimentazione unità idraulica | 230 V, 50/60 Hz, 2,5 A |
| Potenza unità idraulica | 580 W assorbiti / 370 W utili |
| Portata della pompa idraulica | 2,8 l/min (50 Hz) / 2,45 l/min (60 Hz) |
| Pressione idraulica max | 100 bar |
| Capacità serbatoio olio | 0,7 l |
| Tipo di olio idraulico | HLP 46 (rif. 53649) |
| Materiali saldabili | PE, PP, PVDF |
| Livello di pressione acustica (fresatura) | 82 dB(A) L_pA, incertezza 3 dB |
| Manutenzione | Pulire l'elemento termico con etanolo >99,8%, controllare il livello dell'olio prima di ogni uso, cambiare l'olio ogni 6 mesi, sostituire le lame della fresa se necessario |
| Sicurezza | Leggere le avvertenze di sicurezza, utilizzare DPI, non esporre all'umidità, scollegare prima della manutenzione |
| Assistenza post-vendita | Centri ROTHENBERGER, telefono +49 (0) 61 95/ 800 8200 |
| Ricambi | Disponibili su www.rothenberger.com o presso rivenditori specializzati |
Domande frequenti - ROWELD P160B ROTHENBERGER
Domande degli utenti su ROWELD P160B ROTHENBERGER
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatura plastica in formato PDF gratuitamente! Trova il tuo manuale ROWELD P160B - ROTHENBERGER e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. ROWELD P160B del marchio ROTHENBERGER.
MANUALE UTENTE ROWELD P160B ROTHENBERGER
DICCHARAZIONE DI CONFORMITÀ EU
Dichiariamo su nostra unica responsabilità, che questo prodotto è conforme alle norme ed alle direttive indicate.
EU-KONFORMITEITSVERKLARING
1 Misure di sicurezza 50
1.1 Uso conforme 50
1.2 Avvertenze generali 50
2 Dati tecnici 52
3 Funzionamento dell'apparecchio 53
3.1 Descrizione dell'apparecchio 53
3.1.1 Macchina base (A) 53
3.1.2 Centralina idraulica (B) 53
3.2 Istruzioni per l'uso 54
3.2.1 Messa in funzione....54
3.2.2 Misure da adottare per preparare la saldatura 56
3.2.3 Procedimento di saldatura 58
3.2.4 Messa fuori servizio 59
3.3 Rivendicazioni generali....59
3.4 Informazioni importanti riguardanti i parametri di saldatura....59
4 Cura e manutenzione....59
5 Accessori 60
6 Servizio clienti 60
7 Smaltimento....60
Significato dei simboli presenti nelle istruzioni d'uso

Pericolo!
Questo simbolo mette in guardia dai danni fisici alle persone.
Attenzione!
Questo simbolo mette in guardia dai danni materiali alle cose o all'ambiente.
Seguire le istruzioni
Spiegazione dei simboli Etichette

Etichettatura di conformità UE
Etichettatura di conformità EAC
Avvertenza di pericolo di trascinamento
Avviso di superficie calda
Avviso di pericolo di taglio
Leggere le istruzioni per l'uso
Etichettatura per lo smaltimento dei RAEE
1.1 Uso conforme
Le saldatrici ROWELD P160-630B Professional sdevono essere utilizzate solo per la creazione di giunti saldati di tubi in PE - PP - PVDF conformemente ai dati tecnici. Eventuali danni derivanti da un uso improprio dell'utensile elettrico sono di esclusiva responsabilità dell'operatore.
1.2 Avvertenze generali

AVVERTENZA! Leggere tutte le avvertenze di pericolo, le istruzioni operative, le figure e le specifiche qui accluse.
Il mancato rispetto di tutte le istruzioni sottoelencate potrà comportare il pericolo di scosse elettriche, incendi e/o gravi lesioni.
Conservare tutte le avvertenze di pericolo e le istruzioni operative per ogni esigenza futura.
Il termine «elettroutensile» utilizzato nelle avvertenze di pericolo si riferisce ad utensili elettrici alimentati dalla rete (con linea di allacciamento) ed ad utensili elettrici alimentati a batteria (senza linea di allacciamento).
1) Sicurezza della postazione di lavoro
a) Tenere la postazione di lavoro sempre pulita e ben illuminata. Il disordine oppure zone della postazione di lavoro non illuminate possono essere causa di incidenti.
b) Non impiegare l'utensile in ambienti soggetti al rischio di esplosioni nei quali si trovino liquidi, gas o polveri infiammabili. Gli utensili elettrici producono scintille che possono far infiammare la polvere o i gas.
c) Tenere lontani i bambini ed altre persone durante l'impiego dell'elettroutensile. Eventuali distrazioni potranno comportare la perdita del controllo sull'elettroutensile.
2) Sicurezza
a) La spina di allacciamento alla rete dell'elettroutensile deve essere adatta alla presa. Evitare assolutamente di apportare modifiche alla spina. Non impiegare spine adattatrici assieme ad elettroutensili dotati di collegamento a terra. Le spine non modificate e le prese adatte allo scopo riducono il rischio di scosse elettriche.
b) Evitare il contatto fisico con superfici collegate a terra, come tubi, riscaldamenti, cucine elettriche e frigoriferi. Sussiste un maggior rischio di scosse elettriche nel momento in cui il corpo è messo a massa.
c) Custodire l'elettroutensile al riparo dalla pioggia o dall'umidità. L'eventuale infiltrazione di acqua in un utensile elettrico va ad aumentare il rischio d'insorgenza di scosse elettriche.
d) Non usare il cavo per scopi diversi da quelli previsti ed, in particolare, non usarlo per trasportare o per appendere l'elettroutensile oppure per estrarre la spina dalla presa di corrente. Non avvicinare il cavo a fonti di calore, olio, spigoli taglienti e neppure a parti della macchina che siano in movimento. I cavi danneggiati o aggrovigliati aumentano il rischio d'insorgenza di scosse elettriche.
e) Qualora si voglia usare l'utensile all'aperto, impiegare solo ed esclusivamente cavi di prolunga omologati per l'impiego all'esterno. L'uso di un cavo di prolunga omologato per l'impiego all'esterno riduce il rischio d'insorgenza di scosse elettriche.
f) Qualora non fosse possibile evitare di utilizzare l'elettroutensile in ambiente umido, utilizzare un interruttore di sicurezza. L'uso di un interruttore di sicurezza riduce il rischio di una scossa elettrica.
3) Sicurezza delle persone
a) È importante concentrarsi su ciò che si sta facendo e a maneggiare con giudizio l'utensile elettrico durante le operazioni di lavoro. Non utilizzare l'utensile in caso di stanchezza o sotto l'effetto di droghe, bevande alcoliche e medicinali. Un attimo di distrazione durante l'uso dell'utensile potrà causare lesioni gravi.
b) Indossare sempre equipaggiamento protettivo individuale, nonché guanti protettivi. Se si avrà cura d'indossare equipaggiamento protettivo individuale come la maschera anti-
polvere, calzature antinfortunistiche, casco protettivo o protezione dell'udito, a seconda dell'impiego previsto per l'utensile elettrico, si potrà ridurre il rischio di ferite.
c) Evitare l'accensione involontaria dell'elettroutensile. Prima di collegarlo alla rete di alimentazione elettrica e/o alla batteria ricaricabile, prima di prenderlo oppure prima di iniziare a trasportarlo, assicurarsi che l'elettroutensile sia spento. Tenendo il dito sopra l'interruttore mentre si trasporta l'elettroutensile oppure collegandolo all'alimentazione di corrente con l'interruttore inserito, si vengono a creare situazioni pericolose in cui possono verificarsi seri incidenti.
d) Prima di accendere l'elettroutensile togliere gli attrezzi di regolazione o la chiave in-glese. Un accessorio oppure una chiave che si trovi in una parte rotante della macchina può provocare seri incidenti.
e) Evitare una posizione anomala del corpo. Avere cura di mettersi in posizione sicura e di mantenere l'equilibrio in ogni situazione. In questo modo è possibile controllare meglio l'elettroutensile in caso di situazioni inaspettate.
f) Indossare vestiti adeguati. Evitare di indossare vestiti lenti o gioielli. Tenere i capelli, i vestiti ed i guanti lontani da pezzi in movimento. Vestiti lenti, gioielli o capelli lunghi potranno impigliarsi in pezzi in movimento.
g) In caso fosse previsto il montaggio didispositivi di aspirazione della polvere e di raccolta, assicurarsi che gli stessi siano collegati e che vengano utilizzati correttamente. L'utilizzo di un'aspirazione polvere può ridurre lo svilupparsi di situazioni pericolose dovute alla polvere.
h) Una volta presa confidenza con gli utensili, evitare di trascurare le norme di sicurezza. Una mancanza di attenzione può causare gravi lesioni in una frazione di secondo.
4) Trattamento accurato ed uso corretto degli elettroutensili
a) Non sottoporre la macchina a sovraccarico. Per il proprio lavoro, utilizzare esclusivamente l'elettroutensile esplicitamente previsto per il caso. Con un elettroutensile adatto si lavora in modo migliore e più sicuro nell'ambito della sua potenza di prestazione.
b) Non utilizzare utensili elettrici con interruttori difettosi. Un utensile elettrico che non si può più accendere o spegnere è pericoloso e dovrà essere riparato.
c) Prima di procedere ad operazioni di regolazione sulla macchina, prima di sostituire parti accessorie oppure prima di posare la macchina al termine di un lavoro, estrarre sempre la spina dalla presa della corrente e/o estrarre la batteria ricaricabile, se rimovibile. Tale precauzione eviterà che l'elettroutensile possa essere messo in funzione involontariamente.
d) Quando gli elettroutensili non vengono utilizzati, conservarli al di fuori del raggio di accesso di bambini. Non fare usare l'elettroutensile a persone che non siano abituate ad usarlo o che non abbiano letto le presenti istruzioni. Gli elettroutensili sono macchine pericolose quando vengono utilizzati da persone non dotate di sufficiente esperienza.
e) Eseguire la manutenzione degli elettroutensili e degli accessori. Accertarsi che le parti mobili della macchina funzionino perfettamente, che non s'inceppino e che non ci siano pezzi rotti o danneggiati al punto da limitare la funzione dell'elettroutensile stesso. Prima di iniziare l'impiego, far riparare le parti danneggiate. Numerosi incidenti vengono causati da elettroutensili la cui manutenzione è stata effettuata poco accuratamente.
f) Mantenere affilati e puliti gli utensili da taglio. Gli utensili da taglio curati con particolare attenzione e con taglienti affilati s'inceppano meno frequentemente e sono più facili da condurre.
g) Utilizzare l'elettroutensile, gli accessori opzionali, gli utensili per applicazioni specifiche ecc., sempre attenendosi alle presenti istruzioni. Così facendo, tenere sempre presente le condizioni di lavoro e le operazioni da eseguire. L'impiego di elettroutensili per usi diversi da quelli consentiti potrà dar luogo a situazioni di pericolo.
h) Mantenere impugnature e superfici di presa asciutte, pulite e prive di olio e grasso. Impugnature e superfici di presa scivolose non consentono di manipolare e controllare l'utensile in caso di situazioni inaspettate.
5) Assistenza
a) Fare riparare l'elettroutensile solo ed esclusivamente da personale specializzato e solo impiegando pezzi di ricambio originali. In tale maniera potrà essere salvaguardata la sicurezza dell'elettroutensile.
2 Dati tecnici
P160B P200B P250B P355B P500B P630B
Macchina base:
| ∅ zona di saldatura tubo (mm) | 40-160 | 63-200 | 90-250 | 90-355 | 200-500 | 315-630 |
| Potenza di saldatura tubo | Serie SDR vedi tabelle di saldatura allegate + osservare pressione max. centralina idraulica | |||||
| Corsa max. cilindri (mm) | 100 | 100 | 150 | 150 | 200 | 200 |
| Superficie cilindrica totale ( cm^2 ) | 3,53 | 3,53 | 6,26 | 6,26 | 14,13 | 14,13 |
| Dimensioni principali: | ||||||
| Lunghezza (mm) | 705 | 675 | 810 | 795 | 1300 | 1300 |
| Larghezza (mm) | 370 | 370 | 485 | 600 | 900 | 1060 |
| Altezza (mm) | 300 | 400 | 415 | 535 | 800 | 920 |
| Peso max. * (kg) | 30,2 | 27,5 | 56,7 | 77,9 | 235 | 319,9 |
| * compresi tenditori/riduttori per il diametro più piccolo tubo | ||||||
Dispositivo di fresatura:
| Collegamento elettrico | 230 V115(Hz) | 230 VV50/60(A) | 230 V50/602,9 | 230 V50/603,5 | 230 V50/604,8 | 400 V50/601,75 | 3~400 V50/602,55 |
| Potenza assorbita / -resa (W) | 750/470 | 630/425 | 750/470 | 1050/650 | 1210/750 | 1770/1100 | |
| Regime del motore ( min^-1 ) | 660 | 950 | 660 | 726 | 140 | 140 | |
| No. di giri a vuoto ( min^-1 )(disco fresatrice) | 126 | 165 | 85 | 66 | 31 | 24 | |
| Livello di pressione acustica | |||||||
| dB(A) L_pA | K_pA | 82 | 3 | 83 | 3 | 82 | 3 | 83 | 3 | 48 | 3 | 52 | 3 | |
| Livello di potenza sonora | |||||||
| dB(A) L_WA | K_WA | 93 | 3 | 94 | 3 | 93 | 3 | 94 | 3 | 59 | 3 | 63 | 3 | |
| Peso (kg) | 7,6 | 7,0 | 15 | 22,4 | 68 | 123 | |
Elemento riscaldante:
| Collegamento elettrico | 230 V | 230 V | 230 V | 230 V | 400 V | 400 V | |
| 115 | V | ||||||
| (Hz) | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | |
| (W) | 800 | 1000 | 1500 | 2500 | 4000 | 8000 | |
| Diametro - Elemento riscaldante (mm) | 200 | 230 | 300 | 380 | 540 | 660 | |
| Peso (kg) | 3,3 | 3,9 | 5,5 | 9,1 | 32 | 49 | |
Cassetta di regolazione:
| Peso (kg) | 4,7 | 4,3 | 8,2 | 9,6 | 55 | 70 |
| P160B, P200B, P250B, P355B | P500B, P630B | |||||
Centralina idraulica:
| Collegamento elettrico | 230 V – 50 Hz – 2,5 A | 230 V – 50 Hz – 5,6 A |
| 230 V – 60 Hz – 2,5 A | 230 V – 60 Hz – 5,6 A | |
| Potenza assorbita / -resa (W) | 580/ 370 | 1290/ 750 |
| 670/ 370 | 1200/ 750 | |
| Portata della pompa (l/min) | 2,8 | 5,65 |
| 2,45 | 5,1 | |
| Olio – capacità del serbatoio (l) | 0,7 | 0,7 |
| Pressione max. (bar) | 100 | 100 |
| Olio centralina idraulica | HLP – 46 (no.: 53649) | |
| Dimensioni (LxLxA, mm) | 540 x 340 x 340 | 540 x 340 x 340 |
| Livello di pressione acustica | ||
| dB(A) L_pA | K_pA | 74 | 3 | 77 | 3 |
| Livello di potenza sonora | ||
| dB(A) L_WA | K_WA | 85 | 3 | 88 | 3 |
| Peso (kg) | 28 | 29 |
P160B P200B P250B P355B P500B P630B
Impianto complessivo:
Potenza elettrica totale allacciata (kW) .2,1 .....2,0 .....2,9 .....4,0 .....6,7 .....11,3
Dimensioni della cassa per il trasporto:
| Lunghezza (mm) | 1200 | 1200 | 1200 | 1200 | 2240 | 2240 |
| Larghezza (mm) | 800 | 800 | 800 | 800 | 1300 | 1300 |
| Altezza (mm) | 900 | 900 | 900 | 900 | 1500 | 1500 |
Il livello di rumorosità durante il funzionamento può superare 85 dB (A). Portare paraorecchi!
3 Funzionamento dell'apparecchio
3.1 Descrizione dell'apparecchio
Le saldatrici ROWELD P160-630B Professional sono saldatrici di testa compatte, trasportabili, dotate di elemento riscaldante, concepite appositamente per l'impiego nell'edilizia e, in particolar modo, nello scavo di cunicoli per tubazioni. Ovviamente le macchine possono trovare impiego anche nell'ambito delle officine.
È possibile realizzare la saldatura di raccordi tubo-tubo, così come raccordo a T, curva del tubo e lega di presaldatura
Le macchine si compongono essenzialmente di:
Macchina base, tenditori/riduttori standard, centralina idraulica, dispositivo di fresatura, elemento riscaldante, cassetta di regolazione.
Durante la saldatura di leghe di presaldatura si deve utilizzare il disco di serraggio a quattro ganasce disponibile tra gli accessori.
ROWELD P160-250B: Durante la saldatura di curve di tubo a raggio stretto del massimo diametro della macchina, è necessario utilizzare il pezzo superiore smussato dell'utensile di serraggio disponibile come accessorio.
ROWELD P500-630B: Per inserire e rimuovere fresatrice ed elemento riscaldante si può utilizzare l'estrattore elettrico disponibile come optional.
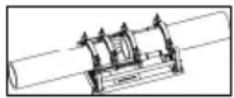
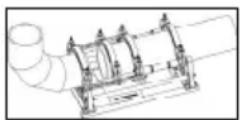
3.1.1 Macchina base (A)
| 1 | Elementi di serraggio mobili | 5 | Elemento di bloccaggio removibile |
| 2 | Elemento di serraggio scorrevole | 6 | Vite di fissaggio sopra |
| 3 | Distanziale con tacche di arresto | 7 | Distanziatore |
| 4 | Estrattore dell’elemento riscaldante | 8 | Vite di fissaggio sotto |
3.1.2 Centralina idraulica (B)
| 1 | Bocchettone di riempimento per l'olio e astina di livello | 5 | Cavo di rete |
| 2 | Connettore giunto rapido | 6 | Manometro |
| 3 | Valvola di sfiato | 7 | Leva selettrice Sin.-avvicinare, Dx-allontanare |
| 4 | Manicotto giunto rapido | 8 | Valvola di regolazione della pressione |
La centralina idraulica consente di eseguire i comandi della saldatrice contrassegnati dai seguenti simboli:

Per avvicinare gli elementi di serraggio premere la leva selettrice verso sinistra. La velocità di avanzamento e di pressurizzazione dipendono dall'angolo di rotazione

Per allontanare gli elementi di serraggio premere la leva selettrice verso destra. La velocità di avanzamento dipende dall'angolo di rotazione
Valvola di regolazione della pressione di fresatura, di compensazione, di riscaldamento e di assemblaggio. La pressione impostata viene visualizzata sul mano-metro
Valvola di sfiato, con una rotazione a sinistra è possibile ridurre la pressione. La velocità di riduzione dipende dal numero di rotazioni. Rotazione a destra per mantenere la pressione costante
3.2 Istruzioni per l'uso
Le saldatrici sono adatte al funzionamento a temperature ambiente comprese tra -10^ e +40^ .
Sono adatte a un'alimentazione fissa di 230 V 50/60 Hz e 400 V 50/60 Hz. Se si utilizza un generatore di corrente, il saldatore deve verificare la potenza richiesta con il produttore del generatore.

La saldatrice deve essere impiegata esclusivamente da parte di personale appositamente addestrato e qualificato conformemente alla norma DVS 2212, parte 1!
3.2.1 Messa in funzione

Si prega di leggere attentamente le presenti istruzioni per l'uso e le informazioni riguardanti la sicurezza prima di mettere in funzione la saldatrice di t
Non utilizzare l'elemento riscaldante in ambienti a rischio di esplosioni e non metterlo a contatto con sostanze facilmente infiammabili!
Mantenere una distanza di sicurezza dalla macchina, non salire né appoggiarsi sulla macchina. Tenere le altre persone lontane dall'area di lavoro!
Prima di ogni messa in funzione controllare il livello dell'olio del gruppo idraulico; il livello dell'olio deve essere compreso tra la tacca min e quella max sul bocchettone di rabbocco dell'olio con astina di livello. Se necessario, rabboccare l'olio idraulico HLP 46!
Trasportare il gruppo idraulico solo in posizione orizzontale e spegnerlo; in caso di posizione trasversale, l'olio fuoriesce dal bocchettone di ventilazione e sfiato con astina di livello!
→ Collegare la macchina base e la centralina idraulica con entrambi i flessibili idraulici.
Proteggere gli attacchi rapidi dallo sporco. Sostituire immediatamente i raccordi privi di tenuta!
→ Collegare le prese di fresatrice, centralina idraulica ed elemento riscaldante all'alimentazione di corrente secondo le indicazioni riportate sulla targhetta tipo.

Nel modello P160-250B:
→ Il diodo rosso “stand-by” sull’elemento riscaldante è acceso, cioè: presenza di tensione. Attivare l’elemento riscaldante sulla manopola con il pulsante di grandi dimensioni (è acceso in luce verde) e impostare la temperatura desiderata agendo sui tasti „+“ o „-“ (da 160° C a 285° C / da 320° F a 545° F).
Il riscaldamento viene visualizzato attraverso il diodo giallo sulla manopola. In aggiunta appaiono delle barre orizzontali sull'indicazione della temperatura. Prima del raggiungimento della temperatura impostata teorica (tolleranza +/-3° C / 5.4°F) il diodo giallo si spegne e si accende il diodo verde. Dopo ulteriori 10 minuti l'elemento riscaldante è pronto per l'uso. Nota: Con il primo raggiungimento della temperatura desiderata, il valore impostato può essere superato per un breve periodo di tempo.
→ Controllare la temperatura mediante un misuratore di temperatura esterno. In caso di sco-stamenti l'elemento riscaldante deve essere ricalibrato: Premere contemporaneamente i ta-sti „+“ e „-“ e impostare poi la differenza con i tasti „+“ o „-“.
Se appare „Er1“, l'elettronica è difettosa. Se appare „Er2“, il termometro a resistenza è difettoso oppure non è collegato. Inviare l'apparecchio ad un'officina specializzata ROTHENBERGER.

Pericolo di ustioni! L'elemento riscaldante può raggiungere una temperatura fino a 290°C / 554°F e deve essere riposto nell'apposita cassetta di regolazione subito dopo l'uso!
Nel modello P355B:
→ Accendere l'interruttore principale nella scatola dei comandi, l'interruttore si accende con la luce verde e la temperatura effettiva viene visualizzata sul display. Regolare la temperatura tra 160°C e 270°C / 320°F e 518°F azionando i tasti – e +.
Nel momento in cui viene raggiunta la temperatura impostata l'indicatore passa da "set" a "actual" e l'indicatore "heat" lampeggia. L'elemento riscaldante è pronto per l'uso dopo ulteriori 10 minuti.
→ Controllare la temperatura utilizzando un apparecchio di misurazione della temperatura.
Il termoregolatore è impostato in modo ottimale nello stabilimento di produzione, se la temperatura di superficie effettiva non dovesse coincidere con il valore visualizzato, è possibile eseguire un offset. Posizionare in tal senso l'interruttore a levetta sulla posizione 0, azionare i pulsanti - e + e accendere l'interruttore a levetta, dopodiché sul display appare "OFF", "SET" e quindi il valore offset impostato. Impostare corrispondentemente l'offset azionando i pulsanti - e + e salvarlo remendo questi tasti, poi viene visualizzato di nuovo il valore effettivo.
Nel modello P500-630B:
→ Inserire l'interruttore principale nel box comandi / elemento riscaldante (l'interruttore diventa verde). Impostare la temperatura eventualmente richiesta (v. regolatore di temperatura).
L'indicatore nel display mostra di solito l'effettivo valore della temperatura. Secondo DVS l'elemento riscaldante è pronto all'esercizio 10 minuti dopo il raggiungimento della temperatura nominale.
→ Controllare la temperatura utilizzando un apparecchio di misurazione della temperatura.

Pericolo di ustioni! L'elemento riscaldante può raggiungere una temperatura fino a 300°C / 572°F e deve essere riposto nell'apposita cassetta di regolazione subito dopo l'uso!
La saldatrice è equipaggiata con un regolatore di temperatura digitale del tipo 400.
Il regolatore di temperatura digitale è stato configurato ed impostato in modo ottimale in fabbrica. Per la regolazione della temperatura basta soltanto premere il tasto →F←, finché non viene visualizzata l'indicazione „SP“. A questo punto la temperatura nominale può essere variata in un campo di 0-300°C / 32-572°F tramite i tasti a freccia.
Se non viene più premuto alcun tasto, verrà di nuovo visualizzata la temperatura reale ed il regolatore imposta quindi automaticamente la nuova temperatura selezionata. Finché la temperatura reale è più bassa della temperatura nominale impostata, lampeggia la freccia rossa (low). Se invece la temperatura reale è più alta, allora lampeggia la freccia rossa (high). Quando il valore nominale impostato corrisponde al valore reale, si illumina la barra verde. Nel caso la reale temperatura superficiale dell'elemento riscaldante non dovesse corrispondere al valore reale indicato, si potrà immettere un „Offset“. Mantenere a tal fine premuto il tasto →F←, finché nel display non viene visualizzata l'indicazione „InP“ (per ca. 7sec.); rilasciare infine il tasto →F←. Dopodiché premere ripetutamente il tasto →F←, finché non viene visualizzata l'indicazione „oFS“. Dopodiché occorre adattare rispettivamente questo valore. Per terminare la modifica occorre mantenere premuto il tasto →F←, finché non viene nuovamente visualizzato il valore reale.

Attenzione! Tutti gli altri parametri non dovrebbero essere variati!
Impostazione di fabbrica:
Nota: tramite la funzione Autotuning le indicazioni in CFG possono mostrare delle lievi deviazioni. Qualora dovessero verificarsi delle oscillazioni di regolazione maggiori, si potrà attivare la funzione Autotuning con l'elemento riscaldante in stato freddo (impostare al valore 2 nel menu CFG il punto „S.tu“; il riazzeramento avviene automaticamente).
Per sollevare la fresatrice e l'elemento riscaldante utilizzare il dispositivo di sollevamento 53410 o 53323 oppure un attrezzo idoneo.
3.2.2 Misure da adottare per preparare la saldatura
→ Nel caso di tubi con diametro inferiore rispetto al diametro max da sottoporre a saldatura della macchina è richiesto il montaggio dei seguenti riduttori del diametro del tubo da sottoporre a lavorazione con le viti ad esagono cavo disponibili tra gli accessori.
ROWELD P200B: ∅63-140mm: costituito da 6 semigusci con superficie di serraggio larga e da 2 semigusci con superficie di serraggio stretta. ∅160-180mm: costituito da 8 semigusci con superficie di serraggio larga.
ROWELD P160-355B: costituito da 6 semigusci con superficie di serraggio larga e da 2 semigusci con superficie di serraggio stretta.
ROWELD P500-630B: fino ad un diametro di 450mm costituito da 6 semigusci con superficie di serraggio larga e da 2 semigusci con superficie di serraggio stretta, a partire da un diametro di 500 mm da 8 semigusci con superficie di serraggio larga.
Occorre osservare che i semigusci con la superficie di serraggio stretta devono essere posizionati nei due elementi di serraggio di base inferiori esterni. Solo per la saldatura tubo/curva di tubo questi vengono inseriti nella parte inferiore e superiore dell'elemento di serraggio base sinistro.
→ Inserire i tubi di plastica o pezzi stampati da sottoporre a saldatura nel dispositivo di serraggio (in caso di tubi più lunghi < 2,5m si devono impiegare cavalletti su ruote) e serrare i dadi di ottone sugli utensili di serraggio superiori. Compensare eventuali difetti di acircolarità dei tubi serrando o svitando i dadi di ottone.
Nel modello P200B:
→ In caso di saldatura tubo-tubo la macchina viene azionata con 4 ganasce di base (posizione di saldatura A).
→ In caso di saldature tubo-raccordo strette (posizione di saldatura B) è possibile rimuovere la quarta ganascia. Per fare ciò, rimuovere le viti (3) e allentare lievemente le viti (5). È quindi possibile smontare la quarta ganascia unita alla base. Svitare infine i distanziatori (4) e sostituirli con le viti (3).

→ Per saldature tubo/tubo, i distanziali devono scattare in sede nei due elementi di serraggio sul lato sinistro (stato di consegna).

Attenzione: I distanziali non devono mai essere montati sfalsati in diagonale!
Ciascun tubo viene tenuto fermo da due elementi di serraggio.
→ P160B: Per saldature tubo/raccordo i distanziali devono scattare in sede nei due elementi di serraggio centrali.
→ P250-355B: Per saldature tubo/raccordo i distanziali devono scattare in sede nei due elementi di serraggio centrali e l'estrattore dell'elemento riscaldante deve essere agganciato negli elementi di serraggio sul lato sinistro. In caso di lavorazione di alcuni raccordi in determinate posizioni, ad esempio arco in orizzontale, leghe di presaldatura, è necessario rimuovere l'estrattore dell'elemento riscaldante.
→ P500-630B: Per saldature tubo/raccordo i distanziali devono essere ribaltati e fatti scattare in sede nell'elemento di serraggio centrale

Attenzione: I distanziali non devono mai essere montati sfalsati in diagonale!
→ Il tubo viene inserito in tre elementi di serraggio e il raccordo viene tenuto fermo da un elemento di serraggio. L'elemento di serraggio regolabile può essere spinto sull'asta in base a come richiesto dalle condizioni di spazio durante il serraggio e la saldatura.
→ In fase di spostamento dei pezzi verificarne il corretto posizionamento in sede nell'utensile di serraggio.

Mantenere una distanza di sicurezza dalla macchina, non salire né appoggiarsi sulla macchina. Tenere le altre persone lontane dall'area di lavoro!
→ Verificare altresì che l'elemento riscaldante abbia raggiunto la propria temperatura di esercizio.

ATTENZIONE!!! Per garantire una distribuzione omogenea del calore sull'intero elemento riscaldante, quest'ultimo può essere inserito al più presto dopo 10 minuti dal raggiungimento della temperatura nominale. Controllare la temperatura mediante un apparecchio di misura e, se necessario, regolare!
→ Introdurre la fresatrice elettrica in mezzo ai pezzi da sottoporre a saldatura.

P500-630B: Controllare il senso di rotazione! Le macchine sono impostate dalla fabbrica per rotazione destorsa!
→ Inserirla la fresatrice. Le lame della pialla devono muoversi in direzione di taglio, in caso contrario commutare l'invertitore di fase sulla spina con un utensile appropriato.

Pericolo di lesioni! Durante l'esercizio mantenere una distanza di sicurezza dalla macchina e non afferrare le lame rotanti. Azionare la fresatrice solo se inserita (posizione di lavoro) e infine riposizionarla nell'apposita cassetta. La funzionalità dell'interruttore di sicurezza nella fresatrice deve essere garantita costantemente per impedire un azionamento imprevisto al di fuori della macchina!
→ Girare completamente la valvola di regolazione della pressione in senso antiorario.
→ Spingere la leva di comando verso sinistra e aumentare lentamente la pressione di fresatura fino a raggiungere il valore ottimale.

Una pressione troppo elevata della fresa può causare il surriscaldamento e il danneggiamento dell'avanzamento di fresatura. In caso di sovraccarico o arresto del motore della fresatrice, allontanare la macchina e ridurre la pressione!
→ Dopo che il truciolo di piallatura con uno spessore del truciolo inferiore o uguale a 0,2 mm fuoriesce ininterrottamente dalla fresatrice, spingere la leva di comando verso destra e separare la macchina.
→ Spegnere la fresatrice e attendere l'arresto completo dei dischi di piallatura. Rimuovere la fresatrice dalla macchina base e depositarla nella cassetta di regolazione.
→ Ricongiungere gli utensili e scaricare la pressione attraverso l'apertura della valvola di sfiato della pressione.
→ Verificare che le superfici di saldatura siano allineate in piano, in parallelo e assialmente. In caso contrario, occorre ripetere l'operazione di fresatura. La trasposizione assiale tra i pezzi di lavorazione (secondo DVS) non deve superare il 10% dello spessore della parete, mentre lo spiraglio tra le superfici piane non deve superare 0,5mm. Con un attrezzo pulito (ad es. pennello) rimuovere eventuali trucioli presenti nel tubo.

Attenzione! Le superfici fresate e preparate per la saldatura non devono mai essere toccate con le mani e devono essere prive di qualsiasi genere di impurità!
3.2.3 Procedimento di saldatura

Pericolo di schiacciamento! Durante lo spostamento simultaneo degli utensili di serraggio e dei tubi mantenere una distanza di sicurezza dalla macchina. Non appoggiarsi mai alla macchina!
→ Durante un nuovo spostamento contemporaneo delle estremità dei pezzi occorre rilevare la pressione di spostamento del pezzo sul manometro dell'unità idraulica (pressione di trasci-namento).
Per pressione di trascinamento del pezzo si intende la pressione minima necessaria per effettuare lo spostamento assiale del pezzo in funzione di lunghezza e peso. Questo valore deve essere rilevato in modo esatto, a questo scopo è necessario attivare e disattivare ripetutamente la macchina e regolare la valvola di regolazione della pressione finché la macchina sta per arrestarsi. Il valore della pressione di trascinamento rilevato deve essere aggiunta alla pressione di compensazione, di riscaldamento e di assemblaggio.
→ Inserire l'elemento riscaldante in mezzo ai due pezzi nella macchina base assicurarsi che i supporti della piastra riscaldante siano in sede negli intagli dell'estrattore.
→ Azionare la macchina, regolare e mantenere costante la pressione di compensazione e la pressione di trascinamento necessarie.
Non appena viene raggiunta la necessaria altezza del cordone in modo uniforme per tutto il perimetro dei due tubi, scaricare la pressione aprendo lentamente la valvola di decompressione.
→ Regolare la pressione in modo tale da garantire ancora un contatto uniforme, in quasi totale assenza di pressione, delle estremità del pezzo con l'elemento riscaldante (riscaldamento iniziale).
→ Chiudere di nuovo la valvola di decompressione prestando attenzione che le estremità del pezzo non perdano il contatto con l'elemento riscaldante.
→ Al termine della fase di riscaldamento iniziale i pezzi vengono di nuovo allontanati, l'elemento riscaldante viene rimosso e le estremità del pezzo vengono riavvicinate. Incrementare quindi la pressione in modo il più possibile lineare rispetto alla pressione di assemblaggio e mantenerla per tutta la fase di raffreddamento.
→ Controllare regolarmente la pressione e, se necessario, aumentarla. In caso di eccessiva perdita di pressione, far controllare il sistema idraulico.

Attenzione: Durante i primi 20 fino a 100 secondi tenere premuta la leva selettrice e quindi rilasciarla (in posizione intermedia)!
→ Riporre l'elemento riscaldante nella cassetta di regolazione.
→ Al termine della fase di raffreddamento, scaricare completamente la pressione aprendo la valvola di decompressione, smontare i pezzi saldati e rimuoverli.
→ Allontanare la macchina base, stilare un protocollo. La macchina è pronta per il successivo ciclo di saldatura.
Tutti i parametri di saldatura possono essere ricavati dalle tabelle di saldatura allegate.
3.2.4 Messa fuori servizio
→ Disinserire l'elemento riscaldante.

Far raffreddare l'elemento riscaldante o riporlo in modo tale da non incendiare i materiali adiacenti!
→ Staccare la spina dalla presa della fresatrice, dell'elemento riscaldante e della centralina idraulica e riavvolgere il cavo.

Trasportare il gruppo idraulico solo in posizione orizzontale e spegnerlo; in caso di posizione trasversale, l'olio fuoriesce dal bocchettone di ventilazione e sfiato con astina di livello!
→ Staccare i flessibili idraulici e riavvolgerli.

Attenzione! Proteggere i giunti da tracce di sporco!
3.3 Rivendicazioni generali
Poiché gli influssi atmosferici ed ambientali influiscono in maniera determinante sulla saldatura, sono assolutamente da rispettare le rispettive prescrizioni e direttive DVS 2207, parte 1, 11 e 15. Al di fuori della Germania valgono le rispettive direttive nazionali.
I lavori di saldatura devono essere costantemente controllati con la massima accuratezza!
3.4 Informazioni importanti riguardanti i parametri di saldatura
Tutti i necessari parametri di saldatura, quali ad esempio temperatura, forza e tempo sono da apprendere nelle direttive DVS 2207, parte 1, 11 e 15. Al di fuori della Germania valgono le rispettive direttive nazionali.
Riferimento: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
In casi singoli al produttore dei tubi sono assolutamente da richiedere i parametri di lavorazione specifici al rispettivo materiale utilizzato.
I parametri di saldatura specificati nelle tabelle di saldatura allegate sono valori di riferimento, per i quali la ditta ROTHENBERGER non potrà assumersi alcuna responsabilità!
I valori riportati nelle tabelle di saldatura per la pressione di compensazione e di assemblaggio sono stati calcolati secondo la seguente formula:
Pressione P [bar] = superficie di saldatura A [mm^2] x fattore di saldatura SF [N/mm^2] superficie cilindrica Az [cm^2] x 10
Fattore di saldatura (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
4 Cura e manutenzione
Per conservare la funzionalità della macchina sono da osservare i punti seguenti:
- Le guide devono essere prive di qualsiasi impurità. In caso di danneggiamenti in superficie sarà opportuno sostituire le guide, in caso contrario si potrebbero verificare delle perdite di pressione.
- La fresatrice, l'elemento riscaldante e la centralina idraulica devono essere azionati esclusivamente con la tensione indicata sulla targhetta tipo.
- Per ottenere dei risultati di saldatura perfetti è necessario mantenere costantemente pulito l'elemento riscaldante. In caso di danneggiamenti in superficie è comunque necessario rivestire di nuovo l'elemento riscaldante ovvero sostituirlo. I residui di materiale sul termorifletto-re riducono notevolmente le proprietà anti attaccanti e devono essere eliminate con una car-ta non fibrosa e dello detersivo con uno contenuto di etanolo >99,8% (secondo DVS 2207) (solo con l'elemento riscaldante freddo!).
-
Controllare il livello dell'olio del gruppo idraulico prima di ogni messa in funzione (il livello dell'olio dovrebbe essere compreso tra il contrassegno min- e max-). Se necessario, rabboccare l'olio della centralina idraulica (HLP – 46, n. art.: 53649).
-
Sostituire ogni 6 mesi l'olio della centralina idraulica (HLP – 46, n. art.: 53649).
- Per evitare anomalie di funzionamento, controllare regolarmente la tenuta ermetica, il corretto posizionamento dei giunti a vite e il perfetto stato del cavo elettrico.
- I giunti rapidi della centralina idraulica e del pacchetto di flessibili devono essere protetti da eventuali tracce di sporco. In presenza di tracce di sporco, eliminarle prima di collegare la macchina.
- Il dispositivo di fresatura è equipaggiato con due lame levigate in due lati. In un calo del rendimento di taglio si possono rivoltare le lame oppure sostituirle con delle nuove.
- È necessario accertarsi sempre che le estremità dei tubi ovvero dei pezzi di lavorazione, in particolare le superfici frontali, siano prive di qualsiasi impurità, poiché altrimenti verrebbe notevolmente ridotta la durata delle lame.

Secondo il DVS 2208, bisogna far eseguire una verifica annuale della macchina da parte del produttore o di un'officina autorizzata. Per le macchine con un carico superiore alla media i cicli di controllo devono essere più frequenti!
5 Accessori
Gli accessori adatti sono disponibili nel catalogo principale o su www.rothenberger.com
6 Servizio clienti
ROTHENBERGER è a completa disposizione per supporto e assistenza tecnica attraverso il vostro rivenditore di fiducia o tramite il portale online RO SERVICE+: 📞 + 49 (0) 61 95/ 800 8200 📋 + 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Smaltimento
Alcune componenti sono riciclabili e sono da smaltire separatamente. Vi sono imprese addette e certificate a tali lavori. Per uno smaltimento corretto dei componenti non riciclabili (p.es. rifiuti elettronici) rivolgersi alle imprese competenti.

Non gettare elettroutensili e batterie/pile tra i rifiuti domestici!
Solo per Paesi UE: Ai sensi della Direttiva Europea 2012/19/UE sui rifiuti di apparecchiature elettriche ed elettroniche e del suo recepimento nel diritto nazionale, gli elettroutensili non più utilizzabili e, ai sensi della Direttiva Europea 2006/66/CE, le batterie/le pile difettose o esauste, andranno raccolti separatamente e riciclati nel rispetto dell'ambiente.

- DICCHARAZIONE DI CONFORMITÀ EU
- EU-KONFORMITEITSVERKLARING
- Misure di sicurezza 50
- Dati tecnici 52
- Funzionamento dell'apparecchio 53
- Cura e manutenzione....59
- Accessori 60
- Servizio clienti 60
- Smaltimento....60
- Significato dei simboli presenti nelle istruzioni d'uso
- Pericolo!
- Attenzione!
- Seguire le istruzioni
- Spiegazione dei simboli Etichette
- Uso conforme
- Avvertenze generali
- Dati tecnici
- Impianto complessivo:
- Dimensioni della cassa per il trasporto:
- Funzionamento dell'apparecchio
- Descrizione dell'apparecchio
- Macchina base (A)
- Centralina idraulica (B)
- Istruzioni per l'uso
- Messa in funzione
- Nel modello P160-250B:
- Nel modello P355B:
- Nel modello P500-630B:
- Misure da adottare per preparare la saldatura
- Nel modello P200B:
- Procedimento di saldatura
- Messa fuori servizio
- Rivendicazioni generali
- Informazioni importanti riguardanti i parametri di saldatura
- Cura e manutenzione
- Accessori
- Servizio clienti
- Smaltimento
Marca : ROTHENBERGER
Modello : ROWELD P160B
Categoria : Saldatura plastica