
ROWELD P160B - Plast-svejsning ROTHENBERGER - Gratis brugsanvisning og manual
Find enhedens vejledning gratis ROWELD P160B ROTHENBERGER i PDF-format.

| Produkttype | Varmeelement-stødsvejsemaskine |
| Mærke | Rothenberger |
| Model | ROWELD P160B |
| Kategori | Plastsvejsning |
| Rørsvejseområde | 40 - 160 mm diameter |
| Grundmaskinens dimensioner (L x B x H) | 705 x 370 x 300 mm |
| Grundmaskinens vægt | 30,2 kg (maks., med reduktionsindsatser) |
| Fræseudstyrets strømforsyning | 230 V, 50/60 Hz, 3,5 A |
| Fræseudstyrets effekt | 750 W optaget / 470 W nyttig |
| Varmeelementets strømforsyning | 230 V, 50/60 Hz, 800 W |
| Varmeelementets diameter | 200 mm |
| Varmeelementets temperaturområde | 160°C til 285°C (320°F til 545°F) |
| Hydraulikenhedens strømforsyning | 230 V, 50/60 Hz, 2,5 A |
| Hydraulikenhedens effekt | 580 W optaget / 370 W nyttig |
| Hydraulikpumpens flow | 2,8 l/min (50 Hz) / 2,45 l/min (60 Hz) |
| Maks. hydraulisk tryk | 100 bar |
| Olietankens kapacitet | 0,7 l |
| Type hydraulikolie | HLP 46 (ref. 53649) |
| Svejsbare materialer | PE, PP, PVDF |
| Lydtryksniveau (fræsning) | 82 dB(A) L_pA, usikkerhed 3 dB |
| Vedligeholdelse | Rengør varmeelementet med ethanol >99,8%, kontroller oliestanden før hver brug, skift olie hver 6. måned, udskift fræseblade om nødvendigt |
| Sikkerhed | Læs sikkerhedsadvarslerne, brug personligt beskyttelsesudstyr, udsæt ikke for fugt, tag stikket ud før vedligeholdelse |
| Eftersalgsservice | ROTHENBERGER-centre, telefon +49 (0) 61 95/ 800 8200 |
| Reservedele | Fås på www.rothenberger.com eller hos specialiserede forhandlere |
Ofte stillede spørgsmål - ROWELD P160B ROTHENBERGER
Brugerspørgsmål om ROWELD P160B ROTHENBERGER
0 spørgsmål om dette apparat. Besvar dem du kender, eller stil dit eget.
Stil et nyt spørgsmål om dette apparat
Download vejledningen til din Plast-svejsning i PDF-format gratis! Find din vejledning ROWELD P160B - ROTHENBERGER og tag din elektroniske enhed tilbage i hånden. På denne side er alle dokumenter nødvendige for brugen af din enhed offentliggjort. ROWELD P160B af mærket ROTHENBERGER.
BRUGSANVISNING ROWELD P160B ROTHENBERGER
1 Henvisninger til sikkerheden 86
1.1 Formålsbestemt anvendelse....86
1.2 Generelle advarselshenvisninger for el-værktøj 86
3.1 Beskrivelse af apparatet 89
3.1.1 Basismaskine (A) 89
3.1.2 Hydraulikaggregat (B) 89
3.2 Betjeningsvejledning....89
3.2.1 Idriftsættelse 89
3.2.2 Klargøring til svejsning....91
3.2.3 Svejsning 93
3.2.4 Standsning....94
3.3 Generelle krav 94
3.4 Vigtige henvisninger vedrørende svejseparametrene 94
4 Pleje og eftersyn....94
5 Tilbehør 95
6 Kundeservice....95
7 Affaldsbehandling....95
Symboleri denne dokumentation

Fare!
Dette tegn advarer mod personskader.
Pas på!
Dette tegn advarer mod ting- eller miljøskader.
→ Opfordrer til handling
Forklaring af symboler Etiketter

EU-overensstemmelsesmærkning

EAC-overensstemmelsesmærkning

Advarsel om fare for indtrækning

Advarsel om varm overflade

Læs betjeningsvejledningen

Mærkning for bortskaffelse af WEEE
ROWELD P160-630B Professional må kun anvendes til fremstilling af svejsninger af PE- PP og PVDF-rør i henhold til tekniske data. Brugeren hæfter fuldt ud for skader som følge af brug til ikke tiltænkte formål.
1.2 Generelle advarselshenvisninger for el-værktøj

ADVARSEL! Læs alle sikkerhedsadvarsler, instruktioner, illustrationer og specifikationer, som følger med el-værktøjet.
I tilfælde af manglende overholdelse af anvisningerne nedenfor er der risiko for elektrisk stød, brand og/eller alvorlige personskader.
Opbevar alle advarselshenvisninger og instrukser til senere brug.
Det i advarselshenvisningerne benyttede begreb „el-værktøj“ refererer til netdrevet el-værktøj (med netkabel) og akkudrevet el-værktøj (uden netkabel).
1) Sikkerhed på arbejdspladsen
a) Sørg for, at arbejdsområdet er rent og rigtigt belyst. Uorden eller uoplyste arbejdsområder øger faren for uheld.
b) Brug ikke el-værktøjet i eksplosionsfarlige omgivelser, hvor der findes brændbare væsker, gasser eller støv. El-værktøj kan slå gnister, der kan antænde støv eller dampe.
c) Sørg for, at andre personer og ikke mindst børn holdes væk fra arbejdsområdet, når maskinen er i brug. Hvis man distraheres, kan man miste kontrollen over maskinen.
2) Elektrisk sikkerhed
a) El-værktøjets stik skal passe til kontakten. Stikket må under ingen omstændigheder ændres. Brug ikke adapterstik sammen med jordforbundet el-værktøj. Uændrede stik, der passer til kontakterne, nedsætter risikoen for elektrisk stød.
b) Undgå kropskontakt med jordforbundne over-flader som f.eks. rør, radiatorer, komfurer og køleskabe. Hvis din krop er jordforbundet, øges risikoen for elektrisk stød.
c) Maskinen må ikke udsættes for regn eller fugt. Indtrængning af vand i maskinen øger risikoen for elektrisk stød.
d) Brug ikke ledningen til formål, den ikke er beregnet til. Du må aldrig bære el-værktøjet i ledningen, hænge el-værktøjet op i ledningen eller rykke i ledningen for at trække stikket ud af kontakten. Beskyt ledningen mod varme, olie, skarpe kanter eller ma-skindele, der er i bevægelse. Beskadigede eller indviklede ledninger øger risikoen for elek-trisk stød.
e) Hvis el-værktøjet benyttes i det fri, må der kun benyttes en forlængerledning, der er egnet til udendørs brug. Brug af forlængerledning til udendørs brug nedsætter risikoen for elektrisk stød.
f) Hvis det ikke kan undgås at bruge el-værktøjet i fugtige omgivelser, skal der bruges et HFI-relæ. Brug af et HFI-relæ reducerer risikoen for at få elektrisk stød.
3) Personlig sikkerhed
a) Det er vigtigt at være opmærksom, se, hvad man laver, og bruge el-værktøjet fornuftigt. Brug ikke noget el-værktøj, hvis du er træt, har nydt alkohol eller er påvirket af medikamenter eller euforiserende stoffer. Få sekunders uopmærksomhed ved brug af el-værktøjet kan føre til alvorlige personskader.
b) Brug beskyttelsesudstyr og hav altid beskyttelsesbriller på. Brug af sikkerhedsudstyr som f.eks. støvmaske, skridsikkert fodtøj, beskyttelseshjelm eller høreværn afhængig af maskintype og anvendelse nedsætter risikoen for personskader.
c) Undgå utilsigtet igangsætning. Kontrollér, at el-værktøjet er slukket, før du tilslutter det til strømtilførslen og/eller akkuen, løfter eller bærer det. Undgå at bære el-værktøjet med fingeren på afbryderen og sørg for, at el-værktøjet ikke er tændt, når det sluttes til nettet, da dette øger risikoen for personskader.
d) Gør det til en vane altid at fjerne indstillingsværktøj eller skruenøgle, før el-værktøjet tændes. Hvis et stykke værktøj eller en nøgle sidder i en roterende maskindel, er der risiko for personskader.
e) Undgå en anormal legemsposition. Sørg for at stå sikkert, mens der arbejdes, og kom ikke ud af balance. Dermed har du bedre muligheder for at kontrollere el-værktøjet, hvis der skulle opstå uventede situationer.
f) Brug egnet arbejdstøj. Undgå løse beklædningsgenstande eller smykker. Hold hår, tøj og handsker væk fra dele, der bevæger sig. Dele, der er i bevægelse, kan gribe fat i løstsiddende tøj, smykker eller langt hår.
g) Hvis støvudsugnings- og opsamlingsudstyr kan monteres, er det vigtigt, at dette tilsluttes og benyttes korrekt. Brug af en støvopsugning kan reducere støvmængden og dermed den fare, der er forbundet støv.
h) Selvom du kender værktøjet godt og er vant til at bruge det, skal du alligevel være opmærksom og overholde sikkerhedsanvisningerne. Et øjebliks uopmærksomhed kan medføre alvorlige personskader.
4) Omhyggelig omgang med og brug af el-værktøj
a) Undgå overbelastning af maskinen. Brug altid et el-værktøj, der er beregnet til det stykke arbejde, der skal udføres. Med det passende el-værktøj arbejder man bedst og mest sikkert inden for det angivne effektområde.
b) Brug ikke en maskine, hvis afbryder er defekt. En maskine, der ikke kan startes og stoppes, er farlig og skal repareres.
c) Træk stikket ud af stikkontakten og/eller fjern akkuen, hvis den er aftagelig, før ma- skinen indstilles, før skift af tilbehørsdele og før el-værktøjet lægges til opbevaring. Disse sikkerhedsforanstaltninger forhindrer utilsigtet start af el-værktøjet.
d) Opbevar ubenyttet el-værktøj uden for børns rækkevidde. Lad aldrig personer, der ikke er fortrolige med maskinen eller ikke har gennemlæst disse instrukser, benytte maskinen. El-værktøj er farligt, hvis det benyttes af ukyndige personer.
e) Vedligehold el-værktøj og tilbehørsdele. Kontroller, om bevægelige maskindele fungerer korrekt og ikke sidder fast, og om delene er brækket eller beskadiget, således at el-værktøjets funktion påvirkes. Få beskadigede dele repareret, inden maskinen tages i brug. Mange uheld skyldes dårligt vedligeholdte el-værktøjer.
f) Sørg for, at skæreværktøjer er skarpe og rene. Omhyggeligt vedligeholdte skæreværktøjer med skarpe skærekanter sætter sig ikke så hurtigt fast og er nemmere at føre.
g) Brug el-værktøj, tilbehør, indsatsværktøj osv. iht. Disse instrukser. Tag hensyn til arbejdsforholdene og det arbejde, der skal udføres. Anvendelse af el-værktøjet til formål, som ligger uden for det fastsatte anvendelsesområde, kan føre til farlige situationer.
h) Hold håndtag og gribeflader tørre, rene og fri for olie og smørefedt. Hvis håndtag og gribeflader er glatte, kan værktøjet ikke håndteres og styres sikkert, hvis der sker noget uventet.
5) Service
a) Sørg for, at el-værktøj kun repareres af kvalificerede fagfolk og at der kun benyttes originale reservedele. Dermed sikres størst mulig maskinsikkerhed.
2 Tekniske data
P160B P200B P250B P355B P500B P630B
Basismaskine:
Rør – svejseområde ∅ (mm) .....40-160 .... 63-200 ...90-250 ....90-355 .... 200-500 ..315-630
Rør - svejseeffekt ....SDR rækker se vedlagte svejsetabeller + overhold trykområde max. hydraulikaggregat
Maks. cylinder (mm) 100 100 150 150 200 200
Samlet cylinderflade (cm²) ......3,53 ......3,53 ......6,26 ......6,26 ......14,13 ......14,13
Hovedmål:
Længde (mm) 705 675 810 795 1300 1300
| Bredde (mm) | 370 | 370 | 485 | 600 | 900 | 1060 |
| Højde (mm) | 300 | 400 | 415 | 535 | 800 | 920 |
| Vægt max. * (kg) | 30,2 | 27,5 | 56,7 | 77,9 | 235 | 319,9 |
| * inkl. reduktionssæt for den mindste rørdiameter | ||||||
Fræseanordningen:
| Elektrisk tilslutning | 230 V | 230 V | 230 V | 230 V | 400 V, 3~400 V, 3~ | ||
| 115 V(Hz) | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | ||
| (A) | 3,5 | 2,9 | 3,5 | 4,8 | 1,75 | 2,55 | |
| Optagen- / Afgiven effekt (W) | 750/470 | 630/425 | 750/470 | 1050/650 | 1210/750 | 1770/1100 | |
| Motorhastighed (min ^-1 ) | 660 | 950 | 660 | 726 | 140 | 140 | |
| Tomgangshastighed Fræser (min ^-1 ) | 126 | 165 | 85 | 66 | 31 | 24 | |
| Støjniveau dB(A) L _pA | K _pA | 82 | 3 | 83 | 3 | 82 | 3 | 83 | 3 | 48 | 3 | 52 | 3 | |
| Lydeffektniveau dB(A) L _WA | K _WA | 93 | 3 | 94 | 3 | 93 | 3 | 94 | 3 | 59 | 3 | 63 | 3 | |
| Vægt (kg) | 7,6 | 7,0 | 15 | 22,4 | 68 | 123 | |
| Varmespejl: | |||||||
| Elektrisk tilslutning | 230 V | 230 V | 230 V | 230 V | 400 V | 400 V | |
| 115 V(Hz) | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | ||
| (W) | 800 | 1000 | 1500 | 2500 | 4000 | 8000 | |
| Varmespejl diameter (mm) | 200 | 230 | 300 | 380 | 540 | 660 | |
| Vægt (kg) | 3,3 | 3,9 | 5,5 | 9,1 | 32 | 49 | |
| Indstillingskasse: | |||||||
| Vægt (kg) | 4,7 | 4,3 | 8,2 | 9,6 | 55 | 70 | |
| P160B, P200B, P250B, P355B | P500B, P630B | ||||||
| Hydraulikaggregat: | |||||||
| Elektrisk tilslutning | 230 V – 50 Hz – 2,5 A | 230 V – 50 Hz – 5,6 A | |||||
| 230 V – 60 Hz – 2,5 A | 230 V – 60 Hz – 5,6 A | ||||||
| Optagen- / Afgiven effekt (W) | 580/ 370 | 1290/ 750 | |||||
| 670/ 370 | 1200/ 750 | ||||||
| Pumpekapacitet (l/min) | 2,8 | 5,65 | |||||
| 2,45 | 5,1 | ||||||
| Olietank indhold (l) | 0,7 | 0,7 | |||||
| Trykområde max. (bar) | 100 | 100 | |||||
| Hydraulik olie | HLP – 46 (no.: 53649) | ||||||
| Dimensioner (LxBxH, mm) | 540 x 340 x 340 | 540 x 340 x 340 | |||||
| Støjniveau dB(A) L _pA | K _pA | 74 | 3 | 77 | 3 | |||||
| Lydeffektniveau dB(A) L _WA | K _WA | 85 | 3 | 88 | 3 | |||||
| Vægt (kg) | 28 | 29 | |||||
| P160B | P200B | P250B | P355B | P500B | P630B | ||
| Hele anlægget: | |||||||
| Samlet tilsluttet effekt (kW) | 2,1 | 2,0 | 2,9 | 4,0 | 6,7 | 11,3 | |
| Transportkassens dimensioner: | |||||||
| Længde (mm) | 1200 | 1200 | 1200 | 1200 | 2240 | 2240 | |
| Bredde (mm) | 800 | 800 | 800 | 800 | 1300 | 1300 | |
| Højde (mm) | 900 | 900 | 900 | 900 | 1500 | 1500 | |
| Støjniveauet kan under arbejdet overskride 85 dB (A). Brug høreværn! | |||||||
3.1 Beskrivelse af apparatet
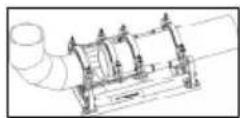
ROWELD P160-630B Professional er kompakte, transportable varmespejls stuksvejsemaskiner, som specielt er konstrueret til anvendelsen på byggepladser – og her specielt til ledningstunneller. Maskinen kan selvfølgelig også anvendes i værksteder.
Svejsning af rør til rørforbindelser samt T-stykker, rørbøjninger og forsvejsningskrave kan fremstilles.
Maskinen består af:
Basismaskine, reduktionssæt, hydraulikaggregat, fræseanordning, varmespejl, indstillingskasse. Under svejsningen af forsvejsningskraver skal der anvendes fire spændebakker, der fås som tilbehør.
ROWELD P160-250B: Ved svejsning af rørbøjninger med en snæver radius af maskinens maksimale diameter skal man bruge det skråtslebne opspændingsværktøjs overdel, som fås som tilbehør.
ROWELD P500-630B: Til isætning og udtagning af fræser og varmespejl kan der anvendes et elektrisk udtagningsanlæg, der fås som tilbehør.
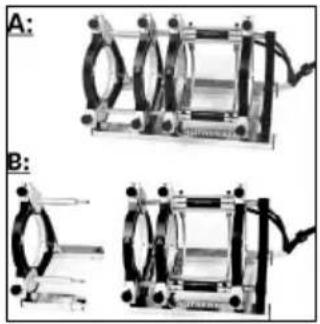
3.1.1 Basismaskine (A)
1 Bevægelige fastspændingselementer
5 Fastspændingselement der kan afmonteres
2 Forskydeligt fastspændingselement
6 Monteringsskruer oppe
3 Afstandsstykke med låsehakker 7 Afstandsstykke
4 Varmespejlsaftræksanordning 8 Monteringsskruer nede
3.1.2 Hydraulikaggregat (B)
1 Oliepåfyldnings-studs og målepind 5 Strømkabel
2 Lynkobling stik 6 Manometer
3 Trykaflastningsventil 7 Betjeningsarm venstre-lukker i højre-åbner
4 Lynkobling muffe 8 Trykindstillingsventil
Det hydrauliske aggregat giver mulighed for betjening af svejsemaskinen, der er markeret med følgende symboler:

Tryk betjeningsarmen mod venstre for at køre fastspændings-elementerne sammen. Kørehastigheden samt trykopbygningshastigheden afhænger af drejningsvinklen

Tryk betjeningsarmen mod højre for at trække fastspændings-elementerne fra hinanden. Kørehastigheden afhænger af drejningsvinklen

Trykindstillingsventil til fræsertryk, udlignings-, opvarme- og sammenføjningstryk. Det indstillede tryk ses på manometeret

Trykaflastningsventil, ved at dreje den til venstre kan trykket reduceres. Sænkningens hastighed afhænger af antallet af omdrejninger. Højredrejning – tryk opretholdes
3.2 Betjeningsvejledning
Svejsemaskinerne er egnede til drift ved omgivelsestemperaturer mellem -10°C og +40°C.
De er egnede til en stationær strømforsyning på 230 V 50/60 Hz og 400 V 50/60 Hz. Hvis der anvendes en strømgenerator, skal svejseren afklare den nødvendige effekt med producenten af generatoren.

Svejsemaskinen må kun betjenes af autoriseret og tilstrækkeligt kvalificeret personale iht. DVS 2212 del 1!
3.2.1 Idriftsættelse

Du bedes læse denne betjeningsvejledningen omhyggeligt igennem før stuksvejsema- skinen sættes i drift!

Varmespejlet må ikke bruges i eksplosionstruede omgivelser og ikke, hvor det kan komme i kontakt med brændbare stoffer!

Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra arbejdsområdet!

Kontroller altid oliestanden på hydraulikaggregatet før igangsætning. Oliestanden skal ligge på mellem min. maks. markeringen på oliepåfyldningsstudsen med målepind. Efterfyld evt. med HLP 46 hydraulikolie!

Hydraulikaggregatet må kun transporteres og stilles vandret. Hvis det holdes skråt, løber der olie ud af påfyldnings- og udluftningsstudsen med målepind!
→ Basismaskinen og hydraulikaggregatet forbindes med de to hydraulikslanger.

Beskyt lynkoblinger mod snavs. Utætte koblinger skal udskiftes med det samme!
→ Forbind stikket til fræseanordningen, hydraulikaggregatet og varmespejlet, som anført på typeskiltet.
Ved P160-250B:
→ Den røde diode "Stand by" på varmeelementet lyser, dvs.: Under spænding. Tænd for varmeelementet på håndgrebet med den store trykknap (lyser grønt) og indstil den ønskede temperatur med tasten „+“ eller „-” (160°C til 285°C/320°F til 545°F).
Opvarmingen bliver vist vha. den gule diode på håndgrebet. Derudover vises vandrette bjælker på temperaturvisningen. Lige inden den indstillede nominelle temperatur (tolerance +/-3°C / 5.4°F) er opnået, slukker den gule diode og den grønne lyser. Efter yderligere 10 minutter er varmeelementet klar til brug. Henvisning: Ved den første opnåelse af den nominelle temperatur kan den indstillede værdi blive overskredet kortvarigt.
→ Kontrollér temperaturen med en ekstern temperaturmåler. Ved afvigelser skal varmeelmentet kalibreres på ny. Tryk samtidigt på tasterne „+“ og „-“, og indstil derefter differensen med tasterne „+“ eller „-“.
Hvis „Er1“ vises, er elektronikken defekt. Ved „Er2“ er modstandstermometeret defekt eller ikke tilsluttet. Send apparatet til et autoriseret ROTHENBERGER-specialværksted.

Risiko for forbrændinger! Varmespejlet kan opnå en temperatur på op til 290°C / 554°F og skal stilles tilbage i indstillingskassen umiddelbart efter brug!
Ved P355B:
→ Tænd på kontaktskabets hovedafbryder; kontakten lyser grønt, og varmepladens faktiske temperatur vises på displayet. Brug tasterne – og + til at indstille til den ønskede temperatur fra 160°C til 270°C / 320°F til 518°F.
Når den indstillede temperatur nås, skifter visningen fra "set" til "actual", og "heat" blinker. Der går 10 minutter, før varmeelementet er klar til anvendelse.
→ Kontroller temperaturen med en temperaturmåler.
Temperaturregulatoren leveres optimalt indstillet; skulle den faktiske overfladetemperatur på varmeelementet ikke svare til den viste værdi, kan der indtastes en offset. Sæt vippekontakten på 0, tryk på tasterne – og + , og tænd på vippekontakten. Displayet viser "OFF", "SET" og derefter den indstillede offset-værdi. Brug – og + tasterne til at indstille Offset i overensstemmelse hermed og til at gemme; derefter vises den faktiske værdi igen.
Ved P500-630B:
→ Tænd for hovedafbryderen i styreboksen / varmespejlet (kontakten lyser grønt). Indstil den ønskede temperatur (se termostaten).
Displayets melding angiver som regel temperaturens faktiske værdi. Iht. DVS er varmespejlet klar til brug 10 minutter efter at det har nået den foreskrevne værdi.
→ Kontroller temperaturen med en temperaturmåler.

Risiko for forbrændinger! Varmespejlet kan opnå en temperatur på op til 300°C / 572°F og skal stilles tilbage i indstillingskassen umiddelbart efter brug!
Svejsemaskinen er udstyret med en digital termostat af typen 400.
Den digitale termostat er indstillet og konfigureret på fabrikken. For at indstille temperaturen skal der kun trykkes på →F← tasten indtil meldingen „_SP“ ses. Nu kan den foreskrevne temperatur ændres fra 0-300°C / 32-572°F med piltasterne.
Trykkes der ikke på andre taster, viser displayet igen den faktiske temperatur, termostaten indstiller automatisk til den valgte temperatur. Når den faktiske temperatur er lavere end den ønskede temperatur blinker den røde pil (low). Er den faktiske temperatur højere, blinker den røde pil (high). Svarer den indstillede foreskrevne værdi til den faktiske værdi, lyser den grønne bjælke. Svarer til målte overfladetemperatur på varmespejlet ikke til den viste faktiske værdi, kan der indtastes en "offset". Tryk på →F← tasten, indtil „InP“ ses på displayet (ca.7sek); slip →F← tasten. Tryk derefter flere gange på →F← tasten, indtil „oFS“ ses. Tilpas denne værdi. For at afslutte ændringen holdes →F← tasten trykket inde, indtil den faktiske værdi igen ses.

NB! Alle andre parametre bør ikke ændres!
Fabriksindstilling:
| Menü „CFG“„S.tu“ 0„h.Pb“ 1.0„h.lt“ 0.68„h.dt“ 0.17„h.P.H“ 100„rst“ 0„P.rE“ 0„SoF“ 0„Lb.t“ 0„Lb.P“ 25„FA.P“ 0 | Menü „InP“„Ctr“ 8„tYP“ 16„FLt“ 0.1„FLd“ 0.5„dP.S.“ 0„Lo.S“ 0„HI.S“ 300„oFS“ xx„HI.A“ 0„Lo.L“ 0„HI.L“ 280 | Menü „Out“„AL.n“ 0„r.o.1“ 0„r.o.2“ 0„Ct.1“ 20„Ct.2“ 20„rEL.“ 0 | Menü „PAS“„Prot“ 32 |
Bemærk: Med autotuningsfunktionen kan oplysningerne under CFG afvige en smule. Skulle der opstå større svingninger, så kan autotuningsfunktionen også tilsluttes ved et koldt varmespejl (i menuen CFG indstilles punktet „S.tu“ til 2; nulstillingen sker automatisk).
Når fræseanordningen og varmespejlet skal løftes, skal man bruge hhv. hæveapparat 53410 eller 53323 eller andet egnet værktøj.
3.2.2 Klargøring til svejsning
→ Ved rør, der er mindre en maskinens maks. sammensvejsede diameter skal der monteres reduktionssæt på den rørdiameter, der skal bearbejdes, med en unbrakoskrue, der findes i tilbehøret.
ROWELD P200B: ∅63-140mm: bestående af hver 6 halvparter med bred og 2 halvparter med smal spændflade. ∅160-180mm: bestående af hver 8 halvparter med bred spændflade.
ROWELD P160-355B: bestående af hver 6 halvparter med bred og 2 halvparter med smal spændflade.
ROWELD P500-630B: bestående af hver 6 halvparter med bred 2 halvparter med smal spændflade ved en diameter op til 450 mm, fra 500 mm 8 halvparter med bred spændflade.
I den forbindelse skal halvparterne med smalle spændflader sættes ind i de to ydre og nedre fastspændingselementer. Kun ved rør / rørbøjningsforbindelser sættes disse ind i det venstre basisopspændingselement nede og oppe.
→ Plastrør eller formstykker, der skal svejses sammen, sættes ind i fastspændingsanordningen (ved længere rør <2,5m skal der anvendes understøtninger) og messingnoterne spændes fast på det øverste opspændingsværktøj. Urundheder på rørene kan udlignes ved at fast-spænde eller løsne messingnoterne.
Ved P200B:
→ Ved rør / rør – forbindelser drives maskinen med 4 grundopspændingsbakker (svejseposition A).
→ Ved snævre rør / fitting – forbindelser (svejseposition B) kan den 4. grundopspændings-bakke fjernes. Fjern først skruerne (3) og løsn så skruerne (5) en smule. Derefter kan den 4. opspændingsbakke samt underdelen trækkes af. Derefter skrues afstandsstykkerne (4) af og erstattes med skruerne (3).
→ Ved rør / rørforbindelser skal afstandsstykkerne sidde i hak i de to venstre opspændingselementer (leveringstilstand).
Bemærk: Afstandsstykkerne må under ingen omstændigheder monteres diagonalt!
Rørene holdes af to opspændingselementer.
→ P160B: Ved rør / pakningsforbindelser skal afstandsstykkerne sættes i hak i de to midterste opspændingselementer.
→ P250-355B: Ved rør / pakningsforbindelser skal afstandsstykkerne sættes i hak i begge de to midterste opspændingselementer og varmespejlaftræksanordningen hænges i de venstre opspændingselementer. Ved forarbejdningen af nogle pakninger i bestemte positioner fx vandrette buer eller svejseringe, tilrådes det at varmespejlsaftræksanordningen fjernes.
→ P500-630B: Ved rør / pakningsforbindelser skal afstandsstykkerne svinges over og sættes i hak det midterste opspændingselement.

Bemærk: Afstandsstykkerne må under ingen omstændigheder monteres diagonalt!
→ Røret lægges ind i tre opspændingselementer, og pakningen holdes af et opspændingselement. Herved kan opspændingselementet, som kan bevæges frem og tilbage, skubbes sådan på stangen, som pladsforholdene ved opspænding og svejsning kræver det.
→ Ved at køre emnerne sammen kontrolleres det om disse sidder fast i opspændingsværktø-jet.

Sørg for at sikkerhedsafstanden til maskinen overholdes, at ingen stiller sig ind i eller griber ind i maskinen. Sørg for at holde andre mennesker væk fra arbejdsområdet!
→ Kontroller ligeledes, om varmespejlet har näet driftstemperaturen.

OBS!!! For at sikre en jævn varmefordeling over hele varmespejlet må varmespejlet tidligst sættes i 10 minutter efter den ønskede temperatur er nået. Temperaturen kontrolleres og efterreguleres efter behov med et måleapparat!
→ Den elektriske fræseanordning sættes ind mellem de to emner, der skal svejses sammen.

P500-630B: Kontroller rotationsretningen! Maskinen er indstillet til højredrejning på fabrikken!
→ Start den fræseanordningen. Høvlespån skal dreje i skæreretningen, i modsat fald skal fa-sevenderen omstilles på stikket med et egnet værktøj.

Risiko for kvæstelser! Hold sikker afstand til maskinen under driften, og grib ikke ind i de roterende knive. Tænd kun for fræseren, når den er monteret (arbejdsposition) og stil den derefter tilbage i den tilhørende indstillingskasse. Sikkerhedsafbryderens funktion i fræseanordningen skal sikres hele tiden, for at undgå en utilsigtet opstart uden for maskinen!
→ Drej trykindstillingsventilen helt ud mod uret.
→ Pres betjeningsarmen mod venstre og bring langsom fræsetrykket op på den optimale værdi.

For højt fræsetryk kan føre til overophedning og beskadigelse af fræserdrevet. Ved overbelastning eller standsning af fræsedrevet skal maskinen køres op og trykket mindskes!
→ Når høvlspånen kører uafbrudt ud af fræseren med en spånetykkelse på <= 0,2mm, trykkes betjeningsarmen mod højre, og maskindelene køres væk fra hinanden.
→ Sluk fræseanordningen og vent til høvlskiverne står stille. Tag fræseanordningerne ud af basismaskinen og sæt dem i indstillingskassen.
→ Kør emnerne sammen, tøm trykket gennem åbningen på trykaflastningsventilen.
→ Kontroller om svejseoverfladerne er plane og parallelle og at akserne flugter.
Er dette ikke tilfældet, gentages fræsningen. En aksial forskydning mellem emnerne må ikke være større end 10% af vægtykkelsen og den maks. spalte mellem planfladerne ikke større end 0,5 mm (iht. DVS). Fjern evt. resterende spån i røret med et rent værktøj (f.eks. pensel).

OBS! De fræsede klargjorte overflader til svejsningen må ikke berøres med hænderne og skal være fri for snavs af enhver art!
3.2.3 Svejsning

Risiko for klemninger! Hold afstand til maskinen når opspændingsværktøjerne og rørene køres sammen. Stil dig ikke ind i maskinen!
→ Når emnernes ender igen føres sammen, aflæses emnebevægelsestrykket (slæbetrykket) på hydraulikaggregatets manometer.
Som emnebevægelsestryk (slæbetryk) betegnes det minimale tryk, som er nødvendigt for at bevæge emnet aksialt – afhængigt af længde og vægt. Denne værdi skal udregnes meget præcist, hertil startes og slukkes der flere gange for maskinen og der finindstilles på trykindstillingsventilen, indtil maskinen næsten stopper. Det udregnede slæbetryk tilføjes til udlignings-, opvarme- og sammenføjningstrykket.
→ Varmespejlet sættes ind i basismaskinen mellem de to emner sørg også for at at varmepladens støtter sidder i indsnittene på aftræksanordningerne.
→ Kør maskinen sammen, indstil og fasthold til det nødvendige udligningstryk plus slæbetrykket.
→ Så snart den ønskede vulstbredde er nået på hele omfanget på rørene, reduceres trykket idet aflastningsventilen langsomt åbnes.
→ Indstil trykket således, at emnefladerne føres jævnt sammen så trykløst som muligt mod varmespejlet (opvarmning).
→ Luk herefter igen for aflastningsventilen. I den forbindelse skal det sikres, at emnefladerne ikke føres væk fra varmespejlet.
→ Når opvarmningstiden er udløbet, køres emnerne igen fra hinanden, varmespejlet tages væk og emnerne føres igen sammen. Trykket forhøjes nu så lineært som muligt til det pågældende sammenføjningstryk og holdes under hele afkølingstiden.
→ Kontroller regelmæssigt trykket og pump efter, hvis det er nødvendigt. Ved uforholdsmæssigt tryktab skal man få hydrauliksystemet efterset.

NB: Hold betjeningsarmen trykket inde under de første 20 til 100 sekunder og slip den derefter (i midterposition)!
→ Sæt varmespejlet tilbage i indstillingskassen.
→ Når afkølingen er afsluttet, reduceres trykket helt ved at åbne aflastningsventilen, de sammensvejsede emner spændes ned og tages ud.
→ Kør basismaskinen fra hinanden, opret en protokol. Maskinen er nu klar til næste svejsning.
Alle svejseparametrene findes i de vedlagte svejsetabeller.
3.2.4 Standsning
→ Sluk for varmespejlet.

Lad varmespejlet køle af og opbevar det sådan at materialer, som står ved siden af ikke kan blive antændt!
→ Træk stikket på fræseren, varmespejlet og hydraulikaggregatet ud af stikdåsen og rul kablet op.

Hydraulikaggregatet må kun transporteres og stilles vandret. Hvis det holdes skråt, løber der olie ud af påfyldnings- og udluftningsstudsen med målepind!
→ Løsn hydraulikslangerne og rul dem op.

NB! Beskyt koblingerne mod snavs!
3.3 Generelle krav
Da vejrlig og ydre omgivelser påvirker svejsningen meget, skal bestemmelserne i DVS – direktiverne 2207 del 1, 11 og 15 ubetinget overholdes. Uden for Tyskland gælder nationale bestemmelser.
Svejsningen skal overvåges konstant og omhyggeligt!
3.4 Vigtige henvisninger vedrørende svejseparametrene
Alle nødvendige svejseparametre såsom temperatur, tryk og tid ses af DVS - direktiverne 2207 del 1, 11 og 15. Uden for Tyskland gælder nationale bestemmelser.
Reference: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0 Email: media@dvs-hg.de internet: www.dvs-media.info
I særlige tilfælde skal rørleverandørens materialespecifikke bearbejdningsparametre bestilles.
De svejseparametre, der er tilføjet i svejsetabellerne, er vejledende værdier, og firmaet RO-THENBERGER påtager sig ingen garanti herfor!
De værdier, der er anført i svejsetabellerne, for udlignings- og sammenføjningstryk blev udregnet med følgende formel:
Tryk P [bar] = Svejseflade A [mm^2] x svejsefaktor SF [N/mm^2]
For at sikre at maskinen fungerer korrekt, skal følgende punkter overholdes:
- Styrestængerne skal være fri for urenheder. Er overfladen beskadiget skal styrestængerne udskiftes, da beskadigelsen evt. kan medføre tryktab.
- Fræser, varmespejl og hydraulikaggregat må kun anvendes med den spænding, der er angivet på typeskiltet.
- For at opnå de bedste svejseresultater, skal varmespejlet holdes rent. Når overfladen er beskadiget, skal varmespejlet enten overtrækkes igen eller udskiftes. Materialerester på varmedelen forringer non-stick egenskaberne og skal fjernes med en fnugfri klud og vaskemiddel med en Ethanolindhold >99,8 % (ifølge DVS 2207) (kun når varmespejlet er koldt!).
- Oliestanden skal ses efter før hver idræftsættelse (olieniveauet bør være mellem min- og maks- markeringen). Efterfyld evt. med hydraulikolie (HLP – 46, Art. nr.: 53649).
- Hydraulikolien (HLP – 46, Art. nr.: 53649) skal udskiftes efter 6 måneder.
- For at undgå funktionsforstyrrelser, skal det regelmæssigt kontrolleres om hydraulikaggregatet er tæt, forskruningerne sidder fast samt om kablet er i orden.
- Lynkoblingen på aggregatet samt på slangebundtet skal beskyttes mod snavs. Er de snav-sede skal de rengøres før sammenkoblingen.
- Fræseanordningen er udstyret med to dobbeltsidigt slebne knive. Når skæreeffekten reduceres, skal knivene vendes eller udskiftes med nye.
- Vær især opmærksom på at rør- og emnefladerne, især endefladerne, der skal bearbejdes, er rene, da knivenes levetid i modsat fald reduceres.

Svejsemaskinen skal iht. DVS 2208 kontrolleres en gang om året af fabrikanten eller et serviceværksted, der er godkendt af fabrikanten. For maskiner med usædvanlig høj belastning skal kontrolcyklussen forkortes!
5 Tilbehør
Du kan finde passende tilbehør i hovedkataloget eller på www.rothenberger.com
6 Kundeservice
Dele af apparetet er af brugbart materiale og kann genbruges. Hertil står autoriserede og certificerede genbrugsvirksomheder til rådighed. Til miljøvenlig affaldsbehandling af ikke brugbart materiale (f.eks. elektronikaffald) vær venlig at spørg den myndighed, hvorunder det sorterer.

Smid ikke el-værktøj og akkuer/batterier ud sammen med det almindelige husholdningsaffa!
Kun til EU-lande: Iht. det europæiske direktiv 2012/19/EU om affald fra elektrisk og elektronisk udstyr og de nationale bestemmelser, der er baseret herpå, skal kasserede el-værktøjer, og iht. det europæiske direktiv 2006/66/EF skal defekte eller opbrugte akkuer/batterier indsamles separat og genbruges iht. gældende miljøforskrifter.
Innehåll Sida

- Henvisninger til sikkerheden 86
- Pleje og eftersyn....94
- Tilbehør 95
- Kundeservice....95
- Affaldsbehandling....95
- Symboleri denne dokumentation
- Forklaring af symboler Etiketter
- Generelle advarselshenvisninger for el-værktøj
- Tekniske data
- Basismaskine:
- Beskrivelse af apparatet
- Basismaskine (A)
- Hydraulikaggregat (B)
- Betjeningsvejledning
- Idriftsættelse
- Ved P160-250B:
- Ved P355B:
- Ved P500-630B:
- Klargøring til svejsning
- Ved P200B:
- Svejsning
- Standsning
- Generelle krav
- Vigtige henvisninger vedrørende svejseparametrene
- Tilbehør
- Kundeservice
- Innehåll Sida
Mærke : ROTHENBERGER
Model : ROWELD P160B
Kategori : Plast-svejsning