
ROWELD P160B - Svařování plastů ROTHENBERGER - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma ROWELD P160B ROTHENBERGER ve formátu PDF.

| Typ výrobku | Svářečka na tupo s topným tělesem |
| Značka | Rothenberger |
| Model | ROWELD P160B |
| Kategorie | Svařování plastů |
| Rozsah svařování trubek | 40 - 160 mm průměr |
| Rozměry základního stroje (d x š x v) | 705 x 370 x 300 mm |
| Hmotnost základního stroje | 30,2 kg (max, s redukčními vložkami) |
| Napájení frézovacího zařízení | 230 V, 50/60 Hz, 3,5 A |
| Výkon frézovacího zařízení | 750 W příkon / 470 W výkon |
| Napájení topného tělesa | 230 V, 50/60 Hz, 800 W |
| Průměr topného tělesa | 200 mm |
| Rozsah teplot topného tělesa | 160 °C až 285 °C (320 °F až 545 °F) |
| Napájení hydraulické jednotky | 230 V, 50/60 Hz, 2,5 A |
| Výkon hydraulické jednotky | 580 W příkon / 370 W výkon |
| Průtok hydraulického čerpadla | 2,8 l/min (50 Hz) / 2,45 l/min (60 Hz) |
| Maximální hydraulický tlak | 100 bar |
| Kapacita olejové nádrže | 0,7 l |
| Typ hydraulického oleje | HLP 46 (ref. 53649) |
| Svařitelné materiály | PE, PP, PVDF |
| Hladina akustického tlaku (frézování) | 82 dB(A) L_pA, nejistota 3 dB |
| Údržba | Čistěte topné těleso etanolem >99,8%, před každým použitím zkontrolujte hladinu oleje, olej vyměňujte každých 6 měsíců, v případě potřeby vyměňte frézovací nože. |
| Bezpečnost | Přečtěte si bezpečnostní upozornění, používejte OOP, nevystavujte vlhkosti, před údržbou odpojte od sítě. |
| Poprodejní servis | Centra ROTHENBERGER, telefon +49 (0) 61 95/ 800 8200 |
| Náhradní díly | K dispozici na www.rothenberger.com nebo u specializovaných prodejců. |
Často kladené otázky - ROWELD P160B ROTHENBERGER
Dotazy uživatelů ohledně ROWELD P160B ROTHENBERGER
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Svařování plastů ve formátu PDF zdarma! Najděte svůj návod ROWELD P160B - ROTHENBERGER a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. ROWELD P160B značky ROTHENBERGER.
NÁVOD K OBSLUZE ROWELD P160B ROTHENBERGER
CS Návod k používání
Se vší zodpovidností prohlašujeme, že tento výrobek odpovídá následujícím normám a normativním dokumentům.
EU-AZONOSSÁGI NYILATKOZAT
1 Upozornění k bezpečnosti.... 121
1.1 Vymezení účelu použití.... 121
1.2 Všeobecná varovná upozornění pro elektronářadí 121
2 Technické údaje 122
3 Funkce zařízení.... 124
3.1 Popis zařízení 124
3.1.1 Základní stroj (A) 124
3.1.2 Hydraulický agregát (B) 124
3.2 Návod k obsluze 125
3.2.1 Uvedení do provozu.... 125
3.2.2 Opatření pro přípravu svařování.... 126
3.2.3 Svařovací postup 128
3.2.4 Odstavení z provozu....129
3.3 Všeobecné požadavky....129
3.4 Důležité pokyny k parametrům svařování.... 129
4 Péče a údržba 130
5 Příslušenství 130
6 Zákaznické služby.... 130
7 Likvidace....130
Značky obsažené v textu

Výstraha!
Tento symbol varuje před nebezpečím úrazu.
Varování!
Tento symbol varuje před nebezpečím škod na majetku a poškozením životního prostředí.
→ Výzva k provedení úkonu
Vysvětlení symbolů Štítky

Označování shody EU
Označování shody EAC






Upozornění na nebezpečí vtažení
Upozornění na horký povrch
Upozornění na nebezpečí pořezání
Přečtěte si návod k obsluze
Označení pro likvidaci OEEZ
1.1 Vymezení účelu použití
Stroje ROWELD P160-630B Professional se používají jen pro zajištění spojení PE - PP a PVDF trubek svarem podle technických údajů. Za škody vzniklé nevhodným používáním je zodpovědný uživatel.
1.2 Všeobecná varovná upozornění pro elektronářadí

VAROVÁNÍ! Přečtěte si všechny bezpečnostní pokyny, výstrahy, zobrazení, a specifikace k tomuto elektronářadí.
Nedodržování všech níže uvedených pokynů může mít za následek úraz elektrickým proudem, požár a/nebo těžké poranění.
Všechna varovná upozornění a pokyny do budoucna uschovejte.
Ve varovných upozorněních použitý pojem „elektronářadí“ se vztahuje na elektronářadí provozované na el. síti (se síťovým kabelem) a na elektronářadí provozované na akumulátoru (bez síťového kabelu).
1) Bezpečnost pracovního místa
a) Udržujte Vaše pracovní místo čisté a uklizené. Nepořádek a neosvětlené pracovní oblasti mohou vést k úrazům.
b) Se strojem nepracujte v prostředích ohrožených explozí, kde se nacházejí hořlavé kapaliny, plyny nebo prach. Elektronářadí vytváří jiskry, které mohou prach nebo páry zapálit.
c) Děti a jiné osoby udržujte při použití elektronářadí daleko od vašeho pracovního místa. Při rozptýlení můžete ztratit kontrolu nad strojem.
2) Elektrická bezpečnost
a) Připojovací zástrčka stroje musí lícovat se zásuvkou. Zástrčka nesmí být žádným způsobem upravena. Společně se stroji s ochranným uzemněním nepoužívejte žádné adaptérové zástrčky. Neupravené zástrčky a vhodné zásuvky snižují riziko zásahu elektrickým proudem.
b) Zabraňte kontaktu těla s uzemněnými povrchy, jako např. potrubí, topení, sporáky a chladničky. Je-li Vaše tělo uzemněno, existuje zvýšené riziko zásahu elektrickým proudem.
c) Chraňte stroj před deštěm a vlhkem. Vniknutí vody do elektrického stroje zvyšuje nebezpečí elektrického úderu.
d) Dbejte na účel kabelu, nepoužívejte jej k nošení či zavěšení elektronářadí nebo k vytažení zástrčky ze zásuvky. Udržujte kabel daleko od tepla, oleje, ostrých hran nebo pohyblivých dílů stroje. Poškozené nebo spletené kabely zvyšují riziko zásahu elektrickým proudem.
e) Pokud pracujete s elektronářadím venku, použijte pouze takové prodlužovací kabely, které jsou schváleny i pro venkovní použití. Použití prodlužovacího kabelu, jež je vhodný pro použití venku, snižuje riziko zásahu elektrickým proudem.
f) Pokud se nelze vyhnout provozu elektronářadí ve vlhkém prostředí, použijte proudový chránič. Nasazení proudového chrániče snižuje riziko zásahu elektrickým proudem.
3) Bezpečnost osob
a) Bud'te pozorní, dávejte pozor na to, co děláte a přistupujte k práci s elektronářadím rozumně. Stroj nepoužívejte pokud jste unaveni nebo pod vlivem drog, alkoholu nebo léků. Moment nepozornosti při použití elektronářadí může vést k vážným poraněním.
b) Noste osobní ochranné pomůcky a vždy ochranné brýle. Nošení osobních ochranných pomůcek jako maska proti prachu, bezpečnostní obuv s protiskluzovou podrážkou, ochranná přilba nebo sluchátka, podle druhu nasazení elektronářadí, snižují riziko poranění.
c) Zabraňte neúmyslnému uvedení do provozu. Přesvědčte se, že je elektronářadí vypnuté dříve než jej uchopíte, ponesete či připojíte na zdroj proudu a/nebo
akumulátor. Máte-li při nošení elektronářadí prst na spínači nebo pokud stroj připojíte ke zdroji proudu zapnutý, pak to může vést k úrazům.
d) Než elektronářadí zapnete, odstraňte seřizovací nástroje nebo šroubováky. Nástroj nebo klíč, který se nachází v otáčivém dílu stroje, může vést k poranění.
e) Vyvarujte se abnormálního držení těla. Zajistěte si bezpečný postoj a udržujte vždy rovnováhu. Tím můžete stroj v neočekávaných situacích lépe kontrolovat.
f) Noste vhodný oděv. Nenoste žádný volný oděv nebo šperky. Vlasy, oděv a rukavice udržujte daleko od pohybujících se dílů. Volný oděv, šperky nebo dlouhé vlasy mohou být zachyceny pohybujícími se díly.
g) Lze-li namontovat odsávací či zachycující přípravky, přesvědčte se, že jsou připojeny a správně použity. Použití odsávání prachu může snížit ohrožení prachem.
h) Dbejte na to, abyste při častém používání nářadí nebyli méně ostražití a nezapomínali na bezpečnostní zásady. Nedbalé ovládání může způsobit těžké poranění za zlomek sekundy.
4) Svědomité zacházení a používání elektronářadí
a) Stroj nepřetěžujte. Pro svou práci použijte k tomu určené elektronářadí. S vhodným elektronářadím budete pracovat v udané oblasti výkonu lépe a bezpečněji.
b) Nepoužívejte žádné elektronářadí, jehož spínač je vadný. Elektronářadí, které nelze zapnout či vypnout je nebezpečné a musí se opravit.
c) Než provedete seřízení stroje, výměnu dílů příslušenství nebo stroj odložíte, vytáhněte zástrčku ze zásuvky a/nebo odstraňte odpojitelný akumulátor. Toto preventivní opatření zabrání neúmyslnému zapnutí elektronářadí.
d) Uchovávejte nepoužívané elektronářadí mimo dosah dětí. Nenechte stroj používat osobám, které se strojem nejsou seznámeny nebo nečetly tyto pokyny. Elektronářadí je nebezpečné, je-li používáno nezkušenými osobami.
e) Pečujte o elektronářadí a příslušenství svědomitě. Zkontrolujte, zda pohyblivé díly stroje bezvadně fungují a nevzpřičují se, zda díly nejsou zlomené nebo poškozené tak, že je omezena funkce elektronářadí. Poškozené díly nechte před nasazením stroje opravit. Mnoho úrazů má příčinu ve špatně udržovaném elektronářadí.
f) Řezné nástroje udržujte ostré a čisté. Pečlivě ošetřované řezné nástroje s ostrými řeznými hranami se méně vzpřičují a dají se lehčejí vést.
g) Používejte elektronářadí, příslušenství, nasazovací nástroje apod. podle těchto pokynů. Respektujte přitom pracovní podmínky a prováděnou činnost. Použití elektronářadí pro jiné než určující použití může vést k nebezpečným situacím.
h) Udržujte rukojeti a úchytné plochy suché, čisté a bez oleje amaziva. Kluzké rukojeti a úchytné plochy neumožňují bezpečnou manipulaci a ovládání nářadí v neočekávaných situacích.
5) Servis
a) Nechte své elektronářadí opravit pouze kvalifikovaným odborným personálem a pouze s originálními náhradními díly. Tím bude zajištěno, že bezpečnost stroje zůstane zachována.
2 Technické údaje
P160B P200B P250B P355B P500B P630B
Základní stroj:
Trubka – oblast svařování ∅ (mm) .....40-160 ....63-200 ...90-250 ....90-355 .... 200-500 ..315-630
Trubka – svařovací výkon ......řady SDR viz parametry přiložených svařovacích tabulek + pozorujte tlakový max. hydraulický agregát
Max. zdvih válce (mm) ....100....100....150....150....200....200
Celkem – plochy válce (cm²) .....3,53 .....3,53 .....6,26 .....6,26 .....14,13 .....14,13
| Hlavní rozměr | y | : | ||||
| Délka (mm) | 705 | 675 | 810 | 795 | 1300 | 1300 |
| Šířka (mm) | 370 | 370 | 485 | 600 | 900 | 1060 |
| Výška (mm) | 300 | 400 | 415 | 535 | 800 | 920 |
| Hmotnost max. * (kg) | 30,2 | 27,5 | 56,7 | 77,9 | 235 | 319,9 |
* včetně redukční upínací nástavce pro nejmenší průměr trubice
Frézovací zařízení:
| Elektrické připojení | 230 V | 230 V | 230 V | 230 V | 400 V, 3~400 V, 3~ | ||
| 115 | V | ||||||
| (Hz) | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | ||
| (A) | 3,5 | 2,9 | 3,5 | 4,8 | 1,75 | 2,55 | |
| Jmenovitý příkon/Výstupní výkon (W) | 750/470 | 630/425 | 750/470 | 1050/650 | 1210/750 | 1770/1100 | |
| Otáčky motoru ( min^-1 ) | 660 | 950 | 660 | 726 | 140 | 140 | |
| Otáčky při chodu naprázdno ( min^-1 ) | 126 | 165 | 85 | 66 | 31 | 24 | |
| (těleso kotoučové frézy) | |||||||
| Hladina akustického tlaku | |||||||
| dB(A) L_pA | K_pA | 82 | 3 | 83 | 3 | 82 | 3 | 48 |
| Hladina akustického výkonu | |||||||
| dB(A) L_WA | K_WA | 93 | 3 | 94 | 3 | 93 | 3 | 59 |
| Hmotnost (kg) | 7,6 | 7,0 | 15 | 22,4 | 68 | 123 | |
Topné těleso:
| Elektrické připojení | 230 V | 230 V | 230 V | 230 V | 400 V | 400 V |
| 115 | V | |||||
| (Hz) | 50/60 | 50/60 | 50/60 | 50/60 | 50/60 | |
| (W) | 800 | 1000 | 1500 | 2500 | 4000 | |
| Topné těleso – průměr (mm) | 200 | 230 | 300 | 380 | 540 | 660 |
| Hmotnost (kg) | 3,3 | 3,9 | 5,5 | 9,1 | 32 | 49 |
Odkládací skříňka:
| Hmotnost (kg) | 4,7 | 4,3 | 8,2 | 9,6 | 55 | 70 |
| P160B, P200B, P250B, P355B | P500B, P630B | |||||
| Hydraulický agregát: | ||||||
| Elektrické připojení | 230 V – 50 Hz – 2,5 A | 230 V – 50 Hz – 5,6 A | ||||
| 230 V – 60 Hz – 2,5 A | 230 V – 60 Hz – 5,6 A | |||||
| Jmenovitý příkon/Výstupní výkon (W) | 580/ 370 | 1290/ 750 | ||||
| 670/ 370 | 1200/ 750 | |||||
| Množství přepravované čerpadlem(l/min) | 2,8 | 5,65 | ||||
| 2,45 | 5,1 | |||||
| Olej – objem zásobníku (l) | 0,7 | 0,7 | ||||
| Tlakový max. (bar) | 100 | 100 | ||||
| Hydraulický olej | HLP – 46 (no.: 53649) | |||||
| Rozměry (DxŠxV, mm) | 540 x 340 x 340 | 540 x 340 x 340 | ||||
| Hladina akustického tlaku | ||||||
| dB(A) LpA | KpA | 74 | 3 | 77 | 3 | ||||
| Hladina akustického výkonu | ||||||
| dB(A) LWA | KWA | 85 | 3 | 88 | 3 | ||||
| Hmotnost (kg) | 28 | 29 | ||||
P160B P200B P250B P355B P500B P630B
Celé zařízení:
Celková hodnota elektrického
připojení (kW) 2,1 2,0 2,9 4,0 6,7 11,3
Rozměry přepravní bedny:
Délka (mm) 1200 1200 1200 1200 1200 2240 2240
Šířka (mm) 800 800 800 800 1300 1300
Výška (mm) 900 900 900 900 1500 1500
Hladina hluku při práci může přesáhnout 85 dB (A). Je nutno nosit ochranu sluchu!
3 Funkce zařízení
3.1 Popis zařízení
ROWELD P160-630B Professional jsou kompaktní prěnosné svářečky natupo s topnými tělesy, které byly speciálně koncipovány po použití v oblasti stavenišť – a zde speciálně ve výkopech pro potrubí. Samozřejmě že je možné tyto stroje použít i v dílně.
Lze vyrobit svařování přípojek Trubka - Trubka, jakož i T-kusů, trubkový oblouk a přivařovací nákružek.
Stroje se v podstatě skládají z:
Základní stroj, redukční upínací nástavce, hydraulický agregát, frézovací zařízení, topné těleso, odkládací skříňka.
Při svařování přivařovacích nákružků je nutné použít čtyřčelistovou upínací desku, kterou lze obdržet jako příslušenství.
ROWELD P160-250B: Při svařování potrubních oblouků s malým poloměrem max. průměru stroje je nutné použít horní díl zkoseného upínacího přípravku, který lze obdržet jako příslušenství.
ROWELD P500-630B: Pro umístění a vyzvednutí frézy a topného tělesa může být použito elektrické zvedací zařízení, které lze obdržet jako příslušenství.
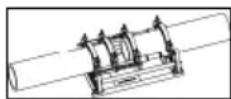
3.1.1 Základní stroj (A)
1 Pohyblivé upínací prvky 5 Odnímatelný upínací prvek
2 Posouvatelný upínací prvek 6 Upevňovací šrouby horní
3 Distanční vložka s aretačními zářezy 7 Distanční vložka
4 Přípravek na odtažení topného prvku 8 Upevňovací šrouby dolní
3.1.2 Hydraulický agregát (B)
1 Hrdlo pro nalévání oleje a měrka oleje 5 Sítový kabel
2 Rychlospojka zástrčka 6 Manometru
3 Ventil pro snižování tlaku 7 Řídící páka Doleva-najetí, Doprava-oddálení
4 Rychlospojka objímka 8 Ventil pro nastavení tlaku
Hydraulický agregát umožňuje obsluhu svářečky vyznačenou pomocí následujících symbolů:




Pro najetí upínacích prvků k sobě stiskněte řídící páku doleva. Rychlost pojíždění a rychlost nárůstu tlaku je závislá na úhlu natočení
Pro oddálení upínacích prvků stiskněte řídící páku doprava. Rychlost pojíždění je závislá na úhlu natočení
Ventil pro nastavení tlaku pro frézovací tlak, srovnávací tlak, tlak ohřevu a spo- jovací tlak. Nastavený tlak se zobrazí na manometru
Ventil pro snižování tlaku, prostřednictvím otočení doleva je možné tlak snížit.
Rychlost snížení je závislá na počtu otáček. Otočení doprava – udržování tlaku
3.2 Návod k obsluze
Svářečky jsou vhodné pro provoz při teplotách okolí od -10 °C do +40 °C.
Jsou vhodné pro stacionární napájení 230 V 50/60 Hz a 400 V 50/60 Hz. V případě použití generátoru elektrické energie musí svářeč upřesnit požadovaný výkon u výrobce generátoru.

Svářečka smí být obsluhována pouze odbornými pracovníky, kteří jsou k tomuto oprávněni a kteří jsou přiměřeně kvalifikováni dle DVS 2212 díl 1!
3.2.1 Uvedení do provozu

Prosím, přečtěte si pozorně provozní návod před uvedením svářečky natupo do provozu!

Topný prvek nepoužívejte v prostředí, kde hrozí výbuch a zabraňte jeho styku se snadno hořlavými látkami!

Udržujte bezpečný odstup od stroje, nevstupujte do něj, ani do něj nesahejte. Nepovolaným osobám nepovolte vstup do pracovního úseku stroje!

Před každým uvedením do provozu zkontrolujte hladinu oleje hydraulického agregátu, hladina oleje se musí pohybovat mezi značkami min. a max. na zátce plnicího otvoru oleje s měrkou, popřípadě doplňte hydraulický olej HLP 46!

Hydraulický agregát přepravujte a odstavujte pouze ve vodorovné poloze, v nakloněné poloze olej z odvzdušňovací zátky s měrkou vytéká!
→ Základní stroj a hydraulický agregát propojte pomocí obou hydraulických hadic.

Rychlospojky chraňte před znečištěním. Netěsnící spojky okamžitě vyměňte!
→ Sít'ové zástrčky frézovacího zařízení, hydraulického agregátu a topného tělesa připojte ke zdroji elektrického proudu odpovídajícím způsobem dle typového štítku.
Pro P160-250B:
→ Svítí červená dioda „Pohotovostní stav“ na topném článku, což znamená: je připojeno napětí. Zapněte topný článek pomocí velkého tlačítka na rukojeti (svítícího zeleně) a nastavte požadovanou teplotu pomocí tlačítka „+“ nebo „-“ (160 °C až 285 °C / 320 °F až 545 °F).
Zahřívání je signalizováno rozsvícením žluté diody na rukojeti. Současně se zobrazí vodorovné pruhy na ukazateli teploty. Krátce před dosažením nastavené požadované teploty (tolerance +/- 3 °C / 5,4 °F) zhasne žlutá dioda a rozsvítí se zelená dioda. Po dalších 10 minutách je topný článek připraven k použití. Upozornění: Při prvním dosažení požadované teploty může dojít ke krátkodobému překročení nastavené hodnoty.
→ Teplotu kontrolujte pomocí externího přístroje k měření teploty. Při výskytu odchylek je nutno provést novou kalibraci topného článku: Stiskněte současně tlačítka „+“ a „-“ a následně nastavte rozdíl pomocí tlačítka „+“ nebo „-“.
Zobrazí-li se chybové hlášení „Er1“, znamená to, že elektronika přístroje je vadná. V případě zobrazení chybového hlášení „Er2“ je vadný odporový teploměr nebo není připojen. Zašlete přístroj servisní dílně autorizované společností ROTHENBERGER.

Nebezpeční popálení ! Topné těleso může dosáhnout teploty až 290°C / 554°F a je nutné ho bezprostředně po použití vrátit do odkládací skříňky, která je určena pro toto použití!
Pro P355B:
→ Zapněte hlavní spínač ovládací skříně, spínač se rozsvítí zeleně a na displeji se zobrazí skutečná teplota topné desky. Pomocí tlačítek – a + nastavte požadovanou teplotu mezi 160°C a 270°C / 320°F a 518°F.
Při dosažení nastavené teploty přeskočí indikátor ze „set“ (nastavená) na „actual“ (aktuální) a bliká ukazatel „heat“ (zahřívání). Topný článek je po dalších 10 minutách připravený k použití.
→ Teplotu je kontrolovat pomocí přístroje na měření teploty.
Regulátor teploty je optimálně nastaven, pokud skutečná teplota povrchu topného článku neodpovídá zobrazené hodnotě, tak může být proveden posun. Při tom nastavte kolébkový spínač na 0, stiskněte tlačítka – a + a zapněte kolébkový spínač, na displeji se rozsvítí „OFF“, „SET“ a po-
tom nastavená hodnota posunu. Tlačítky – a + nastavte odpovídající posun a uložte jej stiskem tlačítek – a +, potom se znovu zobrazí skutečná hodnota.
Pro P500-630B:
→ Zapněte hlavní spínač v řídícím boxu / topné těleso (spínač se rozsvítí zeleně). Požadovanou teplotu (viz termostat).
Indikace na displeji ukazuje zpravidla skutečnou naměřenou hodnotu teploty. Dle DVS je topné těleso připraveno k použití 10 minut po prvotním dosažení nastavené teploty.
→ Teplotu je kontrolovat pomocí přístroje na měření teploty.

Nebezpeční popálení ! Topné těleso může dosáhnout teploty až 300°C / 572°F a je nutné ho bezprostředně po použití vrátit do odkládací skříňky, která je určena pro toto použití!
Svářečka je vybavena digitálním termostatem typ 400.
Digitální termostat je ze závodu optimálně nakonfigurován a nastaven. Pro nastavení teploty je nutné stisknout pouze tlačitko →F← , dokud se nezobrazí „_SP“. Nyní může být pomocí tlačítek se šipkami změněna nastavená teplota v rozsahu 0-300°C / 32-572°F.
Nebudou-li stisknuta žádná další tlačítka, bude opět zobrazena skutečná teplota, termostat automaticky nastaví nově zvolenou teplotu. Pokud je skutečná teplota nižší, než nastavená požadovaná teplota, pak bliká červená šipka (low). Pokud je skutečná teplota vyšší, pak bliká červená šipka (high). Odpovídá-li nastavená požadovaná teplota skutečné hodnotě, pak svítí zelená indikace. Pokud by skutečná teplota povrchu na topném tělese neodpovídala zobrazené naměřené hodnotě, pak můžete zadat „Offset“. Za tímto účelem držte stisknuté tlačítko →F←, dokud se na displeji nezobrazí „InP“ (cca. 7 sekund); tlačítko →F← uvolněte. Poté se dotýkejte tlačítka →F← tak často, dokud se nezobrazí „oFS“. Tuto hodnotu pak odpovídajícím způsobem přizpůsobte. Pro dokončení změny stiskněte tlačítko →F← tak dlouho, dokud se opět nezobrazí skutečná hodnota.

Pozor ! Žádné další parametry by neměly být změněny!
Nastavení ze závodu:
Pozn.: Prostřednictvím funkce Autotuning se mohou údaje v CFG nepatrně lišit. Jestliže se vyskytnou větší výkyvy v regulaci, pak může být na chladném topném tělese aktivována funkce Autotuning. (V menu CFG nastavte bod „S.tu“ na 2; původní nastavení na 0 se uskuteční automaticky).
Ke zvedání frézovacího zařízení a topného prvku použijte zvedák 53410 popř. 53323 nebo vho-dné nářadí.
3.2.2 Opatření pro přípravu svařování
→ U trubek, které jsou menší než průměr, který může stroj maximálně svařit, je nutné namontovat redukční nástavce trubkového průměru, který je určen ke zpracování a to pomocí šroubů s vnitřním šestihranem, které se nachází v příslušenství.
ROWELD P200B: ∅63-140mm: skládající se z 6 poloskořepin se širokou a ze 2 poloskořepin s úzkou upínací plochou. ∅160-180mm: skládající se z 8 poloskořepin se širokou upínací plochou.
ROWELD P160-355B: skladající se z 6 poloskořepin se širokou a ze 2 poloskořepin s úzkou upínací plochou.
ROWELD P500-630B: skládající se, do průměru 450 mm, ze 6 poloskořepin se širokou a 2 poloskořepin s úzkou upínací plochou, od 500 mm z 8 poloskořepin se širokou upínací plochou.
Přitom je nutné respektovat, že poloskořepiny s úzkou upínací plochou musí být nasazeny do obou vnějších spodních základních upínacích prvků. Pouze při spojování trubky s trubním obloukem se tyto díly vkládají do levého základního upínacího prvku dole a nahoře.
Trubky z umělé hmoty nebo tvarované díly, které jsou určeny ke svaření, vložte do upínacího zařízení (v případě delších trubek < 2,5m musí být použity podvalky) a pevně utáhněte mosazné matice na horních upínacích nástrojích. Úchylky kruhovitosti trubek mohou být vyrovnány pomocí utažení nebo uvolnění mosazných matic.
Pro P200B:
→ U trubek a trubkových spojů se stroj používá se 4 základními upínacími čelistmi (svařovací poloha A).
→ U úzkých trubek a přírubových spojů (svařovací poloha B) je možno 4. upínací čelist odložit. K tomuto účelu je nejdříve třeba odstranit šrouby (3) a trochu povolit šrouby (5). Poté je možno 4. upínací čelist včetně podstavce vyjmout. Nakonec se odšroubují distanční vložky (4) a nahradí se šrouby (3).

→ Při spojování trubky s trubkou musí být distanční vložky zaklesnuty do obou levých upínacích prvků (stav při dodání).

Pozor: Distanční vložky nesmějí být v žádném případě namontovány s příčným přesazením!
Trubky jsou drženy vždy dvěma upínacími prvky.
→ P160B: Při spojování trubky se spojovací tvarovkou musí být distanční vložky zaklesnuty do obou středních upínacích prvků.
→ P250-355B: Při spojování trubky se spojovací tvarovkou musejí být distanční vložky zaklesnuty do obou středních upínacích prvků a odtahovací přípravek topných prvků musí být zavěšen do levých upínacích prvků. Při zpracování některých tvarovek v určitých polohách, např. oblouky vodorovné, přivařovací nákružky, je nutné odstranit přípravek na odtažení topných prvků.
→ P500-630B: Při spojování trubky s tvarovkou je nutné distanční vložky překlopit a zaklesnout do středního upínacího prvku.

Pozor: Distanční vložky nesmějí být v žádném případě namontovány s příčným přesazením!
→ Trubka se vkládá do tří upínacích prvků a spojovací tvarovka je držena jedním upínacím prvkem. Posuvný upínací prvek lze přitom na tyči posouvat tak, jak to vyžadují prostorové podmínky při upínání a svařování.
→ Prostřednictvím najetí zpracovávaných dílů k sobě překontrolujte, zda tyto díly sedí v upínacím nástroji pevně.

Udržujte bezpečný odstup od stroje, nevstupujte do něj, ani do něj nesahejte. Nepovolaným osobám nepovolte vstup do pracovního úseku stroje!
→ Rovněž je nezbytné překontrolovat, zda topné těleso dosáhlo své provozní teploty.
! Prosím, respektujte!!! Aby bylo zaručeno rovnoměrné rozložení tepla po celém topném prvku, smí se topný prvek použít nejdříve 10 minut po dosažení požadované teploty. Teplota musí být překontrolována pomocí měřícího přístroje a popřípadě musí být doregulována!
→ Elektrické frézovací zařízení nasad'te mezi zpracovávané díly určené ke svařování a toto zařízení zapněte.
P500-630B: Překontrolujte směry otáčení! Stroje jsou ze závodu přisvorkovány pravotočivě!
Frézování a spustte. Hoblovací nože musí běžet ve směru řezání, v opačném případě přepněte pomocí vhodného nářadí přepínač fází na síťové zástrčce.

Nebezpečí zranění! Během provozu udržujte bezpečný odstup od stroje a nesahejte do rotujících nožů. Frézu uvádějte do činnosti pouze v nasazeném stavu ( pracovní pozice ) a následně ji vraťte zpět do odkládací skříňky, která je určena pro toto použití. Funkčnost bezpečnostního spínače na frézovacím zařízení musí být neustále zajištěna, aby bylo možné zabránit neúmyslnému spuštění mimo stroj!
→ Tlakový redukční ventil úplně vyšroubujte proti směru hodinových ručiček.
→ Rídicí páku zatlačte doleva a pomalu zvyšujte frézovací tlak až na optimální hodnotu.

Příliš vysoký frézovací tlak může mít za následek přehřátí a poškození pohonu frézy. Při přetížení popř. nečinnosti pohonu frézy se strojem vyjeďte a snižte tlak!
→ Jakmile začne z frézy plynule vycházet tříska o tloušťce < = 0,2 mm, stlačte řídicí páku doprava a stroj roztáhněte od sebe.
Frézovací přípravek vypněte, vyčkejte dokud se hoblovací kotouče nezastaví. Vyjměte frézovací přípravek ze základního stroje a odložte jej do odkládací skříňky.
→ Přibližte obrobky k sobě, otevřením tlakového odlehčovacího ventilu snižte tlak.
→ Zkontrolujte, zda jsou plochy určené pro svařování rovné, rovnoběžné a souosé.
Jestliže tomu tak není, musí být frézování zopakováno. Axiální přesazení mezi zpracovávanými díly nesmí být (dle DVS) větší než 10% tlouštky stěny a max. mezera mezi rovinnými plochami nesmí být větší než 0,5mm. Pomocí čistého nástroje (např. štětec) odstraňte třísky, které se v trubce případně vyskytují.

Prosím, respektujte! Plochy, které byly ofrézovány a které jsou připraveny ke svařování, musí být zbaveny všech nečistot a nesmíte se jich dotknout rukou!
3.2.3 Svařovací postup

Nebezpečí stlačení! Při najíždění upínacích nástrojů a trubek k sobě zásadně dodržujte bezpečný odstup od stroje. Nikdy nevkládejte do stroje!
→ Během opětovného najetí konců zpracovávaných dílů k sobě je nutné na manometru hydraulické jednotky odečíst tlak pohybu zpracovávaného dílu (vlečný tlak).
Jako tlak pohybu zpracovávaného dílu (vlečný tlak) je označován minimální tlak, který je nezbytný k tomu, aby se zpracovávaný díl – v závislosti na délce a hmotnosti – axiálně pohyboval. Tato hodnota musí být zjištěna zcela přesně, přitom je nezbytné stroj několikrát nechat oddálit a najet k sobě a ventil pro nastavení tlaku nastavovat tak dlouho, až bude stroj krátce před zastavením. Tento zjištěný vlečný tlak musí být připočten k srovnávacímu tlaku, k tlaku ohřevu a ke spojovacímu tlaku.
→ Topný prvek nasadte mezi oba zpracovávané díly do základního stroje a dbejte na to, aby dosedací plochy topné desky spočívaly v zářezech přípravku pro odtažení.
→ Stroj nechejte najet k sobě, nastavte nezbytný srovnávací tlak plus tažný tlak a udržujte.
→ Jakmile bude po celém obvodu obou trubek rovnoměrně dosažena patřičná výška zesíleného okraje, snižte tlak pomocí pomalého otevření ventilu pro snižování tlaku.
→ Tlak nastavte tak, aby bylo zajištěno rovnoměrné téměř beztlaké dosednutí konců zpracovávaných dílů na topném tělese ( ohřev ).
→ Nyní znovu zavřete ventil pro snižování tlaku. Přitom dejte pozor na to, aby konce zpracovaných dílů neztratily kontakt s topným tělesem.
→ Po uplynutí doby ohřevy se zpracovávané díly opět od sebe oddálí, topné těleso bude vyjmuto a konce zpracovávaných dílů najedou k sobě. Nyní je nutné zvýšit tlak, pokud možno lineárně, na odpovídající spojovací tlak a udržovat ho po celou dobu ochlazování.
→ Tlak kontrolujte pravidelně a popřípadě jej dodatečně upravte. Při nadměrné ztrátě tlaku nechejte zkontrolovat hydraulický systém.

Pozor: Během prvních 20 až 100 sekund je nutné držet řídící páku stisknutou a poté ji uvolnit (v prostřední poloze)!
→ Topný prvek odložte zpět do odkládací skříňky.
→ Poté, co uplynula doba ochlazování, zcela snižte tlak prostřednictvím otevření ventilu pro snižování tlaku, svařené díly uvolněte a odeberte.
→ Základní stroj nechejte oddálit, vystavte protokol. Stroj je připraven pro následující svařovací cyklus.
Celkové parametry ke svařování můžete vyčíst z přiložených svařovacích tabulek.
3.2.4 Odstavení z provozu
→ Vypněte topné těleso.

Topný prvek nechejte vychladnout, popř. jej uložte tak, aby se žádné sousední látky nemohly vznítit!
→ Vytáhněte ze zásuvky sít'ovou zástrčku frézovacího zařízení, topného tělesa a hydraulického agregátu a kabel namotejte.

Hydraulický agregát přepravujte a odstavujte pouze ve vodorovné poloze, v nakloněné poloze olej z odvzdušňovací zátky s měrkou vytéká!
→ Hydraulické hadice odpojte a namotejte.

Pozor! Chraňte spojky před znečištěním!
3.3 Všeobecné požadavky
Protože povětrnostní vlivy a vlivy okolního prostředí mohou svařování ovlivnit rozhodující měrou, je nezbytně nutné dodržet odpovídající předpisy v DVS – směrnice 2207 díl 1, 11 a 15. Mimo území Německa platí příslušné národní směrnice.
Svářečské práce musí být neustále a pečlivě monitorovány!
3.4 Důležité pokyny k parametrům svařování
Všechny náležité parametry pro svařování, jako jsou teplota, tlak a čas, je nutné vyhledat v DVS - směrnice 2207 díl 1, 11 a 15. Mimo území Německa platí příslušné národní směrnice.
V jednotlivých případech je nezbytné si od výrobce trubek opatřit zpracovací parametry specifické pro daný materiál.
Parametry pro svařování, které jsou uvedeny v přiložených svařovacích tabulkách, jsou orientační hodnoty, za které firma ROTHENBERGER nepřebírá záruku!
Hodnoty pro srovnávací a spojovací tlak, které jsou uvedeny ve svařovacích tabulkách, byly vypočítány podle následujícího vzorce:
Tlak P [bar] = Svarová plocha A [mm^2] x součinitel hodnoty svaru SF [N / mm^2]
Aby byla uchována funkčnost stroje, je nezbytné dodržovat následující body:
- Vodící tyče musí být zbavovány jakékoliv nečistoty. V případě poškození povrchu je nutné tyto vodící tyče vyměnit, protože by toto mohlo eventuálně způsobit pokles tlaku.
- Frézovací zařízení, topné těleso a hydraulický agregát smí být připojeny pouze k takovému napětí, které je uvedeno na typovém štítku.
- Aby jste získali bezvadné výsledky svařování, je nezbytné, aby jste udržovali topné těleso v čistotě. V případě poškození povrchu musí být topné těleso znovu povrstveno popř. vyměněno. Zbytky materiálu na topném zrcadle snižují protiadhezivní vlastnosti a měly by být odstraněny pomocí papíru neuvolňujícího vlákna a pomocí mycí prostředek s jedním Obsah etanolu >99,8 % (podle DVS 2207) (pouze když je topné těleso studené).
- Hladinu oleje hydraulického agregátu je nutné kontrolovat před každým uvedením do provozu (hladina oleje by se měla pohybovat mezi značkami min a max). Popřípadě je nutné doplnit hydraulický olej (HLP – 46, zboží č.: 53649.
- Hydraulický olej (HLP – 46, zboží č.: 53649) musí být vyměněn každých 6 měsíců.
- Aby jste zabránili funkčním poruchám, je nezbytné na hydraulickém agregátu pravidelně překontrolovat těsnost, pevné uložení šroubových spojů a rovněž bezvadný stav elektrokabelu.
- Hydraulické rychlospojky na hydraulickém agregátu a na svazku hadic musí být chráněny před znečištěním. V případě znečištění musí být před připojením vyčištěny.
- Frézovací zařízení je vybaveno dvěma oboustranně nabroušenými noži. V případě zhoršujícího se řezného výkonu mohou být nože otočeny popř. vyměněny za nové
- Je nezbytné neustále dbát na to, aby konce trubek popř. částí určených k opracování obzvláště čelní plochy byly zbaveny nečistot, protože v opačném případě se životnost nožů rapidně snižuje.

Je nezbytné nechat provést roční kontrolu svářečky dle DVS 2208 a to od výrobce nebo od jedné ze servisních služeb, které jsou tímto výrobcem pověřeny. U strojů s nadprůměrným zatížením by měl být cyklus kontrol zkrácen!
5 Příslušenství
Vhodné příslušenství najdete v hlavním katalogu nebo na www.rothenberger.com
6 Zákaznické služby
K dispozici je sít' servisních středisek společnosti ROTHENBERGER, která vám poskytnou potřebnou pomoc a jejichž prostřednictvím jsou rovněž dodávány náhradní díly a zajišťovány servisní zásahy (viz seznam v katalogu nebo na webových stránkách). Příslušenství a náhradní díly můžete objednávat prostřednictvím svého specializovaného prodejce nebo RO SERVICE+ online služeb: 📞 + 49 (0) 61 95/ 800 8200 📞 + 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Likvidace
Části tohoto zařízení představují zhodnotitelný materiál a mohou být předány k recyklaci. K tomuto účelu jsou k dispozici schválené a certifikované recyklační závody. K tomu, aby jste mohli provést ekologicky přijatelnou likvidaci částí, které nelze zhodnotit (např. elektronický šrot), je nutné provést konzultaci s Vaším úřadem, který je kompetentní pro likvidaci odpadů.

Elektronářadí a akumulátory/baterie nevyhazujte do domovního odpadu!
Pouze pro země EU: Podle evropské směrnice 2012/19/EU o odpadních elektrických a elektronických zařízeních a jejího provedení ve vnitrostátním právu se musí již nepoužitelné elektrické nářadí a podle evropské směrnice 2006/66/ES vadné nebo opotřebované akumuláto-ry/baterie shromažďovat odděleně a odevzdat k ekologické recyklaci.
Tartalom Oldal

- EU-AZONOSSÁGI NYILATKOZAT
- Upozornění k bezpečnosti.... 121
- Technické údaje 122
- Funkce zařízení.... 124
- Péče a údržba 130
- Příslušenství 130
- Zákaznické služby.... 130
- Likvidace....130
- Značky obsažené v textu
- Výstraha!
- Varování!
- Vysvětlení symbolů Štítky
- Vymezení účelu použití
- Všeobecná varovná upozornění pro elektronářadí
- Technické údaje
- Základní stroj:
- Celé zařízení:
- Rozměry přepravní bedny:
- Funkce zařízení
- Popis zařízení
- Základní stroj (A)
- Hydraulický agregát (B)
- Návod k obsluze
- Uvedení do provozu
- Pro P160-250B:
- Pro P355B:
- Pro P500-630B:
- Opatření pro přípravu svařování
- Pro P200B:
- Svařovací postup
- Odstavení z provozu
- Všeobecné požadavky
- Důležité pokyny k parametrům svařování
- Příslušenství
- Zákaznické služby
- Likvidace
- Tartalom Oldal
Značka : ROTHENBERGER
Model : ROWELD P160B
Kategorie : Svařování plastů