
59G873 - Piła Graphite - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia 59G873 Graphite w formacie PDF.
| Typ produktu | Przecinarka do metalu |
| Marka | Graphite |
| Model | 59G873 |
| Napięcie zasilania | 230 V ~ |
| Częstotliwość | 50 Hz |
| Moc znamionowa | 2600 W |
| Prędkość obrotowa bez obciążenia | 3800 min⁻¹ |
| Średnica zewnętrzna tarczy | 355 mm |
| Średnica wewnętrzna tarczy | 25,4 mm |
| Regulacja kąta imadła | 0° do 45° |
| Wydajność cięcia pod kątem 90° (profil kwadratowy) | 110 x 110 mm |
| Wydajność cięcia pod kątem 90° (profil prostokątny) | 170 x 90 mm |
| Wydajność cięcia pod kątem 90° (profil okrągły) | 110 mm |
| Waga | 17 kg |
| Klasa ochronności | II |
| Rok produkcji | 2020 |
| Poziom ciśnienia akustycznego (LpA) | 92,5 dB(A) |
| Poziom mocy akustycznej (LwA) | 105,5 dB(A) |
| Wartość przyspieszenia drgań (ah) | < 2,5 m/s² |
| Bezpieczeństwo | Wyłącznik bezpieczeństwa, ruchoma osłona tarczy, blokada wrzeciona |
| Konserwacja | Regularne czyszczenie, wymiana szczotek węglowych i tarczy tnącej |
| Akcesoria w zestawie | Klucz płaski, sworzeń blokujący, korbka |
| Zastosowanie | Wewnątrz, do cięcia metali (majsterkowanie i lekki warsztat) |
Często zadawane pytania - 59G873 Graphite
Pytania użytkowników dotyczące 59G873 Graphite
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Piła w formacie PDF za darmo! Znajdź swoją instrukcję 59G873 - Graphite i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. 59G873 marki Graphite.
INSTRUKCJA OBSŁUGI 59G873 Graphite
Sprawdź dostępność części zamiennych do tego produktu
skanując kod QR lub wchodząc na gtxservice.pl

Instrukcje bezpieczeństwa dla przecinarek
1. Ostrzeżenia bezpieczeństwa maszyny odcinającej
a) Ustaw siebie i osoby postronne z dala od płaszczyzny obracającej się tarczy. Osłona pomaga chronić operatora przed oderwanymi fragmentami tarczy i przypadkowym kontaktem z tarczą.
b) Do swojego elektronarzędzia używaj wyłącznie wzmocnionych tarcz do cięcia. Możliwość zamontowania narzędzia roboczego do elektronarzędzia, nie zapewnia bezpiecznej pracy.
c) Znamionowa prędkość narzędzia roboczego musi być co najmniej równa maksymalnej prędkości oznaczonej na elektronarzędziu. Akcesoria działające szybciej niż ich prędkość znamionowa mogą pękać i rozpadać się.
d) Tarcze mogą być używane tylko w zalecanych zastosowaniach. Na przykład: nie szlifuj bokiem ściernicy. Ścierne tarcze tnące są przeznaczone do szlifowania obwodowego, siły boczne przyłożone do tych tarcz mogą spowodować ich zniszczenie.
e) Zawsze używaj nieuszkodzonych kołnierzy montażowych tarcz o średnicy odpowiedniej dla wybranej tarczy. Odpowiednie kołnierze wspierają tarcze, zmniejszając w ten sposób ryzyko pęknięcia tarczy.
f) Średnica zewnętrzna i grubość narzędzia roboczego muszą mieścić się w zakresie wartości znamionowej elektronarzędzia. Akcesoria o niewłaściwym rozmiarze nie mogą być odpowiednio osłonięte ani kontrolowane.
g) Rozmiar trzpienia tarczy i kołnierzy musi odpowiednio pasować do wrzeciona elektronarzędzia. Tarcze i kołnierze z otworami trzpieniowymi, które nie zapewniają odpowiedniego mocowania narzędzia roboczego mogą powodować utratę stabilności oraz generować nadmierne wibracje i spowodować utratę kontroli.
h) Nie używaj uszkodzonych tarcz. Przed każdym użyciem sprawdź tarczę pod kątem rys i pęknięć. W przypadku upuszczenia elektronarzędzia lub tarczy sprawdź, czy tarcza nie jest uszkodzona lub zamontuj nieuszkodzoną tarczę. Po sprawdzeniu i zamontowaniu tarczy, ustaw się oraz osoby postronne z dala od płaszczyzny obracającej się tarczy i uruchom urządzenie z maksymalną prędkością bez obciążenia przez jedną minutę. Uszkodzone tarcze zwykle rozpadają się podczas tego testu.
i) Noś osobiste wyposażenie ochronne. W zależności od zastosowania należy stosować osłonę twarzy, gogle ochronne lub okulary ochronne. W razie potrzeby noś maskę przeciwpyłową, ochronniki słuchu, rękawice lubranie robocze, które mogą zatrzymać małe fragmenty ścierniwa lub przedmiotu obrabianego. Ochrona oczu musi być zdolna do powstrzymywania latających odłamków generowanych przez różne operacje. Maska przeciwpyłowa lub respirator muszą być zdolne do filtrowania cząstek generowanych podczas pracy. Długotrwałe narażenie na hałas o wysokiej intensywności może powodować utratę słuchu.
j) Osoby postronne powinny znajdować się w bezpiecznej odległości od miejsca pracy. Każdy znajdujący się w pobliżu prac musi nosić osobiste wyposażenie ochronne. Fragmenty obrabianego przedmiotu lub pękniętej tarczy mogą odlecieć i spowodować obrażenia poza bezpośrednim obszarem działania.
k) Umieść przewód zasilający z dala od obracającego się narzędzia roboczego. W przypadku utraty kontroli przewód zasilający może zostać przecięty lub zaczepiony, a dłoń lub ramię może zostać wciągnięte w obracającą się tarczę.
1) Regularnie czyść otwory wentylacyjne elektronarzędzia. Wentylator silnika może wciągać kurz do wnętrza obudowy, a
nadmierne gromadzenie się sproszkowanego metalu może powodować zagrożenia elektryczne.
m) Nie używaj elektronarzędzia w pobliżu łatwopalnych materiałów. Nie używaj elektronarzędzia, gdy jest umieszczony na palnej powierzchni, takiej jak drewno. Iskry mogą zapalić te materiały.
n) Nie używaj narzędzi roboczych wymagających płynnych płynów chłodzących. Używanie wody lub innych płynów chłodzących może spowodować porażenie.
2. Odrzut i powiązane ostrzeżenia
Odrzut jest nagłą reakcją na ściśnięta lub zaczepioną obracającą się tarczę. Zakleszczenie lub zaczepienie powoduje gwałtowne utknięcie tarczy, co z kolei powoduje, że niekontrolowana siła tnąca wypycha tarczę w górę w kierunku operatora;
Na przykład, jeśli tarcza ścierna zostanie zaczepiona lub ściśnięta przez obrabiany przedmiot, krawędź tarczy, która przy wejściu w punkt zaciskania może wbić się w powierzchnię materiału, powodując, że tarcza wysuwa się lub wyrzuca. Tarcze ścierne mogą również pękać w tych warunkach.
Odrzut jest wynikiem niewłaściwego użytkowania elektronarzędzia i / lub niewłaściwych procedur lub warunków pracy i można go uniknąć, stosując odpowiednie środki ostrożności, jak podano poniżej.
a) Trzymaj mocno elektronarzędzie i ustaw ciało i ramię tak, abyś mógł oprzeć się siłom odrzutu. Operator może kontrolować siły odrzutu w górę, jeśli zostaną podjęte odpowiednie środki ostrożności.
b) Nie ustawiać ciała w linii z obracającą się tarczą. Jeżeli nastąpi odrzut, popchnie zespół tnący do góry w kierunku operatora.
c) Nie mocować piły łańcuchowej, ostrza do pracy w drewnie, segmentowej diamentowej tarczy z peryferyjną szczeliną większą niż 10 mm ani zębatej tarczy. Takie ostrza powodują często odrzuty i utratę kontroli.
d) Nie „zakleszczaj” tarczy ani nie stosuj nadmiernego nacisku. Nie próbuj wykonywać nadmiernej głębokości cięcia. Przeciążenie tarczy zwiększa obciążenie i podatność na skręcanie lub zatrzymanie tarczy podczas cięcia oraz możliwość odrzutu lub pęknięcia tarczy.
e) Gdy tarcza zatrzymuje się lub przerywa cięcie z jakiegokolwiek powodu, wyłącz elektronarzędzie i zatrzymaj cięcie aż tarcza całkowicie się zatrzyma. Nigdy nie próbuj usuwać tarczy z nacięcia, gdy tarcza jest w ruchu, w przeciwnym razie może wystąpić odrzut. Zbadaj i podejmij działania naprawcze, aby wyeliminować przyczynę zakleszczania tarczy.
f) Nie wznawiać operacji cięcia na detalu. Pozwól, aby tarcza osiągnęła pełną prędkość i ostrożnie ponownie wejdź w cięcie. Tarcza może się zakleszczyć lub nastąpi odrzucić, jeśli narzędzie robocze zostanie ponownie uruchomione w elemencie obrabianym.
g) Podeprzeć każdy zbyt duży przedmiot, aby zminimalizować ryzyko zakleszczenia tarczy i odrzutu. Duże przedmioty mają tendencję do opadania pod własnym ciężarem. Podpory należy umieścić pod przedmiotem obrabianym w pobliżu linii cięcia i w pobliżu krawędzi przedmiotu po obu stronach tarczy.
UWAGA! Urządzenie służy do pracy wewnątrz pomieszczeń.
Mimo zastosowania konstrukcji bezpiecznej z samego założenia, stosowania środków zabezpieczających i dodatkowych środków ochronnych, zawsze Istnieje ryzyko szczątkowe doznania urazów podczas pracy.
OBJAŚNIENIE ZASTOSOWANYCH PIKTOGRAMÓW
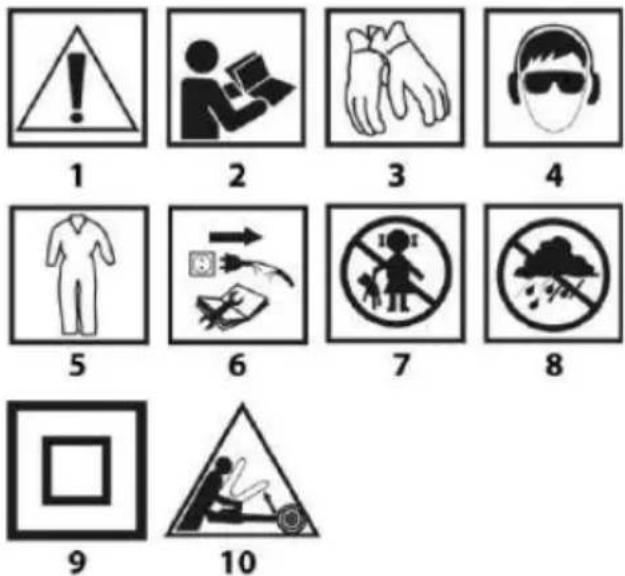
- Uwaga! Zachowaj szczególne środki ostrożności
- OSTRZEŻENIE Przeczytaj instrukcję obsługi
- Stosuj rękawice ochronne
- Używaj środki ochrony osobistej (gogle ochronne, ochronniki słuchu, maskę przeciwpyłową)
- Używaj odzieży ochronnej
- Odłącz przewód zasilający przed rozpoczęciem czynności obsługowych lub naprawczych
- Nie dopuszczać dzieci do narzędzia
- Chron urządzenie przed wilgocią
- Druga klasa ochronności
- Zagrożenie na skutek odrzutu.
BUDOWA I ZASTOSOWANIE
Przecinarka do metalu przeznaczona jest do przecinania kawałków metalu, pasujących wielkością do urządzenia.
Przecinarkę należy wykorzystywać wyłącznie z odpowiednimi tarczami tnącymi przewidzianymi dla tego urządzenia.
Nie wolno stosować wszelkiego rodzaju tarcz ze stali szybkotnącej, węglików spiekanych, diamentu itp. Urządzenie zostało zaprojektowane do lekkich prac w warsztatach usługowych oraz do samodzielnej działalności amatorskiej (majsterkowanie). Próby użycia przecinarki do innych celów niż podano będzie traktowane, jako użytkowanie niewłaściwe.
Nie wolno używać urządzenia niezgodnie z jego przeznaczeniem.
OPIS STRON GRAFICZNYCH
Poniższa numeracja odnosi się do elementów urządzenia przedstawionych na stronach graficznych niniejszej instrukcji.
-
Ośłona boczna tarczy tnącej
-
Ostona stała
-
Tarcza tnąca
-
Podstawa
-
Imadło
-
Ośłona ruchoma tarczy tnącej
-
Pokrywa szczotki węglowej
-
Uchwyt transportowy
-
Włącznik bezpieczeństwa
-
Włącznik
-
Rękojeść
-
Korbka
-
Nakrętka dzielona śruby imadła
-
Śruba imadła
-
Szczęka ruchoma
-
Szczęka oporowa
-
Śruby mocowania szczęki oporowej
-
Sworzeń blokady głowicy
-
Głowica
-
Blokada wrzeciona
-
Śruba regulacyjna
* Mogą występować różnice między rysunkiem a wyrobem.
WYPOSAŻENIE I AKCESORIA
-
Klucz oczkowy dwustronny - 1 szt.
-
Sworzeń blokady - 1 szt.
- Korbka - 1 szt.
PRZYGOTOWANIE DO PRACY
Przed wszystkimi pracami przy urządzeniu należy wyjąć wtyczkę przewodu zasilającego z gniazda sieciowego.
ZABEZPIECZENIE TRANSPORTOWE / PRZENOSZENIE PILARKI
Dla celów transportowych zabezpieczyć głowicę w skrajnym dolnym położeniu.
- Docisnąć głowicę (19) za rękojeść (11) i zabezpieczyć sworzniem blokady głowicy (18) w skrajnym dolnym położeniu (rys. A).
- Przy podnoszeniu przecinarki należy chwycić ją za uchwyt transportowy (8). Nie wolno przenosić przecinarki chwytając za rękojeść (11).
IMADŁO
Przed przecinaniem każdy materiał musi być pewnie zamocowany w imadle.
Nakrętka dzielona śruby imadła (13) umożliwia szybki przesuw śruby imadła (14) celem dosunięcia szczęki ruchomej (15) do materiału bez konieczności obracania korbką (12).
- Odchylić górną połówkę nakrętki dzielonej śruby imadła (13) ku górze.
- Wysunąć śrubę imadła (14) na odpowiednią odległość, aby możliwe było zamocowanie materiału pomiędzy powierzchniami szczęk (15) i (16).
- Umieścić materiał między szczękami, dosunąć śrubę imadła (14) na tyle, aż powierzchnia szczęki ruchomej (15) zetknie się z materiałem (rys. B).
- Zamknąć górną połówkę nakrętki dzielonej śruby imadła (13) aż do zazębienia się ze śrubą imadła (14) i obracając korbką (12) zacisnąć materiał w szczękach (rys. C).
PRACA / USTAWIENIA
Przed przystąpieniem do jakichkolwiek czynności regulacyjnych przy przecinarce trzeba się upewnić, że została ona odłączona od sieci zasilającej. Aby zapewnić sobie bezpieczne, dokładne i wydajne działanie przecinarki, należy wszystkie procedury regulacyjne wykonywać w całości.
Po zakończeniu wszystkich czynności regulacyjnych i nastawczych należy upewnić się, że zostały zabrane wszystkie klucze nastawcze. Sprawdzić czy wszystkie elementy złączne są odpowiednio zamocowane.
Dokonując czynności regulacyjnych sprawdzić czy wszystkie elementy zewnętrzne działają prawidłowo i spełniają wszystkie warunki niezbędne do prawidłowego funkcjonowania. Jakakolwiek część zużyta czy uszkodzona powinna zostać wymienlona przez wykwalifikowany personel przed rozpoczęciem użytkowania przecinarki.
UWAGI DOTYCZĄCE CIECIA
- Po zakończeniu każdej regulacji zaleca się dokonanie przecinania próbnego, w celu sprawdzenia poprawności wykonanej regulacji i skontrolowania wymiarów.
- Po włączeniu przecinarki należy odczekać, aż tarcza tnąca osiągnie maksymalna prędkość obrotową na luzie, dopiero wówczas można rozpocząć cięcie.
- Dłuższe kawałki materiału należy zabezpieczać przed upadkiem pod koniec cięcia (np. za pomocą podpory rolkowej).
- Przy rozpoczynaniu cięcia należy zachować szczególną uwagę!
- Odczekać aż tarcza tnąca zatrzyma się i dopiero wówczas usunąć odcięte kawałki materiału.
WŁĄCZANIE / WYŁĄCZANIE
Napięcie sieci musi odpowiadać wielkości napięcia podanego na tabliczce znamionowej przecinarki.
Przecinarkę można włączać tylko wtedy, gdy materiał przewidziany do cięcia jest odsunięty od tarczy tnącej.
Przecinarka do metalu wyposażona jest w włącznik bezpieczeństwa (9), zabezpieczający przed przypadkowym lub nieumyślnym uruchomieniem.
Włączanie
- Wcisnąć przycisk włącznika bezpieczeństwa (9).
- Wcisnąć i przytrzymać przycisk włącznika (10) (rys. D).
Wyłączanie
- Zwolnić nacisk na przycisk włącznika (10).
SPRAWDZENIE I REGULACJA GŁĘBOKOŚCI PRZECINANIA
Konieczne jest sprawdzenie ustawienia maksymalnej głębokości przecinania, aby uzyskać pewność, że tarcza tnąca przetnie materiał całkowicie. Przecinarka powinna być tak ustawiona, aby najniżej położony punkt tarczy tnącej zagłębiał się, przynajmniej na 5 mm poniżej górnej powierzchni podstawy. Regulacja jest konieczna z uwagi na fakt skompensowania zużycia tarczy tnącej.
Przy pomocy śruby regulacyjnej (21) można wyregulować skok głowicy (19) do dołu.
- Opuścić głowicę (19) w dół i przytrzymać w położeniu dolnym opartą o łeb śruby regulacyjnej (21).
- Poluzować przeciwnakrętkę i w razie potrzeby wkręcić lub wykręcić śrubę regulacyjną (21) tak, aby tarcza tnąca (3) była we właściwym położeniu (5 mm poniżej gómej powierzchni podstawy (4) (rys. E).
- Dokręcić przeciwnakrętkę celem zabezpieczenia dokonanego ustawienia.
CIECIE
Sprężyna powrotna ramienia przecinarki powoduje automatyczny powrót głowicy do położenia górnego, dlatego też po zakończeniu cięcia nie wolno zwalniać nacisku na uchwyt, lecz lekko przytrzymując zezwolić na powrót głowicy do skrajnego górnego położenia.
- Mocno zamocować materiał w imadle (5).
- Włączyć przecinarkę i odczekać, aż silnik osiągnie maksymalną prędkość obrotową.
- Docisnąć głowicę (19) za rękojeść (11) do dołu aż do lekkiego zetknięcia się tarczy tnącej (3) z przecinanym materiałem.
- Wywierając równomierny nacisk na głowicę wykonać cięcie (rys. F).
Pod koniec cięcia nie należy zmniejszać docisku, ponieważ może to spowodować przegrzanie przecinanego materiału i powstanie nierównych krawędzi.
Nie wolno dopuszczać do drgań lub podbijania tarczy tnącej, ponieważ pogorszy to, jakości cięcia i może spowodować pęknięcie tarczy tnącej.
PRZECINANIE MATERIAŁU O WIĘKSZYCH WYMIARACH
W przypadku konieczności zamocowania materiału o szerszych wymiarach istnieje możliwość odsunięcia szczęki oporowej celem zwiększenia odległości pomiędzy szczękami imadła.
- Ustawić głowicę (19) w górnym położeniu.
- Odkręcić śruby mocowania szczęki oporowej (17).
- Przełożyć szczękę oporową (16) w otwory znajdujące się bliżej ramienia głowicy i zamocować dokręcając śruby mocowania szczęki oporowej (17).
Ilość cięć możliwa do wykonania tarczą tnącą oraz ich, jakość może być różna i zależy od szybkości cięcia. Szybkie przecinanie może spowodować przedwczesne zużycie tarczy tnącej, ale zabezpiecza materiału przed przegrzaniem i zapewnia gładkość powierzchni ciętych.
USTAWIENIE IMADŁA DLA OPERACJI PRZECINANIA POD KATEM
Szczęka oporowa (16) spełnia również funkcję kątomierza nastawnego i po regulacji pozwala na przecinanie materiału pod dowolnym kątem wzakresie od położenia prostopadłego do 450 w lewo lub w prawo.
- Ustawić głowicę (19) w górnym położeniu.
- Poluzować śruby mocowania szczęki oporowej (17).
- Obrócić szczękę oporową (16) o żądany kąt cięcia według podziałki kątowej i zabezpieczyć dokręcając poluzowane śruby mocowania szczęki oporowej (17) (rys. G).
- Zamocować materiał w imadle i wykonać cięcie.
Pomimo, że podziałka kątowa szczęki oporowej jest wystarczająco dokładna dla większości wykonywanych prac, to jednak zaleca się sprawdzenie ustawienia kąta przecinania za pomocą kątomierza lub innego przyrządu do mierzenia kątów. Podczas mocowania materiału w imadle szczęka ruchoma (15) samoczynnie ustawia się równolegle do mocowanego materiału zapewniając jego pewne zamocowanie.
OBSŁUGA I KONSERWACJA
Przed przystąpieniem do jakichkolwiek czynności związanych z instalowaniem, regulacją, naprawą lub obsługą należy wyjąć wtyczkę przewodu zasilającego z gniazdka sieciowego.
- Po zakończeniu pracy starannie usunąć wszelkie kawałki materiału i pył z podstawy oraz obszaru wokół tarczy tnącej i jej osłony.
- Przecinarkę najlepiej czyścić szczotką lub strumieniem sprężonego powietrza.
- Nigdy nie wolno stosować wody lub jakichkolwiek płynów chemicznych do czyszczenia przecinarki.
- Regularnie należy czyścić szczeliny wentylacyjne, aby nie dopuścić do przegrzania silnika przecinarki.
- Przecinarkę zawsze należy przechowywać w miejscu suchym, niedostępnym dla dzieci.
- Wymianę przewodu zasilającego lub inne naprawy należy powierzać wyłącznie autoryzowanemu warsztatowi serwisowemu.
Należy regularnie sprawdzać dokręcenie wszystkich śrub i wkrętów mocujących. W czasie pracy mogą one z czasem ulec poluzowaniu.
WYMIANA TARCZY TNACEJ
- Ustawić głowicę (19) w położeniu górnym.
- Przesunąć osłonę ruchomą tarczy tnącej (6) w jej górne położenie.
- Poluzować nakrętki i odsunąć osłone boczną tarczy tnącej (1) do tyłu (rys. H).
- Wcisnąć blokadę wrzeciona (20) tak, aby jej sworzeń przeszedt przez otwór w osłonie ruchomej tarczy tnącej (6) i obracać ręką tarczę tnąca (3) do momentu jej zablokowania.
- Za pomocą klucza oczkowego (w wyposażeniu) odkręcić śrubę mocującą tarczę tnacą (3) obracając w kierunku przeciwnym do ruchu wskazówek zegara (rys. I).
- Usunąć śrubę mocującą tarczę tnącą, podkładkę i kołnierz zewnętrzny i ostrożnie wyjąć tarczę tnącą (3).
- Przed zamontowaniem nowej tarczy tnącej starannie oczyścić kołnierze.
- Umieścić nową tarczę tnącą i dokręcić śrubę mocującą tarczę tnącą przy jednocześnie wciśniętej blokadzie wrzeciona (20).
- Zwolnić blokadę wrzeciona (20).
- Zamontować osłonę boczną tarczy tnącej (1) i dokręcić nakrętki.
- Przesunąć głowicę (19) przy pomocy rękojeści (11) do dołu, aby osłona ruchoma tarczy tnącej (6) została odblokowana.
- Sprawdzić poprawność działania osłony ruchomej tarczy tnącej (6).
Używać tylko zalecanych, specjalnie wzmocnionych tarcz tnących. Śruba mocująca tarczę tnącą powinna być dokręcona na tyle, aby tarcza tnąca była pewnie zaciśnięta i nie mogła się obracać. Zbyt silne dokręcenie śruby mocującej tarczę tnącą może spowodować uszkodzenie ściernicy.
WYMIANA SZCZOTEK WĘGLOWYCH
Zużyte (krótsze niż 5 mm), spalone lub pęknięte szczotki węglowe silnika należy natychmiast wymienić. Zawsze dokonuje się jednocześnie wymiany obu szczotek.
- Odkręcić pokrywy szczotek węglowych (7)
- Wyjąć zużyte szczotki węglowe.
- Usunąć ewentualny pył węglowy, za pomocą sprężonego powietrza.
- Włożyć nowe szczotki węglowe. Szczotki węglowe powinny swobodnie wsunąć się do szczotkotrzymaczy.
- Zamontować pokrywy szczotek węglowych (7)
Po wykonaniu wymiany szczotek węglowych należy uruchomić przecinarkę bez obciążenia przez okres około 2
- 3 min, aż szczotki węglowe dopasują się do komutatora silnika. Czynność wymiany szczotek węglowych zaleca się powierzać wyłącznie osobie wykwalifikowanej wykorzystując części oryginalne.
Wszelkiego rodzaju usterki powinny być usuwane przez autoryzowany serwis producenta.
PARAMETRY TECHNICZNE
| Przecinarka do metalu 59G873 | |
| Parametr | Wartość |
| Napięcie zasilania | 230V~ |
| Częstotliwość zasilania | 50 Hz |
| Moc znamionowa | 2600W |
| Prędkość obrotowa tarczy (bez obciążenia) | 3800 min -1 |
| Regulacja kąta imadła | 0+45° |
| Średnica zewnętrzna tarczy | 355 mm |
| Średnica wewnętrzna tarczy | 25,4 mm |
| Zakres cięcia przy 90° (kątownik) | 120x120mm |
| Zakres cięcia przy 90° (profil kwadratowy) | 110x110mm |
| Zakres cięcia przy 90° (profil prostokątny) | 170x90mm |
| Zakres cięcia przy 90° (profil okrągły) | 110mm |
| Klasa ochronności | II |
| Masa | 17 kg |
| Rok produkcji | 2020 |
| 59G873 oznacza zarówno typ oraz określenie maszyny | |
DANE DOTYCZĄCE HAŁASU I DRGAŃ
| Poziom ciśnienia akustycznego | LPA = 92,5 dB(A) K=3dB(A) |
| Poziom mocy akustycznej | LWA = 105,5 dB(A) K=3dB(A) |
| Wartość przyśpieszeń | ah < 2,5 m/s2 |
Informacje na temat hałasu i wibracji
Poziom emitowanego hałasu przez urządzenie opisano poprzez: poziom emitowanego ciśnienia akustycznego LpA oraz poziom mocy akustycznej LwA (gdzie K oznacza niepewność pomiaru). Drgania emitowane przez urządzenie opisano poprzez wartość przyśpieszeń drgań ah (gdzie K oznacza niepewność pomiaru).
Podane w niniejszej instrukcji: poziom emitowanego ciśnienia akustycznego LpA, poziom mocy akustycznej LwA oraz wartość przyśpieszeń drgań ah zostały zmierzone zgodnie z EN 62841-1. Podany poziom drgań ah może zostać użyty do porównywania urządzeń oraz do wstępnej oceny ekspozycji na drgania.
Podany poziom drgań jest reprezentatywny jedynie dla podstawowych zastosowań urządzenia. Jeżeli urządzenie zostanie użyte do innych zastosowań lub z innymi narzędziami roboczymi, poziom drgań może ulec zmianie. Na wyższy poziom drgań będzie wpływać niewystarczająca czy zbyt rzadka konserwacja urządzenia. Podane powyżej przyczyny mogą spowodować zwiększenie ekspozycji na drgania podczas całego okresu pracy.
Aby dokładnie oszacować ekspozycję na drgania, należy uwzględnić okresy kiedy urządzenie jest wyłączone lub kiedy jest włączone ale nie jest używane do pracy. Po
dokładnym oszacowaniu wszystkich czynników łączna ekspozycja na drgania może okazać się znacznie niższa.
W celu ochrony użytkownika przed skutkami drgań należy wprowadzić dodatkowe środki bezpieczeństwa, takie jak: cykliczna konserwacja urządzenia i narzędzi roboczych, zabezpieczenie odpowiedniej temperatury rąk oraz właściwa organizacja pracy.
OCHRONA ŚRODOWISKA

Produktów zasilanych elektrycznie nie należy wyrzucać wraz z domowymi odpadkami, lecz oddać je do utylizacji w odpowiednich zakładach. Informacji na temat utylizacji udzieli sprzedawca produktu lub miejscowe władze. Zużyty sprzęt elektryczny i elektroniczny zawiera substancje nieobojętne dla środowiska naturalnego. Sprzęt nie poddany recyclingowi stanowi potencjalne zagrożenie dla środowiska i zdrowia ludzi.
* Zastrzega się prawo dokonywania zmian. „Grupa Topex Spółka z ograniczoną odpowiedzialnością” Spółka komandytowa z siedzibą w Warszawie, ul. Pograniczna 2/4 (dalej: „Grupa Topex”) informuje, iż wszelkie prawa autorskie do treści niniejszej instrukcji (dalej: „Instrukcja”), w tym m.in. jej tekstu, zamieszczonych fotografii, schematów, rysunków, a także jej kompozycji, należą wyłącznie do Grupy Topex i podlegają ochronie prawnej zgodnie z ustawą z dnia 4 lutego 1994 roku, o prawie autorskim i prawach pokrewnych (tj. Dz. U. 2006 Nr 90 Poz 631 z późn. zm.). Kopiowanie, przetwarzanie, publikowanie, modyfikowanie w celach komercyjnych całości Instrukcji jak i poszczególnych jej elementów, bez zgody Grupy Topex wyrażonej na piśmie, jest surowo zabronione i może spowodować pociągnięcie do odpowiedzialności cywilnej i karnej.
GWARANCJA I SERWIS
Warunki gwarancji oraz opis postępowania w przypadku reklamacji zawarte są w załączonej Karcie Gwarancyjnej. Serwis Centralny
GTX Service tel. +48 22 573 03 85
UI. Pograniczna 2/4 fax.+48 22 573 03 83
02-285 Warszawa e-mail service@gtxservice.pl
Sieć Punktów Serwisowych do napraw gwarancyjnych i pogwarancyjnych dostępna na platformie internetowej gtxservice.pl
GRAPHITE zapewnia dostępność części zamiennych oraz materiałów eksploatacyjnych dla urządzeń i elektronarzędzi. Pełna oferta na platformie internetowej gtxservice.pl
Zeskanuj QR kod i wejdź na gtxservice.pl

Deklaracja zgodności WE
Producent: Grupa Topex Sp. Z o.o. Sp.k., ul. Pograniczna 2/4 02-285 Warszawa
Wyrób: Przecinarka do metalu
Model: 59G873
Nazwa handlowa: GRAPHITE
Numer seryjny: 00001 ÷ 99999
Niniejsza deklaracja zgodności wydana zostaje na wyłączną odpowiedzialność producenta.
- Opisany wyżej wyrób jest zgodny z następującymi dokumentami:
Dyrektywa Maszynowa 2006/42/WE
Dyrektywa o Kompatybilności Elektromagnetycznej 2014/30/UE
Dyrektywa RoHS 2011/65/UE zmieniona Dyrektywą 2015/863/UE
Oraz spełnia wymagania norm:
EN 62841-1:2015+A11:2022; EN 62841-3-
10:2015+A11:2017+A1:2022+A12:2022;
EN IEC 55014-1:2021; EN IEC 55014-2:2021; EN IEC 61000-3-2:2019+A1:2021; EN IEC 61000-3-11:2019;
-
EN IEC 63000:2018
-
Deklaracja ta odnosi się wyłącznie do maszyny w stanie, w jakim została wprowadzona do obrotu i nie obejmuje części składowych
-
dodanych przez użytkownika końcowego lub przeprowadzonych przez niego późniejszych działań.
-
Nazwisko i adres osoby mającej miejsce zamieszkania lub siedzibę w UE upoważnionej do przygotowania dokumentacji technicznej:
Podpisano w imieniu:
Grupa Topex Sp. Z o.o. Sp.k.
Ul. Pograniczna 2/4
02-285 Warszawa
Paweł Kowalski
Pełnomocnik ds. jakości firmy GRUPA TOPEX
Warszawa, 2023-07-31
EN
2/4 Pograniczna Street
02-285 Warsaw

Paweł Kowalski
Hersteller: Grupa Topex Sp. z o.o. Sp.k., Pograniczna 2/4 02-285 Warszawa
Produkt: Metallschneidemaschine
Modell: 59G873
Handelsname: GRAPHITE
2/4 Pograniczna Straße
02-285 Warschau

Paweł Kowalski
Gyártó: Sp. z o.o. Sp.k., Pograniczna 2/4 02-285 Warszawa
Termék: Fémvágó gép
Modell: 59G873
2/4 Pograniczna utca
02-285 Varsó
Producator: Grupa Topex Sp. z o.o. Sp.k., Pograniczna 2/4 02-285 Warszawa
Strada Pograniczna nr. 2/4
02-285 Varşovia

Paweł Kowalski
Výrobce: Sp.k., Pograniczna 2/4 02-285 Warszawa
Ulice Pograniczna 2/4
02-285 Varšava
Paweł Kowalski
Výrobca: Sp.k., Pograniczna 2/4 02-285 Warszawa
Ulica Pograniczna 2/4
02-285 Varšava

Paweł Kowalski
Ulica Pograniczna 2/4
02-285 Varšava
TOPEX GROUP pooblaščenec za kakovost
Varšava, 2023-07-31
LT
EB atitikties deklaracija
Gamintojas: Sp.k., Pograniczna 2/4 02-285 Warszawa
Pograniczna gatvé 2/4
02-285 Varšuva

Paweł Kowalski
Rażotājs: Sp.k., Pograniczna 2/4 02-285 Warszawa
Pograniczna iela 2/4
02-285 Varšava

Paweł Kowalski
TOPEX GROUP kvalitātes specialists
Varšava, 2023-07-31
EE
Tootja: Grupa Topex Sp. z o.o. Sp.k., Pograniczna 2/4 02-285
Warszawa: Grupa Topex Sp. z o.o. Sp.k., Pograniczna 2/4 02-285
Warszawa
2/4 Pograniczna tänav
02-285 Varssavi

Paweł Kowalski
TOPEX GROUP Kvaliteediametnik
Varssavi, 2023-07-31
BG
2/4 Pograniczna ulica
02-285 Varšava

Paweł Kowalski
2/4 ođóç Pograniczna
02-285 Βαρσοβία

Paweł Kowalski
Fabricante: Grupa Topex Sp. z o.o. Sp.k., Pograniczna 2/4 02-285 Warszawa
Calle Pograniczna, 2/4
02-285 Varsovia

Paweł Kowalski
Fabrikant: Grupa Topex Sp. z o.o. Sp.k., Pograniczna 2/4 02-285
Warszawa
Product: Metalen snijmachine
Model: 59G873
2/4 Pograniczna-straat
02-285 Warschau

Paweł Kowalski



- INSTRUKCJE BEZPIECZEŃSTWA DLA PRZECINAREK
- OSTRZEŻENIA BEZPIECZEŃSTWA MASZYNY ODCINAJĄCEJ
- ODRZUT I POWIĄZANE OSTRZEŻENIA
- BUDOWA I ZASTOSOWANIE
- NIE WOLNO UŻYWAĆ URZĄDZENIA NIEZGODNIE Z JEGO PRZEZNACZENIEM
- OPIS STRON GRAFICZNYCH
- WYPOSAŻENIE I AKCESORIA
- PRZYGOTOWANIE DO PRACY
- ZABEZPIECZENIE TRANSPORTOWE / PRZENOSZENIE PILARKI
- IMADŁO
- PRACA / USTAWIENIA
- UWAGI DOTYCZĄCE CIECIA
- WŁĄCZANIE / WYŁĄCZANIE
- PRZECINARKĘ MOŻNA WŁĄCZAĆ TYLKO WTEDY, GDY MATERIAŁ PRZEWIDZIANY DO CIĘCIA JEST ODSUNIĘTY OD TARCZY TNĄCEJ
- WŁĄCZANIE
- WYŁĄCZANIE
- SPRAWDZENIE I REGULACJA GŁĘBOKOŚCI PRZECINANIA
- CIECIE
- PRZECINANIE MATERIAŁU O WIĘKSZYCH WYMIARACH
- USTAWIENIE IMADŁA DLA OPERACJI PRZECINANIA POD KATEM
- OBSŁUGA I KONSERWACJA
- WYMIANA TARCZY TNACEJ
- WYMIANA SZCZOTEK WĘGLOWYCH
- INFORMACJE NA TEMAT HAŁASU I WIBRACJI
- OCHRONA ŚRODOWISKA
- GWARANCJA I SERWIS
- DEKLARACJA ZGODNOŚCI WE
- EN
- LT
- EB ATITIKTIES DEKLARACIJA
- EE
- BG
Marka : Graphite
Model : 59G873
Kategoria : Piła