
FM 800 - Frezarka Mafell - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia FM 800 Mafell w formacie PDF.
| Typ produktu | Silnik frezujący (frezarka) |
| Marka | Mafell |
| Model | FM 800 |
| Wymiary (dł. x szer. x wys.) | 254 x 73 x 79 mm |
| Waga (bez kabla) | 1,6 kg |
| Zasilanie | 230 V, 50 Hz, 800 W |
| Prąd znamionowy | 4,0 A |
| Zakres prędkości biegu jałowego | 7 000 – 25 000 min⁻¹ |
| Uchwyt narzędzia | Tuleja zaciskowa OZ8 Ø 6 mm |
| Średnica trzpienia narzędzia | 3 – 8 mm |
| Maksymalna średnica frezu | 36 mm |
| Maksymalna średnica ściernicy | 40 mm |
| Długość przewodu sieciowego | 1 m |
| Klasa ochronności | II |
| Poziom ciśnienia akustycznego | LPA = 74 dB(A), K = 3 dB |
| Poziom mocy akustycznej | LWA = 82 dB(A), K = 3 dB |
| Główne funkcje | Łagodny rozruch, elektroniczna regulacja prędkości, zabezpieczenie przed przeciążeniem, opcjonalny interfejs NC |
| Zastosowanie zgodne z przeznaczeniem | Montaż stały w systemach bramowych z obejmą zaciskową 43 mm |
| Konserwacja i czyszczenie | Regularne czyszczenie, wymiana szczotek węglowych co 125-150 h, dożywotnie smarowanie łożysk |
| Zalecenia bezpieczeństwa | Odłączyć przed konserwacją, nosić ochronniki słuchu, okulary i maskę przeciwpyłową |
| Części zamienne i naprawialność | Lista i schemat montażowy dostępne na www.mafell.com; używać oryginalnych części MAFELL |
| Informacje ogólne | Dołączona instrukcja obsługi, wyposażenie standardowe: klucz nasadowy 17 mm, tuleja zaciskowa OZ8 Ø 6 mm |
Często zadawane pytania - FM 800 Mafell
Pytania użytkowników dotyczące FM 800 Mafell
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję FM 800 - Mafell i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. FM 800 marki Mafell.
INSTRUKCJA OBSŁUGI FM 800 Mafell
Silnik frezarski Tlumaczenie oryginalnej instrukcji obslugi 138
Przecytac wzystkie przyepambe bezpieczene sta wskazowki. Zaniedbanie przystrzegania przyepisow bezpieczene sta wskazowek moze prowadzic do porazenia pradem, pozaru i/lub cięzkich zranien. Zachowac wzystkie przyepambe bezpieczene sta wskazowki na przyszlość.
UPOZORNÉNI
Prcte si vsechna bezpecnostni upozorneni aPokyny. Zanedbani bezpecnostnich upozorneni aPokynu muze zpusobit zasah elektrickym proudem, pozar a/nebo vazná zraneni.Vsechna bezpecnostni upozorneni aPokyny si ponechejte pro pozdjei pouziti.
OPOZORILO
PL - Deklaracja węczenia UE
Niniejsym potwerdzamy, ze sinik frezarski FM 800 / FM 1000 / FM 1000 NC-WS / FM 1000 NC-ER spelnia wymagania wyaczegolnionych dyrekyw UE. Przed uruchomieniem silinka frozarekiego wadciel musi sie upewniţe, ze polagzonie maszyny niaukorzonej (FM) z maszyna kienta spelnia wymagania aktualnie obowiazujacych dyrektyw. Adminstrator odpowiedzainy za zostawienie dokumentaci technicznej maszyny niaukorzonej: Marfel AG
CZ-Prohlasei o vestavb ES
Timo potrizjume, ze motor na frzovani FM 800 / FM 1000 / FM 1000 NC-WS / FM 1000 NC-ER spilje pozadavky uvedenych smnlic EU. Pled urudelnim motoru na frzovani do provozu musi provezovatel zajstit, ay kombiniage sestavajci z neuplnheho stroje (FM) a specifikkeho zikazniokeho stroje spilova pozadavki aktulne platrjch emrnico. Ocoba zphnomcnna cestavovanim technickijh podkladu pro neupiny stroj; Mafell AG
SLO - ES Izjava o vgradnji
St potjjmo, da motor rezkanila FM 800 / FM 1000 / FM 1000 NCWS / FM 1000 NC-ER ustreza navedim direktivam EU. Pred zagonom moloja rezkanika mca upravljavec zagotovil, de kombinacija nepopolina stroja (FM) in stroja, speciflene za uporabnika, utreza zahtevam trenutno veljahniv direktiv. Pooblasena oseba za priprivo tehnine dokumentaclje za nepopolino strej: Mafell AG
SVK - Vyhlasienie ES o zaERzeni
Tymto potwdujme, 2 motor frey FM 800 / FM 1000 / FM 1000 NC-WS / FM 1000 NC-ER zodpoveda uvedenym smerniciam EU. Pred uvedenim motora frezy do prevadzky musi obstua zabepezil, aty kombinacia neupineho stroja (FM) a stroja specifikelho pre zakaznika sphala poziadaky aktuaine platrych smenic. Osoba poverena vhtovcenim technckych podklatov pre neupiny stroj Matell AG

2014/30/EU
2011/65/EG
EN62841-1,EN55014-1,EN55014-2
ENIEC61000-3-2,EN61000-3-3,ENISO12100
FM860
FM1000
FM 1000 NC-WS
FM 1000 NC-ER
Art-No.9M0010,9M0030
1 Objasnienie znakow 139
2 Informacao dot.produktu 139
2.1 Dane dot.producenta 139
2.2 Oznaczenia maszyny 139
2.3 Dane techniczne 140
2.4 Emisje 140
2.5 Zakres dostawy 141
2.6 Uzytkowanie zgodne z przyeznaczeniem 141
2.7 Rzyko szczątkowe 141
3 Przepisy bezpieczestewa 142
4 Zbrojenie / Ustawianie 143
4.1 Podlaczenie do sieci 143
4.2 Wybór narzedzi 143
4.3 Wymiana narzedzi 143
4.4 Tuleje zaciskowe 144
5 Praca 145
5.1 Rozruch urzadzenia 145
5.2 Wersja NC 145
5.3 Zadana prędkość obrotowa 147
5.4 Zabepieczenie przyceiageniowe 147
6 Konserwacja i utrzymanie sprawnosci 148
6.1 Przechowywanie 148
7 Usuwanie usterek 149
8 Wyposazenie specialne 150
9 Rysunek z rozbiciem na czeci i lista czeci zamiennych 150
1 Objasnienie znaków

Niniejszy symbol znajduje sie we wzystkich.), w ktorch podano wskazówki dot. bezpieczędwa.
Ich nie przyestrzeganie要去cięgna za soba cięzeki zranienia.

Niniejszy symbol oznacza möglich szkodliwa sytuacje.
Ježeli sie jej nie uniknie, steals nastapić uszkodzenie produktu lub przydmiotów znejdujćych sie w是我的o otoczenia.

Niniejszy symbol oznacza wskazówki dla uzytkowników i innate uzyteczne informacja.
2 Informacja dot. produktu
Model
Nr art.
FM8009M0010,9M0030,9M0031
FM 1000
2.2 Oznaczenia maszyny
Wszelkie informace konieczne do identifikaci maszyny podane są na tabliczce znamionowej.

Klasa ochryn II

Znak CE dokumentujczy zgodnosć z podstawowych wymogami bezpiecznych i ochry zdrowia zgodnie z zaȩcznikiem I dyrektywy maszynyowej

Tylko dla krajów UE
Nie wrzucac silnikow frezarskich do smieci domowych!
Zgodnie z dyrektywa Rady Europejskiej 2002/96/UE o zuzytych urzadzeniach elektrycznych i elektronicznych oraz jej zastosowaniem w sprawie krajowym, zuzyte silniki frezarskieNSEZYzbierac oddzielnie i poddawac przyjaznej dla srodowiska utylizacja.

W celu zmniejszenia ryzyka zranienia danezy przyczycytać instrukcję obstrugi.
2.3 Dane techniczne
| FM 800 | FM 1000 | FM 1000 NC-ER | FM 1000 NC-WS | FM 1000 (120 V) | |
| Napiȩcie robocze / V | 230 | 230 | 230 | 230 | 120 |
| Częstotliwość sieciowa / Hz | 50 | 50 | 50 | 50 | 60 |
| Moc pobierana / W | 800 | 1000 | 1000 | 1000 | 1000 |
| Prȩd znamionowy / A | 4.0 | 4.6 | 4.6 | 4.6 | 8.3 |
| Napiȩcie zasilania / V* | - | - | 8 - 56 | 8 - 56 | - |
| Napiȩcie sterownikice zadanej prędkości obrotowej / V* | - | - | 0 - 10 | 0 - 10 | - |
| Prezentacja reszty czasu przyca / V* | - - 0 - 5 0 | - 5 - | |||
| Pobór przydu / mA* | - | - | 3 - 5 | 3 - 5 | - |
| Prȩdk. obrot. biegu jałowego / min-1 | 7000 - 25000 | 4000 - 25000 | 4000 - 25000 | 4000 - 25000 | 10000 - 25000 |
| Uchwyt narȩźdiowy z tuleją zaciskowa / mm | 6 | 8 | 8 | 8 | 6,35 (1/4") |
| Rękaność narȩźdia / mm | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 |
| Frez / maks. / mm | 36 | 36 | 36 | 36 | 36 |
| Elem. scierny / maks. / mm | 40 | 40 | 40 | 40 | 40 |
| Ciezar bez kabla sieciowego / kg | 1.6 | 1.6 | 1.6 | 2.8 | 1.6 |
| Długość przystawodu przyłączeniowych / m | 1 | 4 | 0,75 + 4 | 0,75 + 4 | 4 |
| Wymiary (Sz x D x W) / mm | 73 x 254 x 79 | 73 x 254 x 79 | 73 x 254 x 79 | 92 x 280 x 85 | 73 x 254 x 79 |
- Dane interfejsu
2.4 Emisje
Podane wartosci emisi hałasu zostały zmierzone zgodnie z norma DIN EN 62841-1 i mogą być wykorzystane do porownania elektronarżędzia z innym oraz do wstepnej oceny obciañenia.

Niebezpieczensteinwo
Emisja hałasu podczas rzechywistego uzytkowania elektronarżędzia sągneść od podanych wartosci, w zaleźnosci od sposobu uzytkowania elektronarżędzia, w szȩgólnosci od rodzaju obrabianego przytedmiotu.
Zengo powodu nalezy zawsze nosić nauszniki, nawet wtedy, gdy elektronarżędzie pracuje bez obciezenia!
2.4.1 Informacja dot. emisji hałasu
Wartosci emisi hałasu ustalonych zgodnie z DIN EN ISO 3744wynosza:
Poziom ciśnienia akustycznégo L PA = 74 dB (A)
Niepewnosc pomiaru K PA = 3dB (A)
Poziom mocy akustycznej L_WA = 82 dB (A)
Niepewnosc pomiaru K WA=3dB(A)
Pomiar halasu przypegowadzono bez bez narzedzia w biegu jałowym.
2.5 Zakres dostawy
| FM 800 | FM 1000 | FM 1000 NC-ER | FM 1000 NC-WS | |
| Instrukcja obstrugi x x x x | ||||
| Klucz szczękowy Jednostronny SW 17 x x - - | ||||
| Klucz szczękowy Jednostronny SW 25 | - | - | x | - |
| Tuleja zaciskowa OZ8 ø / mm | 6 | 8 | - | - |
| Tuleja zaciskowa ER 16 - - 8 - | ||||
| Kabel / m | 1 | 4 | 0,75 + 4 | 0,75 + 4 |
| Zaslepka Z - - x x |
2.6 Uzytkowanie zgodne z przyznaczeniem
- Silnik frezarski zaprojektowano do montazu w obrabiarkach prowadzacych z szyjka mocujac o srednicy 43 mm.
- Silnik frezarski przy uzyciu ukuładu szybkozaciskowej bezposrednio do systemu portalowej za pomocza szesciu szrub (gwint M6) zgodnie z danymi systemu portalowej (rys. 5).
- Silnik frezarski nie zostaf zaprojektowany do przemysłowej przycięje.
- Silnik frezarski uwañany jest za maszyny niedućnczona. Silnik frezarskiłąna uruchomic dopiero po stwierdzeniu, ze maszyna portalowa, do kórej ma byc dlączony, odpowiada postanowieniom obecnie obbowiazujucej dyrektywy maszynowej. Wzić pod uwage rownie wȩciwe warunki gwarancji silnika frezarskiego i ewentualnych uradźne uzipelniajacych.
2.7 Rzyko szczątkowe

Niebezpieczestewo
Pomimo uzytkowania zgodnego z przyznaczeniem i przyestrzegania przypeśów bezpieczność w dalszym ciągu istnieje zwiazane z celem zastosowania ryzykoszczechowy, kóre sącie sąjmne konsekwencijs dla zdrowia.
- Złamanie obracajacysich narzedzi.
- Złamanie i wyrzucenie naręźdi lub czȩci obrabianych przyzemiotów.
- Dotkniecie częsci przy otwartej odubowie i nie wyjętej wtyczce sieciowej.
- Utrudnione dziatanie sluchu przy dluzszej pracy bez uzycia nausznikow.
- Emisja szkodliwych dla zdrowia pyłów wzgl. pyłów wybuchowych (wszystkich rodzajów) przy dlźyszzej przy bez wymiagu. Uwzgliednic przy tym kartę charakterystyki substancji niebezpiecznych obradianego przyzmiotu.
3 Przepisy bezpieczestewa

NiebepezceiNSTwo
Zawsze naleź przestręgać poniższych przypeś ow bezpieczędstwa i regul bezpiecieznstwa obłowiazujacych w kraju uzytkowania maszyny!
Uwagi ogolne:
- Niniejsze urzadzenie nie moze byc obslugiwana przy czeci ani mlodzież. Wyjatek stanowy mlodzież pracujuca w celach szkoleniowych pod nadzorem fachowca.
- Nigdy nie nalezy pracstawć bez elementów zabezmieczajych system portalowy, do którego walksz sie silnik frezarski, a obłowiazujacych dla danego procesu roboczego Nie nalezy niczego zmieieniac w systemie portalwym i silniku frezarskim, co mogłowbyMIC ujemny wplyw na bezpieczentwo.
- Uszkodzone kable lub wyczki nalewy natychmiast wymienic. Aby uniknac zagrozenia bezpieczeanstwa, wymiany要去 dokonać tylko MAFELL lub autoryzOWANY warsztat serwisujczy MAFELL.
- Unikać ostrych załamań kabla. Szczejność w trakcie transportu i przy składowaniu nie nie sązy owijać kabla wokół silnika frezarskiego.
- Uzytkowanie urzadzenia z zastosowaniem wody lub cieczny przywodzzych jest zabronione.
- Silnik frezarski nie möglich być uzywany jako ręcznia prowadzony silnik frezarski.
- Zabepieczyć silnik frezarski przyd deszczem i wilgocia. Przedostanie są wody do silnika frezarskiego podnosi ryzyko porañenia przem.
Nastepujace elementy nie moga byc uzywane:
- Wiertla uszkodzone i ozmienionym ksztalcie.
- Narzedzia stepione z powodu zbyt weltkiego obciazenia silnika.
- Naręździa, króne niedaj są do przycz z prędkość obrotowej silnika frezarskiego na biegu jołowym.
Wskazówki dot. uzytkowania osobistego wyposañenia ochronnego:
- Przy pracy zawsze nosić nauszniki.
- Przy pracy zawsze nosić maseczke chroniacja drogi oddechowe.
- Zawsze przy pracach nosić okulary ochonne.
Wskazówki dot. pracy:
- Nie zbl-Zać rák do obszaru niebezpiecznégo narźedzia.
- Skontrolować aberriany przydmiot pod katem wystepowania obychc yial.
- Kontrolować prędkość obrotowa. W razie pojawenia są niekontrolowanego wzrostu prȩdkości obrotowej naleźny natychmiast wymiarczydopły wropy prȩdu.
Wskazówki dot. konserwacci i utrzymania sprawność:
- Regularne czyszczelenie silnika frezarskiego stanowy zańczynnik bezpiecznychsta.
- Można uzywać jestynie oryginnych częci zamiennych i akcesiorów firmy MAFELL. W przyciwnym wypadku wygasa prawo do roszczecn gwarancyjniych i produkt nie udziela gwarancji.
4 Zbrojenie / Ustawianie
4.1 Podłaczenia do sieci
Przed uruchomieniem sprawdzić,czy napiȩcie sieciowe zgadza są z napiȩciem roboczym podanym na tabliczce znamionowej silnika frezarskiego.
4.2 Wybör narzedzi
Stosowac wyłacznie tuleje zaciskowe/reduccyjne przystawione w rozdziae "Wyposażenie spejalne". Wybór naręźdia odywa są w zależnosci od obrabianych detali z uwzgliedniem wydajnosci napedu poswu. Przy maksymalnej srednicy narȩźdia i przywidzianej glębokość obróbki sąby uwzgliednic wydajnosć silnika frezarskiego.
4.3 Wymiana narzedzi

Niebezpieczestewo
Przy wszelkiego rodzaju pracach konserwacyjnych daneź wyjac wtyczkte zgniazdka.

Przy wymianie naręźdi nosić rękawice ochronne. Przy dląszych procesach roboczych stosowane narȩźdie要去 ulec moecnemu podgrzaniu i/lub krawędzie tnać stosowanego narȩźdia są ostre.
4.3.1 Zacisk narędziowy przy uzyciu tuleizaciskowej
Wrzechione 1 (rys. 1) silnika frezarskiego i szlifujacego wyposaźono w preczyjna tuleje zaciskowa 2 (rys. 1) do zakładania narźedzi. Blokade wrzechione aktywuje sie za pomocapi przycisku ryglujacego 4 i ułatwa ona dokrecanie i luzOWanie nakrzycki kołpakowej 3 (rys. 1).
W celu wymiany naręźdia naleź y postȩpowac w sposób nastepujacy:
- Do zwolnienia narzedzia blokuje sie wrzeciono 1 (rys. 1) przywciść przycisku ryglącego 4 (rys. 1).
- Za pomocă klucza szczékowego jegnostronnego SW 17 wzgl. klucza mocujacego SW 16 luzije sie nakråtkołpakowa 3.
- Narzêdzie sciagać do przodu.
- Wsunac nowe narzedzie do oporu do uchwytu narzedziowego.
- Sprawdzić osadzenie narzedzia.
- Przy mocowaniu naręźdia blokuje są wrzeciono 1 (rys. 1).
- Za pomocă klucza szczékowego jegnostronnego SW 17 / klucza mocujućego ER 16 M dokróca sie nakrátekkołpakowa 3.
4.3.2 Uklad szybkozaciskowy narzedzi

Silnik frezarski węczać tylko wtedy, gdy dzwignia 6 (rys. 3) nie znajduje są w poźycji wymiany narȩdzia.
Dzwignie 6 (rys. 3) uzyc dopiero przy zatrzymanym silniku frezarskim.
Wrzechiono 7 (rys. 3) uładu szybkozaskowej narędzi wyposzaźno w uchwyt preczyjny na trzonek narȩźdia 0 8.
W celu wymiany naręźdia naleź postȩpowac w sposób nastȩpućcy:
- W celu wyprzęgniecia narźedzia sąȩzy poruszyć dźwignie 6 (rys. 3) do przydodu do oporu.
- Narzêdzie sciagać do przodu.
- Wsunęc nowe narźedzie do oporu do uchwytu narźedziowej.
- Sprawdzić osadzenia narzedzia.
- W celu zapięcia naręźdia sąȩzy zawrócić poław do poźycji wyjsciowej.
4.4 Tuleje zaciskowe

Niebezpieczewsstwo
Gdy nie załozono naręźdia, naleź y leukko nikråćć nikråtké kołpakowa 3 (rys. 1) w celu ochrony gwintu na wrzezionie 1 (rys. 1), ale jejNie dokrácac. Tuleja zaciskowa 2 (rys. 1) mogłowaby ulec zbyt mocnemu scsiśćiu, a przy tym uszkodzeniu.
4.4.1 Informacoes ouzytkowaniu tuleizaciskowych:
- Przy tulejach zaciskowych typu OZ8 (DIN 6388 / ISO 10897) i ER16 (DIN 6499 / DIN ISO 15488) sązy zawsze stosowej wąsiwość frezu.
- Tuleje zaciskowa nalezy zawsze najpierw zaczepic w nakrtec kołpakowej, a nastepnie włość frez.
- W przypadku jej zakleszczenia sąȩzy tuleje zaciskowa poluzowej lekkim uderzeniem kantówki lub młotka gumowych (nie uzywać narȩźne metalowych!)
- Na poczătku i po dluzszym uzytkowaniu naleź tuleje zaciskowe niedznacznie naoliwic, gdyż w przyciwnym wypadku mogą sie zakleszczyc.
- Znacznie lepsza dokladnosć ruchu obrotowej mayo angiąć przyez zastosowanie smaru staiego (np. Molykote P-40) albo przyez lekkie nasmarowanie tulei zaciskowych.
4.4.2 Zalecane momenty dokrecania (wzić pod uwage caly system)
Moment dociagajcy nakrtki kołpakowej / tulei zaciskowej = 10 -11 Nm
Moment dociagajcy szyjki mocujacej 43mm = 7Nm
Uchwyt Euroneck, V" nie powinienmiec wymiaru mniejszego od, h" (rys. 8). Wymiar, h"wynosi 20 mm.
Dokrécic silnik frezujacy w miare moziwość na calej srednicy mocowania w uchwycie Euroneck „V1" (rys. 8). Šrubes mocujuca „W" dokrécic z maksymalna sila 7 Nm (rys. 9).
Jesli to mozliwe, nalezy unikać zaciskania punktowego (np. za pomocaj sworznia gwintowanego) w oprawieeuroneck „V2" (rys. 10).
4.4.3 Maksymalna prędkość obrotowa przy zastosowaniu przytejsciowych tulei zaciskowej
Zalecana maksymalna prędkość obrotowa do zastosowania przyȩsciowych tulei zaciskowej OZ8 i przyȩsciowych tulei zaciskowej ER, wynosi 16000 min ^-1 .
5 Praca
5.1 Rozruch urzadzenia
Z niniejsza instrukcja obslugi musza sie zapoznać wszystkie osoby, kórym zlecono obsluge silnika frezarskiego, przy czym szczególna uwage naleź zworocic na rozdziel „Przepisy bezpieczność".
Niniejsza instrukcja obslugi odnosi sie jedynie do silnika frezarskiego, a nie do sytuacje montażowej. Zwrócić uwage na ewentualne innate instrukcje obslugi.
5.1.1 Wlacz
Przesunac do przydodu wyłacznik mocy 5 (rys. 1) aż do zakleszczenia. Gdy elektronarźedzie podlaczono dozasilania sieciowego, to świeci sątokło X (rys. 2) w kolorze niebieskim (BU), a silnik frezarski po 0,2 s przyspieszda do ustawionej prędkosci obrotowej wLAGodnym rozruchu. Dlugosć trwania rozruchu lągodnego zaleź od ustawionej prȩdkosci obrotowej iDynosi przy najwyźsej prȩdkosci obrotowej ok. 1,2 s.
5.1.2 Wyęcz
Nacisnac tylny koniec wyłacznika mocy 5 (rys. 1). Wyłacznik przystkakuje w slyszalny spośob do pozycji wylączenia. Swiatto w Pokrętle X (rys. 2) gaśnie, a silnik przychodź do pozycji spoczynkowej.
5.2 Wersja NC
W wersji Y (rys. 2)inenta sterowac prdekosciabrotowa za pomocaj interfejsu i automatycznie monitorowac reszte czasu pracy przy przyciezieniu.
W celu zapewnienia ochry uzytkownika i podlaczonych ukladow galwanicznie oddzielono interfejs od zasilania sieciowego ukladu przeniesienia napedu (izolacja ochronna). Wszystkie napięcia sygnatu i napiȩcia robocze odnosza są do potencjalny odniesenia „GND".
Gdy na pin zasilania „Unc“ interfejsu zaczyna oddziaływać napiȩcie zgodne ze specyfikacja, to silnik frezarski przechodzi do "trybu portalowej".
Dolna tabela stanu 21 prezentuje wszymstkie moziwe konstelacja sterowania.
Tabela 21: Možliwe konstelacja sterowania
| Wejscie Wyjscie | |||||||
| HS / - | UAC / V | UNC / V | PSs | Us / V | U0 / V | Tryb pracy | n / min-1 |
| WYL | N/A | N/A | N/A | N/A | N/A | Nieczynny | 0 |
| WL | 0 | N/A | N/A | N/A | N/A | Nieczynny | 0 |
| WL | 198-253 | < 6 | 1 | N/A | N/A | Obłą ręczna | 4000 |
| WL | 198-253 | < 6 | 6 | N/A | N/A | Obłą rȩczna | 25000 |
| WL | 198-253 | 8 - 56 | N/A | 0 | 0 - 1 | Praca w portalu | 4000 |
| WL | 198-253 | 8 - 56 | N/A | 10 | 0 - 1 | Praca w portalu | 25000 |
| WL | 198-253 | 8 - 56 | N/A | 0 - 10 | 1,5 - 5 | Tryb przyłąenia | 4000 - 25000 |
Legenda:
| Jednostka | Znaczenia |
| HS = Wymiarcznik mozy | |
| UAC = Napiȩcie zasilajace | |
| UNC = Napiȩcie sterownikice (interfejsu) | |
| PSS = Pozycja pokręta | |
| Us = Napiȩcie sterownikice prędkości obrotowej (interfejsu) | |
| UO = Prezentacja reszty czasu przyw trybie przyciezenia (interfejsu) | |
| Uziemienie = Potencjal odniesenia dla napiȩć interferesu | |
| n = Prȩdkość wrzecona roboczego | |
| N/A = Nie dotyczny wzgl. bez znaczenia |
Gdy nie uzywa sie interfejsu, nalezy go zabezmieczyc przyd zanieczyszczemien za pomocą dostarczonej zaślepki Z (rys. 4).
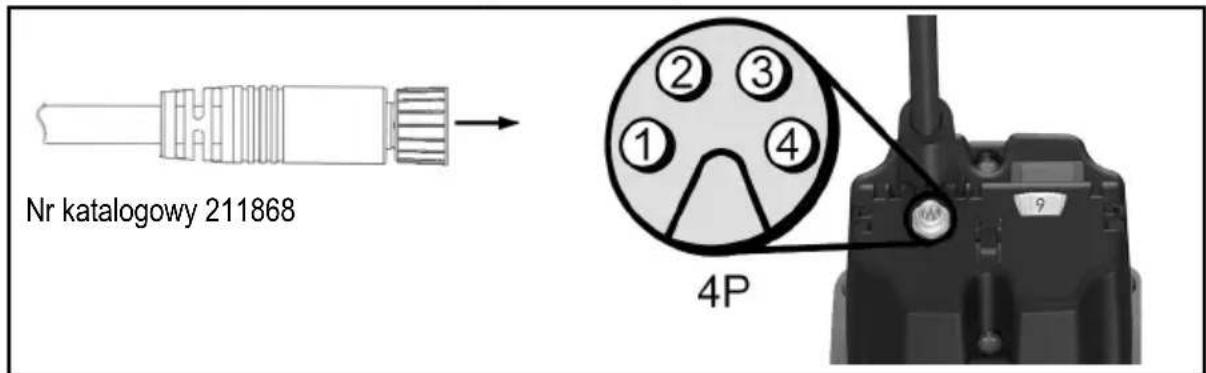
5.2.1 Oblozenie wtyku portalowego
Wszystkie piny we wtyku portalowym zabezpieczono przyd zamiana biegunów. W przypadku napieć przyzekraczajych 30 V naleź unikać przyc piąglej z zamienionymi biegunami, gdyź要去 prowadzić do uszkodzenia interfejsu.
| Nr pin | Parametry | Kolor przyzewodu Nr katalogowy 211868 |
| 1 | UNC | Brazyowy |
| 2 | Us | Biały |
| 3 U | o Czarny | |
| 4 | GND | Niebieski |
5.3 Zadana przydkość obrotowa
Za pomocąPokretta X (rys. 2)łąnie regulować prędkość obrotowa. Konkretne wartosci prȩdkości obrotowej poszczególnych stopni sąnz znalezów tabeli na stronie 5 lub w nakiejce z prȩdkosciami obrotowymi na odudowej.
Až do OSIAGNIECIA charakterystyki silnika wbudowany uklad elektroniczny reguluje ustawiona prędkość obrotowa.
5.3.1 Ustawienie prędkosci obrotowej w wersji NC
W "trybie portalwym" ignoruje sie ustawieniePokretlaX (rys.2) do ustawiania prędkosci obrotowej. Prędkość obrotowa要去 regulować wylącznia za pomocapi niącie na pinie „U s". Gdy prȩdkość obrotowa ma byc regulowana za pomocapi Pokretla X (rys.2), to naj Pierw naleźydezaktywować "tryb portalowy" przyż wylączzenia zasilania napięciwogo na pinie „U NC“ lub przyż wyłącie kabla sterowania.
Zwiazek pomiedzy prędkość obrotowa i napieciem zasilania jest odzwierciedlony w formulach (1) i (2).
$$ \begin{array}{l} U s = \frac {n - 4 0 0 0 \min ^ {- 1}}{2 1 0 0 \frac {\min ^ {- 1}}{V}} (1) \ n = U s * 2 1 0 0 \frac {\min ^ {- 1}}{V} + 4 0 0 0 \min ^ {- 1} (2) \ \end{array} $$
5.4 Zabezpieczenie przyȩzuminiumowe

Niebezpieczestewo
Ježeli zadziatrało zabezmiepieczneiowe i trzeba wykonac prace przy wrzecionie roboczym, to koniecznie nalezy wyjac wtyk sieciowy.
W celu zabezpieczenia silnika frezarskiego takie parametry roboczne jak prad, prędkość obrotowa i temperatura monitoruje są dynamicznie, a w razie potrzeby wyłacza są silnik frezarski. Zanim zadziała zabezmiecie przyciezywnie oświetlenie pokrętka X (rys. 2) przechodzi na stałe na kolor czerwoy (RD).
W celu ponownego wączenia silnika frezarskiego sąȩzy wącZYć i wącZYć wącznik mocy 5 (rys. 1). Silnik frezarski zaczyna prace, a oświetlenie Pokrętla X (rys. 2) przechodzi do koloru niedieskiego (BU).
5.4.1 Optyczna prezentacja reszty czasu przycady
Gdy zadziała zabezpieczenie przyciezieniowe w trakcie pracy,要去 dość do złamiania naręździa frezujacego, uszkodzenia detalu lub nowe do uszkodzenia systemu portalowej. Można temu zapobiec zwracajć uwage na sygnaly optyczne pokretla X (rys. 2).
Gdy silnik frezarski nie jest przycażone pod wzyglem wydajnosci, to pokrzto swieci są stale w kolorze niedbieskim (BU).
Przy przyciezenia i silnika frezarskiego odliczana reszta czasu pracy wskazywana jest przyżmigajcy kolor czerwony (RD). Na stronie 6 (rys. 7) pokazano szyk czasowy pulsów w trybie przyciezenia. Zwiazek międź migotaniem i przyznęNZ na reszta czasu pracy podano w ponijszej tabei 22 na stronie 148.
Jeżeli reszta czasu pracy nie wystarcza do wymaganego zadania,-ninejszyc obciäzenia lub posuw, aby uzliwić przy.§cie do trybu pracy ciagnej.
5.4.2 Prezentacja reszty czasu przy w wersji NC
Ježeli silnik frezarski znajduje sie w „trybie portalowym“, to:no na dodatkowo optycznie sprawdzić reszte czasu pracy za pomocă interfejsu.
Ponijsza tabela wskazuje zwiazek pomiedz resztaczasu a przynaleznymi danymi wyjsciwymi.
Tabela 22: Zwiazek pomiedzy resztą czasu przyty a przynależnymi danymi wyjsciowymi
| Tryb pracy | Reszta.czasi pracy /s | Prezentacja reszty.czasi pracy U0/V | Pokrotlo - oswietlenie |
| Praca ciagla | nieograniczona | 0 | Niebieski (BU), ciagly |
| Tryb przyȩstateńia(Silnik działa) | < 160 | 1.5 | 1 x czerwony puls (RD) |
| < 80 | 2.5 | ||
| < 40 3 2 x czerwony puls (RD) | |||
| < 20 4 | |||
| < 10 | 4.5 | 3 x czerwony puls (RD) | |
| < 5 | 5 | Czerwony (RD), ciagly | |
| Wydędzemenie 0 5 | |||
6 Konserwacja i utrzymanie sprawnosci

Niebepezceńskiwo
Przy wszelkiego rodzaju pracach konserwacyjnych sąȩ wyłąc zgniazdka.
Maszyny MAFELL są urzadzeniami niskoobstugowymi.
Wymieniać szczotki węglowe najpoźmiej po 125 - 150 godzinach roboczych. Czosci zamienne podano w rozdz. 9.
Stosowane tozyska sa nasmarowane na caly okres zywotnosci. Po dluzszym okresie uzytkowania zaleca sie przykazanie maszyny do autoryzowanego serwisu MAFELL w celu dokonania jej przygladu.
Urzadzenie powinno byc naprawiane tylko przy wykwalifikowy personel i przy uzyciu oryginalnych czeci zamiennych. W ten sposob zapewnione dostanie bezpieczestewo urzadzenia.
6.1 Przechowywanie
Gdy silnik frezarski nie;będzie uzywany przy dduźsy czas, naleź go pieczolowicie oczySci. Odkryte czeci metalowe naleź spryskać srodkiem antykorozyjnym. Zamknac wtyk portalowy przy uzyciu dostarczonej za slepki Z (rys. 4).
7 Usuwanie usterek

Niebepezcieznstwo
Okreslenie przyczyn istniejacious usterek i ich usuniecie zawsze wymaga zwiększonej czujnosci i ostrożnosci. PrzedtemNSE wyjac wtyczke z gniaźdka!
Poniżej przystawiono niedźó ręczyszych usterek i ich przyczyny. W przyypadku dalszych usterek naleźsię zworćci do dystrybutora albo bezposȩdnio do serwisu MAFELL.
| Usterka | Przyczyna | Środek zaradczy |
| Nie sąna wączyść silnika frezarskiego Pokręto są nie świeci | Brak napiȩcia sieciowego | Skontrolowa zasilanie sieciowe |
| Uszkodzony bezpiecznik sieciowy | Wymienić bezpiecznik sieciowy | |
| Nie sąna wączyść silnika frezarskiego. Pokręto świeci są w kolorze niedeskim (BU) | Szcżotki węgłowe są zuźtye | Zanieść silnik frezarski do serwisu MAFELL |
| Silnik frezarski zatrzymuje są w trakcie pracy Pokręto są nie świeci | Awaria sieci Skontrolowa zabezmie pieczzenia sieciowe | |
| Silnik frezarski zatrzymuje są w trakcie pracy Pokręto świeci są w kolorze czerwonym (RD) | Zadziałyło zabezmieciecieżeniowe | Wymiptyń wymiptyznik mocy. Przed uruchomieniem uwolnić wrzejciono robocze Wymiptyń wymiptyznik mocy i kontynuowej przyłącze zmiejszonym obcieżem/posuwem |
| Prȩdkosci obrotowej nie sąna regulowaćPokrętom | Silnik frezarski znejduje są w trybie portalowym | Wymiptyń zasilanie sieciowe interfejsu Wyplać zewétrzne przyłącze interfejsu |
| Prȩdkosci obrotowej nie sąna regulować za pomoczą interferaju | Brak zasilania sieciowego interfejsu lub jest ono niewystarczajace | Podȩczycz zasilanie sieciowe do interfejsu zgodnia specyfikacjaami |
| Zȩcie wtyku portalowego jest niewystarczajace | Sprawdczić zȩcze | |
| Kabel sterOWANIA jest uszkodzony | Wymiienić kabel sterOWANIA | |
| Obłowuminiumie interfejsu zostalość połaczone z systemem portalowym | Podȩczyk kabel sterOWANIA zgodnia zrozdwiatelem „Obłowuminiumie wtyku portalowego" |
8 Wyposazenie specjalne
- Tuleja zaciskowa OZ8 02 mm Nr katalogowy 093819
- Tuleja zaciskowa OZ8 0 3 mm Nr katalogowy 093812
- Tuleja zaciskowa OZ8 04 mm Nr katalogowy 093813
- Tuleja zaciskowa OZ8 05 mm Nr katalogowy 093820
- Tuleja zaciskowa OZ8 6 mm Nr katalogowy 093814
- Tuleja zaciskowa OZ8 0 8 mm Nr katalogowy 093815
- Tuleja zaciskowa OZ8 0 10 mm Nr katalogowy 093822
- Tuleja zaciskowa OZ8 0 1/8' (3,175 mm) Nr katalogowy 093810
- Tuleja zaciskowa OZ8 0 1/4' (6,35 mm) Nr katalogowy 093811
- Tuleja zaciskowa OZ8 03 mm + nakrétka kołpakowa Nr katalogowy 093816
- Tuleja zaciskowa OZ8 1/8' (3,175 mm) + nakrétka kołpakowa Nr katalogowy 093817
- Tuleja zaciskowa ER 16 0 3 mm Nr katalogowy 093753
- Tuleja zaciskowa ER 16 0.4mm Nr katalogowy 093754
- Tuleja zaciskowa ER 16 6 mm Nr katalogowy 093755
- Tuleja zaciskowa ER 16 8 mm Nr katalogowy 093756
- Tuleja zaciskowa ER 16 ø 3,175 mm (1/8") Nr katalogowy 093757
- Tuleja zaciskowa ER 16 0 10 mm Nr katalogowy 093759
- Tuleja zaciskowa ER 16 ø 6,35 mm (1/4") Nr katalogowy 093760
- Nakrętka kołpakowa OZ8 Nr katalogowy 093818
- Nakrétka kolpakowa ER 16 M Nr katalogowy 093758
- Tuleja redukcyjna 3mm Nr katalogowy 207944
- Tuleja redukcyjna 0 1/8' (3,175 mm) Nr katalogowy 207945
- Tuleja redukcyjna 1/4" (6,35 mm) Nr katalogowy 207947
- Tuleja redukcyjna 4mm Nr katalogowy 207949
- Tuleja redukcyjna 6mm Nr katalogowy 207946
- Przejsciowa tulei zaciskowej OZ8 wraz z nakråtka kolpakowa OZ8 Nr katalogowy 208962
- Przejsciowa tulei zaciskowej ER 16 wraz z nakråtka kołpakowa ER 16 Nr katalogowy 208109
Kabel sterowania NC, 5 m czarny Nr katalogowy 211868
9 Rysunek z rozbiciem na częsci i lista czȩsci zamiennych
Informacja nt. częsci zamiennych podane są na naszej stronie internetowej: www.mafell.com
Obsah
2.2 Oznacenie stroja
Vsetky informacia potrebne na identifikaciu stroja su na pripevnenom typovom stitku.

Trieda ochrany II

Precitaje si na zniżenie rizika zranenia námod na použivanie.
2.3 Technické udaje
| FM 800 | FM 1000 | FM 1000 NC-ER | FM 1000 NC-WS | FM 1000 (120 V) | |
| Prevádkové napätie / V | 230 | 230 | 230 | 230 | 120 |
| Siet'ová frekvencia / Hz | 50 | 50 | 50 | 50 | 60 |
| Príkon / W | 800 | 1000 | 1000 | 1000 | 1000 |
| Menovitý prúd / A | 4,0 | 4,6 | 4,6 | 4,6 | 8,3 |
| Napájanie napātím / V* | - | - | 8 - 56 | 8 - 56 | - |
| Riadiace napätie na zadanie počtu otáčok / V* | - | - | 0 - 10 | 0 - 10 | - |
| Zvyšná doba chodu na vystupe / V* | - - 0 - 5 0 - 5 - | ||||
| Príkon prúdu / mA* | - | - | 3 - 5 | 3 - 5 | - |
| Otáčky vol'nobehu / min-1 | 7000 - 25000 | 4000 - 25000 | 4000 - 25000 | 4000 - 25000 | 10000 - 25000 |
| Držiak nastroja s klieštinou ø / mm | 6 | 8 | 8 | 8 | 6,35 (1/4") |
| Driek nastroja / mm | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 |
| Fréza ø, max. / mm | 36 | 36 | 36 | 36 | 36 |
| Brúsne teleso ø, max. / mm | 40 | 40 | 40 | 40 | 40 |
| Hmotnost' bez siet'ovej šnúry / kg | 1,6 | 1,6 | 1,6 | 2,8 | 1,6 |
| Dížka instalačného vedenia / m | 1 | 4 | 0,75 + 4 | 0,75 + 4 | 4 |
| Rozmery (Š x D x V) / mm | 73 x 254 x 79 | 73 x 254 x 79 | 73 x 254 x 79 | 92 x 280 x 85 | 73 x 254 x 79 |
- Udaje pre rozhranie
2.4 Emisie
Uvedené emisie hluku boli namerané podla normy DIN EN 62841-1 a daju sa použit' na porovnanie elektrického náradia s inym náradim a na predezné posúdenie za'aženia.

Nebezpečenstvo
4.4.2 Odporucane utahovacie momenty (dodrziavaje cel'y systém)
U'tahovaci moment pre prirubov' maticu / kliestinu = 10 -11 Nm
U'tahovac moment pre upinace hrdlo 43mm = 7Nm
Upevnenie hrda Euro ^ by nemalo nedosiahnut' Rozmer, h" (obr. 8). Rozmer, h" je 20mm
Pokial je to mozné, upnite motor frézy po celom montáznom priemere v upevneni hrda Euro „V1" (obr. 8).
Upevnovaci skrutku, W' utiahnite s max. 7 Nm.
7 Odstrańovanie poruch

Nebezpečenstvo
Zistovanie pricin vzniknutych poruch a ich odstrańovanie si vzdy vyzaduje zvyşenu pozornost' a opatnost'. Predtym vytiahnite sie'tovú zástrčku!
V nasledujucej Časti su uvedené niedtoré z najbežnejsich poruch a ich priciny. V priade d'alsich poruch kontaktujte svojho predajcu alebo priamo zákaznicky servis firmy MAFELL.





- UPOZORNÉNI
- OPOZORILO
- PL - Deklaracja węczenia UE
- CZ-Prohlasei o vestavb ES
- SLO - ES Izjava o vgradnji
- SVK - Vyhlasienie ES o zaERzeni
- Objasnienie znaków
- Informacja dot. produktu
- Oznaczenia maszyny
- Dane techniczne
- Emisje
- Niebezpieczensteinwo
- Informacja dot. emisji hałasu
- Zakres dostawy
- Uzytkowanie zgodne z przyznaczeniem
- Rzyko szczątkowe
- Niebezpieczestewo
- Przepisy bezpieczestewa
- NiebepezceiNSTwo
- Uwagi ogolne:
- Nastepujace elementy nie moga byc uzywane:
- Wskazówki dot. uzytkowania osobistego wyposañenia ochronnego:
- Wskazówki dot. pracy:
- Wskazówki dot. konserwacci i utrzymania sprawność:
- Zbrojenie / Ustawianie
- Podłaczenia do sieci
- Wybör narzedzi
- Wymiana narzedzi
- Zacisk narędziowy przy uzyciu tuleizaciskowej
- Uklad szybkozaciskowy narzedzi
- Tuleje zaciskowe
- Niebezpieczewsstwo
- Informacoes ouzytkowaniu tuleizaciskowych:
- Zalecane momenty dokrecania (wzić pod uwage caly system)
- Maksymalna prędkość obrotowa przy zastosowaniu przytejsciowych tulei zaciskowej
- Praca
- Rozruch urzadzenia
- Wlacz
- Wyęcz
- Wersja NC
- Oblozenie wtyku portalowego
- Zadana przydkość obrotowa
- Ustawienie prędkosci obrotowej w wersji NC
- Zabezpieczenie przyȩzuminiumowe
- Optyczna prezentacja reszty czasu przycady
- Prezentacja reszty czasu przy w wersji NC
- Konserwacja i utrzymanie sprawnosci
- Niebepezceńskiwo
- Przechowywanie
- Usuwanie usterek
- Niebepezcieznstwo
- Wyposazenie specjalne
- Rysunek z rozbiciem na częsci i lista czȩsci zamiennych
- Obsah
- Oznacenie stroja
- Technické udaje
- Emisie
- Nebezpečenstvo
- Odporucane utahovacie momenty (dodrziavaje cel'y systém)
- Odstrańovanie poruch
Marka : Mafell
Model : FM 800
Kategoria : Frezarka