
FM 1650 PV-LO - Frezarka Mafell - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia FM 1650 PV-LO Mafell w formacie PDF.

| Typ produktu | Frezarka (silnik frezujący do montażu na portalu) |
| Marka | Mafell |
| Model | FM 1650 PV-LO |
| Kategoria | Frezarka |
| Napięcie zasilania | 230 V |
| Częstotliwość | 50 Hz |
| Pobór mocy | 1650 W |
| Prędkość obrotowa biegu jałowego | 4 000 - 23 000 min⁻¹ |
| Maksymalna średnica frezu | 60 mm |
| Średnica trzpienia narzędzia | 3 - 12,7 mm (standardowy uchwyt zaciskowy OZ12 Ø 8 mm) |
| Wymiary (dł. x szer. x wys.) | 346 x 98,4 x 85,6 mm |
| Waga (bez kabla) | 3,22 kg |
| Długość kabla zasilającego | 4 m |
| Klasa ochronności | II (podwójna izolacja) |
| Interfejs PV (portal) | Tak, do zdalnego sterowania i monitorowania |
| Zabezpieczenie przeciążeniowe | Tak, z sygnałem świetlnym (czerwony) i wyświetlaniem pozostałego czasu |
| Łagodny rozruch | Tak, ok. 1,2 s przy maksymalnej prędkości |
| Blokada wrzeciona | Tak, za pomocą przycisku blokady |
| Konserwacja szczotek | Wymiana po 125-150 godzinach pracy |
| Przeznaczenie | Montaż stały w systemach portalowych (maszyna niekompletna) |
Często zadawane pytania - FM 1650 PV-LO Mafell
Pytania użytkowników dotyczące FM 1650 PV-LO Mafell
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję FM 1650 PV-LO - Mafell i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. FM 1650 PV-LO marki Mafell.
INSTRUKCJA OBSŁUGI FM 1650 PV-LO Mafell
Przeczytać wszystkie przepisy bezpieczeństwa i wskazówki. Zaniedbanie przestrzegania przepisów bezpieczeństwa i wskazówek może prowadzić do porażenia prądem, pożaru i/lub ciężkich zranień. Zachować wszystkie przepisy bezpieczeństwa i wskazówki na przyszłość.
UPOZORNĚNÍ
PL - Deklaracja włączenia UE
Niniejszym potwierdzamy, że silnik frezarski FM 1650 PV-LO spełnia wymagania wyszczególnionych dyrektyw UE. Przed uruchomieniem silnika frezarskiego właściciel musi się upewnić, że połączenie maszyny nieukończonej (FM) z maszyną klienta spełnia wymagania aktualnie obowiązujących dyrektyw. Administrator odpowiedzialny za zestawienie dokumentacji technicznej maszyny nieukończonej: Mafell AG
1 Objąśnienie znaków 150
2 Informacje dot. produktu....150
2.1 Dane dot. producenta 150
2.2 Oznaczenie maszyny 150
2.3 Dane techniczne 151
2.4 Emisje....151
2.5 Zakres dostawy 152
2.6 Użytkowanie zgodne z przeznaczeniem 152
2.7 Ryzyko szczątkowe 152
3 Przepisy bezpieczeństwa 152
4 Zbrojenie / Ustawianie 153
4.1 Podłączenie do sieci....153
4.2 Wybór narzędzi 153
4.3 Wymiana narzędzi 155
4.4 Tuleje zaciskowe 156
5 Praca 156
5.1 Informacje ogólne....156
5.2 Wersja PV 157
5.3 Zadana prędkość obrotowa....159
5.4 Zabezpieczenie przeciążeniowe 159
6 Konserwacja i utrzymanie sprawności 160
6.1 Przechowywanie 160
7 Usuwanie usterek....161
8 Wyposażenie specjalne 162
9 Rysunek z rozbiciem na części i lista części zamiennych 162
1 Objąśnienie znaków

Niniejszy symbol znajduje się we wszystkich miejscach, w których podano wskazówki dot. bezpieczeństwa.
Ich nie przestrzeganie może pociągnąć za sobą ciężkie zranienia.

Niniejszy symbol oznacza możliwe szkodliwą sytuację.
Jeżeli się jej nie uniknie, może nastąpić uszkodzenie produktu lub przedmiotów znajdujących się w jego otoczeniu.

Niniejszy symbol oznacza wskazówki dla użytkowników i inne użyteczne informacje.
2 Informacje dot. produktu
Model
Nr art.
FM 1650 PV-LO (230 V)
9M0801
2.1 Dane dot. producenta
MAFELL AG, Beffendorfer Straße 4, D-78727 Oberndorf / Neckar, Telefon +49 (0)7423/812-0, Faks +49 (0)7423/812-218, e-mail mafell@mafell.de
2.2 Oznaczenie maszyny
Wszelkie informacje konieczne do identyfikacji maszyny podane są na tabliczce znamionowej.

Klasa ochrony II

Znak CE dokumentujący zgodność z podstawowymi wymogami bezpieczeństwa i ochrony zdrowia zgodnie z załącznikiem I dyrektywy maszynowej

Tylko dla krajów UE
Nie wrzucać silników frezarskich do śmieci domowych!
Zgodnie z dyrektywą Rady Europejskiej 2002/96/UE o zużytych urządzeniach elektrycznych i elektronicznych oraz jej zastosowaniem w prawie krajowym, zużyte silniki frezarskie należy zbierać oddzielnie i poddawać przyjaznej dla środowiska utylizacji.

W celu zmniejszenia ryzyka zranienia należy przeczytać instrukcję obsługi.
2.3 Dane techniczne
| FM 1650 PV-LO | |
| Napięcie robocze / V | 230 |
| Częstotliwość sieciowa / Hz | 50 |
| Moc pobierana / W | 1650 |
| Prąd znamionowy / A | 7.2 |
| Napięcie zasilania / V* | 8 - 56 |
| Napięcie sterownicze zadanej prędkości obrotowej / V* | 0 - 10 |
| Prezentacja reszty czasu pracy / V* | 0 - 5 |
| Pobór prądu / mA* | 3 - 5 |
| Prędk. obrot. biegu jałowego / min -1 | 4000 – 23000 |
| Uchwyt narzędziowy z tuleją zaciskową ø / mm | 8 |
| Rękojeść narzędzia / mm | 3 - 12,7 |
| Frez ø, maks. / mm | 60 |
| Elem. ścierny ø, maks. / mm | 60 |
| Ciężar bez kabla sieciowego / kg | 3,22 |
| Długość przewodu przyłączeniowego / m | 4 |
| Wymiary (Sz x D x W) / mm | 98,4 x 85,6 x 346 |
* Dane interfejsu portalu (interfejsu PV)
2.4 Emisje
Podane wartości emisji hałasu zostały zmierzone zgodnie z normą DIN EN 62841-1 i mogą być wykorzystane do porównania elektronarzędzia z innym oraz do wstępnej oceny obciążenia.

Niebezpieczeństwo
Emisja hałasu podczas rzeczywistego użytkowania elektronarzędzia może różnić się od podanych wartości, w zależności od sposobu użytkowania elektronarzędzia, w szczególności od rodzaju obrabianego przedmiotu.
Z tego powodu należy zawsze nosić nauszniki, nawet wtedy, gdy elektronarzędzie pracuje bez obciążenia!
2.4.1 Informacje dot. emisji hałasu
Wartości emisji hałasu ustalonych zgodnie z DIN EN ISO 3744 wynoszą:
Poziom ciśnienia akustycznego
L _ PA = 8 1, 9 dB(A)
Pomiar hałasu przeprowadzono bez bez narzędzia w biegu jałowym.
2.5 Zakres dostawy
1x Silnik frezarski FM 1650 PV-LO (9M0801)
1x Instrukcja obsługi (170783)
1x Klucz szczękowy jednostronny SW 22 (093012)
2.6 Użytkowanie zgodne z przeznaczeniem
- Silnik frezarki jest przeznaczony do montażu na stałe w systemach portalowych z szyjką mocującą ø 43 mm wiodących producentów.
- Silnik frezarski można zamocować bezpośrednio do systemu portalowego przy użyciu sześciu śrub (gwint M6) zgodnie z danymi systemu portalowego (rys. 4).
- Silnik frezarski nie został zaprojektowany do przemysłowej pracy ciągłej.
- Silnik frezarski uważany jest za maszynę nieukończoną. Silnik frezarski można uruchomić dopiero po stwierdzeniu, że system portalowy, do którego silnik frezarski ma być dołączony, odpowiada postanowieniom obecnie obowiązującej dyrektywy maszynowej. Wziąć pod uwagę również właściwe warunki gwarancji silnika frezarskiego i ewentualnych urządzeń uzupełniających.
2.7 Ryzyko szczątkowe

Niebezpieczeństwo
Pomimo użytkowania zgodnego z przeznaczeniem i przestrzegania przepisów bezpieczeństwa w dalszym ciągu istnieje związane z celem zastosowania ryzyko szczątkowe, które może mieć ujemne konsekwencje dla zdrowia.
- Złamanie obracających się narzędzi.
- Złamanie i wyrzucenie narzędzi lub części obrabianych przedmiotów.
- Dotknięcie części przewodzących prąd przy otwartej obudowie i nie wyjętej wtyczce sieciowej.
- Utrudnione działanie słuchu przy dłuższej pracy bez użycia nauszników.
- Emisja szkodliwych dla zdrowia pyłów wzgl. pyłów wybuchowych (wszystkich rodzajów) przy dłuższej pracy bez wyciągu. Uwzględnić przy tym kartę charakterystyki substancji niebezpiecznych obrabianego przedmiotu.
- Urazy cięte powodowane podczas wymiany narzędzi.
- Niebezpieczeństwo poparzenia przy dotykaniu obudowy w przypadku stałego przekraczania maksymalnie dopuszczalnej objętości materiału skrawanego w jednostce czasu (patrz str. 154).
3 Przepisy bezpieczeństwa

Niebezpieczeństwo
Zawsze należy przestrzegać poniższych przepisów bezpieczeństwa i reguł bezpieczeństwa obowiązujących w kraju użytkowania maszyny!
Uwagi ogólne:
- Niniejsze urządzenie nie może być obsługiwana przez dzieci ani młodzież. Wyjątek stanowi młodzież pracująca w celach szkoleniowych pod nadzorem fachowca.
- Nigdy nie należy pracować bez elementów zabezpieczających system portalowy, do którego włącza się silnik frezarski, a obowiązujących dla danego procesu roboczego Nie należy niczego zmieniać w systemie portalowym i silniku frezarskim, co mogłoby mieć ujemny wpływ na bezpieczeństwo.
-
Uszkodzone kable lub wtyczki należy natychmiast wymienić. Aby uniknąć zagrożenia bezpieczeństwa, wymiany może dokonać tylko MAFELL lub autoryzowany warsztat serwisujący MAFELL.
-
Unikać ostrych załamań kabla. Szczególnie w trakcie transportu i przy składowaniu nie nie należy owijać kabla wokół silnika frezarskiego.
- Użytkowanie urządzenia z zastosowaniem wody lub cieczy przewodzących jest zabronione.
- Silnik frezarski nie może być używany jako ręcznie prowadzony silnik frezarski.
- Zabezpieczyć silnik frezarski przed deszczem i wilgocią. Przedostanie się wody do silnika frezarskiego podnosi ryzyko porażenia prądem.
- W przypadku portali z obudową należy zadbać o odpowiednie odprowadzanie kurzu / wiórów. Stężenie pyłu w powietrzu może spowodować powstanie mieszaniny wybuchowej!
Następujące elementy nie mogą być używane:
- Wiertła uszkodzone i o zmienionym kształcie.
- Narzędzia stępione z powodu zbyt wielkiego obciążenia silnika.
- Narzędzia, które nie nadają się do pracy z prędkością obrotową silnika frezarskiego na biegu jałowym.
Wskazówki dot. użytkowania osobistego wyposażenia ochronnego:
- Przy pracy zawsze nosić nauszniki.
- Przy pracy zawsze nosić maseczkę chroniącą drogi oddechowe.
- Zawsze przy pracach nosić okulary ochronne.
Wskazówki dot. pracy:
- Nie zbliżać rąk do obszaru niebezpiecznego narzędzia.
- Skontrolować obrabiany przedmiot pod kątem występowania obcych ciał.
- Kontrolować prędkość obrotową. W razie pojawienia się niekontrolowanego wzrostu prędkości obrotowej należy natychmiast wyłączyć dopływ prądu.
Wskazówki dot. konserwacji i utrzymania sprawności:
- Regularne czyszczenie silnika frezarskiego stanowi ważny czynnik bezpieczeństwa.
- Można używać jedynie oryginalnych części zamiennych i akcesoriów firmy MAFELL. W przeciwnym wypadku wygasa prawo do roszczeń gwarancyjnych i producent nie udziela gwarancji.
4 Zbrojenie / Ustawianie
4.1 Podłączenie do sieci
Przed uruchomieniem sprawdzić, czy napięcie sieciowe zgadza się z napięciem roboczym podanym na tabliczce znamionowej silnika frezarskiego.
4.2 Wybór narzędzi
Stosować wyłącznie tuleje zaciskowe przedstawione w rozdziale "Wyposażenie specjalne". Wybór narzędzia odbywa się w zależności od obrabianych detali z uwzględnieniem wydajności napędu posuwu. Wziąć pod uwagę maksymalnie dopuszczalne średnice narzędzi i maksymalnie dopuszczalną objętość materiału skrawanego w jednostce czasu dla danego materiału. Objętość materiału skrawanego w jednostce czasu Q opisuje objętość usuwaną w postaci wiórów w określonym czasie w procesach skrawania wymagających usuwania materiału.
Maksymalnie dopuszczalna objętość materiału skrawanego w jednostce czasu (w zależności od materiału i średnicy frezu)
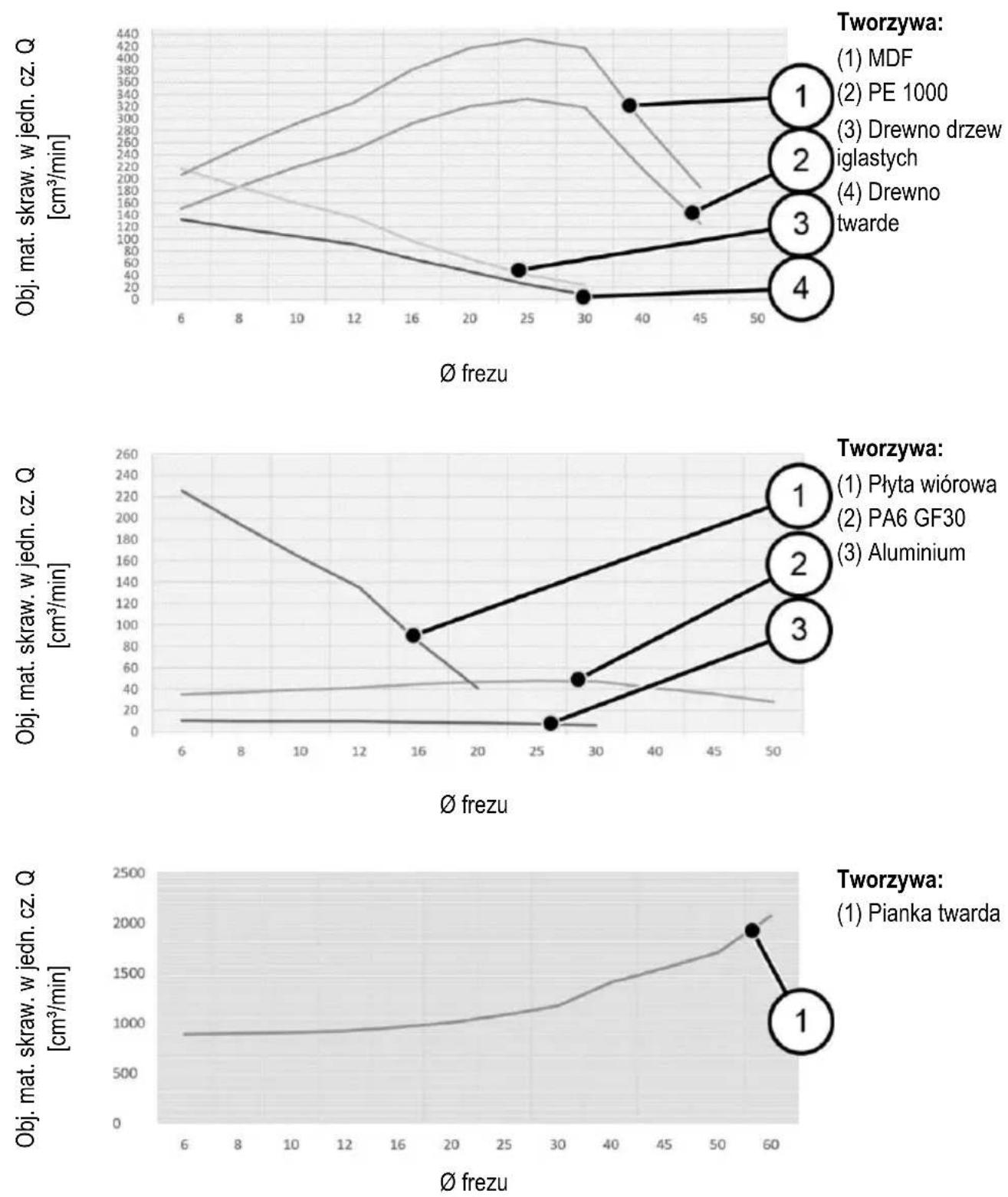
Dopuszczalne średnice frezu:
| Materiał | 20 | 30 | 40 | 45 | 50 | 60 |
| Pianka twarda | √ | √ | √ | √ | √ | √ |
| PE1000 | √ | √ | √ | √ | ||
| PA6GF30 | √ | √ | √ | √ | √ | |
| Drewno (miękkie) | √ | √ | ||||
| Drewno (twarde) | √ | √ | ||||
| MDF | √ | √ | √ | √ | ||
| Płyta wiórowa | √ | |||||
| Aluminium | √ | √ | ||||
| Trzpień ścierny CBN | √ | √ | √ | |||
| Korund normalny | √ | √ | √ |

Jako kształt trzonu można stosować wyłącznie trzpień cylindryczny o tolerancji H7 lub trzpień zgodny z DIN EN ISO 6535 w formie HA, ponieważ w przeciwnym razie może dojść do dużego niewyważenia przy wielkich prędkościach obrotowych.
4.3 Wymiana narzędzi

Niebezpieczeństwo
Przy wszelkiego rodzaju pracach konserwacyjnych należy wyjąć wtyczkę z gniazdka.

Przy wymianie narzędzi nosić rękawice ochronne. Przy dłuższych procesach roboczych stosowane narzędzie może ulec mocnemu podgrzaniu i/lub krawędzie tnące stosowanego narzędzia są ostre.
4.3.1 Zacisk narzędziowy przy użyciu tulei zaciskowej
Wrzeciono 1 (rys. 1) silnika frezarskiego i szlifującego wyposażono w precyzyjną tuleję zaciskową 2 (rys. 1) do zakładania narzędzi. Blokadę wrzeciona aktywuje się za pomocą przycisku ryglującego 4 i ułatwia ona dokręcanie i luzowanie nakrętki kołpakowej 3 (rys. 1).
W celu wymiany narzędzia należy postępować w sposób następujący:
- W celu poluzowania narzędzia blokuje się wrzeciono 1 (rys. 1) przez wciśnięcie przycisku ryglującego 4 (rys. 1).
- Za pomocą klucza szczękowego jednostronnego SW 22 luzuje się nakrętkę kołpakową 3.
- Narzędzie ściagać do przodu.
- Wsunąć nowe narzędzie do oporu do uchwytu narzędziowego.
- Sprawdzić osadzenie narzędzia.
- Przy mocowaniu narzędzia blokuje się wrzeciono 1 (rys. 1).
- Za pomocą klucza szczękowego jednostronnego SW 22 dokręca się nakrętkę kołpakową 3.
Alternatywna metoda blokowania wrzeciona:
- Użyć drugiego klucza szczękowego jednostronnego SW 22 na płaskiej powierzchni wrzeciona.
4.4 Tuleje zaciskowe

Niebezpieczeństwo
Gdy nie założono narzędzia, należy lekko nakręcić nakrętkę kołpakową 3 (rys. 1) w celu ochrony gwintu na wrzecionie 1 (rys. 1), ale jej nie dokręcać. Tuleja zaciskowa 2 (rys. 1) mogłaby ulec zbyt mocnemu ściśnięciu, a przy tym uszkodzeniu.
4.4.1 Informacje o użytkowaniu tulei zaciskowych:
- Przy tulejach zaciskowych typu OZ12 (DIN 6388 / ISO 10897) należy zawsze stosować właściwą wielkość frezu.
- Tuleję zaciskową należy zawsze najpierw zaczepić w nakrętce kołpakowej, a następnie włożyć frez.
- W przypadku jej zakleszczenia należy tuleję zaciskową poluzować lekkim uderzeniem kantówki lub młotka gumowego (nie używać narzędzi metalowych!)
- Na początku i po dłuższym użytkowaniu należy tuleje zaciskowe nieznacznie naoliwić, gdyż w przeciwnym wypadku mogą się one zakleszczyć. Tuleje zaciskowe, aby mogły być ponownie użyte, muszą być wolne od cząsteczek i smaru.
- Znacznie lepszą dokładność ruchu obrotowego można osiągnąć przez zastosowanie smaru stałego (np. Molykote P-40) albo przez lekkie nasmarowanie tulei zaciskowych.
4.4.2 Mocowanie i luzowanie narzędzia frezującego

Nigdy nie dokręcać nakrętki nasadowej bez założonego narzędzia, gdyż w przeciwnym wypadku uszkodzeniu może ulec tuleja zaciskowa.
Aby zamocować narzędzie frezujące, należy wykonać następujące czynności:
- Wsunąć czystą oprawę frezu możliwie daleko do otwartej tulei zaciskowej 2 (rys. 1).
- Nacisnąć przycisk ryglujący 4, aby zablokować wrzeciono frezarskie 1.
- Przekręcić w prawo, najpierw ręką, a następnie kluczem widlastym SW 22 i dokręcić nakrętkę kołpakową 3. Nie potrzeba dociągać kluczem widlastym.
- Po zwolnieniu blokady wrzeciona przyciskiem ryglującym 4 cofnąć wrzeciono frezarskie o 180° i ponownie zamocować je przyciskiem ryglującym 4.
Luzowanie odbywa się w odwrotnej kolejności.
Uchwyt Euroneck „V“ nie powinien mieć wymiaru mniejszego od „h“ (rys. 7). Wymiar „h“ wynosi 20 mm.
Dokręcić silnik frezarski w miarę możliwości na całej średnicy mocowania w uchwycie Euroneck „V1“ (rys. 8). Śrubę mocującą „W“ dokręcić z maksymalną siłą 7 Nm.
Jeśli to możliwe, należy unikać zaciskania punktowego (np. za pomocą gwintu bez łba) w uchwycie Euroneck „V2“ (rys. 9).
5 Praca
5.1 Informacje ogólne
Z niniejszą instrukcją obsługi muszą się zapoznać wszystkie osoby, którym zlecono obsługę silnika frezarskiego, przy czym szczególną uwagę należy zwrócić na rozdział „Przepisy bezpieczeństwa”.
Niniejsza instrukcja obsługi odnosi się jedynie do silnika frezarskiego, a nie do sytuacji montażowej. Zwrócić uwagę na ewentualne inne instrukcje obsługi.
5.1.1 Włącz
Włączyć wyłącznik mocy 5 (rys. 2). Gdy silnik frezarski podłączono do zasilania sieciowego, to świeci się pokrętło X w kolorze niebieskim (BU), a silnik frezarski po 0,2 s przyspiesza do ustawionej prędkości obrotowej w łagodnym rozruchu. Długość trwania rozruchu łagodnego zależy od ustawionej prędkości obrotowej i wynosi przy najwyższej prędkości obrotowej ok. 1,2 s.
5.1.2 Wyłącz
Włączyć wyłącznik mocy 5 (rys. 2). Światło w pokrętle X gaśnie, a silnik przechodzi do pozycji spoczynkowej.
5.2 Wersja PV
W wersji PV Y (rys. 2) można sterować prędkością obrotową za pomocą interfejsu PV i automatycznie monitorować resztę czasu pracy przy przeciążeniu.
W celu zapewnienia ochrony użytkownika i podłączonych układów galwanicznie oddzielono interfejs PV od zasilania sieciowego układu przeniesienia napędu (izolacja ochronna). Wszystkie napięcia sygnału i napięcia robocze odnoszą się do potencjału odniesienia „GND”.
Gdy na pin zasilania „U PV“ (patrz tabela/ilustracja na stronie 158) interfejsu PV zaczyna oddziaływać napięcie zgodne ze specyfikacją, to silnik frezarski przechodzi do "trybu portalowego".
Dolna tabela stanu 21 prezentuje wszystkie możliwe konstelacje sterowania.
| Wejście | Wyjście | ||||||
| HS / - | UAC / V | UPV / V | PSS | US /V | U0 /V | Tryb pracy | n / min-1 |
| WYL | N/A | N/A | N/A | N/A | N/A | Nieczynny | 0 |
| WL | 0 | N/A | N/A | N/A | N/A | Nieczynny | 0 |
| WL | 198-253 | < 6 | 1 | N/A | N/A | Obsługa ręczna | 4000 |
| WL | 198-253 | < 6 | 6 | N/A | N/A | Obsługa ręczna | 25000 |
| WL | 198-253 | 8 - 56 | N/A | 0 | 0 - 1 | Praca w portalu | 4000 |
| WL | 198-253 | 8 - 56 | N/A | 10 | 0 - 1 | Praca w portalu | 25000 |
| WL | 198-253 | 8 - 56 | N/A | 0 - 10 | 1,5 - 5 | Tryb przeciążenia | 4000 - 25000 |
Tabela 21: Możliwe konstelacje sterowania
Legenda:
| Jednostka | Znaczenie |
| HS | = Wyłącznik mocy |
| UAC | = Napięcie zasilające |
| UPV | = Napięcie sterownicze (interfejsu PV) |
| PSS | = Pozycja pokrętła |
| US | = Napięcie sterownicze prędkości obrotowej (interfejsu PV) |
| UO | = Prezentacja reszty czasu pracy w trybie przeciążenia (interfejsu PV) |
| Uziemienie | = Potencjał odniesienia dla napięć interfejsu PV |
| n | = Prędkość wrzeciona roboczego |
| N/A | = Nie dotyczy wzgl. bez znaczenia |
Gdy nie używa się interfejsu PV, należy go zabezpieczyć przed zanieczyszczeniem za pomocą dostarczonej zaślepki Z (rys. 3).
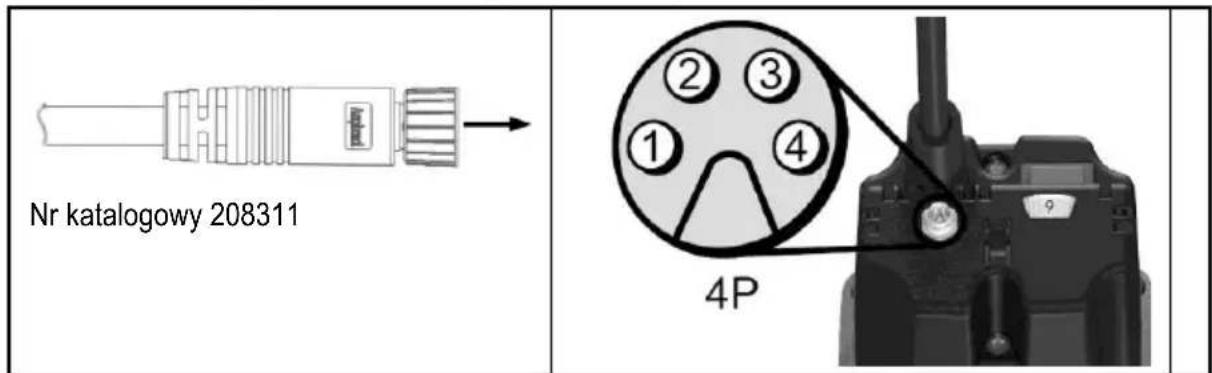
5.2.1 Obłożenie wtyku portalowego
Wszystkie piny we wtyku portalowym zabezpieczono przed zamianą biegunów. W przypadku napięć przekraczających 30 V należy unikać pracy ciągłej z zamienionymi biegunami, gdyż może to prowadzić do uszkodzenia interfejsu PV.
| Nr pin | Parametry | Kolor przewodu Nr katalogowy 208311 |
| 1 | UPV | Brązowy |
| 2 | Us | Biały |
| 3 | Uo | Czarny |
| 4 | GND | Niebieski |
5.3 Zadana prędkość obrotowa
Za pomocą pokrętła X (rys. 2) można płynnie regulować prędkość obrotową. Konkretne wartości prędkości obrotowej poszczególnych stopni można znaleźć w tabeli na stronie 5 lub w naklejce z prędkościami obrotowymi na obudowie.
Aż do osiągnięcia charakterystyki silnika wbudowany układ elektroniczny reguluje ustawioną prędkość obrotową.
5.3.1 Ustawienie prędkości obrotowej w wersji PV
W "trybie portalowym" ignoruje się ustawienie pokrętła X (rys. 2) do ustawiania prędkości obrotowej. Prędkość obrotową można regulować wyłącznie za pomocą napięcia na pinie „U s“. Gdy prędkość obrotowa ma być regulowana za pomocą pokrętła X (rys. 2), to najpierw należy dezaktywować "tryb portalowy" przez wyłączenie zasilania napięciowego na pinie „UPV“ lub przez wyjęcie kabla sterowania PV.
Związek pomiędzy prędkością obrotową i napięciem zasilania jest odzwierciedlony w formułach (1) i (2).
U _ S = n - 4 0 0 0 min ^ - 12 1 0 0 min ^ - 1V 1
n = Us * 2 1 0 0 min ^ - 1V + 4 0 0 0 min ^ - 1 2
5.4 Zabezpieczenie przeciążeniowe

Niebezpieczeństwo
Jeżeli zadziałało zabezpieczenie przeciążeniowe i trzeba wykonać prace przy wrzecionie roboczym, to koniecznie należy wyjąć wtyk sieciowy.
W celu zabezpieczenia silnika frezarskiego takie parametry robocze jak prąd, prędkość obrotowa i temperatura monitoruje się dynamicznie, a w razie potrzeby wyłącza się silnik frezarski. Zanim zadziała zabezpieczenie przeciążeniowe oświetlenie pokrętła X (rys. 2) przechodzi na stałe na kolor czerwony (RD).
W celu ponownego włączenia silnika frezarskiego należy wyłączyć i włączyć wyłącznik mocy 5 (rys. 2). Silnik frezarski zaczyna pracę, a oświetlenie pokrętła X (rys. 2) przechodzi do koloru niebieskiego (BU).
5.4.1 Optyczna prezentacja pozostałego czasu pracy
Gdy zadziała zabezpieczenie przeciążeniowe w trakcie pracy, może dojść do złamania narzędzia frezującego, uszkodzenia detalu lub nawet do uszkodzenia systemu portalowego. Można temu zapobiec zwracając uwagę na sygnały optyczne pokrętła X (rys. 2).
Gdy silnik frezarski nie jest przeciążone pod względem wydajności, to pokrętło świeci się stale w kolorze niebieskim (BU).
Przy przeciążeniu silnika frezarskiego odliczana reszta czasu pracy wskazywana jest przez migający kolor czerwony (RD). Na stronie 6 (rys. 6) pokazano szyk czasowy pulsów w trybie przeciążenia. Związek między migotaniem i przynależną resztą czasu pracy podano w poniższej tabeli 22 na stronie 160.
Jeżeli reszta czasu pracy nie wystarcza do wymaganego zadania, należy zmniejszyć obciążenie lub posuw, aby umożliwiać przejście do trybu pracy ciągłej.
5.4.2 Prezentacja pozostałego czasu pracy w wersji PV
Jeżeli silnik frezarski znajduje się w „trybie portalowym“, to można dodatkowo optycznie sprawdzić resztę czasu pracy za pomocą interfejsu PV.
Poniższa tabela wskazuje związek pomiędzy resztą czasu a przynależnymi danymi wyjściowymi.
| Tryb pracy | Reszta czasu pracy / s | Prezentacja reszty czasu pracy U0 / V | Pokrętło - oświetlenie |
| Praca ciągła | nieograniczona | 0 | Niebieski (BU), ciągły |
| Tryb przeciążenia (Silnik działa) | < 160 | 1.5 | 1 x czerwony puls (RD) |
| < 80 | 2.5 | ||
| < 40 | 3 | 2 x czerwony puls (RD) | |
| < 20 | 4 | ||
| < 10 | 4.5 | 3 x czerwony puls (RD) | |
| < 5 | 5 | Czerwony (RD), ciągły | |
| Wyłączenie | 0 | 5 |
Tabela 22: Związek pomiędzy resztą czasu pracy a przynależnymi danymi wyjściowymi
6 Konserwacja i utrzymanie sprawności

Niebezpieczeństwo
Przy wszelkiego rodzaju pracach konserwacyjnych należy wyjąć wtyczkę z gniazdka.
Maszyny MAFELL są urządzeniami niskoobsługowymi.
Wymieniać szczotki węglowe najpóźniej po 125 – 150 godzinach roboczych. Części zamienne podano w rozdz. 9.
Stosowane łożyska są nasmarowane na cały okres żywotności. Po dłuższym okresie użytkowania zaleca się przekazanie maszyny do autoryzowanego serwisu MAFELL w celu dokonania jej przeglądu.
Urządzenie powinno być naprawiane tylko przez wykwalifikowany personel i przy użyciu oryginalnych części zamiennych. W ten sposób zapewnione zostanie bezpieczeństwo urządzenia.
6.1 Przechowywanie
Gdy silnik frezarski nie będzie używany przez dłuższy czas, należy go pieczolowicie oczyścić. Odkryte części metalowe należy spryskać środkiem antykorozyjnym. Zamknąć wtyk portalowy przy użyciu dostarczonej zaślepki Z (rys. 3).
7 Usuwanie usterek

Niebezpieczeństwo
Określenie przyczyn istniejących usterek i ich usunięcie zawsze wymaga zwiększonej czujności i ostrożności. Przedtem należy wyjąć wtyczkę z gniazdka!
Poniżej przedstawiono niektóre z najczęściejstzych usterek i ich przyczyny. W przypadku dalszych usterek należy się zwrócić do dystrybutora albo bezpośrednio do serwisu MAFELL.
| Usterka | Przyczyna | Środek zaradczy |
| Nie można włączyć silnika frezarskiego Pokrętło się nie świeci | Brak napięcia sieciowego | Skontrolować zasilanie sieciowe |
| Uszkodzony bezpiecznik sieciowy | Wymienić bezpiecznik sieciowy | |
| Nie można włączyć silnika frezarskiego. Pokrętło świeci się w kolorze niebieskim (BU) | Szczotki węglowe są zużyte | Zanieść silnik frezarski do serwisu MAFELL |
| Silnik frezarski zatrzymuje się w trakcie pracy Pokrętło się nie świeci | Awaria sieci | Skontrolować zabezpieczenia sieciowe |
| Silnik frezarski zatrzymuje się w trakcie pracy Pokrętło świeci się w kolorze czerwonym (RD) | Zadziałało zabezpieczenie przeciążeniowe | Wyłączyć wyłącznik mocy. Przed uruchomieniem uwolnić wrzeciono robocze Włączyć wyłącznik mocy i kontynuować pracę ze zmniejszonym obciążeniem/posuwem |
| Prędkości obrotowej nie można regulować pokrętłem | Silnik frezarski znajduje się w trybie portalowym | Wyłączyć zasilanie sieciowe interfejsu PV Wyjąć zewnętrzne przyłącze interfejsu PV |
| Prędkości obrotowej nie można regulować za pomocą interfejsu PV | Brak zasilania sieciowego interfejsu PV lub jest ono niewystarczające | Podłączyć zasilanie sieciowe do interfejsu PV zgodnie ze specyfikacjami |
| Złącze wtyku portalowego jest niewystarczające | Sprawdzić złącze | |
| Kabel sterowania PV jest uszkodzony | Wymienić kabel sterowania PV | |
| Obłożenie interfejsu PV zostałoźle połączone z systemem portalowym | Podłączyć kabel sterowania PV zgodnie z rozdziałem „Obłożenie wtyku portalowego“ |
8 Wyposażenie specjalne
- Tuleja zaciskowa OZ12 ø 3 mm Nr katalogowy 093827
- Tuleja zaciskowa OZ12 ø 4 mm Nr katalogowy 093828
- Tuleja zaciskowa OZ12 ø 6 mm Nr katalogowy 093829
- Tuleja zaciskowa OZ12 ø 8 mm Nr katalogowy 093830
- Tuleja zaciskowa OZ12 ø 10 mm Nr katalogowy 093831
- Tuleja zaciskowa OZ12 ø 12 mm Nr katalogowy 093832
- Tuleja zaciskowa OZ12 ø 1/8" Nr katalogowy 093833
- Tuleja zaciskowa OZ12 ø 1/4" Nr katalogowy 093834
- Tuleja zaciskowa OZ12 ø 1/2" Nr katalogowy 093835
- Nakrętka kołpakowa OZ12 Nr katalogowy 093836
- Kabel sterowania PV M8 / 4-bieg., 5 m Nr katalogowy 208311
9 Rysunek z rozbiciem na części i lista części zamiennych
Informacje nt. części zamiennych podane są na naszej stronie internetowej: www.mafell.com
Obsah





- UPOZORNĚNÍ
- PL - Deklaracja włączenia UE
- Objąśnienie znaków
- Informacje dot. produktu
- Dane dot. producenta
- Oznaczenie maszyny
- Dane techniczne
- Emisje
- Niebezpieczeństwo
- Informacje dot. emisji hałasu
- Zakres dostawy
- Użytkowanie zgodne z przeznaczeniem
- Ryzyko szczątkowe
- Przepisy bezpieczeństwa
- Uwagi ogólne:
- Następujące elementy nie mogą być używane:
- Wskazówki dot. użytkowania osobistego wyposażenia ochronnego:
- Wskazówki dot. pracy:
- Wskazówki dot. konserwacji i utrzymania sprawności:
- Zbrojenie / Ustawianie
- Podłączenie do sieci
- Wybór narzędzi
- Wymiana narzędzi
- Zacisk narzędziowy przy użyciu tulei zaciskowej
- Tuleje zaciskowe
- Informacje o użytkowaniu tulei zaciskowych:
- Mocowanie i luzowanie narzędzia frezującego
- Praca
- Informacje ogólne
- Włącz
- Wyłącz
- Wersja PV
- Obłożenie wtyku portalowego
- Zadana prędkość obrotowa
- Ustawienie prędkości obrotowej w wersji PV
- Zabezpieczenie przeciążeniowe
- Optyczna prezentacja pozostałego czasu pracy
- Prezentacja pozostałego czasu pracy w wersji PV
- Konserwacja i utrzymanie sprawności
- Przechowywanie
- Usuwanie usterek
- Wyposażenie specjalne
- Rysunek z rozbiciem na części i lista części zamiennych
- Obsah
Marka : Mafell
Model : FM 1650 PV-LO
Kategoria : Frezarka