
FM 1650 PV-LO - Frézka Mafell - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma FM 1650 PV-LO Mafell ve formátu PDF.

| Typ produktu | Frézka (frézovací motor pro montáž do portálu) |
| Značka | Mafell |
| Model | FM 1650 PV-LO |
| Kategorie | Frézka |
| Napájecí napětí | 230 V |
| Frekvence | 50 Hz |
| Příkon | 1650 W |
| Otáčky naprázdno | 4 000 - 23 000 min⁻¹ |
| Maximální průměr frézy | 60 mm |
| Průměr stopky nástroje | 3 - 12,7 mm (upínací pouzdro OZ12 standard Ø 8 mm) |
| Rozměry (D x Š x V) | 346 x 98,4 x 85,6 mm |
| Hmotnost (bez kabelu) | 3,22 kg |
| Délka síťového kabelu | 4 m |
| Třída ochrany | II (dvojitá izolace) |
| Rozhraní PV (portál) | Ano, pro dálkové ovládání a monitorování |
| Ochrana proti přetížení | Ano, se světelným signálem (červená) a zobrazením zbývajícího času |
| Plynulý start | Ano, cca 1,2 s při maximálních otáčkách |
| Blokování vřetena | Ano, tlačítkem zámku |
| Údržba uhlíků | Výměna po 125-150 provozních hodinách |
| Určené použití | Pevná montáž do portálových systémů (nekompletní stroj) |
Často kladené otázky - FM 1650 PV-LO Mafell
Dotazy uživatelů ohledně FM 1650 PV-LO Mafell
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Frézka ve formátu PDF zdarma! Najděte svůj návod FM 1650 PV-LO - Mafell a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. FM 1650 PV-LO značky Mafell.
NÁVOD K OBSLUZE FM 1650 PV-LO Mafell
Přečtěte si všechna bezpečnostní upozornění a pokyny. Zanedbání bezpečnostních upozornění a pokynů může způsobit zásah elektrickým proudem, požár a/nebo vážná zranění. Všechna bezpečnostní upozornění a pokyny si ponechejte pro pozdější použití.
OPOZORILO
CS - Prohlášení o vestavbě ES
Tímto potvrzujeme, že motor na frézování FM 1650 PV-LO splňuje požadavky uvedených směmic EU. Před uváděním motoru na frézování do provozu musí provozovatel zajistit, aby kombinace sestávající z neúplného stroje (FM) a specifického zákaznického stroje splňovala požadavky aktuálně platných směmic. Osoba zplnomocněná sestavováním technických podkladů pro neúplný stroj: Mafell AG
SL - ES Izjava o vgradnji
1 Vysvětlení značek 164
2 Udaje o výrobku 164
2.1 Údaje k výrobci 164
2.2 Charakteristika stroje....164
2.3 Technické údaje 165
2.4 Emise 165
2.5 Rozsah dodávky 166
2.6 Užívání výrobku v souladu s jeho určením....166
2.7 Zbytková rizika 166
3 Bezpečnostní pokyny 166
4 Výbava / nastavení 167
4.1 Připojení k síti 167
4.2 Volba nářadí 167
4.3 Výměna nástrojů 169
4.4 Upínací kleštiny 170
5 Provoz 170
5.1 Obecné informace 170
5.2 Provedení PV 171
5.3 Nastavený počet otáček 172
5.4 Ochrana proti přetížení....173
6 Servis a opravy....174
6.1 Uskladnění 174
7 Odstranění závad 175
8 Zvláštní příslušenství 176
9 Výkres rozložených částí a seznam náhradních dílů 176
1 Vysvětlení značek

Tento symbol je umístěn na všech místech, kde naleznete pokyny pro Vaši bezpečnost.
Nedodržování může mít za následek nejtěžší zranění.

Tento symbol označuje možnou nežádoucí situaci.
Pokud jí nebude zabráněno, může to poškodit výrobek nebo předměty v jeho okolí.

Tento symbol označuje tipy pro použivání a ostatní užitečné informace.
2 Údaje o výrobku
Model
Všechny údaje nutné pro identifikaci stroje jsou k dispozici na připevněném výkonovém štítku.

Třída ochrany II

Označení CE k dokumentaci shody se zásadními bezpečnostními požadavky a požadavky na ochranu zdraví podle přílohy I směrnice o strojních zařízeních

Pouze pro země EU
Nevyhazujte motory na frézování do domovního odpadu!
Podle evropské směrnice 2002/96/ES o starých elektrických a elektronických přístrojích a aplikace v národním právu musí být motory na frézování separovány a odvezeny k recyklaci, která je šetrná k životnímu prostředí.

Přečtěte si provozní návod, aby bylo zmírněno riziko zranění.
2.3 Technické údaje
| FM 1650 PV-LO | |
| Provozní napětí / V | 230 |
| Sítová frekvence / Hz | 50 |
| Příkon / W | 1650 |
| Jmenovitý proud / A | 7,2 |
| Napájecí napětí / V* | 8 - 56 |
| Řídící napětí pro nastavený počet otáček / V* | 0 - 10 |
| Výstup zbývajícího času / V* | 0 - 5 |
| Příkon / mA* | 3 - 5 |
| Počet otáček při volnoběhu / min ^-1 | 4000 – 23000 |
| Upínání nástroje s upínací kleštinou ø / mm | 8 |
| Otvor na nástroj / mm | 3 - 12,7 |
| Fréza ø, max. / mm | 60 |
| Brusné těleso ø, max. / mm | 60 |
| Hmotnost bez síťového kabelu / kg | 3,22 |
| Délka připojovacího vedení / m | 4 |
| Rozměry (š x d x v) / mm | 98,4 x 85,6 x 346 |
* Údaje pro rozhraní portálu (rozhraní PV)
2.4 Emise
Uvedené emise hluku byly naměřeny dle ČSN EN 62841-1 a je možné je použít pro srovnání elektrického nástroje s jiným nástrojem resp. pro předběžný odhad zátěže.

Nebezpečí
Emise hluku se mohou během skutečného používání elektrického nástroje lišit od uvedených hodnot, v závislosti na druhu a způsobu, jakým je elektrický nástroj používán, a především podle druhu obrobku, který je obráběn.
Z tohoto důvodu vždy používejte ochranu sluchu i v případě, že je spuštěný elektrický nástroj bez zátěže!
2.4.1 Údaje o hlukových emisích
Hodnoty hlukových emisí zjištěné dle DIN EN ISO 3744:
Hladina hluku
$$ L _ {P A} = 8 1, 9 \mathrm{dB(A)} $$
Měření hluku bylo provedeno bez nástroje při volnoběhu.
2.5 Rozsah dodávky
1x Motor na frézování FM 1650 PV-LO (9M0801)
1x Provozní návod (170783)
1x Jednostranný plochý klíč vel. 22 (093012)
2.6 Užívání výrobku v souladu s jeho určením
- Motor na frézování je určen k pevnému zabudování do portálových systémů s upínacím obvodem o ø 43 mm od hlavních výrobců.
- Motor na frézování lze upevnit pomocí příruby a šesti šroubů (závit M6) přímo na portálový systém, v souladu s předpoklady portálového systému (obr. 4).
- Motor na frézování není vhodný pro průmyslový trvalý provoz.
- Motor na frézování je považován za neúplný stroj. Motor na frézování smí být uveden do provozu teprve potom, když bylo stanoveno, že portálový systém, do kterého má být motor na frézování zabudován, odpovídá ustanovením aktuální a platné směrnice o strojích. Dbejte prosím také na příslušné záruční podmínky motoru na frézování a případných doplňujících nástrojů.
2.7 Zbytková rizika

Nebezpečí
Při používání v souladu s určením a přes dodržování bezpečnostních ustanovení zůstávají z důvodu účelu použití určitá zbytková rizika, která mohou mít zdravotní následky.
- Prasknutí rotujícího nástroje.
- Zlomení nebo vymrštění nástrojů nebo jejich částí.
- Nedotýkejte se částí, které jsou pod napětím, při otevřeném krytu a nevytažené síťové zástrčce.
- Ovlivnění sluchu při déle trvajících pracích bez chrániče sluchu.
- Emise prachů ohrožujících zdraví nebo s rizikem exploze (jakéhokoliv druhu) při déle trvajícím provozu bez odsávání. Dodržujte bezpečnostní datový list obráběného materiálu.
- Řezná poranění při výměně nástroje.
- Nebezpečí popálenin při kontaktu s krytem při trvalém překročení maximálně povoleného úběru materiálu za čas (viz také stranu 168).
3 Bezpečnostní pokyny

Nebezpečí
Dbejte stále následujících bezpečnostních pokynů a platných bezpečnostních ustanovení v dané zemi, kde je stroj používán!
Všeobecné pokyny:
- Děti a mladiství nesmí stroj obsluhovat. Z toho jsou vyjmuti mladiství, pracující za dohledu odborníků, za účelem jejich vzdělávání.
- Nikdy nepracujte bez ochranného ústrojí portálového systému, které je pro daný pracovní krok předepsané a na kterém se používá motor na frézování. Neměňte nic na portálovém systému ani na motoru na frézování, co by mohlo ovlivnit jejich bezpečnost.
-
Poškozený kabel nebo zástrčka musí být ihned vyměněna. Výměnu smí provádět pouze MAFELL nebo zákaznická dílna pověřená firmou MAFELL, aby se zabránilo ohrožení bezpečnosti.
-
Zabraňte ostrým lomům na kabelu. Speciálně při transportu a skladování motoru na frézování neovíjejte kabel okolo motoru na frézování.
- Použití při současném používáním vody nebo vodivých kapalin je zakázáno.
- Motor na frézování nesmí být používán jako ručně vedený motor na frézování.
- Chraňte Váš motor na frézování před deštěm a vlhkem. Proniknutí vody do motoru na frézování zvyšuje riziko zasažení elektrickým proudem.
- U portálů s krytem je nutné dbát na dostatečné odsávání prachu / třísek. Kvůli koncentraci prachu ve vzduchu může dojít ke vzniku výbušné směsi!
Nesmí být používány:
- Poškozené nářadí a takové, které změnilo svůj tvar.
- Tupé nástroje kvůli vysokému zatížení motoru.
- Nástroje, které nejsou vhodné pro počet otáček motoru na frézování při volnoběhu.
Pokyny pro použití osobních ochranných pomůcek:
- Při práci vždy používejte ochranu sluchu.
- Při práci vždy používejte respirátor.
- Při práci proto noste ochranné brýle.
Pokyny k provozu:
- Nepřibližujte ruce do nebezpečné oblasti nástroje.
- Zkontrolujte, zda na obráběném kusu nejsou cizí předměty.
- Sledujte počet otáček. Pokud dojde k nekontrolovanému zvýšení počtu otáček, nárůstu otáček, je nezbytné okamžitě vypnout zdroj napětí.
Pokyny pro servis a opravy:
- Pravidelné čištění motoru na frézování představuje důležitý bezpečnostní faktor
- Mohou být používány pouze originální náhradní díly a příslušenství MAFELL. Jinak nevzniká nárok na záruku a žádnou garanci výrobce.
4 Výbava / nastavení
4.1 Připojení k síti
Před uváděním do provozu dbejte nato, aby se shodovalo napětí sítě s provozním napětím, které je uvedené na výkonovém štítku motoru na frézování.
4.2 Volba nářadí
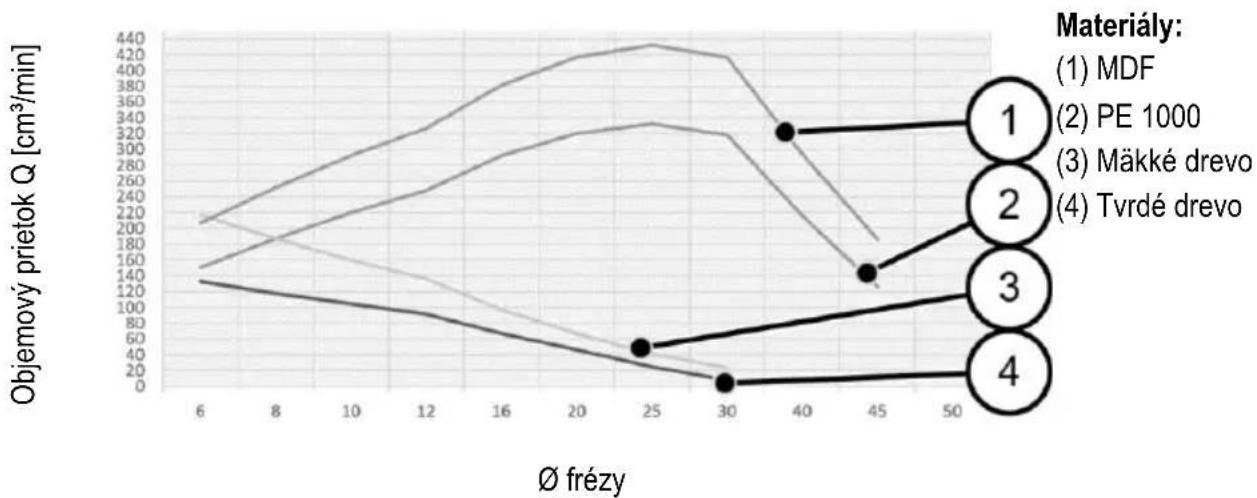
Používejte výhradně upínací kleště uvedená v kapitole „Zvláštní příslušenství“. Výběr nástrojů se provádí v závislosti na zpracovávaném materiálu a výkonosti posuvných pohonů. Dodržujte maximálně povolený průměr nástroje a maximálně povolený úběr materiálu za čas, který je specifický pro každý materiál. Úběr materiálu za čas Q označuje objem materiálu, který se za určitou dobu během procesu obrábění opracovává ve formě pilin.
Maximálně povolený úběr materiálu za čas (v závislosti na materiálu a průměru frézy)
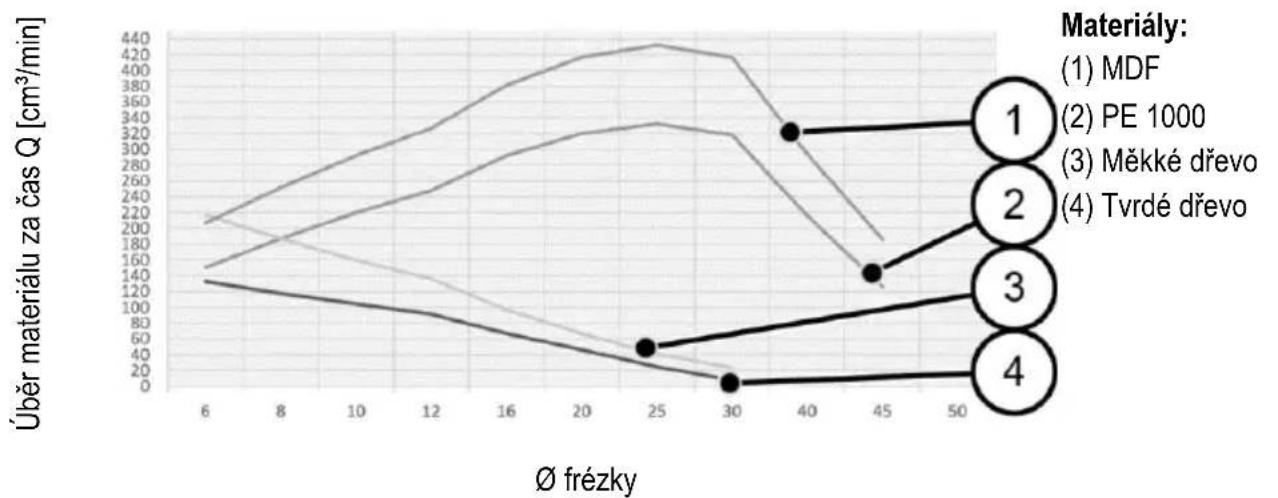
Materiály:
(1) MDF
(2) PE 1000
(3) Měkké dřevo
(4) Tvrdé dřevo
Úběr materiálu za čas Q [cm³/min]
line
| x | Line 1 | Line 2 | Line 3 | |----|--------|--------|--------| | 6 | 230 | 35 | 10 | | 16 | 90 | 45 | 10 | | 25 | 10 | 50 | 10 | | 30 | 50 | 45 | 10 | | 50 | 20 | 30 | 10 |∅ frézky
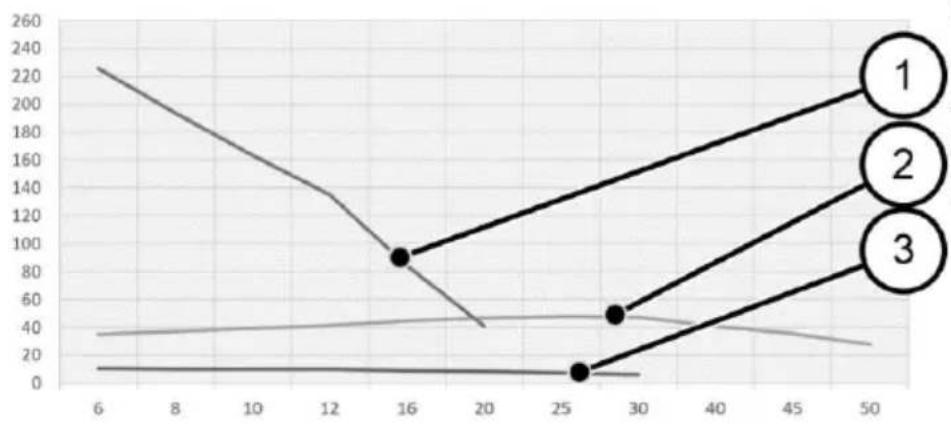
Materiály:
(1) Dřevotřískové desky
(2) PA6 GF30
(3) Hliník
Úběr materiálu za čas Q
[cm³/min]
line
| x | y | |----|------| | 6 | 900 | | 30 | 1200 | | 60 | 2100 |∅ frézky
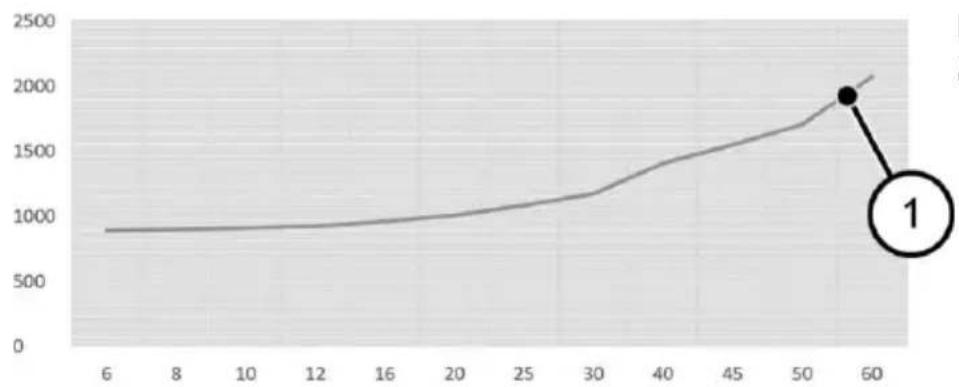
Materialy:
(1) Tvrdá pěna
Povolený průměr frézky:
| Materiál | 20 | 30 | 40 | 45 | 50 | 60 |
| Tvrdá pěna | √ | √ | √ | √ | √ | √ |
| PE1000 | √ | √ | √ | √ | ||
| PA6GF30 | √ | √ | √ | √ | √ | |
| Dřevo (měkké) | √ | √ | ||||
| Dřevo (tvrdé) | √ | √ | ||||
| MDF | √ | √ | √ | √ | ||
| Dřevotřískové desky | √ | |||||
| Hliník | √ | √ | ||||
| CBN brusná tyč | √ | √ | √ | |||
| Normální korund | √ | √ | √ |

Jako tvar stopky smí být použita pouze válcová stopka s tolerančním polem H7 nebo stopka dle DIN EN ISO 6535 tvaru HA, protože v jiném případě může při vysokých otáčkách vzniknout velká nevyváženost.
4.3 Výměna nástrojů

Nebezpečí
Při všech servisních pracích vytáhněte zástrčku.

Při výměně nástrojů noste ochranné rukavice. Nasazovací nástroj se může při delších pracovních úkonech silně zahřát a/nebo řezné hrany nasazovacího nástroje jsou ostré.
4.3.1 Upnutí nástroje pomocí upínacích kleští
Vřeteno 1 (obr. 1) motoru na frézování a broušení je vybaveno precizními upínacími kleštinami 2 (obr. 1) pro uchycení nástroje. Aretace vřetena se aktivuje tlačítkem aretace 4 a usnadňuje utahování a povolování převlečné matice 3 (obr. 1).
Při výměně nástrojů postupujte následovně:
- Při napínání nástroje se vřeteno 1 (obr.1) aretuje zatlačením zajišťovacího tlačítka 4 (obr. 1).
- Jednostranným klíčem vel. 22 se povolí převlečná matice 3.
- Stáhněte nástroj směrem dopředu.
- Nový nástroj zasuňte až na doraz do úchytu pro nástroje.
- Zkontrolujte usazení nástroje.
- Při napínání nástroje se aretuje vřeteno 1 (obr. 1).
- Jednostranným klíčem vel. 22 se utáhne převlečná matice 3.
Alternativní metoda pro aretaci vřetena:
- Použijte druhý jednostranný plochý klíč vel. 22 na plochu klíče u vřetena.
4.4 Upínací kleštiny

Nebezpečí
Lehce našroubujte prévlečnou matku 3 (obr. 1) kvůli ochraně závitu na vřetenu 1 (obr. 1), ale nikdy ji neutahujte pevně, pokud není nasazen nástroj. Upínací kleště 2 (obr. 1) by se mohly příliš sevřít a přitom poškodit.
4.4.1 Informace k použití upínacích kleští:
- U upínacích kleští OZ12 (DIN 6388 / ISO 10897) prosím vždy použijte frézu o správné velikosti
- Upínací kleště prosím vždy zaklapněte do převlečné matice, potom zastrčte frézu
- Pokud dojde k zaseknutí uvolněte prosím upínací kleště pomocí dřevěného špalku nebo gumového kladiva lehkým poklepáním zezadu (nepoužívat kovový nástroj!)
- Zpočátku a po delším používání upínací kleště mírně naolejujte, protože by mohlo jinak dojít k zaseknutí. Pro další používání je nutné upínací kleště zbavit volných částici a tuku.
- Podstatně lepší přesnosti rotačního chodu lze dosáhnout při používání pevného maziva (např. Molykote P-40) nebo lehkým namazáním upínacích kleští
4.4.2 Upnutí a uvolnění frézovacího nástroje

Nikdy nenatahujte převlečnou matku bez nasazeného nástroje, jinak se může upínací kleština poškodit.
Při upínání frézovacího nástroje postupujte následovně:
- Zasuňte čistou stopku frézky co možná nejhlouběji do otevřených upínacích kleští 2 (obr. 1).
- Stiskněte aretační tlačítko 4 pro aretaci vřetene frézky 1.
- Pomocí otáčení doprava nejdříve ručně a návazně vidlicovým klíčem vel. 22 pevně utáhněte převlečnou matku 3. Dodatečné uchycení pomocí vidlicového klíče není nutné.
- Otáčejte vřetenem frézky zpět o 180° po uvolnění aretace vřetena pomocí aretačního tlačítka 4 a pak znovu upevněte vřeteno aretačním tlačítkem 4.
Při uvolňování je postup obrácený.
Upínací krk Euro „V“ by neměl být menší než rozměr „h“ (obr. 7). Rozměr „h“ činí 20 mm.
Upněte motor na frézování pokud možné podél celého úchytného průměru do upínacího krku Euro „V1“ (obr. 8). Utáhněte upínací šroub „W“ na max. 7 Nm.
Vyhněte se pokud možno bodovému upínání (např. pomocí závitové tyče) v upínacím krku Euro „V2“ (obr. 9).
5 Provoz
5.1 Obecné informace
S tímto provozním návodem musí být seznámeny všechny osoby pověřené obsluhou motoru na frézování, přičemž je nutno upozornit zejména na kapitolu „Bezpečnostní pokyny“.
Tento provozní návod obsahuje pouze informace o motoru na frézování ale není zohledněna jeho montážní poloha. Použijte také případné jiné provozní návody.
5.1.1 Zapnout
Stiskněte spínač výkonu 5 (obr. 2). Pokud je motor na frézování připojen k napětí sítě, svítí stavěcí kolo X modře (BU) a motor na frézování se zrychlí po 0,2 s jemným rozjezdem na předem nastavený počet otáček. Doba trvání jemného rozjezdu závisí na nastavených otáčkách a dosahuje při najvyšších otáčkách cca 1,2 s.
5.1.2 Vypnout
Stiskněte spínač výkonu 5 (obr. 2). Osvětlení na stavěcím kole X zhasne a motor se točí až do klidového stavu.
5.2 Provedení PV
S provedením PV Y (obr. 2) můžete ovládat otáčky přes rozhraní PV a zbývající dobu automaticky sledovat pomocí přetížení.
Za účelem ochrany uživatele a připojených systémů je rozhraní PV galvanicky izolováno od zdroje napětí hnací větve (ochranné jištění). Veškerá signální a provozní napětí se týkají vztažené hodnoty „GND“.
Jakmile je zajištěno napájení „ U_PV “ (viz tabulku/zobrazení na straně 172) rozhraní PV dle specifikací, přepne se motor na frézování do režimu „Portálového provozu“.
Níže uvedená tabulka stavu 23 představuje všechny možné konstelace ovládání.
| Vstup | Výstup | ||||||
| HS / - | U_AC /V | U_PV /V | PSs | Us/V | U_0 /V | Druh provozu | n/min ^1 |
| VYP | Neuvedeno | Neuvedeno | Neuvedeno | Neuvedeno | Neuvedeno | Mimo provoz | 0 |
| ZAP | 0 | Neuvedeno | Neuvedeno | Neuvedeno | Neuvedeno | Mimo provoz | 0 |
| ZAP | 198-253 | < 6 | 1 | Neuvedeno | Neuvedeno | Ruční provoz | 4000 |
| ZAP | 198-253 | < 6 | 6 | Neuvedeno | Neuvedeno | Ruční provoz | 25000 |
| ZAP | 198-253 | 8 - 56 | Neuvedeno | 0 | 0 - 1 | Portálový provoz | 4000 |
| ZAP | 198-253 | 8 - 56 | Neuvedeno | 10 | 0 - 1 | Portálový provoz | 25000 |
| ZAP | 198-253 | 8 - 56 | Neuvedeno | 0 - 10 | 1,5 - 5 | Provoz při přetížení | 4000 - 25000 |
Tabulka 23: Možné konstelace ovládání
Legenda:
| Jednotka | Význam |
| VN | = Výkonový spínač |
| U_AC | = Napětí sítě |
| U_PV | = zdroj napětí (rozhraní PV) |
| PS_S | = Poloha nastavovacího kolečka |
| Us | = řídící napětí počet otáček (rozhraní PV) |
| Uo | = výstup zbývající času při přetížení provozu (rozhraní PV) |
| GND | = Vztažná hodnota pro napětí rozhraní PV |
| n | = Počet otáček pracovního vřetena |
| Neuvedeno | = nepoužívá se resp. není potřeba |
Pokud se nepoužívá rozhraní PV, zajistěte je pomocí přiložené krytky Z (obr. 3) proti znečištění.
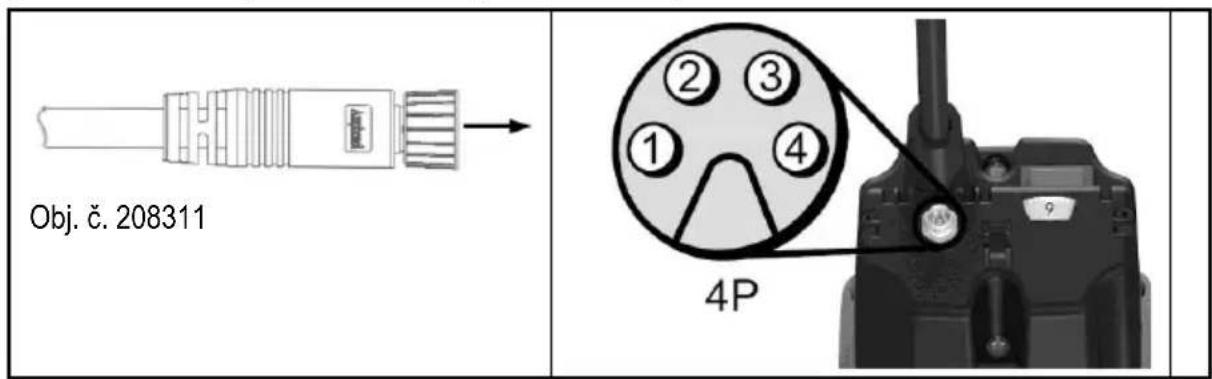
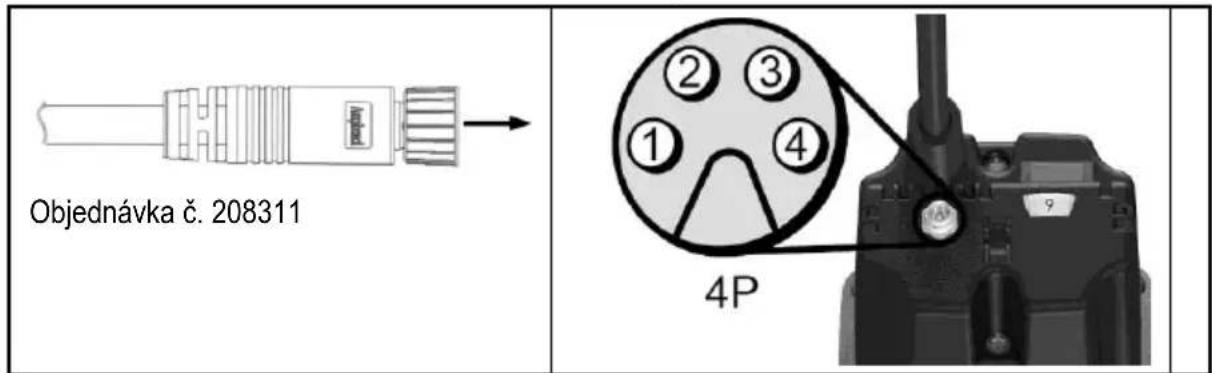
5.2.1 Uspořádání kolíků spoje portálové zástrčky
Všechny kolíky na portálové zástrčce jsou chráněny proti záměně pólu. Při hodnotách napětí přes 30 V je nutné zbránit trvalému provozu, protože může dojít k výpadku rozhraní PV.
| Č. kolíku | Parametr | Barva vodičeObj. č.208311 |
| 1 | U_PV | Hnědá |
| 2 | Us | Bílá |
| 3 | U_o | Černá |
| 4 | GND | Modrá |
5.3 Nastavený počet otáček
Pomocí stavěcího kolečka X (obr. 2) můžete plynule změnit otáčky. Konkrétní hodnoty otáček pro různé stupně najdete v tabulce na straně 5 nebo na nálepce s otáčkami na skříni.
Až do dosažení charakteristiky motoru reguluje zabudovaná elektronika na nastavené otáčky.
5.3.1 Poloha otáček u provedení PV
Během „Portálového provozu" je ignorována poloha stavěcího kola X (obr. 2) pro nastavení otáček. Počet otáček lze změnit výhradně pomocí napětí na kolíku „U s“. Pokud chcete nastavit počet otáček pomocí stavěcího kola X (obr. 2), je nutné nejprve deaktivovat „Portálový provoz" vypnutím zdroje napětí na kolíku „UPV“nebo vytažení řídícího kabelu PV.
Souvislost mezi otáčkami a řídicím napětí je patrná na vzorcích (1) a (2).
$$ U _ {S} = \frac {n - 4 0 0 0 m i n ^ {- 1}}{2 1 0 0 \frac {m i n ^ {- 1}}{V}} \tag {1} $$
$$ n = U s * 2 1 0 0 \frac {m i n ^ {- 1}}{V} + 4 0 0 0 m i n ^ {- 1} \tag {2} $$
5.4 Ochrana proti přetížení

Nebezpečí
Pokud budete muset po spuštění jističe proti přetížení vykonávat činnosti na pracovním vřetenu, je nutné nejprve vytáhnout síťovou zástrčkou.
Na ochranu motoru na frézování jsou dynamicky sledovány provozní parametry proud, počet otáček a teplota a v případě potřeby dojde k vypnutí motoru na frézování. Krátce před spuštěním jističe proti přetížení se osvětlení stavěcího kolečka X (obr. 2) přepne na trvalé červené světlo (RD).
Pro opětovné uvedení motoru na frézování do provozu je nutné vypnout a zapnout výkonový spínač 5 (obr. 2). Motor na frézování se spustí a osvětlení stavěcího kola X (obr. 2) se změní na modré (BU).
5.4.1 Optický výstup zbývajícího času
Spuštění jističe proti přetížení během provozu má za následek přerušení frézovacího nástroje, poškození obrobku nebo dokonce poškození portálového systému. Můžete tomu zabránit tím, že budete dbát na optické výstupní signály na stavěcím kolečku X (obr. 2).
Pokud není motor na frézování přetížený, svítí stavěcí kolečko trvale modře (BU).
Při přetížení motoru na frézování se zobrazí vypočítaná zbývající doba blikáním červené barvy (RD). Na straně 6 (obr. 6) vidíte časové uspořádání pulzů provozu při přetížení. Souvislost blikání a příslušných zbývajících časů najdete v níže uvedené tabulce 24 na straně 174.
Pokud není zbývající doba pro vaše použití dostatečná, snižte zatížení resp. posuv, abyste se opět vrátili do trvalého provozu.
5.4.2 Výstup zbývajícího času u provedení PV
Pokud se motor na frézování nachází v „portálovém provozu“, je navíc kromě optického výstupu možné dotazovat zbývající čas pomocí rozhraní PV.
Níže uvedená tabulka zobrazuje souvislost mezi zbývajícím časem a příslušnými výstupními hodnotami.
| Druh provozu | Zbývající čas / s | Výstup zbývající čas U_0 / V | Stavěcí kolečko - Osvětlení |
| Trvalý chod | neomezeno | 0 | Modrý (BU), permanentní |
| Provoz při přetížení (Motor spuštěn) | < 160 | 1,5 | 1 x červené puls (RD) |
| < 80 | 2,5 | ||
| < 40 | 3 | 2 x červené puls (RD) | |
| < 20 | 4 | ||
| < 10 | 4,5 | 3 x červené puls (RD) | |
| < 5 | 5 | Červené (RD), permanentní | |
| Vypnutí | 0 | 5 |
Tabulka 24: Souvislost mezi zbývajícím časem a příslušnými výstupními hodnotami
6 Servis a opravy

Nebezpečí
Při všech servisních pracích vytáhněte zástrčku.
Stroje MAFELL jsou koncipovány jako bezúdržbové.
Vyměňte uhlíkové kartáčky nejpozději po 125 - 150 provozních hodinách. Náhradní díly najdete v kapitole 9.
Použitá ložiska jsou namazána pro dobu své životnosti. Po delší době provozu doporučujeme předat stroj autorizovanému zákaznickému servisu MAFELL na prohlídku.
Opravy na Vašem přístroji nechte provádět pouze kvalifikované odborníky a pouze s originálními náhradními díly. Takto zajistíte, že zůstane bezpečnost přístroje zachována.
6.1 Uskladnění
Není-li motor na frézování delší dobu používán, je nutno jej pečlivě vyčistit. Neošetřené kovy postříkejte antikorozním prostředkem. Uzavřete portálový konektor pomocí přiložené krytky Z (obr. 3).
7 Odstranění závad

Nebezpečí
Zjištění příčin existujících poruch a jejich odstranění se provádějí za neustálé vysoké pozornosti a obezřetnosti. Předtím vytáhněte zástrčku!
Následně jsou uvedeny nejčastější poruchy a jejich příčiny. V případě dalších poruch se obrat'te na vašeho obchodníka nebo přímo na zákaznický servis společnosti MAFELL.
| Závada | Příčina | Odstranění |
| Motor na frézování nelze zapnoutStavěcí kolo nesvítí | Není k dispozici síťové napětí | Prověřte přípojku síťového napětí |
| Sít'ové pojistky jsou vadné | Vyměňte síťové pojistky | |
| Motor na frézování nelze zapnout. Stavěcí kolo svítí modře (BU) | Uhlíkové kartáče jsou opotřebené | Motor na frézování doručte zákaznické službě firmy MAFELL |
| Motor na frézování se během provozu zastavil. Stavěcí kolo nesvítí | Výpadek sítě | Zkontrolujte síťové předřazené jističe |
| Motor na frézování se během provozu zastavil. Stavěcí kolo svítí červeně (RD) | Byla spuštěna ochrana proti přetížení | Vypněte výkonový spínač. Před uvádění do provozu uvolněte pracovní vřetenaZapněte výkonový spínač a pokračujte v provozu se snížením/ zátěže/posuvu |
| Počet otáček nelze ovlivňovat stavěcím kolečkem | Motor na frézování je v portálovém režimu | Odpojit rozhraní PV od zdroje napětíVytáhněte externí přípojku rozhraní PV |
| Počet otáček nelze ovlivňovat přes rozhraní PV | Chybí / není dostatečný zdroj napětí u rozhraní PV | Zapojit zdroj napětí rozhraní PV dle specifikací |
| Připojení přes kontakty na zástrčce portálu je nedostatečné | Zkontrolujte připojení kontaktů | |
| Řídicí kabel PV je vadný | Vyměňte řídicí kabel PV | |
| Obsazení rozhraní PV je nesprávně spojeno s portálovým systémem | Připojit řídicí kabel PV dle kapitoly „Uspořádání kolíků spoje portálové zástrčky“ |
8 Zvláštní příslušenství
- Upínací kleště OZ12 ø 3 mm Obj. č. 093827
- Upínací kleště OZ12 ø 4 mm Obj. č. 093828
- Upínací kleště OZ12 ø 6 mm Obj. č. 093829
- Upínací kleště OZ12 ø 8 mm Obj. č. 093830
- Upínací kleště OZ12 ø 10 mm Obj. č. 093831
- Upínací kleště OZ12 ø 12 mm Obj. č. 093832
- Upínací kleště OZ12 ∅ 1/8" Obj. č. 093833
- Upínací kleště OZ12 ø 1/4" Obj. č. 093834
- Upínací kleště OZ12 ø 1/2" Obj. č. 093835
- Převlečná matice OZ12 Obj. č. 093836
- Řídicí kabel PV M8 / 4-pol, 5 m Obj. č. 208311
9 Výkres rozložených částí a seznam náhradních dílů
Příslušné informace ohledně seznamů náhradních dílů najdete na naší internetové stránce: www.mafell.com
Kazalo vsebine
2.1 Údaje o výrobcovi
MAFELL AG, Beffendorfer Straße 4, D-78727 Oberndorf / Neckar, Telefón +49 (0)7423/812-0, Fax +49 (0)7423/812-218, Email mafell@mafell.de
2.2 Označenie stroja
Prečítajte si na zníženie rizika zranenia návod na používanie.
2.3 Technické údaje
* Údaje pre rozhranie portálu (rozhranie PV)
2.4 Emisie
2.4.1 Údaje o emisiách hluku
1x Jednorazový vidlicový klúč SW 22 (093012)
2.6 Používanie podl'a predpisov
3 Bezpečnostné pokyny

Nebezpečenstvo
Maximálny povolený objemový prietok (v závislosti od materiálu a priemeru frézy)
line
| Ø frézy | Objemový prietok Q [cm³/min] (MDF) | Objemový prietok Q [cm³/min] (PE 1000) | Objemový prietok Q [cm³/min] (Mäkké drevo) | Objemový prietok Q [cm³/min] (Tvrdé drevo) | | ------- | ----------------------------------- | ---------------------------------------- | ------------------------------------------ | ------------------------------------------ | | 6 | 220 | 140 | 140 | 140 | | 8 | 260 | 180 | 180 | 180 | | 10 | 300 | 220 | 220 | 220 | | 12 | 340 | 260 | 260 | 260 | | 16 | 380 | 300 | 300 | 300 | | 20 | 420 | 340 | 340 | 340 | | 25 | 440 | 360 | 360 | 360 | | 30 | 420 | 320 | 320 | 320 | | 45 | 140 | - | - | - | | 50 | - | - | - | - |
line
| Ø frézy | Objemový prietok Q [cm³/min] | | ------- | ---------------------------- | | 6 | 230 | | 16 | 90 | | 25 | 10 | | 30 | 50 | | 50 | 30 |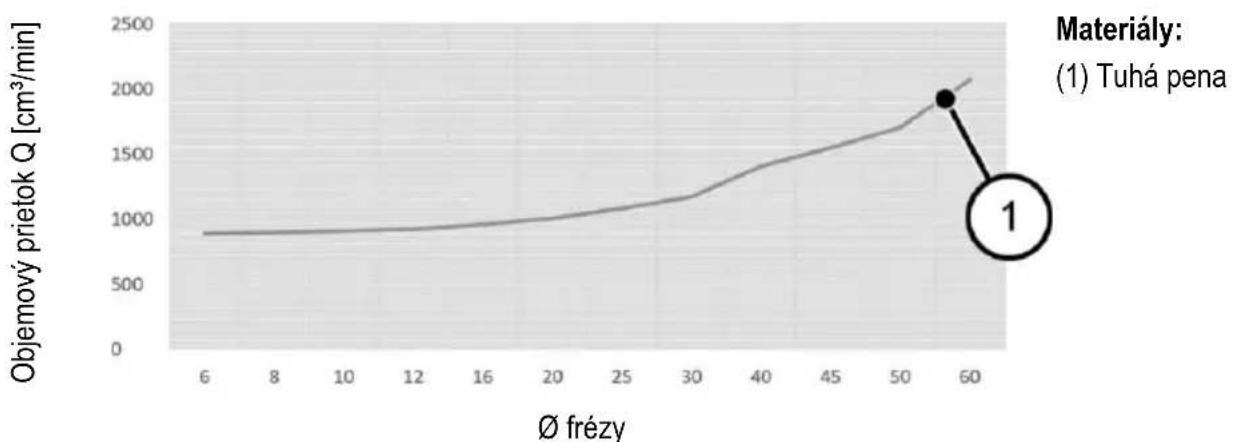
line
| Ø frézy | Objemový prietok Q [cm³/min] | | ------- | ---------------------------- | | 6 | 900 | | 8 | 920 | | 10 | 930 | | 12 | 940 | | 16 | 970 | | 20 | 1020 | | 25 | 1100 | | 30 | 1200 | | 40 | 1450 | | 50 | 1750 | | 60 | 2000 |Na upnutie frézovacieho nástroja postupujte nasledovne:
Zabráňte pokiaľ možno bodovému upevneniu (napr. pomocou závitového kolíka) v upevnení hrdla Euro „V2“ (obr. 9).
5 Prevádzka
| Vývod č. | Parameter | Farba prameňa vodiča Objednávka č. 208311 |
| 1 | U_PV | Hnedá |
| 2 | U_S | Biela |
| 3 | U_O | Čierna |
| 4 | GND | Modrá |
- Klieština OZ12 ø 3 mm Objednávka č. 093827
- Klieština OZ12 ø 4 mm Objednávka č. 093828
- Klieština OZ12 ø 6 mm Objednávka č. 093829
- Klieština OZ12 ø 8 mm Objednávka č. 093830
- Klieština OZ12 ø 10 mm Objednávka č. 093831
- Klieština OZ12 ø 12 mm Objednávka č. 093832
- Klieština OZ12 ø 1/8" Objednávka č. 093833
- Klieština OZ12 ø 1/4" Objednávka č. 093834
- Klieština OZ12 ø 1/2" Objednávka č. 093835
- Prírubová matica OZ12 Objednávka č. 093836
- PV riadiaci kábel M8 / 4-pól, 5 m Objednávka č. 208311





- OPOZORILO
- CS - Prohlášení o vestavbě ES
- SL - ES Izjava o vgradnji
- Vysvětlení značek
- Údaje o výrobku
- Technické údaje
- Emise
- Nebezpečí
- Údaje o hlukových emisích
- Rozsah dodávky
- Užívání výrobku v souladu s jeho určením
- Zbytková rizika
- Bezpečnostní pokyny
- Všeobecné pokyny:
- Nesmí být používány:
- Pokyny pro použití osobních ochranných pomůcek:
- Pokyny k provozu:
- Pokyny pro servis a opravy:
- Výbava / nastavení
- Připojení k síti
- Volba nářadí
- Materiály:
- Materialy:
- Výměna nástrojů
- Upnutí nástroje pomocí upínacích kleští
- Upínací kleštiny
- Informace k použití upínacích kleští:
- Upnutí a uvolnění frézovacího nástroje
- Provoz
- Obecné informace
- Zapnout
- Vypnout
- Provedení PV
- Uspořádání kolíků spoje portálové zástrčky
- Nastavený počet otáček
- Poloha otáček u provedení PV
- Ochrana proti přetížení
- Optický výstup zbývajícího času
- Výstup zbývajícího času u provedení PV
- Servis a opravy
- Uskladnění
- Odstranění závad
- Zvláštní příslušenství
- Výkres rozložených částí a seznam náhradních dílů
- Kazalo vsebine
- Údaje o výrobcovi
- Označenie stroja
- Emisie
- Údaje o emisiách hluku
- Používanie podl'a predpisov
- Bezpečnostné pokyny
- Nebezpečenstvo
- Prevádzka
Značka : Mafell
Model : FM 1650 PV-LO
Kategorie : Frézka