
FM 800 - Fräsmaschine Mafell - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts FM 800 Mafell als PDF.
| Produkttyp | Fräsmotor (Oberfräse) |
| Marke | Mafell |
| Modell | FM 800 |
| Abmessungen (L x B x H) | 254 x 73 x 79 mm |
| Gewicht (ohne Kabel) | 1,6 kg |
| Stromversorgung | 230 V, 50 Hz, 800 W |
| Nennstrom | 4,0 A |
| Leerlaufdrehzahlbereich | 7.000 – 25.000 min⁻¹ |
| Werkzeugaufnahme | Spannzange OZ8 Ø 6 mm |
| Schaftdurchmesser Werkzeug | 3 – 8 mm |
| Max. Fräserdurchmesser | 36 mm |
| Max. Schleifscheibendurchmesser | 40 mm |
| Netzkabellänge | 1 m |
| Schutzklasse | II |
| Schalldruckpegel | LPA = 74 dB(A), K = 3 dB |
| Schallleistungspegel | LWA = 82 dB(A), K = 3 dB |
| Hauptfunktionen | Sanftanlauf, elektronische Drehzahlregelung, Überlastschutz, optionale NC-Schnittstelle |
| Bestimmungsgemäße Verwendung | Feste Montage in Portalsystemen mit Spannschelle 43 mm |
| Wartung und Reinigung | Regelmäßige Reinigung, Kohlebürstenwechsel alle 125-150 h, lebenslange Schmierung der Lager |
| Sicherheitshinweise | Vor Wartung Netzstecker ziehen, Gehörschutz, Schutzbrille und Staubmaske tragen |
| Ersatzteile und Reparierbarkeit | Liste und Explosionszeichnung verfügbar auf www.mafell.com; Original-MAFELL-Teile verwenden |
| Allgemeine Informationen | Bedienungsanleitung beigelegt, Standardausrüstung: Sechskantschlüssel 17 mm, Spannzange OZ8 Ø 6 mm |
Häufig gestellte Fragen - FM 800 Mafell
Benutzerfragen zu FM 800 Mafell
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Fräsmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch FM 800 - Mafell und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. FM 800 von der Marke Mafell.
BEDIENUNGSANLEITUNG FM 800 Mafell
Fräsmotor Originalbetriebsanleitung 8
Lesen Sie alle Sicherheitshinweise und Anweisungen. Versaumnisse bei der Einhaltung der Sicherheitshinweise und Anweisungen konnen elektrischen Schlag, Brand und/oder schwere Verletzungen verursachen. Bewahren Sie alle Sicherheitshinweise und Anweisungen fur die Zukunft auf.
WARNING
D-EG Einbauerklärung
Wit beschlagen hiarrt, da der Frsmotor FM 800 / FM 1000 / FM 1000 NC-WS / FM 1000 NC-ER den angefhrten EU-Richtlinien entspricht. Vor Inbetriebnahme des Frsmotors musc durch den Betrieber sicherstellung werden, dass die Kombination aus unvolstandiger Maschine (FM) und der kundenspezifischen Maschine den Anforderungen der aktuell gulligen Richtlinien entspricht. Bevollmachtigter fur die Zusammenstellung der technischen Unterlagen for the unvolstandige Maschine: MafeI AG
Art-Nr.5M00D1,SM0020,9M0021,9M0023
Art-Nr. 5M1301
Art-Nr. SM1401
Mafel AG
Beffendor Str. 4
D-78727 Obemdorf, den 08.03.2024
Dipl.-Ing. (FH) Thorsten Buhl
Vorstandsvorsitzender / CEO
Leitung Entwicklung und Konstruktion
Inhaltsverzeichnis
1 Zeichenerklarung 9
2 Erzeugnisangaben 9
2.1 Angaben zum Hersteller 9
2.2 Kennzeichnung der Maschine 9
2.3 Technische Daten 10
2.4 Emissionen 10
2.5 Lieferumfang 11
2.6 Bestimmungsgemäß Verwendung 11
2.7 Restrisiken 11
3 Sicherheitshinweise 12
4 Rüsten / Einstellen 13
4.1 Netzanschluss 13
4.2 Werkzeugauswahl 13
4.3 Werkzeugwechsel 13
4.4 SpanNZangen 14
5 Betrieb 15
5.1 Inbetriebnahme 15
5.2 NC-Ausfuhrung 15
5.3 Drehzahlvorgabe 16
5.4 Uberlastschutz 17
6 Wartung und Instandhaltung 18
6.1 Lagerung 18
7 Störungsbeseitigung 19
8 Sonderzubehor 20
9 Explosionszeichnung und Ersatzteilliste 20
1 Zeichenerklarung

Dieses Symbol steht an allen Stellen, an denen Sie Hinweise zu ihrer Sicherheit finden.
Bei Nichtbeachten konnen schwerste Verletzungen die Folge sein.

Dieses Symbol kennzeichnet eine möglicherweise schädliche Situation.
Wenn sie nicht gemieden wird, kann das Produkt oder Gegenstände in seiner Umgebung beschädigt werden.

Dieses Symbol kennzeichnet Anwendertipps und andere nützliche Informationen.
2 Erzeugnisangaben
Modell
Art.-Nr.
FM 800 9M0010, 9M0030, 9M0031
FM 1000
2.1 Angaben zum Hersteller
MAFELL AG, Beffendorfer Straße 4, D-78727 Oberndorf / Neckar, Telefon +49 (0)7423/812-0, Fax +49 (0)7423/812-218, E-Mail mafell@mafell.de
2.2 Kennzeichnung der Maschine
Alle zur Identifizierung der Maschine erforderlichen Angaben sind auf dem angebrachten Leistungsschild vorhanden.

Schutzklasse II

CE-Zeichen zur Dokumentation der Übereinstimmung mit den grundlegenden Sicherheits- und Gesundheitsanforderungen gemäß Anhang I der Maschinenrichtlinie

Nur für EU Länder
Werfen Sie Fräsmotoren nicht in den Hausmüll!
Gemäß Europäischer Richtlinie 2002/96/EG über Elektro- und Elektronik- Altgeräte und Umsetzung in nationales Recht müssen verbrauchte Fräsmotoren getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführrt werden.

Zur Verringerung eines Verletzungsrisikoslesen Sie die Betriebsanleitung.
2.3 Technische Daten
| FM 800 | FM 1000 | FM 1000 NC-ER | FM 1000 NC-WS | FM 1000 (120 V) | |
| Betriebsspannung / V | 230 | 230 | 230 | 230 | 120 |
| Netzfrequenz / Hz | 50 | 50 | 50 | 50 | 60 |
| Aufnahmeleistung / W | 800 | 1000 | 1000 | 1000 | 1000 |
| Nennstrom / A | 4,0 | 4,6 | 4,6 | 4,6 | 8,3 |
| Versorgungsspannung / V* | - | - | 8 - 56 | 8 - 56 | - |
| Steuerspannung zur Drehzahlvorgabe / V* | - | - | 0 - 10 | 0 - 10 | - |
| Ausgabe Restlaufzeit / V* | - | - | 0 - 5 | 0 - 5 | - |
| Stromaufnahme / mA* | - | - | 3 - 5 | 3 - 5 | - |
| Leerlaufdrehzahl / min-1 | 7000 - 25000 | 4000 - 25000 | 4000 - 25000 | 4000 - 25000 | 10000 - 25000 |
| Werkzeugaufnahme mit Spannzange ø / mm | 6 | 8 | 8 | 8 | 6,35 (1/4") |
| Werkzeug-Schaft / mm | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 |
| Fräser ø, max. / mm | 36 | 36 | 36 | 36 | 36 |
| Schleifkörper ø, max. / mm | 40 | 40 | 40 | 40 | 40 |
| Gewicht ohne Netzkabel / kg | 1,6 | 1,6 | 1,6 | 2,8 | 1,6 |
| Länge der Anschlussleitung / m | 1 | 4 | 0,75 + 4 | 0,75 + 4 | 4 |
| Abmessungen (B x L x H) / mm | 73 x 254 x 79 | 73 x 254 x 79 | 73 x 254 x 79 | 92 x 280 x 85 | 73 x 254 x 79 |
- Angaben für die Schnittstelle
2.4 Emissionen
Die angegebenen Gerauschemissionen sind nach DIN EN 62841-1 gemessen worden und konnen zum Vergleich des Elektrowerkzeugs mit einem anderen und zu einer vorläufigen Einschätzung der Belastung verwendet werden.

Gefahr
Die Gerauschemissionen können während der tatsächlichen Benutzung des Elektrowerkzeugs von den Angabewerten abweichen, abhängig von der Art und Weise, in der das Elektrowerkzeug verwendet wird, insbesondere, welche Art von Werkstück bearbeitet wird.
Tragen Sie dazu stets einen Gehorschutz, auch wenn das Elektrowerkzeug ohne Belastung lauft!
2.4.1 Angaben zur Gerauschemission
Die nach DIN EN ISO 3744 ermittelten Gerauschemissionswerte betragen:
Schalldruckpegel L
$$ P A = 7 4 \mathrm {d B} (\mathrm {A}) $$
Unsicherheit K
Die Gerauschmessung wurde ohne Werkzeug im Leerlauf durchgeführt.
2.5 Lieferumfang
| FM 800 | FM 1000 | FM 1000 NC-ER | FM 1000 NC-WS | |
| Betriebsanleitung x x x x | ||||
| Einmaulschlüssel SW 17 x x - - | ||||
| Einmaulschlüssel SW 25 | - | - | x | - |
| Spannzange OZ8 ø / mm | 6 | 8 | - | - |
| Spannzange ER 16 - - 8 - | ||||
| Kabel / m | 1 | 4 | 0,75 + 4 | 0,75 + 4 |
| Abdeckkappe Z - - x x |
2.6 Bestimmungsgemäß Verwendung
- Der Fräsmotor ist für den festen Einbau in fuhrende Portalsysteme mit 43 mm Spannhals vorgesehen.
- Der Fräsmotor mit Werkzeugsgschnellspannung kann direkt an ein Portalsystem mittels sechs Schrauben (Gewinde M6), gemäß den Vorgaben des Portalsystems, angeflanscht werden (Abb. 5).
- Der Fräsmotor ist nicht für einen industriellen Dauerbetrieb ausgelegt.
- Der Fräsmotor wird als unvollständige Maschine angesehen. Der Fräsmotorarf erst dann in Betrieb genommen werden, wenn festgestellt wurde, dass das Portalsystem, in die der Fräsmotor eingebaut werden soll, den Bestimmungen der aktuellen und gultigen Maschinenrichtlinie entspricht.itte beachten Sie auch die entsprechenden Garantie-Bedingungen des Frasmotors und der eventuell ergänzenden Geräte.
2.7 Restrisiken

Gefahr
Bei bestimmungsgemäßem Gebrauch und trotz der Einhaltung der Sicherheitsbestimmungen bleiben durch den Verwendungszweck hervorgerufene Restrisiken, welche zu gesundheitlichen Folgen führen können.
- Bruch des sich drehenden Werkzeuges.
- Bruch und Herausschleudern der Werkzeuge oder von Teilen der Werkzeuge.
- Berühren spannungsfuhrender Teile bei geöffnetem Gehäuse und nicht gezogenem Netzstecker.
- Beeinträchtigung des Gehörs bei länger andauernden Arbeiten ohne Gehörschutz.
- Emission gesundheitsgeführder oder explosionsgeführlicher Stäube (aller Art) bei länger andauerndem Betrieb ohne Absaugung. Beachten Sie hierzu das Sicherheitsdatenblatt des zu bearbeitenden Werkstoffes.
3 Sicherheitshinweise

Gefahr
Beachten Sie stets die folgenden Sicherheitschinweise und die im jeweiligen Verwenderland geltenden Sicherheitsbestimmungen!
Allgemeine Hinweise:
- Kinder und Jugendliche)dufen these Maschine nicht bedienen.Davon ausgenommen sind Jugendliche unter Aufsicht eines Fachkundigen zum Zwecke ihrer Ausbildung.
- Arbeiten Sie nie ohne die für den jeweiligen Arbeitsgang vorgeschreibenben Schutzvorrichtungen des Portalsystems, in die der Fräsmotor eingesetzt wird. Ändern Sie an dem Portalsystem und an dem Fräsmotor nichts, was die Sicherheit beeinträchtigen kann.
- Beschädigte Kabel oder Stecker müssen(sofort ausgetaucht werden.Der Austauscharf nur durch MAFELL oder einer autorisierten MAFELL-Kundendienstwerkstatt erfolgen,um Sicherheitsgefahrendungen zu vermeiden.
- Scharfe Knicke am Kabel verhindern. Speziell beim Transport und Lagern des Frasmotors das Kabel nicht um den Frasmotor wickeln.
- Der Einsatz unter Verwendung von Wasser oder leitfähigen Flüssigkeiten ist untersagt.
- Der Fräsmotorarf nicht alshandgeführter Fräsmotor verwendet werden.
- Halten Sie den Fräsmotor von Regen oder Nisse fern. Das Eindringen von Wasser in den Fräsmotor erhöht das Risiko eines elektrischen Schlages.
Nicht verwendet werden)dürfen:
- Beschädigte Werkzeuge und solche, die ihre Form verändert haben.
- Stumpfe Werkzeuge wegen der zu hohen Motorbelastung.
- Werkzeuge, die nicht für die Fräsmotor-Drehzahl im Leerlauf geeignet sind.
Hinweise zur Verwendung persönlicher Schutzausrüstungen:
- Tragen Sie beim Arbeiten immer einen Gehorschutz.
- Tragen Sie beim Arbeiten immer eine Staubschutzmaske.
- Tragen Sie beim Arbeiten immer eine Schutzbrille.
Hinweise zum Betrieb:
- Kommen Sie mit ihren Händen nicht in den Gefahrenbereich des Werkzeugs.
- Kontrollieren Sie das Werkstück auf Fremdkörper.
- Überwachen Sie die Drehzahl. Tritt eine unkontrollierte Drehzahlherhöhung, Drehzahlsprung ein, erfordert es ein sofortiges Abstellen der Spanningsversorgung.
Hinweise zur Wartung und Instandhaltung:
- Die regelmäßige Reinigung des Fräsmotors stellt einen wichtigen Sicherheitsfaktor dar
- Es dürfen nur original MAFELL-Ersatz- und Zubehörteile verwendet werden. Es bestehen sonst kein Garantieanspruch und keine Haftung des Herstellers.
4 Rüsten / Einstellen
4.1 Netzanschluss
Achten Sie vor Inbetriebnahme darauf, dass die Netzspannung mit der auf dem Leistungsschild des Frasmotors angegebenen Betriebsspannung übereinstimmt.
4.2 Werkzeugauswahl
Verwenden Sie ausschließlich die im Kapitel "Sonderzubehör" aufgeführten Spannzangen/Reduzierhülsen. Die Werkzeugauswahl erfolgt in Abhängigkeit der zu bearbeitenden Werkstoffe, unter der Leistungsfähigkeit der Vorschubantriebe. Berücksichtigten Sie bei maximalen Werkzeug-Durchmesser und vorhergesehener Bearbeitungstiefe die Leistungsfähigkeit des Fräsmotors.
4.3 Werkzeugwechsel

Gefahr
Bei allen Wartungsarbeiten den Netzsteckerziehen.

Tragen Sie beim Werkzeugwechsel Schutzhandschuhe. Das Einsatzwerkzeug kann sich bei längeren Arbeitsvorgängen stark erwärmen und/oder Schneidkanten des Einsatzwerkzeuges sind scharf.
4.3.1 Werkzeugspannung mittels Spannzange
Die Spindel 1 (Abb. 1) des Fräs- und Schleifmotors ist mit einer Prázisions-Spannzange 2 (Abb. 1) zur Aufnahme der Werkzeuge ausgerüstet. Die Spindelarretierung wird durch den Verriegelungstaster 4 ausgelöst und erleichtert das Anziehen und Lösen der Überwurfmutter 3 (Abb. 1).
Zum Werkzeugwechsel gehen Sie wie folgt vor:
Zum Ausspannen des Werkzeugs wird die Spindel 1 (Abb. 1) durch Eindrücken des Verriegelungstasters 4 (Abb. 1) arretiert.
- Mit einem Einmaulschlüssel SW 17 bzw. Spannschlüssel ER 16 M wird die Überwurfmutter 3 gelöst.
- Ziehen Sie das Werkzeug nach vorne ab.
- Schieben Sie das neue Werkzeug bis zum Anschlag in die Werkzeugaufnahme.
- Überprüfen Sie den Sitz des Werkzeugs.
- Beim Spannen des Werkzeugs wird die Spindel 1 (Abb. 1) arretiert.
- Mit dem Einmaulschlüssel SW 17 / Spannschlüssel ER 16 M wird die Überwurfmutter 3 angezogen.
4.3.2 Werkzeug-Schnellspannung

Schalten Sie den Fräsmotor nur ein, wenn sich der Hebel 6 (Abb. 3) nicht in der Werkzeugwechselstellung befindet.
Betätigen Sie den Hebel 6 (Abb. 3) erst bei stillstehendem Fräsmotor.
Die Spindel 7 (Abb. 3) der Werkzeug-Schnellspannung ist mit einer Prazisionsaufnahme für einen Werkzeugschaft 08mm ausgerüstet.
Zum Werkzeugwechsel gehen Sie wie folgt vor:
Zum Ausspannen des Werkzeuges bewegen Sie den Hebel 6 (Abb. 3) bis zum Anschlag nach vorne.
- Ziehen Sie das Werkzeug nach vorne ab.
- Schieben Sie das neue Werkzeug bis zum Anschlag in die Werkzeugaufnahme.
- Überprüfen Sie den Sitz des Werkzeuges.
- Zum Spannen des Werkzeuges bewegen Sie den Bügel zurück in die Ausgangsstellung.
4.4 SpanNZangen

Gefahr
Überwurfmutter 3 (Abb. 1) zum Schutz des Gewindes auf Spindel 1 (Abb. 1) leicht aufdrehen, jedoch nie festziehen, wenn kein Werkzeug eingesetzt ist. Die Spannzange 2 (Abb. 1) konnte zu stark zusammengelegt und damit beschäftigt werden.
4.4.1 Infos zur Verwendung der SpanNZangen:
- Bei OZ8-SpanNZangen (DIN 6388 / ISO 10897) und auch bei ER16-SpanNZangen (DIN 6499 / DIN ISO 15488)itte immer die korrekte Frasergroße verwenden
- Spannzangeitte immer zuerst in die Uberwurfmutter einklichen, dann Fraser einstecken
- Wenn verklemmt,itte die Spannzange mit einem Kantholz oder Gummihammer durch leichten Schlag von hinten losen (kein Metallwerkzeug!)
-itte die Spannzangen anfangs sowie nach langerem Gebrauch etwas olen, da diese sich sonst festsetzen konnen - Eine deutlich bessere Rundlaufgenaigkeit kann auch durch Verwendung eines Festschmierstoffes (z. B. Molykote P-40) oder durch leichtes ein fetten der Spannzangen erreicht werden
4.4.2 Empfohlene Anzugsdrehm对象e(Gesamtsystem beachten)
Anzugsdrehmoment für Überwurfmutter / Spannzange = 10 -11 Nm
Anzugsdrehmoment fur Spannhals 43mm = 7Nm
Die Eurohalsaufnahme „V“ sollte Maß „h“ nicht unterschreiben (Abb. 8). Das Maß „h“ beträgt 20 mm.
Spannen Sie den Fräsmotor möglichst über den gesamten Aufnahmedurchmesser in der Eurohalsaufnahme „V1" fest (Abb. 8). Drehen Sie Spannschraube „W" mit max. 7 Nm fest.
Vermeiden Sie möglichst punktuelles Spannen (z. B. über einen Gewindestift) in der Eurohalsaufnahme „V2" (Abb.10).
4.4.3 Maximalrehzahl bei Verwendung eines SpanNZangenadapters
Die empfehlene Maximalrehzahl für den Einsatz des Spannzangenadapters OZ8 und des Spannzangenadapters ER, beträgt maximal 16000 min-1.
5 Betrieb
5.1 Inbetriebnahme
These Betriebsanleitung muss allen mit der Bedienung des Fräsmotors beauftragten Personen zur Kennnis gegeben werden, wobei insbesondere auf das Kapitel „Sicherheitshinweise" aufmerksam zu machen ist.
These Betriebsanleitung beinhaltet nur den Fräsmotor und berücksichtigt nicht die Einbausituation.itte beachten Sie eventuelle andere Betriebsanleitungen.
5.1.1 Einsatzen
Schieben Sie den Leistungsschalter 5 (Abb. 1) bis zum Einrasten nach vorn. Ist der Fräsmotor an der Netzspannung angeschlossen, so leuchtet das Stellrad X (Abb. 2) in der Farbe Blau (BU) und der Fräsmotor beschleunigt nach 0,2 s mit einem Santhanlauf auf die zuvor eingestellte Drehzahl. Die Dauer des Santhanlaufs hangt von der eingestillten Drehzahl ab und beträgt bei höchster Drehzahl ca. 1,2 s.
5.1.2 Ausschalten
Drücken Sie auf das wichtere Ende des Leistungsschalter 5 (Abb.1). Der Schalter springt hörbar in die Aus-Stellung zurück. Die Beleuchtung am Stellrad X (Abb.2) verlischt und der Motor lauft bis zum Stillstand aus.
5.2 NC-Ausführung
Mit der Ausführung Y (Abb. 2) können Sie die Drehzahl über die Schnittstelle steuern und die Restlaufzeit bei Überlast automatisiert überwachen.
Zum Schutz des Anwenders und der angeschlossenen Systeme ist die Schnittstelle galvanisch von der Spannungsvorsorgung des Antriebsstrangs getrennt (Sicherheitsschutztrennung). Alle Signal- und Betriebsspannungen beziehen sich auf das Bezugspotential „GND".
Sobald der Versorgungspin „Unc“ der Schnittstelle gemäß der Spezifikation mit Spannung beaufschlagt wird, geht der Fräsmotor in den "Portalbetrieb" über.
Die andere Zustandstabelle 1 stellt alle möglichen Konstellationen der Ansteuerung dar.
Tabelle 1: Mögliche Konstellationen der Ansteuerung
| Eingang Ausgang | |||||||
| HS / - | \( U_{AC} \)/V | \( U_{NC} \)/V | \( P S_{S} \) | \( U_{S} \)/V | \( U_{0} \)/V | Betriebsart | n / min-1 |
| AUS | N/A | N/A | N/A | N/A | N/A | Außer Betrieb | 0 |
| EIN | 0 | N/A | N/A | N/A | N/A | Außer Betrieb | 0 |
| EIN | 198-253 | < 6 | 1 | N/A | N/A | Manueller Betrieb | 4000 |
| EIN | 198-253 | < 6 | 6 | N/A | N/A | Manueller Betrieb | 25000 |
| EIN | 198-253 | 8 - 56 | N/A | 0 | 0 - 1 | Portal-Betrieb | 4000 |
| EIN | 198-253 | 8 - 56 | N/A | 10 | 0 - 1 | Portal-Betrieb | 25000 |
| EIN | 198-253 | 8 - 56 | N/A | 0 - 10 | 1,5 - 5 | Überlast-Betrieb | 4000 - 25000 |
Legende:
| Einheit | Bedeutung |
| HS = Leistungsschafter | |
| UAC = Netzspannung | |
| UNC | = Spannungsversorgung (Schnittstelle) |
| PSs = Position Stellrad | |
| Us = Steuerspannung | Drehzahl (Schnittstelle) |
| Uo | = Ausgabe Restlaufzeit im Überlastbetrieb (Schnittstelle) |
| GND | = Bezugspotenzial für Spannungen der Schnittstelle |
| n = Drehzahl der Arbeitsspindel | |
| N/A | = Nicht anwendbar bzw. nicht relevant |
Wird die Schnittstelle nicht verwendet, schützen Sie diese mit der mitgelieferten Abdeckkappe Z (Abb. 4) gegen Verschmutzung.
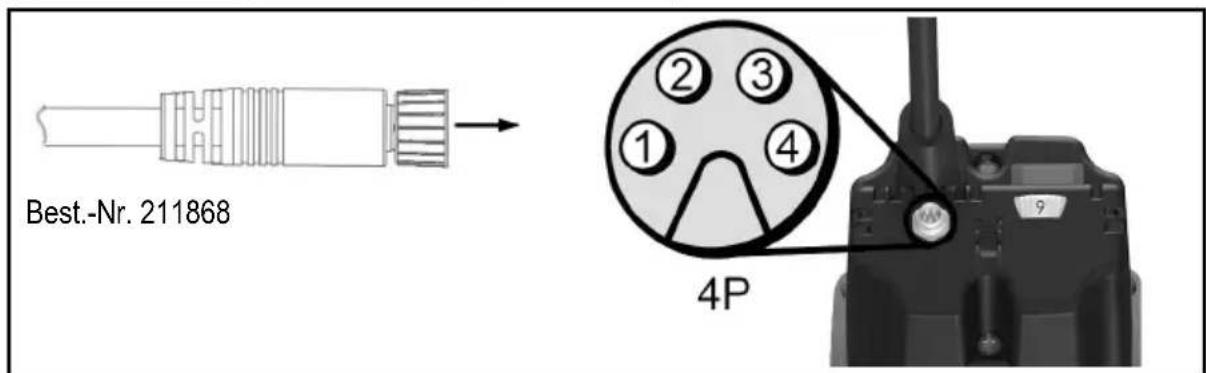
5.2.1 Belegung Portalstecker
Alle Pins am Portalstecker sind gegen Verpolen geschützt. Bei Spannungen über 30 V ist ein verpolter Dauerbetrieb zu vermeiden, da es zum Ausfall der Schnittstelle führen kann.
| Pin Nr. | Parameter | Litzenfarbe Best.-Nr. 211868 |
| 1 | UNC | Braun |
| 2 | Us | Weiß |
| 3 U | o Schwarz | |
| 4 | GND | Blau |
5.3 Drehzahlvorgabe
Mit dem Stellrad X (Abb. 2) konnen Sie die Drehzahl stufenlos verändern. Die konkreten Drehzahlwerte einzeln Stufen entnehmen Sie der Tabelle auf Seite 5 oder dem Drehzahllaufkleber am Gehäuse.
Bis zum Erreichen der Motorkennlinie regelt die eingebaute Elektronik auf die eingestellte Drehzahl nach.
5.3.1 Drehzahlstellung in NC-Ausführung
Im "Portalbetrieb" wird die Stellung desstellrads X (Abb. 2) zur Drehzahlvorgabe ignoriert. Die Drehzahl lassst sich ausschließlich durch Spannung am Pin „U s“ verändern. Mocht den Sie die Drehzahl mittels desstellrades X (Abb. 2) einstellen, so muss zuvor der "Portalbetrieb" durch Abschaltung der Spannungsvorsorgung am Pin „U NC“ oder Abziehen des Steuerungskabels deaktiviert werden.
Der Zusammenhang zwischen der Drehzahl und der Steuerspannung ist in den Formeln (1) und (2) wiedergegeben.
$$ \begin{array}{l} U s = \frac {n - 4 0 0 0 \min ^ {- 1}}{2 1 0 0 \frac {\min ^ {- 1}}{V}} (1) \ n = U s * 2 1 0 0 \frac {\min ^ {- 1}}{V} + 4 0 0 0 \min ^ {- 1} (2) \ \end{array} $$
5.4 Überlastschutz

Gefahr
Sollten Sie nach Auslösen des Überlastschutzes Tätigkeiten an der Arbeitsspindel durchführren, muss zuvor zwingend der Netzstecker gezogen werden.
Zum Schutz des Fräsmotors werden die Betriebsparameter Strom, Drehzahl und Temperatur dynamisch überwacht und bei Bedarf wird der Fräsmotor abgeschaltet. Kurz vor dem Auslösen des Überlastschutzes wechselt die Beleuchtung des Stellrades X (Abb. 2) in ein permanentes Rot (RD).
Zur Wiederinbetriebnahme des Fräsmotors, müssen Sie den Leistungsschalter 5 (Abb. 1) aus- und einschalten.
Der Frasmotor goht in Betrieb und die Beleuchtung des Stellrades X (Abb. 2) wechseit in Blau (BU).
5.4.1 Optische Ausgabe der Restlaufzeit
Auslösen des Überlastschutzes im Betrieb führt zum Bruch des Fraswerkzeuges, Beschädigung des Werkstücks oder)sagar Beschädigung des Portalsystems. Sie konnen dies verhindern indem Sie auf die optischen Ausgabesignale am Stellrad X (Abb. 2) achten.
Solange der Fräsmotor leistungsmaßig nicht überbelastet wird, leuchtet das Stellrad permanent in der Farbe Blau (BU).
Bei Überbelastung des Fräsmotors wird die errechnete Restlaufzeit als Blinken in der Farbe Rot (RD) angezeigt. Auf der Seite 6 (Abb. 7) sehen Sie die zeitlichen Anordnung der Pulse im Überlastbetrieb. Den Zusammenhang zwischen den Blinkverhalten und der zugehörigen Restlaufzeit entnehmen Sie der unteren Tabelle 2 auf Seite 18.
Ist die Restlaufzeit für ihre Anwendung nicht ausreichend, vermindern Sie die Last bzw. den Vorschub um wieder in den Dauerbetrieb wechseln zu konnen.
5.4.2 Ausgabe der Restlaufzeit in der NC-Ausführung
Befindet sich der Fräsmotor im „Portalbetrieb“, kann zusätzlich zur optischen Ausgabe die Restlaufzeit über die Schnittstelle abgefragt werden.
Die untere Tabelle zeigt den Zusammenhang zwischen der Restlaufzeit und den zugehörigen Ausgangsgrößen
Tabelle 2: Zusammenhang zwischen Restlaufzeit und den zugehörigen Ausgangsgroßen
| Betriebsart | Restlaufzeit / s | Ausgabe Restlaufzeit U0 / V | Stellrad - Beleuchtung |
| Dauerbetrieb | unbegrenzt | 0 | Blau (BU), permanent |
| Überlastbetrieb(Motor läuft) | < 160 | 1,5 | 1 x roter Puls (RD) |
| < 80 2,5 | |||
| < 40 | 3 | 2 x roter Puls (RD) | |
| < 20 | 4 | ||
| < 10 | 4,5 | 3 x roter Puls (RD) | |
| < 5 | 5 | Rot (RD), permanent | |
| Abschaltung | 0 | 5 |
6 Wartung und Instandhaltung

Gefahr
Bei allen Wartungsarbeiten den Netzsteckerziehen.
MAFELL-Maschinen sind wartungsarm konstruiert.
Wechseln Sie die Kohlebürsten nach spätestens 125 - 150 Betriebsstunden aus. Die Ersatzteile entnehmen Sie Kap. 9.
Die eingesetzten Kugellager sind auf Lebenszeit geschmiert. Nach längerer Betriebszeit empfehlen wir, die Maschine einer autorisierten MAFELL-Kundendienstwerkstatt zur Durchsicht zu übergeben.
Lassen Sie Ihr Elektrowerkzeug nur von qualifiziertem Fachpersonal und nur mit Original-Ersatzteilen reparieren. Damit wird sichergestellt, dass die Sicherheit des Elektrowerkzeuges erhalten bleibt.
6.1 Lagerung
Wird der Fräsmotor langere Zeit nicht verwendet, ist dieser sorgfällig zu reinigen. Blanke Metallteile mit einem Rostschutzmittel einsprühen. Verschreiben Sie den Portalstecker mit der mitgelieferten Abdeckkappe Z (Abb. 4).
7 Störungsbeseitigung

Gefahr
Die Ermittlung der Ursachen von vorliegenden Störungen und deren Beseitigung erfordern stets erhöhte Aufmerksamkeit und Vorsicht. Vorher Netzsteckerziehen!
Im Folgenden sind eine der zahligsten Störungen und ihre Ursachen aufgeführrt. Bei weiteren Störungen wenden Sie sichitte an ihren Handler oder direkt an den MAFELL-Kundendienst.
| Störung | Ursache | Beseitigung |
| Der Fräsmotor{lösst sich nicht einschaltenDas Stellrad leuchtet nicht | Es ist keine Netzpannungvorhanden | Die Spanningsversorgungkontrollieren |
| Die Netzsicherung ist defekt | Die Netzsicherung ersetzen | |
| Der Fräsmotor{lösst sich nicht einschalten. Das Stellrad leuchtet in Blau (BU) | Die Kohlebürsten sind abgenutzt | Den Fräsmotor zum MAFELL-Kundendienst bringen |
| Der Fräsmotor bleibt während des Betriebs stehen. Das Stellrad leuchtet nicht | Netzausfall | Die netzseitige Vorsicherungenkontrollieren |
| Der Fräsmotor bleibt während des Betriebs stehen. Das Stellrad leuchtet in Rot (RD) | Der Überlastschutz wurde ausgelöst | Den Leistungsschalterausschalten. Vor derInbetriebnahme die ArbeitsspindelfreimachenDen Leistungsschaltereinschalten und den Betrieb mitverminderter/m Last/Vorschubfortsetzen |
| Die Drehzahl{lösst sich nicht amStellrad verstellen | Der Fräsmotor befindet sich imPortalbetrieb | Die Spanningsversorgung derSchnittstelle abstellenDen externen Anschluss derSchnittstelle abziehen |
| Die Drehzahl{lösst sich nicht überdie Schnittstelle steuern | Spanningsversorgung derSchnittstelle fehlt / istunzureichend | Die Spanningsversorgung derSchnittstelle gemäßderSpezifikation zuschalten |
| Die Kontaktierung zumPortalstecker ist unzureichend | Die Kontaktierung überprüften | |
| Das Steuerungskabel ist defekt Das Steuerungskabel ersetzen | ||
| Die Belegung der Schnittstelle istfalsch mit dem Portalsystemverbunden | Das Steuerungskabel gemäßKapitel „Belegung Portalstecker“anschließlich | |
8 Sonderzubehör
- Spannzange OZ8 0 2 mm Best.-Nr. 093819
- Spannzange OZ8 0 3 mm Best.-Nr. 093812
- Spannzange OZ8 0.4 mm Best.-Nr. 093813
- Spannzange OZ8 05 mm Best.-Nr. 093820
- Spannzange OZ8 6 mm Best.-Nr. 093814
- Spannzange OZ8 0 8 mm Best.-Nr. 093815
- Spannzange OZ8 0 10 mm Best.-Nr. 093822
- Spannzange OZ8 01/8" (3,175 mm) Best.-Nr. 093810
- Spannzange OZ8 1/4" (6,35 mm) Best.-Nr.093811
- Spannzange OZ8 0.3 mm + Überwurfmutter Best.-Nr. 093816
- Spannzange OZ8 0 1/8" (3,175 mm) + Überwurfmutter Best.-Nr. 093817
- Spannzange ER 16 3 mm Best.-Nr.093753
- Spannzange ER 16 4 mm Best.-Nr.093754
- Spannzange ER 16 6mm Best.-Nr.093755
- Spannzange ER 16ø8 mm Best.-Nr.093756
- Spannzange ER 16 ø 3,175 mm (1/8") Best.-Nr. 093757
- Spannzange ER 16 Ø 10 mm Best.-Nr. 093759
- Spannzange ER 16 ø 6,35 mm (1/4") Best.-Nr. 093760
- Uberwurfmutter OZ8 Best.-Nr. 093818
- Uberwurfmutter ER 16 M Best.-Nr. 093758
- Reduzierhülse 0 3 mm Best.-Nr. 207944
- Reduzierhülse 1/8" (3,175 mm) Best.-Nr. 207945
- Reduzierhülse 1/4" (6,35 mm) Best.-Nr. 207947
- Reduzierhülse 4 mm Best.-Nr. 207949
- Reduzierhülse 6 mm Best.-Nr. 207946
- Spannzangenadapter OZ8 inkl. Überwurfmutter OZ8 Best.-Nr. 208962
- Spannzangenadapter ER 16 inkl. Überwurfmutter ER 16 Best.-Nr. 208109
- Steuerungskabel NC, 5m schwarz Best.-Nr. 211868
9 Explosionszeichnung und Ersatzteilliste
Die entsprechenden Informationen zu den Ersatzteilen finden Sie auf unserer Homepage: www.mafell.com
Table of Contents
Beschermingsklasse II

2.3 Technische gegevens
4 Voorbereiden / Instellen
4.1 Netaansluiting
Schakel de freesmotor enkel in als de hendel 6 (afb. 3) nicht in degereedschap-wisselstand staat.
Bedien de hendel 6 (afb. 3) pas als de freesmotor stilstaat.
MAFELL AG, Beffendorfer Straße 4, D-78727 Oberndorf / Neckar, Telefon +49 (0)7423/812-0, Fax +49
(0)7423/812-218, e-post mafell@mafell.de
2.2 Maskinens ID-beteckning
4.4 Spannhylschuckar

Fara
Tabell 15: Mõjiga konstellationer für stymingen
Stojemissionsværdierne, der er beregnet��态. DIN EN ISO 3744, er:
Lydtryksniveau L
$$ P A = 7 4 \mathrm {d B} (\mathrm {A}) $$
Usikkerhed K
MAFELL AG, Beffendorfer Straße 4, D-78727 Oberndorf / Neckar, Telefon +49 (0)7423/812-0, Fax +49
(0)7423/812-218, E-Mail mafell@mafell.de
2.2 Charakteristika stroje





- WARNING
- D-EG Einbauerklärung
- Inhaltsverzeichnis
- Zeichenerklarung
- Erzeugnisangaben
- Angaben zum Hersteller
- Kennzeichnung der Maschine
- Technische Daten
- Emissionen
- Gefahr
- Angaben zur Gerauschemission
- Lieferumfang
- Bestimmungsgemäß Verwendung
- Restrisiken
- Sicherheitshinweise
- Allgemeine Hinweise:
- Nicht verwendet werden)dürfen:
- Hinweise zur Verwendung persönlicher Schutzausrüstungen:
- Hinweise zum Betrieb:
- Hinweise zur Wartung und Instandhaltung:
- Rüsten / Einstellen
- Netzanschluss
- Werkzeugauswahl
- Werkzeugwechsel
- Werkzeugspannung mittels Spannzange
- Werkzeug-Schnellspannung
- SpanNZangen
- Infos zur Verwendung der SpanNZangen:
- Empfohlene Anzugsdrehm对象e(Gesamtsystem beachten)
- Maximalrehzahl bei Verwendung eines SpanNZangenadapters
- Betrieb
- Inbetriebnahme
- Einsatzen
- Ausschalten
- NC-Ausführung
- Belegung Portalstecker
- Drehzahlvorgabe
- Drehzahlstellung in NC-Ausführung
- Überlastschutz
- Optische Ausgabe der Restlaufzeit
- Ausgabe der Restlaufzeit in der NC-Ausführung
- Wartung und Instandhaltung
- Lagerung
- Störungsbeseitigung
- Sonderzubehör
- Explosionszeichnung und Ersatzteilliste
- Table of Contents
- Technische gegevens
- Voorbereiden / Instellen
- Netaansluiting
- Maskinens ID-beteckning
- Spannhylschuckar
- Fara
- Charakteristika stroje
Marke : Mafell
Modell : FM 800
Kategorie : Fräsmaschine