
FM 800 - Fräsmaskin Mafell - Gratis bruksanvisning och manual
Hitta enhetens manual gratis FM 800 Mafell i PDF-format.
| Produkttyp | Fräsmotor (fräsmaskin) |
| Märke | Mafell |
| Modell | FM 800 |
| Mått (L x B x H) | 254 x 73 x 79 mm |
| Vikt (utan kabel) | 1,6 kg |
| Strömförsörjning | 230 V, 50 Hz, 800 W |
| Märkström | 4,0 A |
| Tomgångsvarvtalsområde | 7 000 – 25 000 min⁻¹ |
| Verktygshållare | Spännhylsa OZ8 Ø 6 mm |
| Verktygsskaftets diameter | 3 – 8 mm |
| Max fräsdiameter | 36 mm |
| Max slipskivediameter | 40 mm |
| Nätkabelns längd | 1 m |
| Skyddsklass | II |
| Ljudtrycksnivå | LPA = 74 dB(A), K = 3 dB |
| Ljudeffektnivå | LWA = 82 dB(A), K = 3 dB |
| Huvudfunktioner | Mjukstart, elektronisk varvtalsreglering, överbelastningsskydd, valfritt NC-gränssnitt |
| Ändamålsenlig användning | Fast montering i portalssystem med spännring 43 mm |
| Underhåll och rengöring | Regelbunden rengöring, byte av kolborstar var 125-150 h, livslång smörjning av lager |
| Säkerhetsanvisningar | Koppla ur före underhåll, använd hörselskydd, skyddsglasögon och dammask |
| Reservdelar och reparerbarhet | Lista och sprängskiss finns på www.mafell.com; använd originaldelar från MAFELL |
| Allmän information | Bruksanvisning medföljer, standardutrustning: sexkantnyckel 17 mm, spännhylsa OZ8 Ø 6 mm |
Vanliga frågor - FM 800 Mafell
Användarfrågor om FM 800 Mafell
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Fräsmaskin i PDF-format gratis! Hitta din manual FM 800 - Mafell och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. FM 800 av märket Mafell.
BRUKSANVISNING FM 800 Mafell
Läs alla sakerhetsanvisingar och anvisingar. Underlætenhet att följa sakerhetsanvisingar och anvisingar kan orsaka elstötar, brand och/eller allvarlga persorskador. Behall alla sakerhetsanvisingar och anvisning for framtida användning.
ADVARSEL
S - EG - inbyggnadsförklaring
Vi harned at frsmotm FM 800 / FM 1000 / FM 1000 NC-WS / FM 1000 NC-ER motsvar de angiva EU-direkitten. Inn an fsmotm tas i drift maste driftansvarig sakerstall att kombinationen av ofullstandig maskin (FM) och den kundspecifika maskinen uppyler krven i de aktuela gilliga direktiven. Behmalaktigad for sammanstallingen av de tekniks underlagen for den ofullstandiga maskinen: Marell AG
DK - EF - inkporoperingserklaering
Vi atlosterhered, at frasemcten FM 800 / FM 1000 / FM 1000 NC-WS / FM 1000 NC-ER er i overensstemmelse mad de angivee EU-direktver. fer frasemotoren tages i brug, skal den driftansvarlige skine, at kombinationen af delmaskine (FM) og kundespecilik maskine overholder kravene, der findes i det aktuelle direktiv. Efterfelgende person/firma er befulldmaiglet till at sarrte det tekniske materiale til delmaskine, MafeI AG
RUS -Декларma EC COOTBETCTBMM KOMPIONHToB
Hacto 100 M ydctoeepn FM 800 /FM 1000 /FM 1000 NC-WS /FM 1000 NC-ER COOTBCTETYEPNPAHNNHIM DpKTHM EC. Peped aegom o 3xuyraqno pseeporo dIHTA TcnpatopdoHN H6ybcTc. tio KNOHpyaupn HENONHO MAHNNb (FM) HMAHNNb, HIOTAANNAEAM NO INHINHUYARHOMy 3a33y, COOTBCTETY Tpe5OABHHAM deCTBYOUHX dpEeTHB. IHPQ, yonHOMOHNHO cCtAanrTB TeXNHNECKyDckymentauHn Dn HONOH MAAHNNb Naeill AG
Innehällsförteckning
1 Teckenförklaring 100
2 Produktdata 100
2.1 Uppgifter om tillverkaren 100
2.2 Maskinens ID-beteckning 100
2.3 Tekniska data 101
2.4 Emissioner 101
2.5 Leveransinnehall 102
2.6 Avsedd anvandning 102
2.7 Kvarvarande risker 102
3 Sakerhetsanvisningar 103
4 Forbereda/stalla in 104
4.1 Nataansluting 104
4.2 Verktygsurval 104
4.3 Verktygsbyte 104
4.4 Spannhylschuckar 105
5 Anvandning 105
5.1 ldrifttagning 105
5.2 NC-version 106
5.3 Varvtalsuppgift 107
5.4 Overbelastningsskydd 108
6 Underhäll och service 109
6.1 Forvaring 109
7 Atgardande av störning 110
8 Specialtillbehör 111
9 Explosionsritting och reservdelsista. 111
1 Teckenförklaring

Denna symbol Återfinns på alla platser)där anvisningar beträffande den egna sakerheten finns.
Beaktas inte dessa kan svåra personskador bli följden.

Denna symbol marker en situation som eventuellt kan leda till skada.
Undviks inteenna situation kanprodukten ellerelemal i dess omgivning skadas.

Denna symbol markeranvandartips och annan anvandbar information.
2 Produktdata
Modell
Art.nr.
FM 800 9M0010, 9M0030, 9M0031
FM 1000
2.1 Uppgifter om tillverkaren
Alla uppgifter som behoys for identifiering av maskinen kan lasas pa den monterade markskylten.

Skyddsklass II

CE-markning für dokumentation beträffande overensstammelse med grundlaggande sakerhets- och hälsokrav enligt bilaga I maskindirektivet.

Endast for EU Länder
Kasta inte fräsmotorer i hushállssoporna!
Enligt europeiskt direktiv 2002/96/EG betraffande uttjanta el- och
elektronikapparater samt gällande nationell lagstiftning maste uttjänta fräsmotorer samlas in separat och lämnas till miljövänlig Återvinning.

Läs braksanvisingen sä att risken for skador kan minskas.
2.3 Tekniska data
| FM 800 | FM 1000 | FM 1000 NC-ER | FM 1000 NC-WS | FM 1000(120 V) | |
| Driftspänning/V | 230 | 230 | 230 | 230 | 120 |
| Nätfrekvens/Hz | 50 | 50 | 50 | 50 | 60 |
| Ineffekt/W | 800 | 1000 | 1000 | 1000 | 1000 |
| Märkström/A | 4,0 | 4,6 | 4,6 | 4,6 | 8,3 |
| Försörjningsspanning/V* | - | - | 8 - 56 | 8 - 56 | - |
| Styrrspanning För varvitalsuppgift/V* | - | - | 0 - 10 | 0 - 10 | - |
| Indikering resterande gängtid/V* | - | - | 0 - 5 | 0 - 5 | - |
| Strömforbrukning/mA* | - | - | 3 - 5 | 3 - 5 | - |
| Tomgångsvarvital/min-1 | 7000 - 25000 | 4000 - 25000 | 4000 - 25000 | 4000 - 25000 | 10000 - 25000 |
| Verktygsinfästning med spännhylsa Ø/mm | 6 | 8 | 8 | 8 | 6,35 (1/4") |
| Verktygsskaft/mm | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 | 3 - 8 |
| Fräs Ø, max. / mm | 36 | 36 | 36 | 36 | 36 |
| Slipkropp Ø, max/mm | 40 | 40 | 40 | 40 | 40 |
| Vikt utan nätkabel/kg | 1,6 | 1,6 | 1,6 | 2,8 | 1,6 |
| Anslutningskabelns langd/m | 1 | 4 | 0,75 + 4 | 0,75 + 4 | 4 |
| Mätt (B x L x H)/mm | 73 x 254 x 79 | 73 x 254 x 79 | 73 x 254 x 79 | 92 x 280 x 85 | 73 x 254 x 79 |
- Uppgifter for gränssettet
2.4 Emissioner
De angivna ljudemissionsvärdena har uppmäts enligt DIN EN 62841-1 och kan användas for jämforelse av elverktyget med andra elverktyg samt for en preliminär bedömming av belastningen.

Fara
Vid practisk använding av elverktyget kan ljudemissionsvärdena avvika frän de angivna värdena beroende på hur elverktyget används och i synnerhet beroende på vilken typ av detaj som bearetas.
Använd dārfor alltid horselskydd, även nar elverktyget gárutan last.
2.4.1 Uppgifter om bullernivá
Bulleremissionsvarden som matts enligt DIN EN ISO 3744 uppgar till:
Ljudtrycksnivå L
$$ P A = 7 4 \mathrm {d B} (\mathrm {A}) $$
Osakerhet K
Bullermätningen gjordes utan verktyg vid tomgang.
2.5 Leveransinnehäll
| FM 800 | FM 1000 | FM 1000 NC-ER | FM 1000 NC-WS | |
| Bruksanvisining x x x x | ||||
| Skruvnyckel NV 17 x x - - | ||||
| Skruvnyckel NV 25 | - | - | x | - |
| Spännhylsa OZ8 ø/mm | 6 | 8 | - | - |
| Spännhylsa ER 16 - - 8 - | ||||
| Kabel/m | 1 | 4 | 0,75 + 4 | 0,75 + 4 |
| Täckkåpa Z - - x x |
2.6 Avsedd användning
- Fräsmotorn ar avsedd für fast montering i styrande portalsystem med 43 mm spannhals.
- Fräsmotorn med nabbfastspanning av verktyg kan flänsas direkt på att portalsystem med sex skruvar (gänga M6), enigt uppgifterna for portalsystemet (Bild 5).
- Frasmotorn ar inte konstruerad for industriell konstant drift.
- Fräsmotorn anses vara en ofullständig maskin. Fräsmotorn fär inte tas i drift forran det har fastställts att portalsystemet, i vilket fräsmotorn ska byggas in, uppyller bestammelserna i det aktuella och giltiga maskindirektivet. Observera ocksä de respektive garantivillkoren for fräsmotorn och for de eventuellt kompletterande maskinerna.
2.7 Kvarvarande risker

Risk
Vid avsedd användning och trots att sakerhetsföreskrifter foljs finns på grund av användningsändamålet orsakade restrisker vilka kan leda till hälsofarliga följder.
- Brott pà det roterande verktyget.
- Verktygsbrott aller utslungning av verktyget aller delar av verktyget.
- Beröring av spanningsforande delar nar kapan ar oppen och naktkontakten inte ar utdragen.
- Páverkan på hörsel vid lángvariga arbeten utan hörskéyydd.
- Emission av hälsovändigt eller explosionsfarlig damm (alla typer) vid langre användning utan bortsugning. Observera sakerhetsbladet for det material som ska bearetas.
Risk
Beakta alltid följande sakerhetshänvisningar och de sakerhetsbestämmelser som gäller i repsektive användarland!
- Barn och ungdomar fär inte hantera denna maskin. Detta gäller dock inte ungdomar som arbetar under uppsikt av fackman inom ramen for sin utbildning.
- Arbeta aldrig utan de for respektive arbetsmoment foreskrivna skyddsanordningarna på portalsystemet i vilket fräsmotorn sätts in. Ändra inget på portalsystemet eller på fräsmotorn, vilket skulle kunna pÅverka sakerheten.
- Skadad kabel eller kontakt måste omgående bytas ut. För att undvika sakerhetsrisker fär bytet endast utforas av MAFELL eller av en auktorisar MAFELL-kundtjänstverkstad.
- Forhindra skarpa böjningar av kabeln. Linda inte kabeln runt fräsmotorn vid transport och forvaring av fräsmotorn.
- Användning med vatten eller ledande vätskor ar forbjuden.
- Fräsmotorn fär inte användas som handhällen fräsmotor.
- Hall frasmotorn borta fran regn ell er fukt. Vatten som trangner in i frasmotorn okar risken for en elektrisk stot.
Foljande fär inte användas:
- Skadade verktyg med sprickor och sādana med Förändrad form.
- Trubbiga verktyg p.g.a. den alltför höga motorbelastningen.
- Verktyg som inte arl lampliga for tomgangsvarvtalet for frasmotorn.
Anvisningar for använding av personlga skyddsutrustninger:
- Bär alltid hörskyydd under arbetet.
- Bär alltid en dammskyddsmask under arbetet.
- Bär skyddsglasögon vid alla arbeten.
Anvisiningarfordriften:
- Kominte i narheten av verktygets faroomrade.
- Kontrollera arbetsstychet sa att det inte innehaller främmande material.
- Overvaka varvtalet. Om en okontrollerad ökning av varvtalet inträffar maste spanningsförsörjningen omedelbart stängas av.
Anvisningar for underhäll och service:
- Regelbunden rengöring av fräsmotorn ar en viktig sakerhetsfaktor.
- Endast original MAFELL reservdilar och tillbehör fär användas. I annat fall foreligger inga ansprák på garantietaganden och inget ansvar frän tillverkarens sida.
Färe idrifttagningen mäste det kontrolleras att natspänningen overensstämmer med driftsspänningen som anges på fräsmotorns markskylt.
4.2 Verktygsurvival
Använd uteslutande de spannhylsor/reduceringshylsor som anges i kapitet "Specialtillbehör". Valet av verktyg gös beroende på de material som sca bearetas och matningsdrivningarnas prestanda. Ta vid maximal verktygsdiameter och avsett bearetningsdjup hansyn till fräsmotorns prestanda.
4.3 Verktygsbyte

Risk
Drag alltid ur natakakten vid alla servicearben.

Bär skyddshandskar vid verktygsbyte. Det verktyg som används kan vid langre arbeten värmas upp kraftigt och/eller skäreggarna på verktyget som används ar vassa.
4.3.1 Verktygsfastspanning med spannhylsa
Fräs- och slipmotorns spindel 1 (Bild 1) ar ultrustad med en precisions-spannhylschuck 2 (Bild 1) for infästning av verktygen. Spindelsparren utlöses med lasknappen 4 och underlättar atdragning och lossande av kopplingsmuttern 3 (Bild 1).
Gör på foljande satt für att byta verktyg:
- For att lossa verktyget spärras spindeln 1 (Bild 1) genom att spärrknappen 4 (Bild 1) trycks in.
- Kopplingsmattern 3 losses med en skruvnyckel NV 17 resp. spannyckel ER 16.
- Dra av verktyget framåt.
- Skjut in det nga verktyget i verktygsinfästningen ända till anslaget.
- Kontrollera att verktyget sitter ordentlich.
- När verktyget spanns fast spärras spindel 1 (Bild 1).
- Kopplingsmattern 3 losses med en skruvnyckel NV 17 resp. med spannyckel ER 16.
4.3.2 Snabbfastspanning av verktyg

Slà bara på fräsmotorn när spaken 6 (Bild 3) inte befinner sig i låget für verktygsbyte.
Paverka inte spaken 6 (Bild 3) forran frasmotorn star stilla.
Spindeln 7 (Bild 3) i snabbfastspanninger for verktygen ar utrustad med ett precisionsfaste for ett verktygsskaft med 08mm
Gör på foljande satt für att byta verktyg:
- För att spanna loss verktyget, rör spaken 6 (Bild 3) framåt ända till anslaget.
- Dra av verktyget framåt.
- Skjut in det nga verktyget i verktygsinfästningen ända till anslaget.
- Kontrollera att verktyget sitter ordentlich.
- För att spanna fast verktyget rör du bygeln tillbaka till utgangslaget.
Skruva på kopplingsmuttern 3 (Bild 1) nagot für att skydda gängan på spindel 1 (Bild 1), dra inte fast den om inget verktyg är isatt. Spannhylsan 2 (Bild 1) kan tryckas ihop für kraftigt och)därmed skadas.
4.4.1 Information om användning av spännhylsorna:
- Med OZ8-spannhylsor (DIN 6388 / ISO 10897) och även med ER16-spanhylsor (DIN 6499 / DIN ISO 15488), se till att alltid använda korrekt frässstorlek.
- Klicka alltid forst fast spannhylsan i kopplingsmuttern och stick sedan i fräsen.
- Om spannhylsan klämmer, lossa spannhylsan genom att slå ett lätt slag med fyrkantvirke eller gummihammare (inget metallverktyg!).
- Olja i början liksom after langre tids användning in spannhylsorna after som de annars kan satta fast sig.
- En betydlig bättre och mer exakt rotation kan även uppnås genom att ett fast smörjmedel används (t.ex. Molykote P-40) eller genom att spannhylsorna fettas in nagot.
4.4.2 Rekommenderade atdragningsmoment (observera det kompletta systemet)
Ätdragningsmoment für kopplingsmutter/spannhylsa = 10 -11 Nm
Atdragningsmoment for spannhals 43mm = 7Nm
Eurohalsupptagningen "V" bör inte underskrida mättet "h" (bild 8). Mättet "h" uppgår till 20 mm.
Spänn om möjligt fast fräsmotorn über hela upptagningsdiametern i eurohalsupptagningen "V1" (bild 8). Skruva at spannskruven "W" med max. 7 Nm. (bild 9)
Undvik om möjligt punktuell spanning (t.ex. via ett gangstift) i eurohalsupptagningen "V2" (bild 10).
4.4.3 Maximal varvital vid användning av en spannhylsadaptern
Det rekommenderade maxima varvtalet for anvandning av spannhylsadaptern OZ8 och spannhylsadaptern ER, ar maximalt 16 000 varv/min.
5 Användning
5.1 Idrifttagning
Denna bruksanvising måste vara känd av alla som fätt uppdraget att arbeta med fräsmotorn, varvid kapitlet "Sakerhetsanvisingar" bör lásas noga.
Den har bruksanvisingen omfattar endast frasmotorn och behandlar inte monteringssituationer. Observera eventuella andra bruksanvisingar.
5.1.1 Starta
Skjut strömbrytaren 5 (Bild 1) framåt tills den hakar fast. Om fräsmotorn År ansluten till nätspänningen sö lyser inställningsjulet X (Bild 2) med blå (BU) fäng och fräsmotorn accelererar after 0,2 s med en mjukstart upp till det
tidigare installda varvtalet. Mjukstartens varaktigkeit beror på det installda varvtalet och ar vid maximalt varvital ca 1,2 s.
5.1.2 Avstangning
Tryck på strömbrytarens bakre andere. Brytaren hoppar hörbart tillbaka till av-positionen. Belysningen på installningsjulet X (Bild 2) slocknar och motorn rullar ut tills den stå stilla.
5.2 NC-version
Med versionen Y (Bild 2) kan du styra varvtalet via gransnittet och automatiskt overvaka den resterande gangtiden vid überlast.
For att skydda anvandaren och de anslutna systemen ar gransnittet galvaniskt franskilt fran drivlinans spanningsforsorjning (sakerhetsskyddsranskiljning). Alla signal- och driftspanningar avser referenspotentialen "GND".
När fösörjningsstiftet "Unc" på grässnittet spanningsätts enlgit specifikationen övergå fräsmotorn till "portaldrift".
Den nedre tillstandstabelten 15 visar alla möjliga konstellationer für styrningen.
| Ingång | Utgång | ||||||
| HB / - | UAc/V | UnoV | PSs | Us/V | U0/V | Driftsätt | n /varv/min |
| FRÁN | Ej tillampligt | Ej tillampligt | Ej tillampligt | Ej tillampligt | Ej tillampligt | Ur drift 0 | |
| TILL 0 | tillampligt | Ej tillampligt | Ej tillampligt | Ej tillampligt | Ur drift 0 | ||
| TILL | 198-253 | < 6 | 1 | Ej tillampligt | Ej tillampligt | Manuell drift | 4000 |
| TILL | 198-253 | < 6 | 6 | Ej tillampligt | Ej tillampligt | Manuell drift 25000 | |
| TILL | 198-253 | 8 - 56 | Ej tillampligt | 0 0 - 1 Portaldrift 4000 | |||
| TILL | 198-253 | 8 - 56 | Ej tillampligt | 10 | 0 - 1 | Portaldrift | 25000 |
| TILL | 198-253 | 8 - 56 | Ej tillampligt | 0 - 10 | 1,5 - 5 | Överlastdrift | 4000 - 25000 |
Teckenforklaring:
| Enhet | Betydelse |
| HS = strömbrytare | |
| UAC = nätspänning | |
| UNC | = spanningsförsörjning (gränssnitt) |
| PSS = position inställ | ningshjul |
| Us = styrspanning varvital (gränssnitt) | |
| U0 | = utmatning resterande gängtid überlastdrift (gränssnitt) |
| GND = referenspotentialedial für gränssnittetsSpanningar | |
| n = arbetsspindelins varvital | |
| Ej tillämpligt | = kan ej användas resp. ej relevant |
Om gränssnittel inte används skyddar du det mot nedsmutsning med den medfoljande tackkapan (Bild 4).
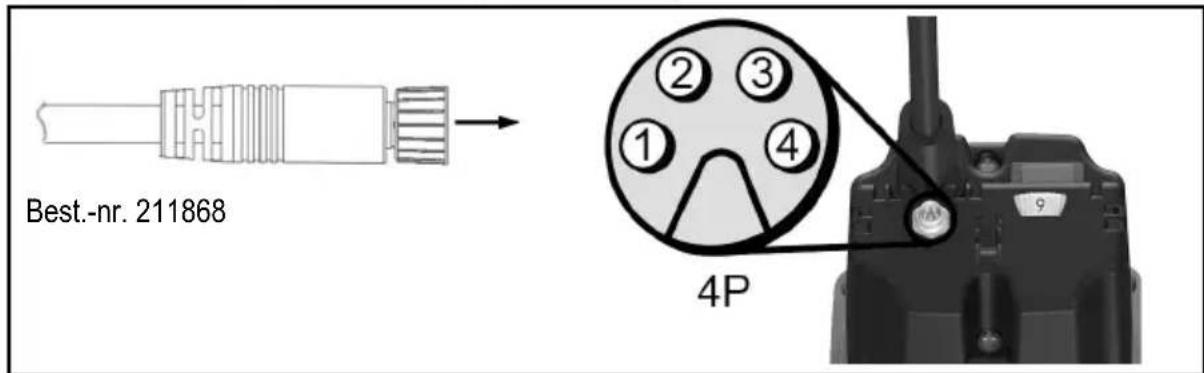
5.2.1 Beläggning portalkontakt
Alla stift på portalkontakten ar skyddade mot polforvaxling. Vid spansninger over 30V ske en polforvaxlad konstant drift undvikas aftersom detta kan leda till att gransnittet inte fungerar.
| Stift nr. | Parameter | Licensf'ärg Best.-nr. 211868 |
| 1 U | NC Brun | |
| 2 | Us | Vit |
| 3 | Uo | Svart |
| 4 GND Blå |
5.3 Varvtalsuppgift
Med inställningsjulet E (Bild 2) kan du Förändra varvtalet steglost. De korrekta varvtalsvärdena für enskilda steg finns angivna i tabellen på sedan 5, eller på varvvalsdekalen på huset.
Tills motorkurvan har nàtts afterreglerar den inbyggda elektroniken till det inställda varvtalet.
5.3.1 Varvitalslage i NC-version
Vid "portaldrift" ignoreras laget hos installningsjulet X (Bild 2) for varvtalsuppgift. Varvtalet kan uteslutande andras genom spänninger vid stift "U s". Om du vill andra varvtalet med hjälp av installningsjulet X (Bild 2) sä maste "portaldriften" avaktiveras genom att spanningsforsörjningen vid stift "U NC" stängs av, aller genom att styrningskabeln tas bort.
Sambandet mellan varvtalet och styrspaffening visas i formlerna (1) och (2).
$$ \begin{array}{l} U s = \frac {n - 4 0 0 0 \min ^ {- 1}}{2 1 0 0 \frac {\min ^ {- 1}}{V}} (1) \ n = U s * 2 1 0 0 \frac {\min ^ {- 1}}{V} + 4 0 0 0 \min ^ {- 1} (2) \ \end{array} $$
5.4 Overbelastningskydd

Fara
Om du utfor arbeten pa arabetsspindeln after att overlastskyddet har lost ut maste natkontakten forst ovillkorligen dras ut.
For att skydda frasmotorn overvakas driftparametrarna strom, varvthal och temperatur dynamiskt och vid behov stangs frasmotorn av. Strax innan overlastskyddet lser ut andras installningsjulets belysning X (Bild 2) till permanent rod (RD).
For att ta frasmotorn i drift igen maste du stanga av och sla pa strombrytaren 5 (Bild 1). Frasmotorn startas och installningsjulets belysning X (Bild 2) andras till bla (BU).
5.4.1 Optisk indikering av resterande gangtid
Utlösning av overlastskyddet under drift leder till brott pa frasverktyget, arbetsstyetck erer till och med skador pa portalsystemet. Du kan forhindra detta genom att du ger akt pa de optiska indikeringarna pa installningsjulet X (Bild 2).
Så länge fräsmotorn effektmässigt inte überbelastas lyser inställningsjulet permanent med färgen blå (BU).
Vid overbelastning av fräsmotorn visas den beräknade resterande gängtiden som blinkande med färgen röd (RD). Pá sidan 6 (Bild 7) ser du sidpositioneringen av pulserna vid überlastdrift. Sambandet mellan blinkegenskaperna och den tillhörande resterande gängtiden finns angivet i den nedre tabellen 16 på sidan 109.
Om den resterande gängtiden inte räcker für din användning, undvik last resp. matning für att ätergå till konstant drift.
5.4.2 Indikering av resterande gängtid i NC-version
Om frasmotorn ar i "portaldrift" kan forutom den optiska indikeringen den resterande gangtiden avfrags via gransnittet.
Den nedre tabellen visar sambandet mellan den resterande gangtiden och de tillhorsande utgangsstorheterna.
Tabell 16: Samband mellan resterande gängtid och de tillhörande utgangsstorhetema
| Driftsätt | Resterande gängtid/s | Indikering resterande gängtid/ U0/V | Inställningsjul belysning |
| Kontinuierlig drift | obegränsad | 0 | Blå (BU), permanent |
| Överlastdrift (motor igång) | < 160 | 1,5 | 1 x röd plus (RD) |
| < 80 | 2,5 | ||
| < 40 3 2 x röd plus (RD) | |||
| < 20 4 | |||
| < 10 | 4,5 | 3 x röd plus (RD) | |
| < 5 | 5 | Röd (RD), permanent | |
| Avständning 0 5 |
6 Underhäll och service

Risk
Drag alltid ur natakaktern vid alla servicearbeten.
MAFELL-maskiner ar konstruerade forlagfrekvent serviceniva.
Byt ut kolborstarna senast after 125 - 150 drifttimmar. Reservdilar beskrivs i Kap. 9.
Kullagren har smörjning som häller under lagrets livstid. Efter langre använding reckmenderar vi att lata en auktoriserad MAFELL-kundtjänstverkstad gäigenom maskinen.
Låt endast kvalificerad expertpersonal reparera din maskin under användning av originalreservdilar. Detta sakerställer att maskinens sakerhet bibehålls.
6.1 Forvaring
Ska fräsmotorn inte användas undre langre period ska den rengöras noggrant. Spruta rostskyddsmedel pâ blanka metalldilar. Förslut portalkontakten med den medfoljande tackkapan Z (Bild 4).
7 Åtgårdande av störning

Risk
Felsökning after orak till foreliggande störning och atgardende avenna kraver alltid största uppmärksamhet och forsiktigkeit. Drag forst ur kontakten!
Nedan Återfinns nagra av de vanligast forekommande störningar somt orsaken till felen. Om andra störningar uppstår, kontakta din Återförsäljare eller MAFELL-kundservice direkt.
| Störning | Orsak | Åtgård |
| Fräsmotorn kan inte slås påInställningsjulet lyser inte | Ingen nitispänning finns | Kontrollera spänningsförsörjningen |
| Nätsäkringen ar defekt | Byt ut nitësäkringen | |
| Fräsmotorn kan inte slås på.Inställningsjulet lyser blätt (BU) | Kolborstarna ar utslitna | Lämna fräsmotorn till MAFELL-kundservice |
| Fräsmotorn stannar under drift.Inställningsjulet lyser inte | Strömavbrott | Kontrollera säkringar på nitësidan |
| Fräsmotorn stannar under drift.Inställningsjulet lyser rott (BU) | Överlastskyddet har lõst ut | Stäng av strömbrytaren. Gör arbetsspindeln fri innan upstart.Slå på strömbrytaren och fortsättdriften med minskad last/matting. |
| Varvtalet kan inte ställas in påinställningsjulet. | Fräsmotorn befinner sig iportaldrift. | Stäng av spänningsförsörjningen till grässsnittetTa loss den externa anslutningen på grässsnittet |
| Varvtalet kan inte styras viagrässsnittet | Grönssnittets spänningsförsörjning saknas/ärotillräcklig | Koppla in grönssnittets spänningsförsörjning enlgtspecifikationen. |
| Kontakten till portalkontakten arotillräcklig | Kontrolera kontakten | |
| Styringskabeln ar defekt Byt ut styringskabeln | ||
| Beläggningen av grönssnittet arfelaktigt ansluten tillportalsystemet | Anslut styringskabeln enlgktkapitet "Beläggningportalkontakt". |
8 Specialtillbehör
- Spannhylsa OZ8 0 2 mm Art. nr. 093819
- Spannhylsa OZ8 0 3 mm Art. nr. 093812
- Spannhylsa OZ8 0 4 mm Art. nr. 093813
- Spannhylsa OZ8 0 5 mm Art. nr. 093820
- Spannhylsa OZ8 6 mm Art. nr. 093814
- Spannhylsa OZ8 0 8 mm Art. nr. 093815
- Spannhylsa OZ8 0 10 mm Art. nr. 093822
- Spannhylsa OZ8 01/8" (3,175 mm) Art. nr. 093810
- Spannhylsa OZ8 0 1/4" (6,35 mm) Art. nr. 093811
- Spannhylsa OZ8 03 mm + kopplingsmutter Art. nr. 093816
- Spannhylsa OZ8 0/18" (3,175 mm) + kopplingsmutter Art. nr. 093817
- Spannhylsa ER 16 Ø 3 mm Art. nr. 093753
- Spannhylsa ER 16 0 4 mm Art. nr. 093754
- Spannhylsa ER 16 6 mm Art. nr. 093755
- Spannhylsa ER 16 Ø 8 mm Art. nr. 093756
- Spannhylsa ER 16 ø 3,175 mm (1/8") Art. nr. 093757
- Spannhylsa ER 16 10 mm Art. nr. 093759
- Spannhylsa ER 16 6,35 mm (1/4") Art. nr. 093760
- Kopplingsmutter OZ8 Art. nr. 093818
- Kopplingsmutter ER 16 M Art. nr. 093758
- Reduceringshylsa 3mm Art.nr.207944
- Reduceringshylsa 1/8" (3,175 mm) Art. nr. 207945
- Reduceringshylsa 1/4" (6,35 mm) Art. nr. 207947
- Reduceringshylsa 4mm Art.nr.207949
- Reduceringshylsa 6mm Art.nr.207946
- Spannhylsadapter OZ8 inkl. kopplingsmutter OZ8 Art. nr. 208962
- Spannhylsadapter ER 16 inkl. kopplingsmutter ER 16 Art. nr. 208109
Styrningskabel NC, 5 m svart Art. nr. 211868
9 Explosionsritting och reservdelsliste
Information om reservdelar hitter du pa vár hemsida: www.mafell.com
Indholdsfortegnelse





- ADVARSEL
- S - EG - inbyggnadsförklaring
- DK - EF - inkporoperingserklaering
- RUS -Декларma EC COOTBETCTBMM KOMPIONHToB
- Innehällsförteckning
- Teckenförklaring
- Produktdata
- Uppgifter om tillverkaren
- Tekniska data
- Emissioner
- Fara
- Uppgifter om bullernivá
- Leveransinnehäll
- Avsedd användning
- Kvarvarande risker
- Risk
- Foljande fär inte användas:
- Anvisningar for använding av personlga skyddsutrustninger:
- Anvisiningarfordriften:
- Anvisningar for underhäll och service:
- Verktygsurvival
- Verktygsbyte
- Verktygsfastspanning med spannhylsa
- Snabbfastspanning av verktyg
- Information om användning av spännhylsorna:
- Rekommenderade atdragningsmoment (observera det kompletta systemet)
- Maximal varvital vid användning av en spannhylsadaptern
- Användning
- Idrifttagning
- Starta
- Avstangning
- NC-version
- Teckenforklaring:
- Beläggning portalkontakt
- Varvtalsuppgift
- Varvitalslage i NC-version
- Overbelastningskydd
- Optisk indikering av resterande gangtid
- Indikering av resterande gängtid i NC-version
- Underhäll och service
- Forvaring
- Åtgårdande av störning
- Specialtillbehör
- Explosionsritting och reservdelsliste
- Indholdsfortegnelse
Märke : Mafell
Modell : FM 800
Kategori : Fräsmaskin