
ZK 115 Ec - Frezarka Mafell - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia ZK 115 Ec Mafell w formacie PDF.
| Rodzaj produktu | Frezarka do konstrukcji drewnianych |
| Marka | Mafell |
| Model | ZK 115 Ec |
| Napięcie zasilania | 230 V AC |
| Częstotliwość sieci | 50 Hz |
| Pobór mocy w pracy ciągłej | 3000 W |
| Pobór prądu w pracy ciągłej | 15,5 A |
| Prędkość obrotowa biegu jałowego | 4400 min-1 |
| Kąt obrotu głowicy | 0 – 60° |
| Regulacja głębokości | 0 – 83,5 mm |
| Masa maszyny (bez głowicy i kabla) | 21,1 kg |
| Masa głowicy frezującej ∅ 150 x 115 mm | 3,0 kg |
| Masa głowicy frezującej ∅ 236 x 50 mm | 3,5 kg |
| Masa głowicy frezującej ∅ 190 x 80 mm | 5,9 kg |
| Poziom ciśnienia akustycznego (LPA) | 101 dB(A) |
| Drgania (typowe ręka-ramię) | 4,0 m/s2 |
| Wyposażenie standardowe | Prowadnica równoległa, wkrętak krzyżakowy, wkrętak Torx T15, instrukcja, broszura bezpieczeństwa, głowica frezująca ∅ 150 x 115 mm |
| Urządzenia zabezpieczające | Stała osłona górna, ruchoma osłona dolna, ruchoma osłona górna, szeroka podstawa, uchwyty, urządzenie sterujące i hamulec |
| Konserwacja i czyszczenie | Regularne czyszczenie, odżywiczanie głowic, sprawdzanie ruchomej osłony ochronnej |
| Dodatkowe akcesoria | Prowadnice, głowice frezujące ∅ 190 x 80 mm i ∅ 236 x 50 mm, adaptery |
Często zadawane pytania - ZK 115 Ec Mafell
Pytania użytkowników dotyczące ZK 115 Ec Mafell
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję ZK 115 Ec - Mafell i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. ZK 115 Ec marki Mafell.
INSTRUKCJA OBSŁUGI ZK 115 Ec Mafell
Przeczytać wszystkie przepisy bezpieczeństwa i wskazówki. Zaniedbanie przestrzegania przepisów bezpieczeństwa i wskazówek może prowadzić do porażenia prądem, pożaru i/łub ciężkich zranień. Zachować wszystkie przepisy bezpieczeństwa i wskazówki na przyszłość.
UPOZORNĚNÍ
PL - Deklaracja zgodności UE
Niniejszym potwierdzamy, że maszyna ZK 115 Ec spełnia wymagania wyszczególnionych dyrektyw UE. W trakcie konstrukcji urządzenia zastosowano przedstawione nomy. Pełnomocnik odpowiedzialny za zestawienie dokumentacji technicznej: Mafell AG
CZ - PROHLÁŠENÍ O SHODĚ
1 Objąśnienie znaków 114
2 Informacje dot. produktu....114
2.1 Informacje dot. producenta.... 114
2.2 Oznaczenie maszyny 114
2.3 Dane techniczne....115
2.4 Emisje....116
2.5 Zakres dostawy 116
2.6 Wyposażenie zabezpieczające 117
2.7 Użytkowanie zgodne z przeznaczeniem 117
2.8 Ryzyko szczątkowe 117
3 Przepisy bezpieczeństwa 117
4 Zbrojenie / Ustawianie....119
4.1 Podłączenie do sieci.... 119
4.2 Wymiana narzędzi....119
4.3 Wymiana płytek wymiennych 119
5 Praca 120
5.1 Uruchomienie 120
5.2 Włączanie i wyłączanie 120
5.3 Frezowanie zaciosów 120
5.4 Frezowanie spłaszczeń, wpustów i czopów 122
6 Konserwacja i utrzymanie sprawności 122
6.1 Maszyna 122
6.2 Narzędzia 122
6.3 Składowanie 122
7 Usuwanie usterek....123
8 Wyposażenie specjalne....123
9 Rysunek z rozbiciem na części i lista części zamiennych....123
1 Objąśnienie znaków

Niniejszy symbol znajduje się we wszystkich miejscach, w których podano wskazówki dot. bezpieczeństwa.
Ich nie przestrzeganie może pociągnąć za sobą ciężkie zranienia.

Niniejszy symbol oznacza możliwe szkodliwą sytuację.
Jeżeli się jej nie uniknie, może nastąpić uszkodzenie produktu lub przedmiotów znajdujących się w jego otoczeniu.

Niniejszy symbol oznacza wskazówki dla użytkowników i inne użyteczne informacje.
2 Informacje dot. produktu
do maszyn z nr art. 925001, 925020, 925021, 925023
2.1 Informacje dot. producenta
MAFELL AG, Beffendorfer Straße 4, D-78727 Oberndorf / Neckar, Telefon +49 (0)7423/812-0, Faks +49 (0)7423/812-218, e-mail mafell@mafell.de
2.2 Oznaczenie maszyny
Wszelkie informacje konieczne do identyfikacji maszyny podane są na tabliczce znamionowej.

Klasa ochrony II

Znak CE dokumentujący zgodność z podstawowymi wymogami bezpieczeństwa i ochrony zdrowia zgodnie z załącznikiem I dyrektywy maszynowej

Tylko dla krajów UE
Nie wrzucać elektronarzędzi do śmieci domowych!
Zgodnie z dyrektywą Rady Europy 2002/96/WE o zużytych urządzeniach elektrycznych i elektronicznych i odnośnym jej zastosowaniem w prawie krajowym, zużyte elektronarzędzia należy zbierać oddzielnie i poddać przyjaznej dla środowiska utylizacji.

W celu zmniejszenia ryzyka zranienia należy przeczytać instrukcję obsługi.
2.3 Dane techniczne
| Napięcie robocze | 230 V AC |
| Częstotliwość sieciowa | 50 Hz |
| Moc wejściowa w trybie ciągłym 3000 W | |
| Pobór prądu w trybie ciągłym | 15,5 A |
| Prędkość na biegu jałowym | 4400 min ^-1 |
| Obrót od | 0 – 60° |
| Regulacja głębokości | 0 - 83,5 mm |
Narzędzie robocze
| do zaciosów: | Głowica frezująca ∅ 150 x 115 mm | n_max. = 5800 min^-1 |
| do spłaszczania: | Głowica frezująca ∅ 236 x 50 mm | n_max. = 5800 min^-1 |
| Głowica frezująca ∅ 190 x 80 mm | n_max. = 5800 min^-1 |
Cieżar Maszyna z ogranicznikiem 21,1 kg bez głowicy frezującej i kabla sieciowego
Głowica frezująca ∅ 150 x 115 mm 3,0 kg
Głowica frezująca ∅ 236 x 50 mm 3,5 kg
Głowica frezująca ∅ 190 x 80 mm 5,9 kg
Prędkość skrawania przy obciążeniu nominalnym: Głowica frezująca ∅ 150 x 115 mm 34,5 m/s
Głowica frezująca ∅ 236 x 50 mm 54,3 m/s
Głowica frezująca ∅ 190 x 80 mm 43,8 m/s
2.4 Emisje
Podane wartości emisji hałasu zostały zmierzone zgodnie z normą DIN EN 62841-1 i mogą być wykorzystane do porównania elektronarzędzia z innym oraz do wstępnej oceny obciążenia.

Niebezpieczeństwo
Emisja hałasu podczas rzeczywistego użytkowania elektronarzędzia może różnić się od podanych wartości, w zależności od sposobu użytkowania elektronarzędzia, w szczególności od rodzaju obrabianego przedmiotu.
Z tego powodu należy zawsze nosić nauszniki, nawet wtedy, gdy elektronarzędzie pracuje bez obciążenia!
2.4.1 Informacje dot. emisji hałasu
Wartości emisji hałasu ustalonych zgodnie z EN 62841 wynoszą:
Poziom ciśnienia akustycznego
$$ \mathrm{L} _ {\mathrm{PA}} = 1 0 1 \mathrm{dB(A)} $$
Niepewność pomiaru K
$$ _ {\mathrm{PA}} = 3, 0 \mathrm{dB(A)} $$
Poziom mocy akustycznej L
$$ _ {P A} = 1 0 9 \mathrm{dB(A)} $$
Niepewność pomiaru
$$ \mathrm{K} _ {\mathrm{PA}} = 3, 0 \mathrm{dB(A)} $$
Pomiary hałasu zostały przeprowadzone przy użyciu standardowej głowicy frezującej.
Obrabiany przedmiot: Świerk 140 x 140 x 2000 mm; Głębokość frezu: 20 mm; Prowadnica bez ogranicznika
2.4.2 Informacje dot. wibracji
Typowe drgania przekazywane na kończyny górne wynoszą 4,0 m/s ^2 .
2.5 Zakres dostawy
Frezarka ciesielska do zaciosów ZK 115 Ec komplet z nast. elementami:
1 ogranicznik równoległy
1 głowica frezująca do zaciosów ∅ 150 x 115 mm
1 ogranicznik równoległy
1 wkrętak sześciokątny
1 wkrętak Torx T 15
1 instrukcja obsługi
1 zeszyt „Przepisy bezpieczeństwa“
2.6 Wyposażenie zabezpieczające

Niebezpieczeństwo
Niniejsze urządzenia są konieczne do bezpiecznej eksploatacji maszyny i nie można ich usuwać ani odłącać.
Przed uruchomieniem sprawdzić urządzenia zabezpieczające pod względem działania i ewentualnych uszkodzeń. Nie wolno używać maszyny z brakującymi lub niesprawnymi urządzeniami zabezpieczającymi.
Maszyna wyposażona jest w nast. elementy wyposażenia zabezpieczającego:
- Górny stały kołpak ochronny
- Dolny ruchomy kołpak ochronny
- Górny ruchomy kołpak ochronny
- Wielka płyta podstawowa
- Uchwyty ręczne
- Wyposażenie łączeniowe i hamulec
2.7 Użytkowanie zgodne z przeznaczeniem
Frezarka do zaciosów ZK 115 Ec firmy MAFELL nadaje się wyłącznie do obróbki drewna.
Do posuwu ręcznego należy używać wyłącznie narzędzi oznaczonym znakiem MAN lub ewentualnie znakiem Test BG.
Wymiary głowic stosowanych do frezowania i spłaszczania muszą odpowiadać narzędziom przedstawionym z niniejszej instrukcji obsługi.
Narzędzie zostało wyprodukowane zgodnie z normą europejską EN 847-1.
Użycie urządzenia do innych celów, niż opisane powyżej, jest niedozwolone. Producent nie ponosi odpowiedzialności za szkody wynikłe z takiego użytkowania.
Aby użytkować urządzenie zgodnie z przeznaczeniem należy przestrzegać podanych przez Mafell warunków eksploatacji, konserwacji i napraw.
2.8 Ryzyko szczątkowe

Niebezpieczeństwo
Pomimo użytkowania zgodnego z przeznaczeniem i przestrzegania przepisów bezpieczeństwa w dalszym ciągu istnieje związane z celem zastosowania ryzyko szczątkowe, które może mieć ujemne konsekwencje dla zdrowia.
- Dotknięcie głowicy frezującej w obszarze otworu najazdowego.
- Dotknięcie części głowicy frezującej wystającej w trakcie frezowania spod obrabianego przedmiotu.
- Odrzut maszyny przy zakleszczeniu się obrabianego przedmiotu.
- Złamanie i wyrzucenie narzędzia lub części obrabianego przedmiotu.
- Dotknięcie części przewodzących prąd przy otwartej obudowie i nie wyjętej wtyczce sieciowej.
- Utrudnione działanie słuchu przy dłuższej pracy bez użycia nauszników.
- Emisja szkodliwych dla zdrowia pyłów drzewnych przy dłuższej pracy bez wyciągu.
3 Przepisy bezpieczeństwa

Niebezpieczeństwo
Zawsze należy przestrzegać poniższych przepisów bezpieczeństwa i reguł bezpieczeństwa obowiązujących w kraju użytkowania maszyny! Należy również zapoznać się z przepisów bezpieczeństwa zawartymi w załączonej broszurze "Przepisy bezpieczeństwa".
- Nigdy nie należy pracować bez elementów zabezpieczających koniecznych przy danej operacji ani nie można niczego zmieniać przy maszynie, co mogłoby mieć ujemny wpływ na bezpieczeństwo.
- Niniejsza maszyna nie może być obsługiwana przez dzieci ani młodzież. Wyjątek stanowi młodzież pracująca w celach szkoleniowych pod nadzorem fachowca.
-
Przed każdą pracą sprawdzić, czy odpowiednio zamocowano zabezpieczenia i sprzęty robocze i czy nie są one uszkodzone, czy działają w sposób niezawodny oraz czy ruchomy kołpak ochronny działa bez zakleszczania się.
-
Uwzględnić wpływy otoczenia. Nie wystawiać maszyny na działanie deszczu i unikać pracy w wilgotnym lub mokrym otoczeniu oraz w pobliżu płynów i gazów zapalnych.
- Przy użytkowaniu maszyny na wolnym powietrzu zaleca się stosowanie wyłącznika ochronnego prądowego.
- Nie nosić maszyny i nie wyjmować wtyczki z gniazdka przez pociągnięcie kabla.
- Zwrócić uwagę na to, by kabel chronić przed olejem i ciepłem oraz by go nie przeciagać przez ostre krawędzie.
- Uszkodzone kable lub wtyczki należy natychmiast wymienić. Aby uniknąć zagrożenia bezpieczeństwa, wymiany może dokonać tylko Mafell lub autoryzowany warsztat serwisujący MAFELL.
- Unikać ostrych załamań kabla. Przy transporcie i składowaniu maszyny nie należy owijać kabla wokół maszyny.
- Stosować tylko głowice frezujące o parametrach podanych w niniejszej instrukcji obsługi.
- Przechowywać maszynę w suchych, zamkniętych pomieszczeniach i chronić ją przed dostępem dzieci.
Wskazówki dot. użytkowania osobistego wyposażenia ochronnego:
- Przy pracy zawsze nosić nauszniki.
- Przy pracy zawsze nosić maseczkę chroniącą drogi oddechowe.
- Zawsze przy pracach nosić okulary ochronne.
Wskazówki dot. pracy:
- Obsługi może dokonywać jedynie jedna osoba.
- Zapewnić obszerne stanowisko pracy z podłogą antypoślizgową oraz wystarczającym oświetleniem.
- Przed wymianą narzędzia, pracami nastawczymi i przed usunięciem usterek (należy do tego również usunięcie zakleszczonych wiórów) należy wyjąć wtyczkę sieciową.
- Nie dokonywać obróbki przedmiotów, które są zbyt małe lub zbyt wielkie dla maszyny.
- Fachowo montować i mocować głowicę frezująca. Stosować ostre noże i gwintowniki; tępe noże zwiększają niebezpieczeństwo odrzutu. Natychmiast wymieniać uszkodzone noże i gwintowniki i mocować w taki sposób, by nie mogły się one obluzować w trakcie pracy.
- Ruchomego kołpaka ochronnego nie można zablokować, gdy jest otwarty.
- Nie można zakleszczać włącznika.
- Przed włączeniem, skontrolować, czy głowica frezująca jest dociągnięta i czy usunięto klucz mocujący i kolek wtykowy.
- Jeżeli to możliwe, zawsze zabezpieczać obrabiany przedmiot przed zsunięciem się, np. za pomocą ścisków.
- Już przed włączeniem maszyny, mocno ją trzymać.
- Rozpocząć frezowanie obrabianego przedmiotu dopiero po osiągnięciu przez głowicę frezującą pełniej prędkości obrotowej.
- Skontrolować obrabiany przedmiot pod kątem obcych ciał. Nie frezować w elementach metalowych, jak np. gwoździach.
- W czasie frezowania nigdy nie wkładać rąk pod obrabiany przedmiot (niebezpieczeństwo zranienia!).
- W trakcie frezowania, kabel przyłączeniowy zawsze prowadzić za maszyną.
- Równomierny posuw przy frezowaniu zwiększa żywotność noży i maszyny. Nie frezować w tył ani ruchem zanurzeniowym!
- Maszynę odsuwać od obrabianego przedmiotu dopiero po zatrzymaniu głowicy frezującej.
- Nigdy nie chwytać za głowicę frezującą ani za wyrzut wiórów przy włączonej maszynie. Zawsze przed pracami nastawczymi wyłączać maszynę i głowicę frezującą doprowadzić do stanu spoczynku.
- Maszynę odstawiać tylko w zamkniętym ruchomym kołpaku ochronnym. Nie zakleszczać ruchomego kołpaka ochronnego i osłony czołowej; zwrócić uwagę na prawidłowe działanie. Nie usuwać elementów ochronnych.
- Frezarkę do zaciosów można stosować tylko na wolnym powietrzu lub w otwartych miejscach, gdyż zastosowanie skutecznego wyciągu jest niemożliwe.
Wskazówki dot. konserwacji i utrzymania sprawności:
- Regularne czyszczenie maszyny, przede wszystkim elementów regulujących i prowadnic stanowi ważny czynnik bezpieczeństwa.
- Można używać jedynie oryginalnych części zamiennych i akcesoriów firmy MAFELL. W przeciwnym wypadku wygasa prawo do roszczeń gwarancyjnych względem producenta.
4 Zbrojenie / Ustawianie
4.1 Podłączenie do sieci
Przed uruchomieniem sprawdzić, czy napięcie sieciowe zgadza się z napięciem roboczym podanym na tabliczce znamionowej maszyny.
4.2 Wymiana narzędzi

Niebezpieczeństwo
Robocza liczba obrotów nie może być wyższa od maksymalnej prędkości obrotowej podanej na narzędziu.
Zwrócić uwagę na właściwy kierunek obrotów!
Narzędzie zapiąć w taki sposób, by jego obluzowanie się w trakcie pracy było niemożliwe. Moment dociągający musi wynosić co najmniej 30 Nm.
Ostrza nie mogą się stykać między sobą ani z elementami mocującymi.
Zwrócić uwagę na czystość przy wymianie narzędzi. Powierzchnie mocowania muszą być oczyszczone z brudu, smaru, oleju i wody.
Moment dokręcenia należy sprawdzać w regularnych odstępach czasu podczas montażu, przed każdym ponownym uruchomieniem oraz podczas dłuższych okresów pracy. Do kontroli używać odpowiedniego klucza dynamometrycznego.
- Zablokować narzędzie kołkiem wtykowym 31 (rys. 1+2).
- Wykręcić wkrętakiem sześciokątnym 29 śrubę z łbem walcowym w kierunku przeciwnym do ruchu wskazówek zegara, zdjąć kołnierz z przodu 27 i głowicę frezującą.
- Oczyscić wrzeciono narzędziowe i powierzchnie mocowania z przylegających wiórów i kurzu i założyć narzędzie. Zwrócić przy tym uwagę na to,
by obydwa kołki zabieraka przy wrzecionie uchwyciły się otworów narzędzia.
- Włożyć śrubę z łbem walcowym i kołnierzem i mocno przykręcić wkrętakiem sześciokątnym.
- Usunąć kołek wtykowy i wkrętak sześciokątny.

Niebezpieczeństwo
Prędkość obrotowa wału roboczego na biegu jałowym = 4400 min ^-1 , dlatego montować jedynie głowice frezu z n ≥ 5800 min ^-1 .
4.3 Wymiana płytek wymiennych

Niebezpieczeństwo
Przed wymianą i ustawieniem koniecznie wyjąć wtyczkę sieciową.
Montaż i demontaż noży przeprowadzać zgodnie ze wskazaniami z instrukcji obsługi. Stosować największą możliwą ostrożność!
Powierzchnie mocowania muszą być oczyszczone z brudu, smaru, oleju i wody.
Przestrzegać podanych momentów dociągających! Śruby mocujące można dociągać jedynie dostarczonymi narzędziami lub za pomocą narzędzia o tych samych wymiarach. Nie można stosować narzędzi udarowych, strugów, przedłużek ani innych narzędzi.
Aby uniknąć niewyważenia, zawsze należy wyposażzyć wszystkie ostrza.
Głowica frezująca i spłaszczająca wyposażona jest w wymienne płytki z twardego metalu. Nie potrzeba żmudnego i czasochłonnego ostrzenia, gdyż przy tępych ostrzach należy jedynie obrócić lub wymienić płytki wymienne z twardego metalu.
- Zdjąć narzędzie z maszyny (patrz rozdział 4.2).
- Poluzować nakręcone płytki wymienne z twardego metalu dostarczonym kluczem, obrócić o 90° i ponownie przykręcić (4 Nm) wzgl. po trzykrotnym ich obróceniu, wymienić na nowe płytki wymienne.
- Oczyscić wszystkie elementy i oprawy noży w głowicy frezującej.

Narzędzia aluminiowe można odżywiczać tylko przy użyciu rozpuszczalników nie mających negatywnego wpływu na aluminium.
- Ponownie zamontować narzędzie (patrz rozdział 3.2).
- Po montażu nowej płytki wymiennej lub po wymianie strony skrawającej zwrócić uwagę na jednorodny obraz utworzonej powierzchni. Niejednorodny obraz wskazuje na niewłaściwe zamontowanie obrotowych płytek skrawających. Skorygować osadzenie płytek skrawających.
5 Praca
5.1 Uruchomienie
Z niniejszą instrukcją obsługi muszą się zaznajomić wszystkie osoby, którym zlecono obsługę maszyny, przy czym szczególną uwagę należy zwrócić na rozdział „Przepisy bezpieczeństwa”.
Należy skontrolować, czy umieszczono wszystkie elementy zabezpieczające i czy są one sprawne. Odnosi się to zwłaszcza do swobody ruchu ruchomego kołpaka ochronnego.
5.2 Włączanie i wyłączanie

Niebezpieczeństwo
Przed włączeniem zwrócić uwagę na to, by głowica frezująca mogła się swobodnie poruszać i by ruchomy kołpak ochronny był zamknięty.
Przewód przyłączeniowy prowadzić z tyłu.
Trzymać maszynę za przewidziane do tego rękojeści.
Maszynę włączać tylko wtedy, gdy głowica frazująca nie ma kontaktu z detalem.
- Włączanie: Najpierw odryglować blokadę włączenia przez naciśnięcie dźwigni blokującej 12 (rys. 3). Następnie, przy wciśniętej dźwigni blokującej, użyć dźwigni włączającej 13. Ponieważ chodzi o włącznik bez blokady, maszyna działa tylko tak długo, jak długo wciśnięta pozostaje dźwignia włączająca.
Wbudowany układ elektroniczny zapewnia przy włączaniu przyspieszenie bez odrzutu, a przy obciążeniu reguluje prędkość obrotową na ustawioną wartość.
Poza tym układ elektroniczny powoduje redukcję obrotów silnika przy przeciążeniu, tzn. głowica frezująca się zatrzymuje. Maszynę należy wówczas odciążyć, aż głowica frezująca osiągnie pełną prędkość obrotową. Następnie należy pracować ze zmniejszoną prędkością posuwu.
Wyłączanie: W celu wyłączenia urządzenia należy zwolnić dźwignię włączającą 13. Wbudowany automatyczny hamulec powoduje ograniczenie czasu hamowania głowicy frezującej na ok. 5 sek. Blokada włączenia aktywuje się automatycznie i zabezpiecza frezarkę do zaciosów przed niezamierzonym włączeniem.
5.3 Frezowanie zaciosów
5.3.1 Zaznaczanie zaciosu
Ustawić pod kątem po obu stronach punktu przecięcia i zaznaczyć zacios. Pociągnąć linię A – B (rys. 4).
5.3.2 Ustawianie frezarki do zaciosów
Przed rozpoczęciem pracy w maszynie należy dokonać następujących ustawień:
- Ustawić kąt zaciosu «a»: Głowicę frezującą można odchylić pod kątem 0 – 60°. Poluzować dźwignię zaciskową 8 (rys. 5) i ustawić wartość kąta (np. 30°) na podziałce kątowej 6. Dociągnąć dźwignię zaciskową; Naprężenie dźwigni można dowolnie ustawić przez wyciągnięcie osi wzdłużnej.
- Ustawianie wskaźnika głębokości: Wskaźnik głębokości frezu zależy od ustawionego kąta zaciosu «α». Wskaźnik głębokości 4 można ustawiać na 0 – 60°, a wartość kąta «α» musi być zawsze taka sama, jak wartość na podziałce kątowej 6. Poluzować przycisk uchwytu 9. Przesunąć wskaźnik głębokości 4 po lewej stronie podziałki 2 (oznaczenie «Głowica frezująca ∅ 150 x 115») do żądanej wartości kąta «α» (górna krawędź
jest wskaźnikiem do odczytu) i ponownie dociągnąć przycisk uchwytu.
• Ustawianie głębokości frezu na 0:
Poluzować śrubę skrzydełkową 10 (rys. 5). Przekręcić rękojeść 1, aż wskaźnik głębokości 4 na podziałce 5 wskaże zero. Dociągnąć śrubę skrzydełkową 10 (rys. 5).

Narożnik noża odchylonej głowicy frezującej musi leżeć na równej powierzchni z nakładką płyty głównej.
• Ustawianie wskaźnika trasowania:
Wskaźnik trasowania 16 (rys. 3) wskazuje położenie narożnika noża w powierzchni poziomej. Z tego względu należy go zawsze ustawić na tę samą wartość kąta «α», jak na podziałce 6 (rys. 5). Poluzować przycisk radełkowany 17 (rys. 3). Ustawić wskaźnik trasowania 16 z prawą krawędzią zewnętrzną na podziałce trasowania 15 w zakresie zaznaczenia «Głowica frezująca ∅ 150 x 115» na wartość kąta «α». Dociągnąć przycisk radełkowany 17.

Podziałka kątowa 6 (rys. 5), wskaźnik głębokości 4 i wskaźnik trasowania 16 (rys. 3) należy zawsze ustawić na tę samą wartość «α».
- Ogranicznik
równoległy:
Ogranicznik równoległy 18 (rys. 3) można przestawić po poluzowaniu śrub skrzydełkowych 19 i można go używać po lewej i po prawej stronie.
• Ustawianie maszyny do trasowania:
Otworzyć ruchomy kołkap ochronny przez naciśnięcie dźwigni 23 (rys. 3), a maszynę umieścić na drewnie w taki sposób, by osłona czołowa 37 (rys. 6) uległa przy tym odchyleniu do tyłu. Przedtem należy ustawić kąt zaciosu, wskaźnik głębokości (głębokość frezu 0 mm) i wskaźnik trasowania. Odpowiednio do dostępnego miejsca ustawić równolegle szynę prowadzącą 34 (rys. 6) po lewej lub po prawej stronie w odstępie od linii trasowania A - B (rys. 4) i ją zamocować.
Odstęp linii trasowania od szyny ok.:
| po prawej | 10 cm/30° |
| 15 cm/45° | |
| 20 cm/60° | |
| po lewej | 32 cm/30° |
| 30 cm/45° | |
| 27 cm/60° |
Przykręcić przejściówkę 33 (rys. 6) do ogranicznika równoległego 18. Umieścić maszynę z przejściówką na szynie prowadzącej i ustawić poprzez przesunięcie w bok w prowadnicach równoległych ze wskaźnikiem trasowania na linię trasowania A - B (rys. 4). Dociągnąć śruby skrzydełkowe 19 (rys. 3). Skontrolować linię trasowania na tylnej podziałce 7 (rys. 5).
5.3.3 Frezowanie zaciosu
- Poluzować śrubę skrzydełkową 10 (rys. 5). Zdjąć maszynę z szyny prowadzącej. Ustawić głębokość frezu «T» (rys. 4) poprzez przekręcenie rękojeści 1 (rys. 5) na żądaną wartość na podziałce 5.
- Ponownie dociągnąć śrubę skrzydełkową 10 (rys. 5)! Umieścić maszynę z przejściówką na szynie prowadzącej w taki sposób, by odkryć głowicę frezującą z kołpakiem ochronnym. Włączyć maszynę. Otworzyć ruchomy kołpak ochronny przez naciśnięcie dźwigni 23 (rys. 3) i frezować z zastosowaniem równomiernego posuwu. Kierunek wyrzucania wiórów można ustawić regulując blachą kierującą wióry 24. Prowadzić maszynę chwytając za obie rękojeści 11 i 21.

Po zakończeniu pracy pamiętać o tym, by ponownie zamknąć ruchomy kołpak ochronny.
5.3.4 Wymiary frezarki
| Głowica frezująca | 150 × 115 | 236x50 | 190x80 | ||||
| « »° | 0 | 15 | 30 | 45 | 60 | 0 | 0 |
| Głębokość «T» (mm) | 0 -27 | 0 -29,7 | 0 -57,5 | 0 -77,9 | 0 -75 | 0 -70 | 0 -47 |
| Szerokość «B» (mm) | 115 | 80 | |||||
| X (mm) | 115 | 115 | 110 | 86,6 | |||
| Y (mm) | 30,8 | 66,4 | 110 | 150 | |||
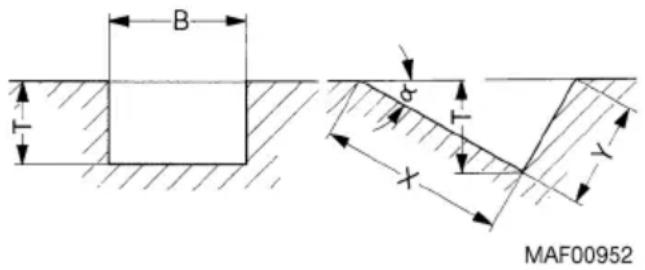
5.4 Frezowanie spłaszczeń, wpustów i czopów
- Ustawić podziałkę kątową 6 (rys. 5) i wskaźnik trasowania 16 (rys. 3) na 0. Ustawić wskaźnik głębokości 4 (rys. 5) w zależności od stosowanej głowicy frezującej na lewej lub na prawej połowie podziałki nastawczej 2 (w przypadku głowicy frezującej o średnicy ∅ 236 lub 190 mm na odpowiednich oznaczeniach po prawej stronie, w przypadku głowicy frezującej o średnicy ∅ 150 mm, po lewej). Szerokość frezu, zależną od szerokości głowicy frezującej, można powiększyć przez przesunięcie ogranicznika równoległego 18 (rys. 3) w prawo.
6 Konserwacja i utrzymanie sprawności

Niebezpieczeństwo
Przy wszelkiego rodzaju pracach konserwacyjnych należy wyjąć wtyczkę z gniazdka.
Maszyny MAFELL są urządzeniami niskoobsługowymi.
Stosowane łożyska są nasmarowane na cały okres żywotności. Po dłuższym okresie użytkowania zaleca
się przekazanie maszyny do autoryzowanego serwisu MAFELL w celu dokonania jej przeglądu.
Na wszystkich punktach smarowania należy używać jedynie naszego smaru specjalnego, nr katalogowy 049040 (puszka 1 kg).
6.1 Maszyna
Maszynę należy regularnie czyścić z kurzu. Należy przy tym oczyścić odkurzaczem otwory wentylacyjne przy silniku.
Poza tym należy sprawdzić swobodę ruchu kołpaka ochronnego. Gdy po otwarciu, nie zamyka się on już samodzielnie, maszynę należy przekazać do warsztatu serwisowego autoryzowanego przez firmę MAFELL.
6.2 Narzędzia
Głowice frezujące używane w maszynie należy regularnie odżywiczać, gdyż czyste narzędzie poprawia jakość cięcia.
Odżywiczanie odbywa się przez włożenie elementu na 24 godziny do nafty lub środka odżywiczającego dostępnego na rynku.

Narzędzia aluminiowe można odżywiczać tylko przy użyciu rozpuszczalników nie mających negatywnego wpływu na aluminium.
We właściwym czasie wymieniać śruby mocujące i elementy tnące.
W trakcie konserwacji nie można zmieniać konstrukcji przyrządów złożonych.
6.3 Składowanie
Jeśli urządzenie nie będzie używane przez dłuższy czas, należy je dokładnie wyczyścić. Spryskać nieosłonięte części metalowe środkiem zapobiegającym rdzy.
Przechowywać maszynę tylko w suchych pomieszczeniach i chronić ją przed wpływem warunków pogodowych.
7 Usuwanie usterek

Niebezpieczeństwo
Określenie przyczyn istniejących usterek i ich usunięcie zawsze wymaga zwiększonej czujności i ostrożności. Przedtem należy wyjąć wtyczkę z gniazdka!
Poniżej przedstawiono niektóre z najczęściejstych usterek i ich przyczyny. W przypadku dalszych usterek należy się zwrócić do dystrybutora albo bezpośrednio do serwisu MAFELL.
| Usterka | Przyczyna | Środek zaradczy |
| Nie można włączyć maszyny | Brak napięcia sieciowego | Skontrolować zasilanie |
| Uszkodzony bezpiecznik sieciowy | Wymienić bezpiecznik | |
| Zużyte szczotki węglowe | Dostarczyć maszynę do przedstawiciela serwisu MAFELL | |
| W trakcie biegu jałowego maszyna wyłącza się samoczynnie lub zatrzymuje się w trakcie skrawania | Awaria sieci | Skontrolować zabezpieczenia sieciowe |
| Przeciążenie maszyny | Zmniejszyć prędkość posuwu |
8 Wyposażenie specjalne
- Długość szyny prowadzącej 3 m (2-częściowy element łączący) Nr katalogowy 037037
- Długość szyny prowadzącej 3 m (jednoczęściowej) Nr katalogowy 200672
- Długość przedłużki szyny prowadzącej 1,5 m Nr katalogowy 036553
- Para przejściówek do ogranicznika równoległego Nr katalogowy 037195
- Głowica frezująca do zaciosów komplet ∅ 190 x 80 mm Nr katalogowy 091417
- Głowica spłaszczająca komplet ∅ 236 x 50 mm Nr katalogowy 203659
9 Rysunek z rozbiciem na części i lista części zamiennych
Informacje nt. części zamiennych podane są na naszej stronie internetowej: www.mafell.com
Obsah
Zapnite stroj iba vtedy, pokiał nie je hlava frézy v kontakte s obrobkom.





- UPOZORNĚNÍ
- PL - Deklaracja zgodności UE
- CZ - PROHLÁŠENÍ O SHODĚ
- Objąśnienie znaków
- Informacje dot. produktu
- Informacje dot. producenta
- Oznaczenie maszyny
- Emisje
- Niebezpieczeństwo
- Informacje dot. emisji hałasu
- Informacje dot. wibracji
- Zakres dostawy
- Wyposażenie zabezpieczające
- Użytkowanie zgodne z przeznaczeniem
- Ryzyko szczątkowe
- Przepisy bezpieczeństwa
- Wskazówki dot. użytkowania osobistego wyposażenia ochronnego:
- Wskazówki dot. pracy:
- Wskazówki dot. konserwacji i utrzymania sprawności:
- Zbrojenie / Ustawianie
- Podłączenie do sieci
- Wymiana narzędzi
- Wymiana płytek wymiennych
- Praca
- Uruchomienie
- Włączanie i wyłączanie
- Frezowanie zaciosów
- Zaznaczanie zaciosu
- Ustawianie frezarki do zaciosów
- • Ustawianie głębokości frezu na 0:
- • Ustawianie wskaźnika trasowania:
- - Ogranicznik
- równoległy:
- • Ustawianie maszyny do trasowania:
- Frezowanie zaciosu
- Wymiary frezarki
- Frezowanie spłaszczeń, wpustów i czopów
- Konserwacja i utrzymanie sprawności
- Maszyna
- Narzędzia
- Składowanie
- Usuwanie usterek
- Wyposażenie specjalne
- Rysunek z rozbiciem na części i lista części zamiennych
- Obsah
Marka : Mafell
Model : ZK 115 Ec
Kategoria : Frezarka