
WT 1014 - Machine de soudure Weller - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil WT 1014 Weller au format PDF.
| Type de produit | Station de soudage |
| Marque | Weller |
| Modèle | WT 1014 |
| Alimentation | 230 V AC (estimation) |
| Puissance maximale | 150 W (pic) |
| Plage de température | 100 - 450 °C (estimation) |
| Température de veille | Réglable de 100 à 300 °C ou désactivée |
| Temporisation veille | Réglable de 1 à 99 minutes ou désactivée |
| Temporisation arrêt auto | Réglable de 1 à 999 minutes ou désactivée |
| Fonction Window | Plage de tolérance réglable ±1-99 °C |
| Verrouillage | Code à 3 chiffres (001-999) |
| Offset température | Réglable ±40 °C (±72 °F) |
| Températures fixes | 2 valeurs réglables activables |
| Rétroéclairage LCD | Réglable de 0 à 100 % |
| Sortie libre de potentiel | Sélectionnable Zero Smog ou robot |
| Compensation de potentiel | 4 modes (direct, indirect, etc.) |
| Détection d'outil | Automatique |
| Pannes compatibles | Outils Weller compatibles (max 90 W continu) |
| Dimensions (L x l x H) | env. 150 x 100 x 80 mm (estimation) |
| Poids | env. 2 kg (estimation) |
| Entretien | Nettoyage et étamage réguliers de la panne |
| Sécurité | Mise à la terre, compensation de potentiel |
| Pièces détachées et réparabilité | Pannes de rechange, outils compatibles |
| Réglages d'usine | Réinitialisable par combinaison de touches |
FOIRE AUX QUESTIONS - WT 1014 Weller
Questions des utilisateurs sur WT 1014 Weller
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de soudure au format PDF gratuitement ! Retrouvez votre notice WT 1014 - Weller et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil WT 1014 de la marque Weller.
MODE D'EMPLOI WT 1014 Weller
Vous pouvez accéder au menu 1 en actionnant la touche de menu.
Temp. stand-by
La température de veille est une valeur prédéterminable sur laquelle un outil de soudage est réglé en cas de non-utilisation.
| Option Description | |
| OFF État de veille désactivé (réglage usine 180°C (360°F) | |
| 100-300 °C | Temp. Stand-by, réglable individuellement |
| 200-600 °F | |
Durée de mise en veille (désactivation de la température)
Les outils de soudage dont la poignée est pourvue d'un Le capteur intégré dans l'outil détecte le changement d'état et désactive l'état de veille sitôt que l'outil est déplacé.
Les outils de soudage dépourvus de capteur d'utilisation sont réglés sur la température de veille en cas de non-utilisation après écoulement du temps de veille prédéfini.
Une pression sur les touches UP et DOWN permet d'arrêter l'état de veille.
| Option Description |
| OFF État de veille désactivé (réglage usine 2 min) |
| 1-99 min Temps. Stand-by, réglable individuellement |
Temps OFF
En cas de non-utilisation de l'outil de soudage, son chauffage est désactivé après écoulement du temps OFF. La désactivation de la température s'effectue indépendamment de la fonction de veille réglée. La température réelle est affichée de façon clignotante et sert d'affichage de chaleur résiduelle. „AUTO-OFF" apparaît à l'affichage.
La chaleur résiduelle est affichée tant que l'outil de soudage se refroidit.
En outre, l'affichage « Cooling » (« Refroidissement ») clignote sur l'écran.
Dès que la température descend au-dessous de 50 °C (122 °F), l'écran affiche OFF et le rétroéclairage est désactivé.

Une pression simultanée des touches UP et DOWN permet d'arrêter l'état OFF.
| Option Description |
| OFF Temps OFF désactivé (réglage usine 10 min) |
| 1-999 min Temps OFF, réglable individuellement |

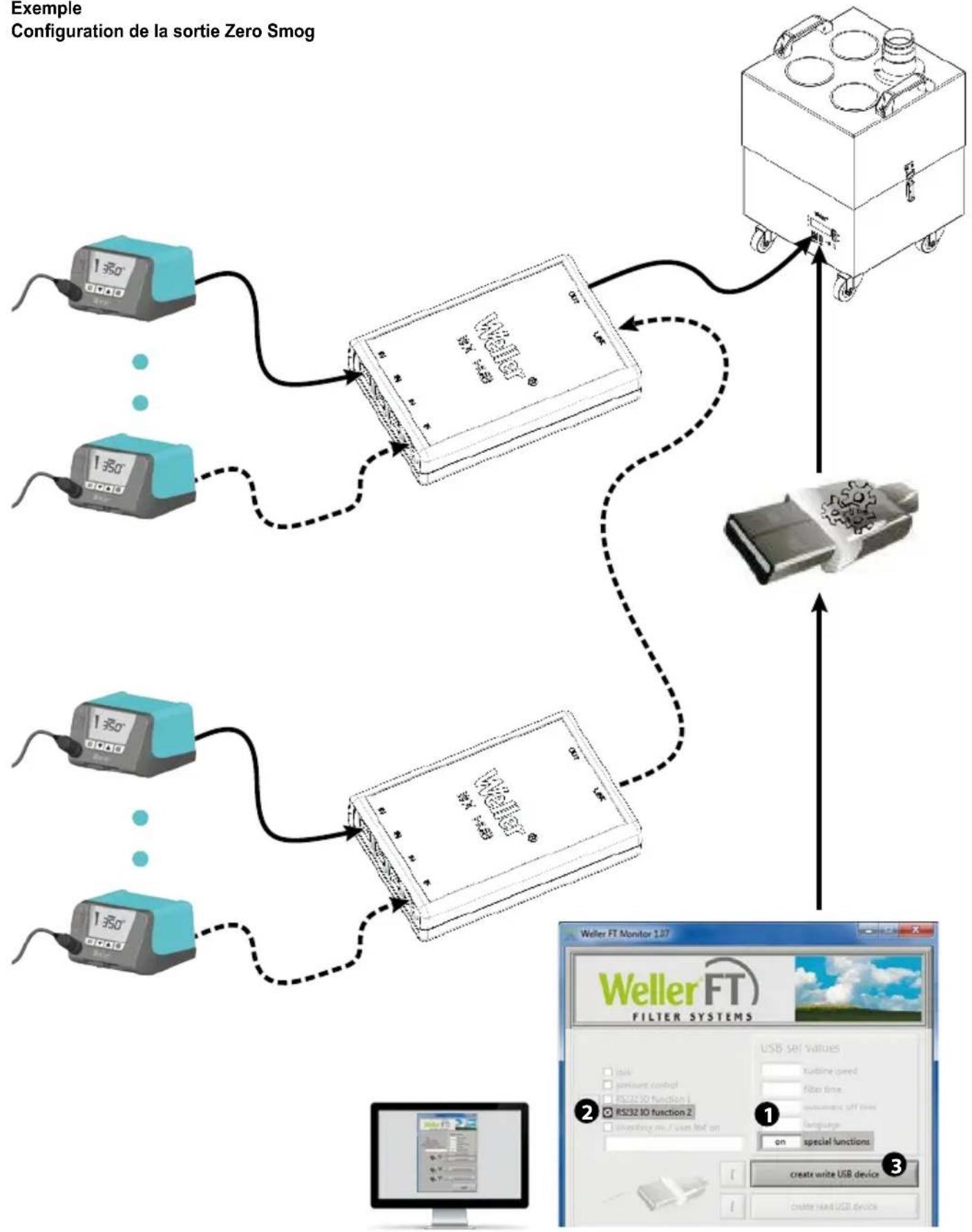
Option 1 (réglage usine)
Régler la sortie de commutation libre de potentiel sur ES FE.
Limitation de la plage de réglage à ± 1-99 °C (±1-180 °F) en partant d'une température verrouillée grâce à la fonction « LOCK ».
La température verrouillée se situe ainsi au milieu de la fenêtre de température réglable.
Option 2:
Régler la sortie de commutation libre de potentiel sur ES rob.
En partant d'une température réglée et verrouillée, la fonction WINDOW permet de régler une fenêtre de température de ± 1 -99 °C (±1 -180 °F). Si la température réelle se situe dans ladite fenêtre, le contact libre de potentiel (sortie sur opto-coupleur) est commuté.
Option Description
| OFF Fonction | Window désactivé (réglage usine OFF) |
| 1-99 °C | Fonction Window, réglable individuellement |
| 1-180 °F |
LOCK
Verrouillage de la station. Aucune modification de réglage n'est possible sur l'outil après verrouillage.
Exception 1: Boutons de température fixe activés.
Exception 2: Fonction Window Option 1.
Tous les autres réglages ne peuvent plus être modifiés jusqu'au déverrouillage.
Régler le code de verrouillage à trois chiffres souhaité (entre 001-999) et le valider à l'aide de la touche de menu.
Le verrouillage est actif (un cadenas est visible à l'affichage).

Déroverrouiller la station
Appuyer sur la touche de menu. L'affichage ON apparaît sur l'écran,
Régler le code de verrouillage à trois chiffres.
Valider le code à l'aide de la touche de menu.
Code oublié ?
Veuillez vous adresser à notre service client : technical-service@weller-tools.com

La température réelle de la panne à souder peut être adaptée en entrant un décalage de température (offset) de ± 40 °C (± 72 °F).
Commutation de l'unité de température.
| Option Description | |
| °C Celsius | |
| °F Fahrenheit | |
Menu 2
Une pression prolongée (3 secondes) sur la touche de menu vous permet d'accéder au menu 2.
Températures fixes
Activation des 2 températures fixes réglables individuellement.
Option Description
| ON Températures fixes activé |
| OFF Températures fixes désactivé (réglage usine) |
| ,Lorsqu”elles sont activées, les températures fixes peuvent être sélectionnées et modifiées à l”aide des touches UP et DOWN.‘ |
Rétroéclairage
| Option Description |
| 0-100% Luminosité LCD (réglage usine 80%) |
Sortie de commutation libre de potentiel
Sélection de la sortie Zero Smog ou sortie robot
Option Description
| ES FE Sortie | Zero Smog activée (réglage usine) |
| ES rob Sortie | robot activée |
Sensibilité
| Option Description | |
| 1 | Insensible – réagit à un mouvement fort (long) |
| 2 | ⋮ |
| 3 | -Standard (réglage usine) |
| 4 | ⋮ |
| 5 | -Sensible - réagit à un mouvement léger (court) |
Exemple
Configuration de la sortie Zero Smog
flowchart
graph TD
A["1 350 0000"] --> B["Weller 5.4"]
C["1 350 0000"] --> B
D["1 350 0000"] --> E["Weller 5.4"]
F["1 350 0000"] --> E
G["1 350 0000"] --> H["Weller 5.4"]
I["1 350 0000"] --> J["Weller 5.4"]
K["1 350 0000"] --> L["Weller 5.4"]
M["1 350 0000"] --> N["Weller 5.4"]
O["1 350 0000"] --> P["Weller 5.4"]
Q["1 350 0000"] --> R["Weller 5.4"]
S["1 350 0000"] --> T["Weller 5.4"]
U["1 350 0000"] --> V["Weller 5.4"]
W["1 350 0000"] --> X["Weller 5.4"]
Y["1 350 0000"] --> Z["Weller 5.4"]
AA["1 350 0000"] --> AB["Weller 5.4"]
AC["1 350 0000"] --> AD["Weller 5.4"]
AE["1 350 0000"] --> AF["Weller 5.4"]
AG["1 350 0000"] --> AH["Weller 5.4"]
AI["1 350 0000"] --> AJ["Weller 5.4"]
AK["1 350 0000"] --> AL["Weller 5.4"]
AM["1 350 0000"] --> AN["Weller 5.4"]
AO["1 350 0000"] --> AP["Weller 5.4"]
AQ["1 350 0000"] --> AR["Weller 5.4"]
AS["1 350 0000"] --> AT["Weller 5.4"]
AU["1 350 0000"] --> AV["Weller 5.4"]
AW["1 350 0000"] --> AX["Weller 5.4"]
AY["1 350"] --> AZ["2"]
BA["1 350"] --> BB["3"]
BC["1 350"] --> BD["4"]
BE["1 350"] --> BF["5"]
BG["1 350"] --> BH["6"]
BI["1 350"] --> BJ["7"]
BK["1 350"] --> BL["8"]
BM["1 350"] --> BN["9"]
BO["1 350"] --> BP["10"]
BQ["1 350"] --> BR["11"]
BS["1 350"] --> BT["12"]
BU["1 350"] --> BV["13"]
BW["1 350"] --> BX["14"]
BY["1 350"] --> BZ["15"]
CA["1 350"] --> CB["16"]
CC["1 350"] --> CD["17"]
CE["1 350"] --> CF["18"]
DG["1 350"] --> DH["19"]
DI["1 350"] --> DJ["20"]
DK["1 350"] --> DL["21"]
DV["1 350"] --> DV2["22"]
Réinitialisation aux réglages d'usine
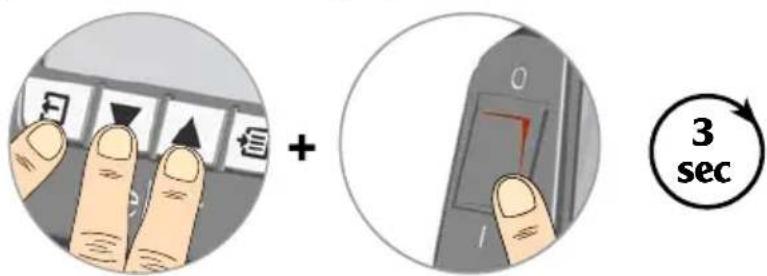
Lors de la mise sous tension : Appuyer sur les touches Exit, UP et DOWN pendant 3 secondes
Détection d'outil et limite de surcharge
, WT 1 et WT 1H disposent d'une détection d'outil automatique qui affecte à l'outil respectif connecté les paramètres de régulation correspondants.
Seuls les outils compatibles sont pris en charge pour éviter toute surcharge de la station :
WT 1 max. 90 W :
*puissance maximale 150 Watt
Compensation de potentiel
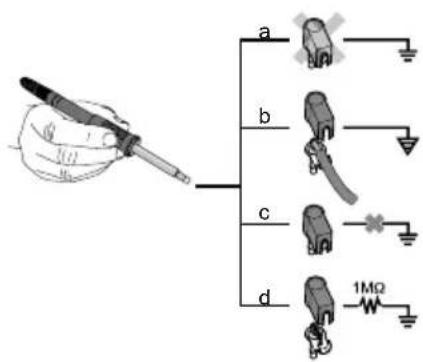
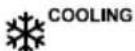
Les différents modes de commutation de la douille jack de 3,5 mm offrent 4 variantes possibles :
| a Mise à la terre directe sans | connecteur (état au moment de la livraison). |
| b Compensation de potentiel | avec connecteur, câble de compensation sur le contact central. |
| c Sans potentiel avec connecteur | |
| d Mise à la terre indirecte | avec connecteur et résistance soudée. Mise à la terre via la résistance sélectionnée. |
Soudage et dessoudage
Effectuer les travaux de soudage conformément au mode d'emploi de votre outil de soudage raccordé.
Traitement des pannes
- Lors de la première mise en température, étamer la panne pour supprimer les couches d'oxyde et les impuretés dues au stockage.
- Au cours des pauses de soudage et avant de reposer le fer à souder, toujours s'assurer que la panne est bien étamée.
- Ne pas utiliser de flux trop agressif. Toujours s'assurer que la panne est bien fixée.
- Choisir une température de travail aussi basse que possible.
- , Choisir la forme de panne la plus grande possible pour l'application. Règle de base : env. aussi grande que la soudure à réaliser.
- Garantir un transfert de chaleur à grande surface entre la panne et le point de soudage en étamant correctement la
panne.
- Éteindre le système de soudage en cas de longues pauses de travail ou utiliser la fonction Weller de réduction de température en cas de non utilisation.
- Enduire la panne de matériau d'apport de soudage avant de déposer le fer à souder pendant une période prolongée.
- Déposer directement la soudure sur le point de soudage et non sur la panne.
- Changer de panne à l'aide de l'outil prévu à cet effet.
- Ne pas user de force mécanique sur la panne.
Remarque
, Les blocs d'alimentation ont été réglés pour une taille de panne moyenne. Des différences sont donc possibles en cas de changement de panne ou d'utilisation de panne de formes différentes.
, Messages d'erreur et élimination des défauts,
| Message / symptôme Cause possible Remède | ||
| • Affichage „- - -“ • ,L“outil n“a pas été détecté ,• Outil défectueux• Outil non compatible | • ,Contrôler le raccordement de l“outil au niveau de l“appareil ,• ,Contrôler l“outil raccordé , | |
| • ,Pas de fonctionnement de l“affichage‘ (Afficheur éteint) | • Pas de tension de réseau | • ,Enclencher l“interrupteur d“alimentation ,• Contrôler la tension de réseau• ,Contrôler la protection de l“appareil , |
| • OFF | • Station en état de veille ou en mode OFF | • ,Réactiver l“outil de soudage à l“aide des touches UP ou DOWN‘ |
| • ,L“outil reste froid‘ | • Station en état de veille ou en mode OFF | • Déplacer les fers• ,Réactiver l“outil de soudage à l“aide des touches UP ou DOWN‘ |
| • ,Affichage de température sur l“écran‘• ,L“outil reste froid‘ | • Chauffage défectueux | • ,Contrôler / remplacer l“outil de soudage‘ |
| • ,La station ne fonctionne pas comme d“habitude‘ | • Paramètres déréglés | • ,Réinitialisation de la station aux réglages d“usine‘ |
| • Modifications de réglage impossibles | • Station verrouillée • Déverrouiller la station | |
| • Zero Smog ne démarre pas • Pas de tension de réseau• Aucun signal présent | • ,Contrôler l“alimentation de réseau‘• ,Contrôler le câblage d“interface‘• ,Contrôler le réglage d“interface‘ | |
