
PD 250/E - металлический токарный станок PROXXON - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно PD 250/E PROXXON в формате PDF.
| Тип изделия | Токарный станок по металлу |
| Бренд | PROXXON |
| Модель | PD 250/E |
| Расстояние между центрами | 250 мм |
| Высота центров | 70 мм |
| Высота над станиной | 43 мм |
| Зажимная способность (внутренние кулачки) | 2 – 27 мм (макс. 75 мм) |
| Зажимная способность (наружные кулачки) | 25 – 71 мм |
| Перемещение поперечного суппорта | 60 мм |
| Перемещение верхнего суппорта | 45 мм |
| Скорость вращения | 400 – 1600 об/мин (регулируется ремнем) |
| Автоматическая подача | 0,05 или 0,1 мм/об (в зависимости от шестерен) |
| Метрическая резьба | Шаг: 0,5; 0,625; 0,7; 0,75; 0,8; 1,0; 1,25; 1,5 мм |
| Материал станины | Ребристый серый чугун с полированными призматическими направляющими |
| Патрон | 3-кулачковый (стандартная емкость 35 мм, макс. 68 мм с обратными кулачками) |
| Задняя бабка | Да, с конусом МК1 |
| Защита патрона | С автоматическим отключением двигателя |
| Уровень шума | Может превышать 85 дБ(А) - используйте наушники |
| Комплектация включает | Вращающийся центр, резцедержатель, набор инструментов, набор сменных шестерен, зубчатый ремень |
| Питание | От сети (230 В ~ 50 Гц, ориентировочно) |
Часто задаваемые вопросы - PD 250/E PROXXON
Вопросы пользователей о PD 250/E PROXXON
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего металлический токарный станок в формате PDF бесплатно! Найдите своё руководство PD 250/E - PROXXON и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. PD 250/E бренда PROXXON.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ PD 250/E PROXXON
При чтении руководства по эксплуатации просьба открывать страницы с рисунками.
text_image
23 22 1 2 21 26 3 1 20 19 18 4 4 6 7 8 9 24 25 17 16 15 14 13 12 11 10Fig. 1
Уважаемый покупатель!
С покупкой токарного станка PD 250/E компании PROXXON Вы приобретаете высококачественное изделие. Самые современные технологии производства и методы контроля гарантируют высокую
надежность этого у стройства.
Данное руководство содержит:
- У казания по безопасности
- Рекомендации по эксплуатации и техническому обслуживанию
• Перечень запасных частей
Просьба учитывать перечисленные ниже рекомендации.
Использование настоящего р уководства
- облегчает изучение устройства,
- поможет избежать неполадок в работе, вызванных неквалифицированным обслуживанием, и
• увеличит срок службы Вашего у стройства.
Всегда держите это руководство под рукой!
Приступайте к эксплуатации данного станка только после подробного ознакомления с руководством по эксплуатации и в ходе работы строго соблюдайте изложенные в нем правила.
Компания PROXXON не несет ответственности за безопасную работу устройства, если:
- о борудование применяется не по предписанному для него назначению;
- используется для целей, не упомянутых в руководстве;
- не с облюдаются указания по безопасности.
Гарантийные обязательства для потребителя аннулируются в случае:
- несоблюдения правил эксплуатации;
- недостаточного уровня технического обслуживания.
В целях обеспечения собственной безопасности обязательно соблюдайте указания по безопасности.
Применяйте только фирменные запасные части PROXXON.
Мы оставляем за собой право на дальнейшие усовершенствования изделия с учетом требований технического прогресса.
Желаем Вам успехов в освоении и применении нашего устройства
Указания по безопасности:
Не допускать беспорядка в рабочей зоне.
Беспорядок в рабочей зоне всегда означает возрастание риска несчастного случая. Помните, что во время работы необходимо время от времени очищать рабочее место от деревянной стружки.
PROXXON GmbH
Станок должен быть установлен и надежно закреплен на ровном прочном основании.
В любом случае следует удостовериться, что станок во время работы не может упасть или опрокинуться. Для закрепления станка в его нижней части выполнены отверстия, через которые станок может быть соединен винтами с основанием.
Перед каждым использованием проверять станок на отсутствие повреждений.
Перед каждым пуском строгального станка в действие проверять исправность станка – в особенности, режущего инструмента, защитных приспособлений, а также присоединительного кабеля и штепселя.
Просьба учитывать следующее: Дефектные детали, особенно поврежденные защитные устройства, разрешается заменять только с пециалисту или представителю сервисной службы PROXXON с использованием только оригинальных запчастей фирмы PROXXON.
Запрещаются любые манипуляции с приобретенным Вами станком!
Не вносите никаких изменений в станок, не производите никаких манипуляций со станком! Это может ухудшить механическую и электрическую безопасность – в частности, существует опасность поражения электрическим током и дополнительной угрозы Вашей безопасности. Следствием этого могут быть травмы и материальный ущерб.
Никогда не работать без предусмотренных защитных устройств.
В любом случае следить, чтобы защитный кожух патрона станка во время работы был опущен вниз, а при подъеме защитного кожуха патрона происходило надежное отключение двигателя.
Учитывать влияние окружающей среды!
Станок разрешается использовать только в сухой атмосфере при отсутствии вблизи него горючих жидкостей или газов. Обеспечить хорошее освещение!
Носить защитные очки!
Пользоваться средствами защиты органов слуха!
Уровень звукового давления при работе станка может превышать 85 дБ (А), в связи с этим следует работать только в защитных наушниках!
Носить подходящую рабочую одежду!
Во время работы не допускается ношение неплотно прилегающих к телу предметов одежды (например, галстуков или шейных платков), которые могут быть затянуты в станок его подвижными компонентами или автоматически перемещаемой заготовкой, и стать причиной травмы. Если у Вас длинные волосы, надевайте сетку для волос, а также снимайте украшения..
Не использовать поврежденные или деформированные токарные резцы.
Обязательно следить за безупречным состоянием токарных резцов. Каждый раз перед вводом в действие визу-ально проверять их на отсутствие повреждений!
Не допускать нахождения в рабочей зоне и рядом с ней детей и п осторонних лиц.
Необходимо позаботиться о том, чтобы дети и посторонние лица находились на достаточно большом безопасном удалении от рабочей зоны! Лицам моложе 16 лет разрешается
использовать станок только под руководством специалиста и только с целью обучения. Неиспользуемый станок должен храниться в месте, не доступном для детей!
Не допускать перегрузки Вашего и инструмента!
Оптимальных результатов можно достигнуть только при работе в диапазоне мощностей, на который рассчитан станок! Поэтому не устанавливайте режущий инструмент на чрезмерно большую толщину снимаемого с лоя! Используйте Ваш станок только в соответствии с его назначением и не применяйте его для работ, для которых он не предназначен.
Будьте всегда внимательны и о сторожны!
Наблюдайте за станком во время работы и действуйте рационально. Не используйте станок, если Вы не можете сконцентрировать свое внимание или устали, или находится в состоянии алкогольного опьянения.
Аккуратно обращайтесь с п рисоединительным кабелем!
Необходимо защищать присоединительный кабель от теплового воздействия и от соприкосновения с острыми кромками и прокладывать кабель так, чтобы предотвратить его повреждение. Не использовать кабель для извлечения штепселя из розетки, а также не поднимать станок с зацеплением за кабель. Следить за чистотой кабеля: защищать кабель от воздействия жира и масла!
По окончании работы тщательно очистить станок! Вынуть сетевой штепсель из электрической розетки!
При длительной паузе в работе со станком, перед техническим обслуживанием, сменой инструмента, очисткой или ремонтом всегда вынимать сетевой штепсель из розетки! очистке относится также удаление стружки!
Перед началом работы со станком внимательно прочитать руководство по эксплуатации и тщательно хранить его!
Содержание
Предисловие 116
Указания по безопасности 116
Условные обозначения 117
Описание станка 118
Технические данные 118
Монтаж и установка 118
Управление при помощи маховичков 118
Включение автоматической подачи 119
Работа с задней бабкой 119
Выбор токарного резца 119
Установка токарного резца в резцедержатель 119
Регулировка частоты вращения шпинделя 120
Расчет максимальной частоты вращения шпинделя 120
Закрепление заготовки в токарном патроне 120
Переворачивание зажимных кулачков токарного патрона 120
Включение станка 120
Продольная обточка 121
Торцевание 121
Конусная обточка 121
Отрезка заготовки 121
| Обработка длинных заготовок при помощи задней бабки и упорного центра | 122 |
| Монтаж сменных зубчатых колес для нарезания резьбы | 122 |
| Нарезание резьбы токарным резцом | 123 |
| Нарезание резьбы при помощи верхней каретки суппорта | 123 |
| Нарезание левой резьбы | 123 |
| Дополнительная оснастка для токарного станка PD 250/E | 123 |
| Монтаж приспособления для обточки в центрах | 123 |
| Удаление упорного центра | 124 |
| Четырехкулачковый патрон | 124 |
| Приспособление с цанговым зажимом и цанговые зажимы | 124 |
| Закрепление сверлильного патрона | 124 |
| Ремонт и техническое обслуживание | 124 |
| Очистка | 124 |
| Регулировка зазора направляющих | 125 |
| Регулировка зазора маховичков | 125 |
| Декларация соответствия требованиям EC | 125 |
| Заказ запасных частей | 126 |
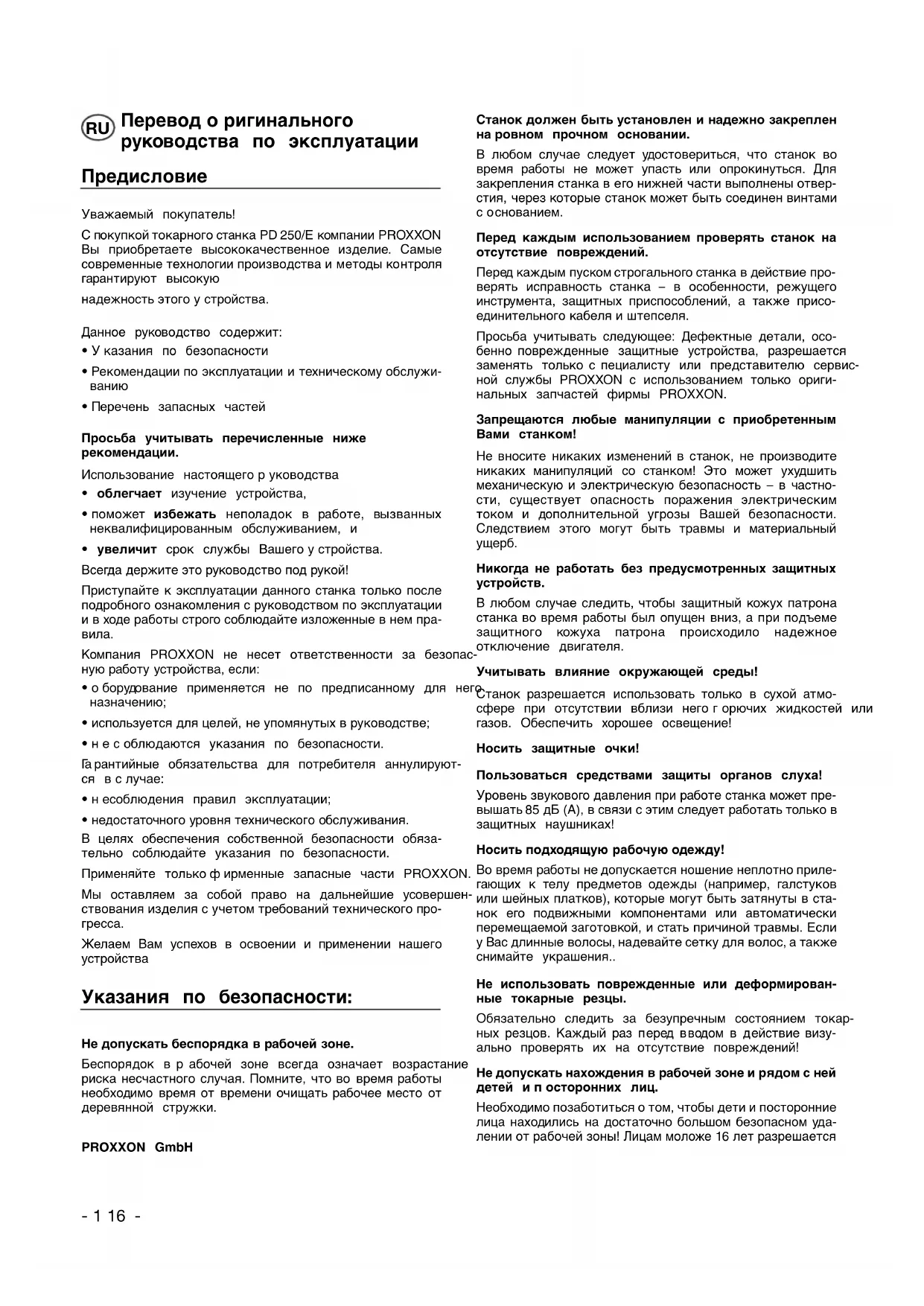
Условные обозначения (рис. 1)
- Шпиндель главный
-
Патрон токарный
-
Держатель токарного резца
- Центр упорный, совместно вращающийся
- Фланец для унифицированной фрезерной головки
- Пиноль
- Винт зажимной для пиноли
- Бабка задняя
- Маховичок установочный для пиноли
- Маховичок для ходового винта
- Винт зажимной для задней бабки
- В инт ходовой
- Маховичок установочный для верхней каретки суппорта
- Каретка суппорта верхняя
- С уппорт
- К аретка поперечная
- Маховичок установочный для поперечной каретки
- Выключатель соединительный для автоматической подачи
- Крышка магазина для сменных зубчатых колес с таблицей частоты вращения
- Переключатель «левое вращение – стоп – правое вращение»
- Выключатель главный
- Индикатор рабочего режима
- Регулирование
- Ключ торцовый шестигранный
- Ключ для токарного патрона
- Кожух патрона
Описание станка
Токарный станок PD 250/E компании PROXXON – это система с в оzmожностью расширения с
- п олноволновой электроникой для обеспечения высокого крутящего момента во всем диапазоне частоты вращения,
• автоматической подачей,
• т окарным патроном и
• с совместно вращающимся упорным центром
для обработки стали, латуни, алюминия и пластмассы. Д торцевания, продольной обточки, конусной обточки и нарезания резьбы. С с соответствующей дополнительной оснасткой станок пригоден также для сверления, фрезерования и вытачивания пазов. Благодаря станине станка из серого чугуна, усиленной ребрами жесткости, со шлифованными призматическими направляющими, обеспечивается работа без вибраций.
Те хнические данные
Расстояние между центрами 230 мм
Высота центров 70 мм
Высота от суппорта 43 мм
Диапазон зажима
- Внутренние кулачки 2 - 27 мм, max. 75 мм
- Н аружные кулачки 25 - 71 мм
Длина хода поперечной каретки 60 мм
Длина хода верхней каретки суппорта 45 мм
Внутренний диаметр шпинделя 10,5 мм
Конусное отверстие на стороне зажима MK2
Резцедержатель для резцов 8x8 мм
Габаритные размеры станка 560x270x170 мм
Bec ok. 12 кг
Допустимый шаг резьбы 0,5/0,625/0,7/0,75
Значения частоты вращения шпинделя
- п осредством перекидывания клинового ремня: 300/900/ и 3 000/мин
- посредством регулирования в диапазоне от 25% до 100%
Подача 0,05 и 0,1 мм/об
Длина хода пиноли 30 мм
Пиноль для конуса Морзе MK 1
Электродвигатель
Напряжение: 230 В, 50/60 Гц переменного тока
Потребляемая мощность: 140 В т
Уровень шума: ≤ 70 д Б(А)
Для использования только в з акрытых помещениях!
Утилизация устройства вместе с бытовыми отходами не допускается!

Всегда работать с использованием средств для защиты слуха!
Необходимо носить защитные очки!


Монтаж и у становка
В стандартное оснащение токарного станка PD 250/E компании PROXXON входят следующие компоненты:
- токарный станок в комплекте с электродвигателем,
- с автоматической подачей,
- трехкулачковый патрон с патронным ключом и
- кожухом патрона с принадлежностями,
• с совместно вращающийся упорный центр,
• комплект инструментов, - комплект сменных зубчатых колес для нарезания резьбы,
• р езцедержатель
• сменные зубчатые ремни.
Опорная поверхность должна быть плоской, виброустойчивой и прочной. Станок должен быть закреплен на устойчивом верстаке в с пециально предусмотренных отверстиях.
Внимание!
При подъеме станка необходимо учитывать, что пластмассовая крышка магазина для зубчатых колес должна быть закрыта. Иначе крышка может сломаться.
При поставке в се незащищенные металлические детали подвергнуты консервации для защиты от коррозии. Перед первым использованием станка необходимо удалить все консервирующие средства керосином. Сразу после этого необходимо хорошо смазать все открытые направляющие и шпиндели / ходовые винты. Привинтить защитный кожух патрона.
Управление при помощи маховичков
Внимание!
Если суппорт не перемещается или перемещается только с большим трудом, слегка отпустите винт (1) (рис. 3).
Указание:
При повороте на один оборот маховичков для ходового винта, поперечной каретки, верхней каретки суппорта и пиноли задней бабки осуществляется подача на 1 мм.
Внимание!
При включенной автоматической подаче перемещение суппорта вручную невозможно.
- Вращайте маховичок 2 (рис. 3) для поперечной каретки, каретка с резцедержателем перемещается поперек станины.
Пример: Один оборот маховичка соответствует подаче на глубину 1 мм, это приводит к уменьшению диаметра на 2 мм. - Вращайте маховичок 3 для верхней каретки суппорта, каретка перемещается параллельно станине.
-
Вращайте маховичок 1 (рис. 4) для перемещения суппорта, суппорт 2 перемещается в продольном направлении.
-
Вращайте маховичок 1 (рис. 5) для пиноли, пиноль перемещается в п родольном направлении.
Включение автоматической подачи
Внимание!
Включайте подачу только в с состоянии останова.
- Поверните выключатель 1 (рис. 6) вправо.
- Для выключения подачи поверните выключатель влево.
- При затрудненном ходе слегка поверните маховичок ходового в инта.
Внимание!
При включенной автоматической подаче никогда не допускайте противовращения суппорта или токарного резца относительно токарного патрона или задней бабки.
Указание:
При включенной подаче суппорт перемещается – в зависимости от комбинации зубчатых колес – на 0,05 или 0,1 мм за один оборот.
При регулировке подачи учитывайте данные на наклейке на внутренней стороне магазина для зубчатых колес.
При нормальном направлении вращения шпинделя (правое вращение) и включенной автоматической подаче суппорт всегда перемещается справа налево. Такая подача является также нормальной при обточке.
Разумеется, суппорт можно отвести в исходное положение также а втоматически:
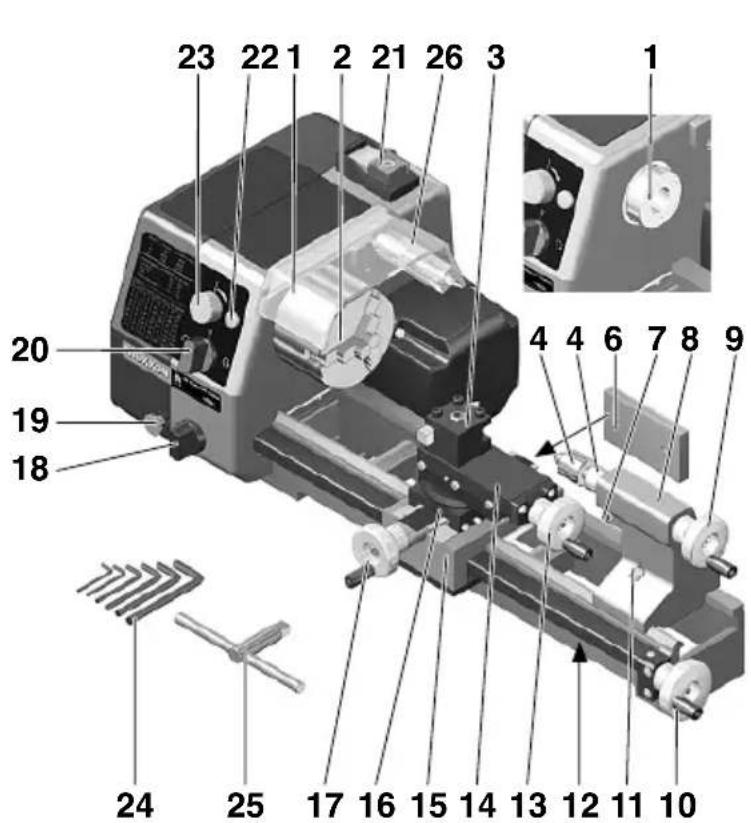
для этого выключите станок, немного выдвиньте токарный резец и затем установите переключатель 2 (рис. 2) на левое вращение.
Указание:
На пиноле предусмотрено отверстие для сверлильного патрона или совместно вращающегося упорного центра с конусом Морзе, т ипоразмер MK 1.
Внимание!
Коническое отверстие всегда должно быть абсолютно чистым.
Грязь и, прежде всего, металлическая стружка ухудшают точность обработки и могут привести пиноль или конус в непригодное состояние.
Работа с з адней бабкой
- Отпустите зажимной винт 4 (рис. 7), передвиньте заднюю бабку 2 на направляющей в требуемое положение и снова затяните зажимной винт.
- Для использования, например, упорного центра 1 (рис. 7) выдвиньте пиноль прибл. на 10 мм, для чего поверните маховичок 3.
- С усилием вручную вставьте упорный центр 1 (рис. 7) с конусом в пиноль. Конус установлен с плотной посадкой, и его невозможно вытянуть наружу.
- Для раскрепления вставленного инструмента поверните маховичок 3 в лево до упора.
- Затем поверните прибл. еще на один оборот, преодолевая сопротивление. Конус высвобождается, и его можно удалить.
Указание:
Пиноль можно закрепить в любом положении, для чего необходимо затянуть винт 5 (рис. 7).
Выбор токарного резца
Внимание!
Для надлежащей токарной обработки необходимо неукоснительно соблюдать следующие пункты:
- должен быть правильно выбран токарный резец, пригодный для соответствующей цели,
- режущая кромка токарного резца должна быть острой,
- режущая кромка токарного резца должна находиться точно в « центре»,
- и обработка должна выполняться при правильной частоте вращения.
Расточные токарные резцы (а) (рис. 8)
- используются для растачивания.
Отрезные резцы (b)
- для прорезания пазов и для отрезки заготовок.
Резцы для нарезания резьбы (с) - и спользуются для нарезания наружной резьбы.
Чистовые или узкие чистовые резцы (d)
- и используются для получения чистой поверхности при небольшой толщине снимаемого с лоя материала.
Правые упорные проходные резцы (e)
- используются, чтобы за короткое время снять как можно больше стружки в правом направлении обработки без учета качества поверхности заготовки (так называемая «черновая обработка»).
Левые упорные проходные резцы (f)
- используются, чтобы за короткое время снять как можно больше стружки в л евом направлении обработки без учета качества поверхности заготовки (так называемая «черновая обработка»).
Установка токарного резца в резцедержатель
Внимание!
При закреплении токарного резца необходимо обеспечить минимально возможную длину выступающей части из зажима. Большая выступающая часть приводит к колебаниям, неточностям и нечистой поверхности.
- Выверните оба крепежных винта 1 (рис. 9) настолько, чтобы выбранный токарный резец 3 точно входил в отверстие.
- Вставьте токарный резец 3 и затяните крепежные винты 1.
- Подведите токарный резец к упорному центру 4 и проверьте правильность установки по высоте.
Указание:
При отклонениях высоты необходимо подложить по всей площади металлические пластинки 2 (например, щупы для регулировки зазоров в к лапанах).
Резцедержатель позволяет одновременно устанавливать и закреплять два токарных резца. Это упрощает работы, так
как после настройки токарных резцов в промежутках между отдельными операциями обработки одной заготовки нужно только повернуть резцедержатель, чтобы выполнять работы с соответствующим подходящим резцом.
Для этого просто ослабить винт 5 с внутренним шестигранником, повернуть резцедержатель и снова затянуть винт 5. Безусловно, при необходимости так можно вообще отрегулировать угол установки резца относительно заготовки.
Регулировка частоты вращения шпинделя
Внимание!
Перед работой в магазине для зубчатых колес необходимо обязательно вынуть сетевой штепсель.
Опасность получения травмы!
Частота в рращения шпинделя должна быть отрегулирована в соответствии с материалом заготовки и ее диаметром.
Расчет максимальной частоты вращения шпинделя
Если известна максимальная скорость резания для определенного материала, можно вычислить требуемую частоту вращения шпинделя.
скорость резания x 1 0 0 0
диаметр заготовки x 3,14 = частота вращения шпинделя
Пример:
Требуется обточить заготовку диаметром 20 мм, со скоростью резания 50 м/мин. Получаем:
50 x 1 0 0 0
20 × 3,14 = 796/МИН
Чтобы установить следующую более высокую частоту вращения, необходимо перекинуть клиновой ремень (рис. 10).
В данном случае частота вращения составляет 1600/мин. Теперь при помощи регулятора необходимо установить требуемую частоту вращения, при этом следует учитывать, что регулятор рассчитан на диапазон частот вращения от 25% до 100%, т.е. в нашем примере от 400/мин до 1600/мин.
- Отпустить зажимной винт на магазине для зубчатых колес и открыть крышку.
- Ослабить устройство натяжения ремня 1 (рис. 10).
- Установить соответствующую частоту вращения путем перекидывания клинового ремня согласно рис. 11.
- Снова затянуть устройство натяжения ремня. Необходимо учитывать подходящее натяжение клинового ремня. При слишком сильном натяжении повышается износ ремня и подшипника, и снижается мощность электродвигателя.
- Перед началом токарной обработки снова закройте магазин для зубчатых колес.
Закрепление заготовки в т окарном патроне
Внимание!
Если заготовки закрепляются только в токарном патроне без контропоры, обеспечиваемой задней бабкой, выступающая часть (рис. 12) не должна превышать трехкратный диаметр заготовки (длина = 3 x D).
Указание:
Нормальный токарный патрон состоит из трех стальных зажимных кулачков, которые равномерно перемещаются и автоматически центрируют крупую заготовку.
В нормальном положении возможно закрепление заготовок диаметром до 35 мм. После переворачивания зажимных кулачков в озможно закрепление заготовок диаметром до 68 мм.
Внимание!
Не оставляйте в токарном патроне вставленный ключ. Опасность получения травмы!
- При помощи ключа 2 наверните токарный патрон 2 (рис. 12) настолько, чтобы заготовка точно входила в отверстие.
- Прочно зажмите заготовку и в выньте ключ из патрона.
- Проверьте заготовку на отсутствие радиального биения, при необходимости отрегулируйте.
Внимание!
Если закрепляется слишком длинная заготовка, которая проводится через шпиндель и в выступает влево, возникает повышенный риск получения травмы. В этом случае соблюдайте особую осторожность, следите, ч тобы вращающийся вал не захватил какие-нибудь предметы. Обеспечьте особую з ащиту этой опасной зоны.
Переворачивание зажимных кулачков токарного патрона
Внимание!
Вынуть сетевой штепсель из розетки!
Внимание!
Не закрепляйте заготовки, диаметр которых превышает 68 мм. В этом случае усилие зажима кулачков слишком мало, и заготовка может раскрепиться.
Опасность несчастного с лучая!
- Внимание: Зажимные кулачки пронумерованы! Раскройте токарный патрон настолько, чтобы высвободить зажимные кулачки из патрона.
- Переверните зажимные кулачки и сначала вставьте № 1 в одну из трех направляющих (рис. 13).
- Нажмите на кулачок № 1 в направлении центра токарного патрона и одновременно поверните ключ патрона в направлении «закрепления».
- Когда кулачок № 3 будет захвачен червяком, вставьте кулачок № 2 в с ледующую направляющую (по часовой стрелке) .
- Повторите описанный выше процесс с кулачками № 2 и № 1.
- Сразу после этого проверьте, что все кулачки находятся в о тцентрированном положении.
- Если Вы снова хотите работать с патроном с внутренними кулачками, повторите вышеописанные операции, но в обратном порядке.
Включение станка
Внимание!
Перед включением станка необходимо проверить, что: в патроне нет ключа, кулачки токарного патрона не выступают и в о пасной зоне нет людей.
При включении инструмента з ажимные штифты, оставшиеся в отверстиях патрона, могут разлетаться с высокой скоростью или заедать при пуске. Опасно: Несоблюдение этого правила может привести к тяжелым травмам или материальному ущербу!
Станок можно включать только, если обрабатываемая заготовка закреплена в патроне. Иначе кулачки могут ослабиться и т равмировать Вас.
Внимание:
Всегда работайте в предусмотренном диапазоне мощности! Не допускайте блокировок шпинделя, связанных с перегрузкой. Если в процессе работы шпиндель заблокирован, немедленно выключите инструмент и для возобновления работы отрегулируйте подачу и поперечную подачу таким образом, чтобы не перегружать инструмент.
Внимание!
Перед включением сетевого штекера необходимо проверить, совпадают ли параметры на фирменной табличке с данными Вашей местной электросети. В случае несовпадения возможны повреждения или опасные состояния!
Внимание!
Во время работ необходимо постоянно носить противовумные наушники и защитные очки!
Внимание!
Избегайте ненормального положения тела! Обеспечьте удобное положение тела и сохраняйте равновесие.
Внимание!
При пуске в эксплуатацию и эксплуатации системы PD 250 просим учитывать следующее. Данный станок оснащен автоматическим устройством контрольно-блокировочного выключения и поэтому может работать только при откину-том вниз защитном кожухе патрона! Как только защитный кожух патрона во время эксплуатации окажется в верхнем положении, произойдет автоматическое отключение двигателя! Работать только при опущенном вниз защитном кожухе патрона! Если этот кожух неисправен, дальнейшая эксплуатация станка запрещается!
Избегайте ненормального положения тела! Обеспечьте удобное положение тела и сохраняйте равновесие.
Внимание!
Включайте станок только в с состоянии останова.
- Установите переключатель режима работ 2 (рис. 2) в положение „0“.
- Включите главный выключатель 1. Теперь индикатор рабочего режима должен гореть.
- Для нормальной обточки поверните переключатель 2 вправо.
- Для левого вращения поверните переключатель влево.
- После завершения работы снова выключите главный выключатель станка. Только теперь станок полностью отключен от сети.
Продольная обточка
Указание:
Основные области применения токарного станка – это обточка параллельно оси вращения и о бработка цилиндрических предметов.
- Выберите частоту вращения шпинделя в соответствии с таблицей на Вашем токарном станке.
- Установите требуемую частоту вращения шпинделя, для чего перекиньте ремни в магазине для зубчатых колес (см. предыдущий раздел).
- Закрепите в резцедержателе правый упорный проходной резец 2 (рис. 14) (см. предыдущий раздел).
- Отключите автоматическую подачу 3.
- Подведите суппорт к заготовке справа налево.
- Отрегулируйте глубину резания при помощи поперечной каретки 1.
Внимание!
Перед включением станка проверьте рукой свободное вращение шпинделя, патрона и з аготовки. Не допускайте вращения суппорта или токарного резца, противоположного направлению вращения токарного патрона.
-
Включите станок (правое вращение).
-
Выполните подачу вручную или включите автоматическую подачу 3, при этом не допускайте перегрузки станка.
Указание:
Если верхняя каретка суппорта не используется, целесо-образно зафиксировать ее винтом 4 (рис. 14). Результат токарной обработки улучшается путем устранения зазора.
Торцевание
Указание:
Этот вид обработки используется для плоской обточки торца заготовки.
- Сместите правый упорный проходной резец прибл. на 2° - 3° (рис. 15).
- Перемещайте поперечную каретку с токарным резцом снаружи внутрь (к центру).
Внимание!
При заготовках увеличенных диаметров скорость резания в н управлении снаружи внутрь значительно отличается. Поэтому подача поперечной каретки должна быть осторожной и медленной.
Конусная обточка
Верхняя каретка суппорта (рис. 16) оснащена шкалой, и может быть наклонена в обе стороны на 45° для конусной обточки. Для этого о тпустите крепежный винт 1, отрегулируйте верхнюю каретку суппорта и затем снова затяните винт.
Отрезка заготовки
Внимание!
Закрепите отрезной резец так, чтобы обеспечить минимально возможную длину выступающей части из зажима (половина диаметра заготовки + 1мм). Таким же образом закрепите заготовку так, чтобы обеспечить минимально возможную длину выступающей части из зажима. Обеспечьте точную высоту заостренного конца отрезного резца. Работайте при низкой частоте вращения и, по возможности, охлаждайте резец.
-
Закрепите отрезной резец в резцедержателе под прямым углом.
-
Осторожно перемещайте поперечную каретку с т окарным резцом снаружи внутрь (к центру).
Обработка длинных заготовок при помощи задней бабки и у порного центра
Внимание!
Если выступающая из патрона часть больше, чем 3-кратный диаметр заготовки, необходимо закрепить правый конец заготовки при помощи задней бабки с упорным центром.
- Для этого в высверлите центровое отверстие на правом конце заготовки.
- Для этого подрежьте торец на правом конце.
- Вставьте сверлильный патрон (дополнительная осна- стка) в заднюю бабку и з акрепите центровое сверло.
- Заднюю бабку со сверлильным патроном и центровым сверлом подведите кторцу заготовки.
- Включите станок и высверлите центровое отверстие при помощи подачи пиноли.
- Снова замените сверлильный патрон совместно вращающимся упорным центром 1 (рис. 17).
- Введите центр в центровое отверстие и зафиксируйте заднюю бабку 3.
- Выполняйте поперечную подачу 2 пиноли до тех пор, пока не будет устранен зазор.
- Зафиксируйте пиноль стопорным винтом 4.
Монтаж сменных зубчатых колес для нарезания резьбы
Указание:
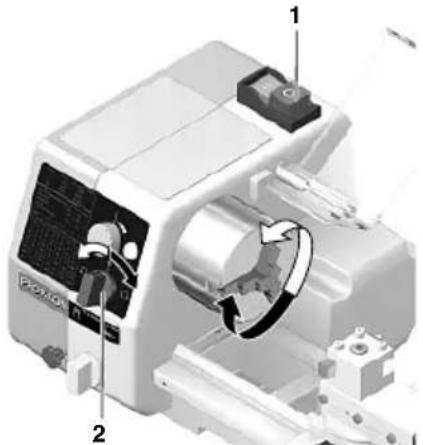
На токарном станке PD 250/E компании PROXXON можно нарезать метрическую резьбу с ш агом: 0,5 (M3), 0,625, 0,7 (M4), 0,75, 0,8 (M5), 1,0 (M6), 1,25 (M8), и 1,5 (M10).
Станок PD 250/E поставляется со смонтированным кронштейном зубчатых колес и комбинацией сменных зубчатых колес для автоматической подачи 0,05 мм/об. Для нарезания резьбы нужно только заменять сменные зубчатые колеса, смонтированные на кронштейне зубчатых колес.
Указание:
Число зубьев выбито на всех сменных зубчатых колесах. Если, например, требуется нарезать резьбу с шагом 1,0 мм, в таблице в магазине для зубчатых колес приведены следующие данные:
W 15 – зубчатое колесо с 15 зубьями на главном шпинделе. Это зубчатое колесо уже смонтировано на валу и замене не подлежит.
| mm | ||||
| W | Z1 | Z2 | L | |
| 0.5 (M3) | 15 | 15 | 20 | 40 |
| 0.625 | 15 | 15 | 25 | 40 |
| 0.7 (M4) | 15 | 15 | 28 | 40 |
| 0.75 | 15 | 15 | 30 | 40 |
| 0.8 (M5) | 15 | 15 | 32 | 40 |
| 1.0 (M6) | 15 | 15 | 20 | 20 |
| 1.25 (M8) | 15 | 15 | 25 | 20 |
| 1.5 (M10) | 15 | 15 | 30 | 20 |
Z_1 15 - Z 20 – промежуточное колесо с 15 зубьями для зубчатого ремня главного шпинделя с жестко соединенным зубчатым колесом с 20 зубьями для ходового винта.
L20 - зубчатое колесо с 20 зубьями для ходового винта.
- Отпустите зажимной винт 1 (рис. 18) и немного приподнимите кронштейн колес 2, чтобы снять зубчатый ремень 4.
- Удалите крепежные винты 3 и 5 нормальных колес для автоматической подачи.
- При помощи болта 2, шайбы, промежуточной втулки и гайки закрепите сменное зубчатое колеср Z _2 Zc 1 5/20 зубьями (рис. 19) на кронштейне колес 3.
Внимание!
Гайку крепежного болта 2 пока не затягивайте: Пока еще должна быть возможность бокового смещения! Сменное зубчатое колесо "ZZ₂" с вободно вращается между шайбой и втулкой. Шайба предотвращает соскакивание зубчатого ремня с зубчатого колеса "Z₁".
- Выверните резьбовую шпильку 1, снимите сменное зубчатое колесо "L40" и замените сменным зубчатым колесом "L20".
Указание:
Лицевая сторона сменного зубчатого колеса ходового винта "L" всегда должна быть направлена к токарному патрону.
Зажим резьбовой шпилькой 1 должен выполняться на части вала с лыской.
Внимание!
Чтобы обеспечить между сменными зубчатыми колесами достаточный зазор, при совместном перемещении сменных зубчатых колес необходимо проложить между зубьями полоску газетной бумаги. Толщина
бумаги приблизительно соответствует необходимому зазору между зубьями.
- Сдвиньте ось сменного зубчатого колеса "Z 1 -Z 2 " на к ронштейне таким образом, чтобы она вошла в зацепление с колесом ходового винта "L", и затем затяните гайку крепежного б олта 2.
- Для обеспечения соединения между зубчатыми колесами наложите короткий зубчатый ремень на главный шпиндель "W" и "1Z
- Нажатием вниз опустите кронштейн колес 3 и затяните зажимной винт 4.
Нарезание резьбы токарным резцом
Указание:
Для выполнения описанных ниже работ заготовка должна быть окончательно обработана, и иметь требуемый наружный диаметр резьбы. Рекомендуется обточить в начале резьбы фаску.
Резьбонарезной резец должен быть закреплен точно под углом 90°!
Внимание!
При нарезании резьбы необходимо работать при минимальной частоте вращения и с облюдать исключительную осторожность.
- Закрепите заготовку.
- Выключите автоматическую подачу и у становите токарный резец в исходное положение.
- Включите станок и установите на правое вращение (переключатель 2, рис. 20).
- При помощи поперечной каретки 1 произведите подачу токарного резца на глубину и подключите подачу 3.
- После нарезания требуемой длины резьбы выключите станок 2.
Внимание!
Автоматическая подача должна оставаться включенной до окончательного нарезания резьбы. При отключении между отдельными рабочими операциями дальнейшая обработка невозможна.
Переключайте выключатель двигателя только п осле полного останова токарного патрона. Немедленное переключение приводит к повышенному износу и уменьшает срок службы двигателя.
- Немного отведите назад токарный резец с поперечной кареткой.
- Отведите суппорт в исходное положение, для этого переключите направление вращения главного шпинделя.
- Выполните подачу токарного резца на глубину и повторяйте описанные выше рабочие операции до тех пор, пока не будет получена требуемая высота профиля резьбы.
Нарезание резьбы при помощи верхней каретки суппорта
Высококачественную резьбу можно нарезать только при помощи верхней каретки суппорта.
Подача резьбонарезного резца на глубину выполняется, как описано выше, при помощи поперечной каретки.
Однако при этом необходимо сдвинуть верхнюю каретку суппорта на 0,025 мм, соответственно, сначала влево и затем вправо.
При нарезании резьбы стружка всегда снимается только с одной стороны.
Только при достижении полной высоты профиля резьбы в заключение выполняется еще одно полное врезание с небольшой подачей на глубину.
Нарезание левой резьбы
Для нарезания левой резьбы необходимо установить промежуточное зубчатое колесо 1 (рис. 21) между "Z 1 -Z 2 " и колесом ходового винта "L1".
Таким образом направление вращения ходового колеса изменится на противоположное. При вращающемся вправо патроне суппорт перемещается слева направо.
Монтаж и последовательность рабочих операций остаются такими же, как описано выше.
Дополнительная оснастка для токарного с танка PD 250/E
Указание:
Нижеперечисленные дополнительные принадлежности не входят в объем поставки.
Монтаж приспособления для обточки в центрах (No. 24014)
Указание:
Длинные заготовки закрепляются между центрами главного шпинделя и задней бабки. На обоих торцах заготовки необходимо высверлить по одному центровому отверстию.
Точно обработанную цилиндрическую заготовку можно получить только, если вертикальные и горизонтальные положения центров совпадают.
Внимание!
При использовании неподвижного упорного центра в задней бабке требуется непрерывное смазывание центра и центрового отверстия для предотвращения перегрева.
- Выверните три крепежных винта трехкулачкового патрона и с нимите патрон.
- Тщательно очистите посадочные поверхности поводкового патрона, упорного центра, также их посадочные поверхности на главном шпинделе.
- Установите упорный центр 4 (рис. 22) в посадочное отверстие 1 главного шпинделя.
- Насадите поводковый патрон 2 и з акрепите тремя винтами 3.
- На левой стороне введите захватывающий штифт в одно из трех продольных отверстий поводкового патрона и вставьте упорный центр в центровое отверстие.
- Надвиньте токарный хомутик 1 (рис. 23) (захватывающий штифт кнаружи) и затяните крепежные винты 2.
- Зафиксируйте заготовку на правом конце при помощи задней бабки и неподвижного или совместно вращающегося упорного центра.
Удаление упорного центра
- Введите подходящий стержень из алюминия или латуни в главный шпиндель слева направо.
- Зафиксируйте упорный центр и высвободите его легким ударом по стержню.
Четырехкулачковый патрон (No. 24036)
Указание:
Благодаря возможности раздельного перемещения кулачков, можно закреплять круглые, овальные и прямоугольные заготовки, а также заготовки, имеющие неправильную форму поперечного сечения. Закрепление можно производить по центру и ли эксцентрично.
В отличие от трехкулачкового патрона, в данном случае центрирование заготовки должно выполняться вручную.
Внимание!
Вынуть сетевой штепсель из розетки!
- Демонтируйте трехкулачковый патрон и смонтируйте четырехкулачковый патрон.
- Раскройте четыре кулачка, очистите опорные поверхности и слегка, на глаз, зажмите заготовку.
- Подведите суппорт с токарным резцом к торцовой поверхности заготовки.
- Поверните патрон рукой, чтобы выявить отклонения от симметрии.
- Для выполнения точной регулировки раскройте один кулачок и подрегулируйте противоположный кулачок.
- Затяните все четыре кулачка равномерно крест-накрест
Внимание!
При нормальном положении зажимных кулачков можно закреплять только заготовки с длиной кромки не более 30 мм, в перевернутом положении – с длиной кромки до 80 мм. Надежное закрепление более крупных заготовок невозможно! Опасность несчастного случая!
Приспособление с цанговым зажимом и цанговые зажимы (No. 24038)
Указание:
Приспособление с цанговым зажимом особенно пригодно для высокоточной обработки круглых деталей. При этом плавность вращения значительно выше, чем при обработке с к улачковым патроном.
Внимание!
Вынуть сетевой штепсель из розетки!
Внимание!
Всегда используйте только цанговый зажим, который точно подходит к заготовке.
Цанговые зажимы слишком большого диаметра разрушаются.
Внимание!
Никогда не затягивайте накидную гайку, если заготовка не вставлена.
- Выверните три крепежных винта трехкулачкового патрона и с нимите патрон.
- Тщательно очистите посадочную поверхность базирующего приспособления для цангового зажима 2 (рис. 24) и посадочную поверхность главного шпинделя 1.
- Смонтируйте базирующее приспособление для цангового зажима 2 при помощи четырех крепежных винтов 3.
- Вставьте цанговый зажим 6 и лишь слегка наверните накидную гайку 5.
- Вставьте в цанговый зажим подходящую заготовку и затяните накидную гайку 5 при помощи стальных штифтов 4.
Закрепление сверлильного п атрона (No. 24020)
- Удалите из пиноли совместно вращающийся упорный центр.
- Тщательно очистите конус и отверстие патрона от смазки и грязи.
- Вставьте цапфу в пиноль и с усилием насадите сверлильный патрон.
Указание:
Раскрепление сверлильного патрона выполняется так же, как для совместно вращающегося упорного центра.
Вертикальный люнет (No. 24010)
Люнет особенно пригоден для вытачивания длинных заготовок диаметром до 40 мм.
- Выверните крепежный винт 4 (рис. 25) и установите крепежную плиту 3 п оперек.
- Установите люнет на направляющую станины и переместите в требуемое положение.
- Наклоните крепежную плиту 3 п араллельно основанию люнета и з атяните крепежный винт 4.
- Отпустите все зажимные винты 1 и подведите отдельные установочные кулачки 2 к заготовке.
- Проверьте, что заготовка установлена в люнет без зазора и снова затяните зажимные винты 1.
Внимание!
Кулачки 2 должны лишь касаться заготовки, но не зажимать ее. Иначе возникает опасность, что на поверхности заготовки появятся царапины, а двигатель будет перегружен.
Если в месте опоры заготовка не круглая и не гладкая, ее необходимо предварительно обточить. Во время обтачивания необходимо непрерывно смазывать кулачки и заготовку.
Ремонт и техническое обслуживание
Очистка
Внимание!
Перед проведением любых работ по регулировке и техническому обслуживанию вынуть сетевой штепсель из розетки! Существует опасность получения тяжелых травм или
повреждений при самопроизвольном пуске станка или опасность поражения электрическим током!
- После использования станка тщательно очистить его от стружки кистью или щеткой с ручкой. Сжатый воздух для очистки не применять.
- На все подвижные детали, шпиндели и н аправляющие необходимо регулярно наносить смазку или масло.
С внешней стороны корпус можно затем протереть мягкой, а при необходимости – влажной тряпкой. При этом допускается использование мягкого мыла или другого подходящего моющего средства. Не разрешается применять растворители или спиртосодержащие очистители (например, бензин, спирты для очистки и т. п.), так как они могут оказывать агрессивное воздействие на пластмассовые детали корпуса.
Внимание!
Замену шнура питания должен производить только сервисный центр компании PROXXON или квалифицированный специалист.
Регулировка зазора направляющих (рис. 27)
Указание:
Даже при регулярном нанесении на направляющие смазки или масла невозможно предотвратить возникновение в них зазора через некоторое время.
Способ действия, описанный здесь на примере верхней каретки суппорта, одинаков для всех направляющих, поэтому он по аналогии применим и к другим направляющим приобретенного Вами токарного станка. Поэтому здесь не рассматривается каждая направляющая отдельно. Регулируйте состояние направляющих согласно изречению: Как раз так "плотно", как нужно, но есть возможность двигаться так легко, как только можно!
Помните: Если направляющие установлены слишком плотно, это приводит к увеличению трудозатрат на обслуживание и в вызывает повышенный износ!
- Ослабить контграйки 1 регулировочных винтов 2 для верхней каретки суппорта 3 при помощи ключа с открытым зевом 5 и с легка отвернуть их.
- Равномерно закручивать регулировочные винты 2 при помощи шестигранного торцового ключа 4 до тех пор, пока зазор не исчезнет.
- Снова затянуть контграйки 1. При этом регулировочные винты 2 удерживать при помощи шестигранного гаечного ключа 5 в их положении, чтобы они снова не сместились.
- Проверните станок и немного выверните резьбовую шпильку 2 (рис. 28).
- В заключение проверить, что суппорт все еще можно легко перемещать и что он движется полностью без зазора.
Регулировка зазора маховичков (Fig. 29):
Так же, как и у направляющих, безусловно и у маховичков не избежать износа при эксплуатации, из-за которого зазор (иертвый ход) медленно, но постоянно увеличивается. Чтобы свести его к минимуму, необходимо выполнить следующие действия:
- Удерживать маховичок и отвернуть колпачковую гайку
-
Слегка повернуть маховичок вправо.
-
Снова затянуть колпачковую гайку, при этом удерживать маховичок.
В этом случае помните:
Полное устранение зазора (мертвого хода) и слишком "жесткая" настройка для маховичков нецелесообразна. Если маховички установлены слишком плотно, это приводит к повышенным трудозатратам на обслуживание и вызывает повышенный износ!
Утилизация:
Не выбрасывать устройство в бак для бытовых отходов! В состав устройства входят ценные материалы, которые можно подвергнуть вторичной переработке. Если у Вас возникнут вопросы, касающиеся данного а спекта, просим обращаться к местным предприятиям, специализирующимся на утилизации отходов, или в другие коммунальные службы соответствующего профиля.
Декларация соответствия требованиям ЕС
Название и адрес:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Наименование изделия:
PD 250/E
Артикул №: 24002
Настоящим мы под свою единоличную ответственность заявляем, что данное изделие соответствует требованиям следующих директив и нормативных документов:
Директива ЕС 2014/30/EG по электромагнитной совместимости
DIN EN 55014-1/05.2012
Директива ЕС 2006/42/EG по машиностроению
DIN EN 61029-1 /01/2010
Дата: 17.10.2016

Дипл. инж. Йорг Вагнер
PROXXON S.A.
Сектор безопасности оборудования
Лицом, уполномоченным согласно Документации ЕС, является лицо, подписавшее документ.
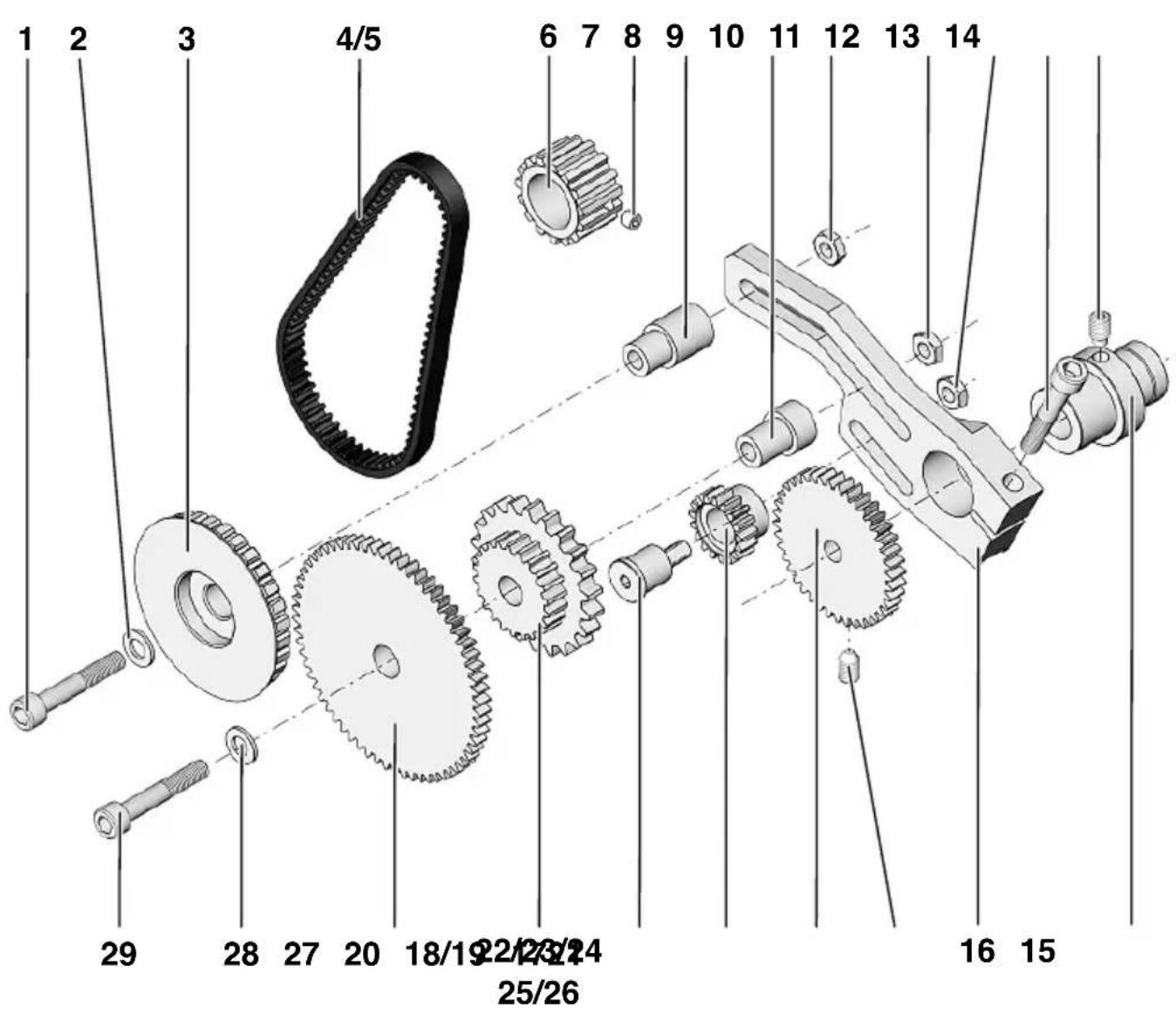
text_image
1 2 3 4/5 6 7 8 9 10 11 12 13 14 29 28 27 20 18/19 22/23/24 25/26 16 15RU Сервисное обслуживание
Все изделия компании PROXXON после изготовления проходят тщательный контроль. Если все же обнаружится дефект, обратитесь к Продавцу, у которого приобретено изделие. Именно он отвечает по всем предусматриваемым законом претензиям по гарантийным обязательствам, касающимся исключительно дефектов материалов и изготовления.
Гарантия не распространяется на ненадлежащее применение, такое, например, как перегрузка, повреждение вследствие постороннего воздействия, а также естественный износ.
Дополнительные указания по теме "Сервисное обслуживание и запчасти" см. На сайте www.proxxon.com.


