DB 250 - некатегоризировано PROXXON - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно DB 250 PROXXON в формате PDF.

Вопросы пользователей о DB 250 PROXXON
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего некатегоризировано в формате PDF бесплатно! Найдите своё руководство DB 250 - PROXXON и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. DB 250 бренда PROXXON.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ DB 250 PROXXON
При чтении руководства по эксплуатации просьба открывать страницы с рисунками.
RUSS 26
Fig. 1
Уважаемый покупатель!
Для безопасной и квалифицированной эксплуатации токарного станка по дереву внимательно ознакомьтесь с прилагаемыми указаниями по безопасности и эксплуатации.
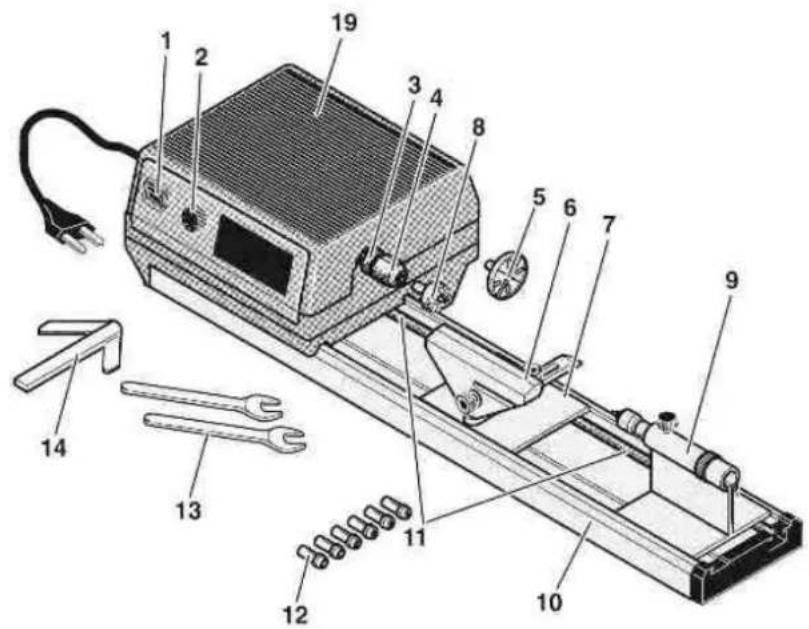
Общий вид (рис. 1):
- Двухпозиционный выключатель
- Кнопка регулирования частоты вращения
- Поверхность под ключ
- Шпиндель с цанговым зажимным приспособлением
- Приспособление для крепления изделия
- Суппорт
- Опорная плита
- Поводковая оправка
- Задняя бабка с пинолью
- Станина
- Отверстия для крепления к столу
- Цанги
- Зажимный ключ
- Центровочная линейка
Описание станка
Малогабаритный токарный станок по дереву DB 250 производства фирмы PROXXON представляет собой идеальное устройство для вытачивания мелких изделий из дерева или аналогичных материалов. Этот токарный станок не предназначен для обработки металлов. В комплект базовой оснастки входят: 6 цанг (2, 3, 4, 6, 8 и 10 мм), 2 зажимных ключа. 1 вращающийся упорный центр, 1 поводковая оправка. 1 приспособление для крепления изделия, а также 1 центровочная линейка.
Технические данные
Напряжение: 220 - 240 В, 50/60 Гц
Мощность: 100 Вт, 30 мин.
Скорость вращения: 1000 – 5000 об/мин
Межцентровое расстояние: ок. 250 мм
Высота центров 40 мм
Сквозное отверстие шпинделя: 10 мм
Размеры: ок. 490 x 150 x 95
Bec: 2,0 кг
Уровень шума: <70 дБ(А)
Только для работы в сухих помещениях
Устройство класса защиты II
Не выбрасывать устройство в бак с бытовым мусором!



Дополнительные указания по безопасности
- При наладочных работах отсоединить сетевой штекерный разъем!
- Перед подключением сетевого кабеля необходимо убедиться в том, что устройство выключено!
- Перед включением устройства всегда задавать минимальную скорость вращения!
- Всегда работать в защитных очках!
- При работе не носить просторные перчатки или свободную одежду!
- Не работайте с заготовками, имеющим сильные отклонения от круглости.
Монтаж токарного станка по дереву
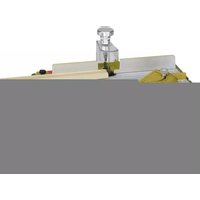
Перед началом работ токарный станок зафиксировать на устойчивой деревянной доске при помощи шурупов. После этого деревянную доску можно зафиксировать на столе при помощи струбцин (рис. 2).^
Эксплуатация
Зажим круглых прутков в цанге
Цанги, входящие в комплект поставки, гарантированно позволяют осуществлять зажим круглых прутков со следующими диаметрами: 2, 3, 4, 6, 8 и 10 мм. Для этого ходовой винт 1 электродвигателя (рис. 3) заблокировать при помощи ключа и отвинтить гайку 2. Заложить нужную цангу 3 и слегка затянуть гайку. Обрабатываемое изделие 4 заложить в цангу и слегка затянуть от руки. От руки проверить вращение без радиального биения. Затем при помощи второго ключа плотно затянуть гайку.
Указание!
Не допускать чрезмерной затяжки гайки, которая может привести к повреждению цанг!
Длинные обрабатываемые изделия необходимо дополнительно направлять со стороны задней бабки.
При этом действуйте в соответствии с описанием в главе «Зажим длинных обрабатываемых изделий», см. следующую страницу.
Зажим круглых прутков в приспособлении для крепления изделия
Зажим круглых деревянных заготовок, очень толстых по отношению к их длине
- При помощи центровочной линейки отметьте две линии пропила (рис. 4). Затем при помощи тонкого пильного полотна сделайте пропилы по линиям на глубину 2 мм.
- В месте пересечения обеих линий просверлите отверстие диаметром ок. 2 мм, глубиной 5 мм.
- Насадите изделие на держатель, как это показано на рис. 5, и завинтите до отказа.
- Изделие вместе с держателем закрепите в ходовом винте 1 двигателя, как это описано в главе «Зажим круглых прутков».
-
Заднюю бабку 1 (рис. 6) переместить к торцу изделия и плотно зафиксировать на станине при помощи гайки с накаткой 2.
-
При помощи гайки с накаткой 3 передвинуть вращающийся центр к изделию настолько, чтобы он слегка вошел в него и, таким образом, обеспечил его фиксацию.
Зажим длинных изделий (толщиной более 10 мм)
- Поводковую оправку 1 (рис. 7) вставить в ходовой винт двигателя и затянуть до упора (как это описано для зажима круглых прутков).
- Заднюю бабку переместить к торцу изделия, как это показано на рис. 8, и плотно зафиксировать на станине при помощи гайки с накаткой, в точности соблюдая указания, изложенные в предшествующей главе.
- При помощи гайки с накаткой 3 передвинуть вращающийся центр к изделию настолько, чтобы он слегка вошел в него и, таким образом, обеспечил его фиксацию.
- Опору 1 инструмента отрегулировать таким образом, чтобы расстояние до обрабатываемого изделия составляло ок. 2 мм (рис. 9). При помощи винта 2 кронштейн можно зафиксировать в нужном положении.
- При необходимости боковой наклон опоры инструмента можно отрегулировать, предварительно ослабив барашковый винт.
Зажим коротких изделий под поперечную обточку
Если вытачиваются тарелки или изделия аналогичной формы, обрабатываемое изделие необходимо прочно навинтить на держатель (рис. 5). При этом следите за тем, чтобы винты не выступали из изделия даже после обработки. Опасность получения травмы!
Совет. Особо короткие изделия крепят следующим образом: промежуточную плиту навинчивают на держатель (как описано выше) и изделие фиксируют на промежуточной плите при помощи контактной ленты с двусторонним клейким покрытием.
Продольная обточка
Указание!
- Проверачивая изделие вручную, проверьте, вращается ли изделие строго концентрично.
- Суппорт 1 (рис. 9) отрегулировать таким образом, чтобы расстояние до обрабатываемого изделия составляло ок. 2 мм.
- Винт 2 затянуть до упора.
- При обточке держите резец согласно указаниям на рис. 9.
Поперечная обточка
- Винт 1 (рис. 10) ослабить и суппорт 2 повернуть на 90°.
- Отрегулировать расстояние до обрабатываемого изделия и снова затянуть до упора винт 1.
Чистовая обработка изделия
После обточки изделие можно отшлифовать на средней скорости вращения при помощи мелкозернистой абразивной шкурки, а также покрасить кистью на минимальной скорости вращения. При шлифовании следите за тем, чтобы абразивная шкурка не обматывалась вокруг изделия (рис. 11). Опасность получения травмы!
Техническое обслуживание
Внимание!
Перед выполнением любых работ по техническому обслуживанию и очистке необходимо отсоединить сетевой штекерный разъем.
После использования
Станок тщательно очистить от стружки при помощи кисти или мягкой ветоши. Не допускать перекрытия вентиляционных отверстий.
Утилизация
Не выбрасывайте станок в бак с бытовыми отходами! Он содержит ценные материалы, которые могут быть вторично переработаны. При возникновении вопросов об утилизации просим обращаться к местным предприятиям, специализирующимся на утилизации отходов, или в другие коммунальные службы соответствующего профиля.
Декларация о соответствии требованиям ЕС
Настоящим мы под свою личную ответственность заявляем, что это изделие отвечает требованиям следующих стандартов ЕС:
- Директива EU по низковольтному оборудованию, 2006/95/EG
• DIN EN 61029-1 / 12.2003 - Директива EU по машинному оборудованию, 2006/42/EG
• DIN EN 61029-1 / 12.2003 - Директива EU по электромагнитной совместимости, EMV 2004/108/EG
• DIN EN 55014-1 / 09.2003
• DIN EN 55014-2/08.2002
• DIN EN 61000-3-2/10.2006
• DIN EN 61000-3-3/06.2006

Дипл. инж. Йорг Вагнер
16.10.2008
PROXXON S.A.
Сектор безопасности оборудования