PD 250/E - Metalldrehmaschine PROXXON - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts PD 250/E PROXXON als PDF.
| Produkttyp | Metalldrehmaschine |
| Marke | PROXXON |
| Modell | PD 250/E |
| Spitzenweite | 250 mm |
| Spitzenhöhe | 70 mm |
| Höhe über Bett | 43 mm |
| Spannkapazität (Innenbacken) | 2 – 27 mm (max. 75 mm) |
| Spannkapazität (Außenbacken) | 25 – 71 mm |
| Querschlittenweg | 60 mm |
| Oberschlittenweg | 45 mm |
| Drehzahl | 400 – 1600 U/min (riemenverstellbar) |
| Automatischer Vorschub | 0,05 oder 0,1 mm/U (je nach Zahnrädern) |
| Metrisches Gewinde | Steigung: 0,5 ; 0,625 ; 0,7 ; 0,75 ; 0,8 ; 1,0 ; 1,25 ; 1,5 mm |
| Bettmaterial | Grauguss verrippt mit polierten Prismenführungen |
| Spannfutter | 3-Backen (Standardspannbereich 35 mm, max. 68 mm mit umgekehrten Backen) |
| Reitstock | Ja, mit MK1-Kegel |
| Spannfutterschutz | Mit automatischer Motorabschaltung |
| Geräuschpegel | Kann 85 dB(A) überschreiten – Gehörschutz tragen |
| Enthaltenes Zubehör | Mitlaufende Körnerspitze, Werkzeughalter, Werkzeugsatz, Satz Wechselzahnräder, Zahnriemen |
| Stromversorgung | Netz (230 V ~ 50 Hz geschätzt) |
Häufig gestellte Fragen - PD 250/E PROXXON
Benutzerfragen zu PD 250/E PROXXON
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Metalldrehmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch PD 250/E - PROXXON und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. PD 250/E von der Marke PROXXON.
BEDIENUNGSANLEITUNG PD 250/E PROXXON
Beim Lesen der Gebrauchsanweisung Bildseiten herausklappen.
Englisch 16
Fig. 11
Stufe 1
Stufe 2
Stufe 3
Sehr geehrter Kunde!
Beim Kauf der PROXXON Drehmaschine PD 250/E haben Sie sich für ein qualitativ hochwertiges Gerät entschieden. Modernste Produktions- und Prüfverfahren garantieren hohe Zuverlässigkeit dieses Gerätes.
Die vorliegende Anleitung umfasst:
• S icherheitsvorschriften,
• B edienung und Wartung,
• E rsatzteilliste.
Bitte beachten Sie!
Die Benutzung dieser Anleitung
- erleichtert es, das Gerät kennenzulernen,
• vermeidet Störungen durch unsachgemäße Bedienung und
- erhöht die Lebensdauer Ihres Gerätes.
Halten Sie diese Anleitung immer griffbereit.
Bedienen Sie diese Maschine nur mit genauer Kenntnis und unter Beachtung dieser Anleitung.
PROXXON haftet nicht für sichere Funktion des Gerätes
- bei Handhabung, die nicht der üblichen Benutzung entspricht,
- anderen Einsatzzwecken, die nicht in der Anleitung genannt sind,
- b ei Missachtung der Sicherheitsvorschriften.
Sie haben keine Gewährleistungsansprüche bei
• B edienungsfehlern,
• m angelnder Wartung.
Beachten Sie zu Ihrer Sicherheit bitte unbedingt die Sicherheitsvorschriften.
Nur Original PROXXON - Ersatzteile benutzen.
Weiterentwicklungen im Sinne des technischen Fortschrittes behalten wir uns vor.
Wir wünschen Ihnen viel Erfolg mit Ihrem Gerät.
PROXXON GmbH
Sicherheitshinweise:
Unordnung im Arbeitsbereich vermeiden.
Unordnung im Arbeitsbereich bedeutet immer auch ein größeres U nfallrisiko. Denken Sie daran, auch während des Betriebes den Arbeitsplatz hin und wieder von Holzspänen zu säubern.
Gerät eben und sicher auf einem festen Untergrund befestigen.
Stellen Sie in jedem Fall sicher, dass das Gerät auch während des Betriebs nicht herunterfallen oder kippen kann. Dazu sind im Fuß Bohrungen angebracht, durch die der Hobel mit dem Untergrund verschraubt werden kann.
Gerät vor jeder Benutzung auf Beschädigung prüfen.
Überprüfen Sie bitte vor jeder Inbetriebnahme die Hobelmaschine, besonders die Schneidwerkzeuge, die Schutzeinrichtungen sowie das Anschlusskabel und den Stecker. Bitte beachten Sie: Defekte Teile, insbesondere beschädigte Schutzvorrichtungen dürfen nur von einem Fachmann oder dem PROXXON-Kundendienst ausgewechselt werden Verwenden Sie nur Original-Proxxon Ersatzteile.
Manipulieren Sie Ihre Maschine nicht!
Ändern Sie an der Maschine nichts, führen Sie keine Manipulationen durch! Die mechanische und die elektrische Sicherheit könnte beeinträchtigt werden, insbesondere besteht die Gefahr eines elektrischen Schlages und die weitere Beeinträchtigung Ihrer Sicherheit. Verletzungen und Sachschaden können die Folgen sein.
Niemals ohne die vorgesehenen Schutzeinrichtungen arbeiten.
Achten Sie in jedem Falle darauf, dass der Futterschutz der Maschine beim Arbeiten heruntergeklappt wird und die Motorabschaltung beim Anheben des Futterschutzes zuverlässig funktioniert!
Achten Sie auf die Umgebungseinflüsse!
Die Maschine nur in trockener Umgebung und nie in der Nähe von brennbaren Flüssigkeiten oder Gasen benutzen. Sorgen Sie für gute Beleuchtung!
Benutzen Sie eine Schutzbrille!
Tragen Sie einen Gehörschutz!
Der Schalldruckpegel beim Arbeiten mit der Maschine kann 85 dB (A) übersteigen, deswegen nur mit Gehörschutz arbeiten!
Tragen Sie geeignete Arbeitskleidung!
Tragen Sie während des Arbeitens keine weite Kleidung wie z. B. Krawatten oder Halstücher, sie könnte sich während des Betriebs in einem der bewegten Teile oder dem automatisch bewegten Werkstück verfangen und eine Verletzung verursachen. Tragen Sie bei langen Haaren ein Haarnetz und nehmen Sie Schmuck ab.
Keine beschädigten oder verformten Drehstähle verwenden.
Bitte achten Sie unbedingt auf einen einwandfreien Zustand der Drehstähle. Kontrollieren Sie diese vor jeder Inbetriebnahme durch Sichtkontrolle auf ihre U nversehrtheit!
Kinder und unbeteiligte Personen vom Arbeitsbereich fernhalten.
Sorgen Sie dafür, dass Kinder sowie Unbeteiligte einen ausreichend großen Sicherheitsabstand einhalten! Jugendliche unter
16 Jahren dürfen die Maschine nur unterfachlicher Anleitung und zum Zwecke der Ausbildung benutzen. Die unbenutzte Maschine ist für Kinder unzugänglich aufzubewahren!
Überlasten Sie Ihr Werkzeug nicht.
Optimale Arbeitsergebnisse erreichen Sie natürlich nur in einem Leistungsbereich, für den die Maschine ausgelegt ist! Vermeiden Sie deswegen zu große Zustellungen! Zweckentfremden Sie die Maschine nicht und benutzen Sie sie nicht für Arbeiten, für die sie nicht bestimmt ist.
Seien Sie stets bedacht und aufmerksam!
Beobachten Sie die Maschine während der Arbeit und gehen Sie vernünftig vor. Verwenden Sie die Maschine nicht, wenn Sie unkonzentriert oder müde sind oder Alkohol getrunken haben.
Behandeln Sie das Anschlusskabel sorgfältig!
Anschlusskabel vor Hitze und scharfen Kanten schützen und so verlegen, dass es nicht beschädigt werden kann. Kabel nicht benutzen, um den Stecker aus der Steckdose zu ziehen und Gerät nicht am Kabel hochheben. Achten Sie auf Sauberkeit: Schützen Sie das Kabel vor Fett und Öl!
Nach der Arbeit Gerät gründlich reinigen!
Netzstecker ziehen!
Bei Nichtgebrauch, vor Wartung, Werkzeugwechsel, Reinigung oder Reparatur immer den Netzstecker ziehen! Zur Reinigung gehört auch das Entfernen von Spänen!
Bedienungsanleitung vor dem Gebrauch gut durchlesen und sorgfältig aufbewahren!
Inhaltsangabe
Seite
Vorwort 6
Sicherheitsvorschriften 6
Legende 7
Beschreibung der Maschine 8
Technische Daten 8
Montage und Aufstellen 8
Handräder bedienen 8
Automatischen Vorschub einschalten 9
Arbeiten mit dem Reitstock 9
Drehstahl auswählen 9
Drehstahl in den Stahlhalter einsetzen 9
Spindeldrehzahlen einstellen 10
Maximale Spindeldrehzahl berechnen 10
Werkstück in Drehfutter einspannen 10
Tauschen der Spannbacken 10
Maschine einschalten 11
Längsdrehen 11
Plandrehen 11
Kegeldrehen 12
Abstechen eines Werkstückes 12
Bearbeiten längerer Werkstücke mit Reitstock und Körnerspitze 12
Wechselräder für Gewindeschneiden montieren 12
Gewindeschneiden mit dem Drehstahl 13
Gewindeschneiden mit Hilfe des Oberschlittens 13
Schneiden von Linksgewinde 13
Zubehör für Drehmaschine PD 250/E 13
Spitzendreheinrichtung montieren 13
Körnerspitze entfernen 14
Vierbackenfutter 14
Spannzangeneinrichtung und Spannzangen 14
Bohrfutter befestigen 14
Stehlünette 14
Reparatur und Wartung 15
Reinigung 15
Spiel der Führungen einstellen 15
Spiel der Handräder einstellen 15
EG-Konformitätserklärung 15
Ersatzteilliste 126
Legende (Fig.1)
- Hauptspindel
- Drehfutter
- Drehstahlhalter
- Mitlaufende Körnerspitze
- Flanschfläche für Fräseinheit
- Pinole
- Klemmschraube für Pinole
- Reitstock
- Pinolenstellrad
- Handrad für Leitspindel
- Klemmschraube für Reitstock
- Leitspindel
- Stellrad für Oberschlitten
- Oberschlitten
- Support
- Planschlitten
- Stellrad für Planschlitten
- Kupplungsschalter für Automatikvorschub
- Räderkastenabdeckung mit Drehzahltabelle
- Schalter für Linkslauf - Stop - Rechtslauf
- Hauptschalter
- Betriebsanzeige
- Regelung
24 Innensechskantschlüssel - Drehfutterschlüssel
- Futterschutz
Beschreibung der Maschine
Die PROXON - Drehmaschine PD 250/E ist ein ausbaufähiges System mit
- Vollwellslektronik für hohe a Drehmoment im gesamten Drehzahlbenich.
• automatischem Vorschub,
- Drehfufter und
• mitaulender Kömerspätze
für die Bearbeitung von Stahl, Messing, Aluminium und Kunststoff.
Zum Plandrehen, Längsdrehen, Kegeldrehen und Gewindeschnelden.
Mit entsprechendem Zubehör ist die Maschine auch zum Bohen, für Fritzwarbeiten und zum Nuten geeignet.
Schwingungsfrass Arbeiten durch verippties Maschinenbett aus Grauguss mit geschiffenen Prismenführungen.
Technische Daten
| Spitzenwerte | 250 mm |
| Spitzerhöhe | 70 mm |
| Höhe über Support | 43 mm |
| Spannbereich | |
| - Innenbacken | 2 - 27 mm, max. 75 mm |
| - Außenbacken | 25 - 71 mm |
| Planschlittenversstellung | 60 mm |
| Oberschlittenversstellung | 45 mm |
| Spindeldurchlass | 10,5 mm |
| Kegelaufnahme, füttensetig | MK2 |
| Stahlhaber für Stähle | 8 x 8 mm |
Bitte stets mit Gehörschutz arbeitert
Tragen Sie eine Schutzbrille!


Montage und Aufstellen
Zur Standardauerüstung der PROXION-Onahmaschine PD 250/E gehöhen folgende Teile:
- Drehmaschine komplett mit Motor automatischem Vorschub und Dreibackenfutter mit Futtenschlüssel und Futtenschutz mit Zubehöe
• mit laufende Kömerapitze.
- Werkzeugplatz.
• Satz Wechselüder zum Gewindrediehen,
• Stahlhaber
Die Aufstellfläche muss eben, erschüttierungsfrei und stabil sein. Die Maschine muss an den vorgesehenen Bohnungen auf einer stabilien Werkbank befestigt werden.
Achtung
Beim Anheben der Maschine darauf achten, dass die Kunststoffhaube des Rüderkastens verschlossen ist. Andernfalls könnte die Kappie brechen.
Alle blanken Metallteile sind bei Lieferung mit einem Komasi-ansschutz konserviert.
Diese Konservierung muss vor der ersten Benutzung mit Petroleum abgewieschen werden.
Anschließend müssen alle blanken Führungen und Spindeln gut gericht werden. Fullenschutz anschrauben.
- Das Handrad 1 (Fig. 4) für die Supportverstellung drehen, der Support 2 bewegt sich in Längsrichtung.
- Das Handrad 1 (Fig. 5) für die Pinole drehen, die Pinole bewegt sich in Längsrichtung.
Automatischen Vorschub einschalten
Achtung!
Vorschub nur im Stillstand einschalten.
- Den Schalter 1 (Fig. 6) nach rechts drehen.
- Zum Ausschalten des Vorschubes Schalter nach links drehen. Bei Schwergängigkeit das Handrad der Leitspindel etwas bewegen.
Achtung!
Bei eingeschaltetem automatischem Vorschub immer darauf achten, daß Support oder Drehmeißel nicht gegen das Drehfutter oder den Reitstock laufen.
Hinweis:
Bei eingeschaltetem Vorschub verschiebt sich der Support je nach Zahnradkombination um 0,05 oder 0,1 mm pro U mdrehung.
Bitte beachten Sie zur Verstellung des Vorschubes den Aufkleber auf der Innenseite des Räderkastens.
Bei normaler Spindeldrehung (Rechtslauf) und eingeschaltetem automatischem V orschub bewegt sich der Support immer von rechts nach links. Dies ist auch beim Drehen der reguläre Vorschub.
Der Support kann natürlich auch automatisch in die Ausgangsstellung zurückgefahren werden.
Dazu Maschine abschalten, Drehstahl etwas zurücknehmen und anschließend Schalter 2 (Fig. 2) auf Linkslauf stellen.
Arbeiten mit dem Reitstock
- Die Klemmschraube 4 (Fig. 7) lösen, den Reitstock 2 auf der Führung in die gewünschte Position schieben und die Klemmschraube wieder festziehen.
Hinweis:
Die Pinole hat eine Aufnahme für Bohrfutter oder mitlaufende Kömerspitze mit Morsekegel Größe MK 1.
Achtung!
Aufnahmekegel müssen immer absolut sauber sein.
Schmutz und vor allem Metallspäne beeinträchtigen die Genauigkeit und können Pinole und Konus unbrauchbar machen.
- Zum Einsetzen z. B. der Körnerspitze 1 (Fig. 7), Pinole durch Drehen des Handrades 3 c a. 10 mm ausfahren.
- Die Körnerspitze 1 (Fig. 7) mit Konus kräftig mit der Hand in die Pinole einstecken. Der Konus sitzt fest und kann von vorne nicht herausgezogen werden.
-
Zum Lösen eines eingesetzten Werkzeugs Handrad 3 bis zum Anschlag nach links drehen.
-
Dann gegen den Widerstand noch ca. eine Umdrehung weiterdrehen. Der Kegel löst sich und kann entnommen werden.
Hinweis:
Die Pinole kann durch Festziehen der Schraube 5 (Fig. 7) in jeder Position geklemmt werden.
Drehstahl auswählen
Achtung!
Für ordentliches Drehen ist es unerlässlich, dass:
- der richtige Drehstahl für den jeweiligen Zweck ausgewählt wurde,
• die Schneide des Drehstahls scharf ist, - die Schneide des Drehstahls genau auf "Mitte" steht
- und mit der richtigen Drehzahl gearbeitet wird.
Innendrehstähle (a) (Fig. 8)
- werden zum Innenausdrehen benutzt.
Abstechstähle (b)
- zum Einstechen von Nuten und zum Abtrennen von Werkstücken.
Gewindestähle (c)
- benutzt man zum Schneiden von Außengewinde.
Schlicht- oder Spitzstähle (d)
- werden eingesetzt, um bei geringer Spanabnahme eine saubere O berfläche zu erhalten.
Rechte Seitenstähle (e)
- verwendet man, um in kurzer Zeit möglichst viel Span in rechter Bearbeitungsrichtung abzutragen, ohne Rücksicht auf die Qualität der Werkstückoberfläche (sog. "Schruppen").
Linke Seitenstähle (f)
- verwendet man, um in kurzer Zeit möglichst viel Span in linker Bearbeitungsrichtung abzutragen, ohne Rücksicht auf die Qualität der Werkstückoberfläche.
Drehstahl in den Stahlhalter einsetzen
- Beide Befestigungsschrauben 1 (Fig. 9) so weit herausdrehen, bis der ausgewählte Drehstahl 3 in die Aufnahme passt.
Achtung!
Drehstahl möglichst kurz einspannen. Ein großer Überstand führt zu Schwingungen, Ungenauigkeiten und unsauberer Oberfläche.
- Den Drehstahl 3 e insetzen und die Befestigungsschrauben 1 festziehen.
- Den Drehstahl zur Körnerspitze 4 fahren und prüfen, ob die Höhe richtig eingestellt ist.
Hinweis:
Bei Höhenabweichungen müssen Metallblättchen 2 (z.B. Ventilfühlerlehren) vollflächig untergelegt werden.
Der Stahlhalter bietet die Möglichkeit, gleichzeitig zwei Drehstähle einzuspannen. Dies erleichtert das Arbeiten, weil nach der Justage der Drehstähle zwischen den einzelnen Bearbeitungsgängen bei einem Werkstück bloß der Stahlhalter geschwenkt werden muss, um mit dem jeweils geeigneten Stahl zu arbeiten.
Hierzu einfach die Innensechskantschraube 5 l ösen, den Stahlhalter schwenken und die Schraube 5 wieder festziehen. Natürlich kann so auch generell der Winkel des Stahls zum Werkstück reguliert werden, falls erforderlich.
Spindeldrehzahlen einstellen
Achtung!
Vor A rbeiten im Räderkasten unbedingt Netzstecker ziehen. Verletzungsgefahr!
Je nach Werkstückmaterial und Durchmesser muss die Spindeldrehzahl angepasst werden.
Maximale Spindeldrehzahl berechnen
Bei einer bekannten maximalen Schnittgeschwindigkeit, für ein bestimmtes Material kann die erforderliche Spindeldreh-zahl berechnet werden.
Maximal zulässige Spindeldrehzahl
$$ = \frac {\text { Schnittgeschwindigkeit } \times 1 0 0 0}{\text { Werkstückdurchmesser } \times 3 , 1 4} $$
Beispiel:
Abgedreht werden soll ein Werkstück mit einem Durchmesser von 20 mm bei einer Schnittgeschwindigkeit von 50 m/min.
$$ \frac {5 0 \times 1 0 0 0}{2 0 \times 3 , 1 4} = 7 9 6 / \mathrm{min} $$
Durch Umlegen des Keilriemens (Fig. 10) ist die nächst höhere Drehzahl einzustellen. In diesem Falle 1600/min. Die richtige Geschwindigkeit wird n un über die Regelung eingestellt, wobei zu beachten ist, dass die Regelung einen Geschwindigkeitsbereich von 25% bis 100% abdeckt, in unserem B eispiel also 400/min bis 1600/min.
- Die Klemmschraube am Räderkasten lösen und Klappe öffnen.
- Riemenspanner 1 (Fig. 10) lösen.
- Die entsprechende Drehzahl durch Umlegen des Keilriemens gemäß Fig. 11 einstellen.
- Keilriemenspanner wieder anziehen. Auf angemessene Spannung des Keilriemens achten. Eine zu starke Spannung erhöht den Verschleiß von Riemen und Lager und verringert die Motorleistung.
- Vor Beginn der Dreharbeiten Räderkasten wieder verschließen.
Werkstück in Drehfutter einspannen
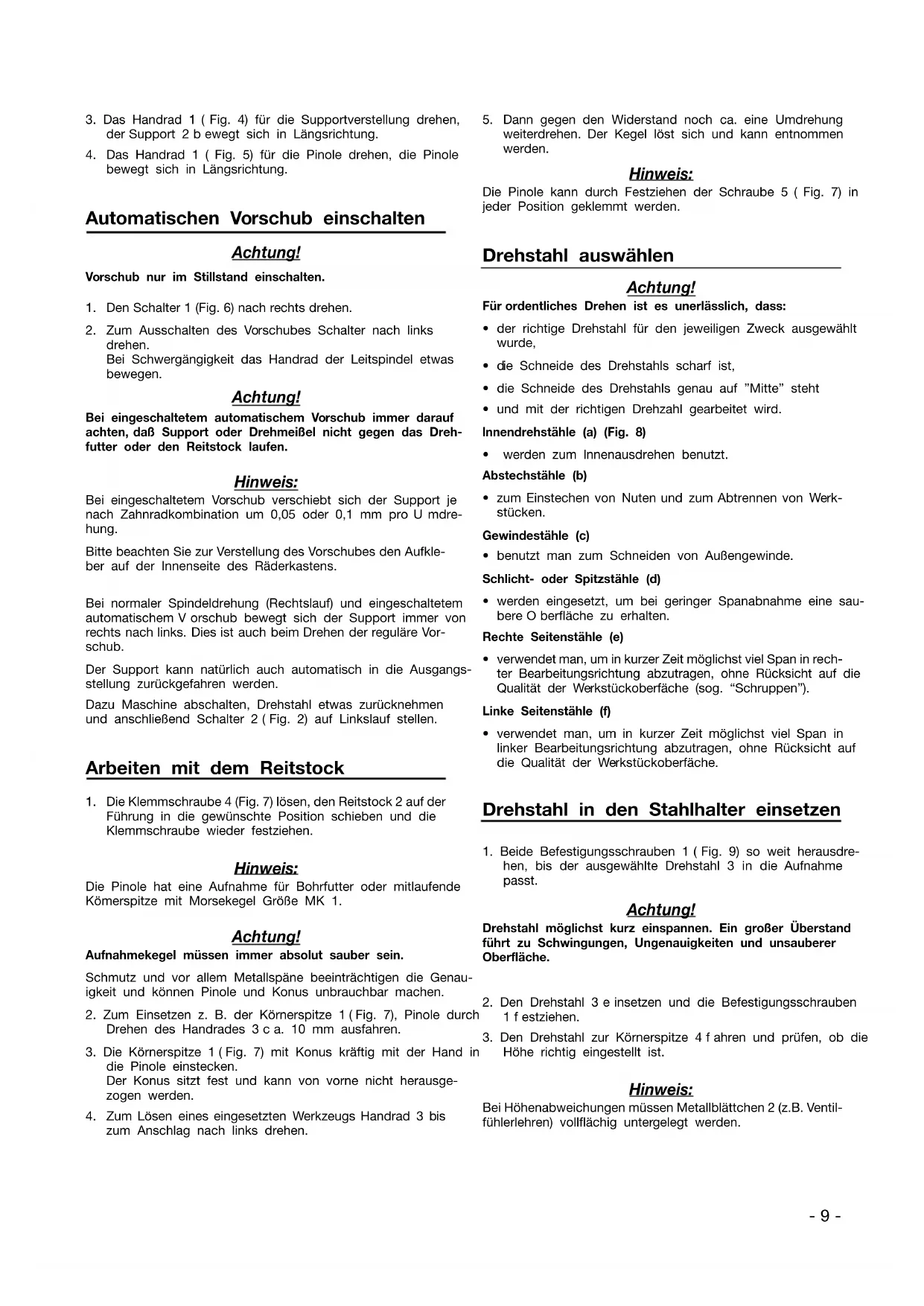
Achtung!
Werden Werkstücke nur im Drehfutter ohne Gegenhalterung durch den Reitstock gespannt, darf der Überstand (Fig. 12) nicht größer sein als der dreifache Durchmesser des Materials (L = 3 x D).
Hinweis:
Das normale Drehfutter hat drei Backen aus Stahl, die sich gleichmäßig verstellen und runde Werkstücke automatisch zentrieren.
In normaler Position können Werkstücke bis zu einem Durchmesser von 35 mm gespannt werden. Nach dem Umdrehen der Backen ist ein Spannen bis zu einem Durchmesser von 68 mm möglich.
- Das Drehfutter 2 (Fig. 12) mit Hilfe des Schlüssels 2 soweit aufdrehen, bis das Werkstück in die Aufnahme passt.
Achtung!
Schlüssel nicht im Drehfutter stecken lassen. Verletzungsgefahr!
- Das Werkstück fest einspannen und Schlüssel wieder aus dem Futter entfernen.
- Den Rundlauf des Werkstückes prüfen, ggf. korrigieren.
Achtung!
Wird ein längeres Werkstück eingespannt, das durch die Spindel geführt wird und nach links übersteht, besteht erhöhtes Verletzungsrisiko. Seien Sie in diesem Fall besonders vorsichtig, damit keine Gegenstände von der rotierenden Welle erfasst werden. Sichern Sie diesen Bereich gesondert ab.
Tauschen der Spannbacken (Fig. 13)
Achtung!
Netzstecker ziehen!
Achtung!
Keine Werkstücke einspannen, deren Durchmesser größer als 68 mm ist. Die Spannkraft der Backen ist dann zu gering und das Werkstück kann sich lösen. Unfallgefahr!
Um Werkstücke von außen spannen zu können (so z. B. zum Einspannen von massiven Rundeisen mit größerem Durchmesser) müssen die mitgelieferten Außenbacken anstelle der werkseitig montierten Innenbacken in das Futter eingesetzt werden.
Um die Backen umzudrehen, bzw. auszutauschen, bitte wie folgt vorgehen:
- Netzstecker ziehen, um ein versehentliches Anlaufen der Maschine zu vermeiden
- Die Backen mit dem Futterschlüssel soweit nach außen drehen, dass sie aus dem Futter entnommen werden können.
- Die Backen austauschen und wieder einsetzen. Dabei bitte unbedingt auf die Kennzeichnung achten: Hier sind Ziffern (1, 2, 3) auf den Backen eingeschlagen!
- Futter mit Futterschlüssel wieder zudrehen und Zentrizität der Backen überprüfen. Im Bedarfsfall die Position der Backen noch einmal durch Neueinsetzen in den Futterkör-
per korrigieren, damit die Backe in der richtigen Position der Spirale greift.
- Wenn Sie wieder mit Innenbackenfutter arbeiten wollen, wiederholen Sie die vorher beschriebenen Schritte, jedoch in umgekehrter Reihenfolge, d.h. zuerst die Backen Nr. 1 und 2 und dann Nr. 3 einsetzen.
Maschine einschalten
Achtung!
Vor d em Einschalten der Maschine darauf achten, dass der Spannfutterschlüssel nicht im Futter steckt, die Drehbacken nicht überstehen und niemand in den Gefahrenbereich fasst.
Wird die Maschine eingeschaltet, solange sich noch Spannstifte in den Futterbohrungen befinden, können diese weggeschleudert werden oder beim Anlaufen verklemmen. Gefahr: Schwere V erletzungen oder Sachbeschädigungen können die Folgen sein!
Maschine nur einschalten, wenn ein Drehteil im Futter eingespannt ist. Ansonsten können sich die Backen lösen und Sie verletzen.
Achtung:
Arbeiten Sie immer im vorgesehenen Leistungsbereich! Vermeiden Sie überlastungsbedingte Blockagen der Spindel. Blockiert die Spindel während des Betriebs, bitte sofort die Maschine ausschalten und zum Weiterarbeiten den Vorschub und die Zustellung so einstellen, dass die Maschine nicht überlastet wird.
Achtung!
Vor d em Einstecken des Netzsteckers prüfen Sie bitte, ob die Angaben auf dem Typenschild mit den örtlichen Gegebenheiten Ihres Stromnetzes übereinstimmen. Beschädigungen oder Gefährdungen beim Arbeiten könnten bei Nichtübereinstimmungen die Folgen sein!
Achtung!
Bitte beim Arbeiten stets Gehörschutz und eine Schutzbrille tragen!
Achtung!
Vermeiden Sie abnormale Körperhaltung! Sorgen Sie für sicheren Stand und halten Sie das Gleichgewicht.
Achtung!
Bitte beachten Sie bei der Inbetriebnahme und beim Arbeiten der PD 250/E folgendes: Ihre Maschine ist mit einer automatischen Sicherheitsabschaltung ausgestattet und kann nur bei heruntergeklappten Futterschutz betrieben werden! Sobald der Futterschutz während des Betriebes hochgeklappt wird, schaltet sich der Motor automatisch aus!
Arbeiten Sie nur mit heruntergeklapptem Futterschutz! Ist dieser defekt, darf die Maschine nicht mehr betrieben werden!
Vermeiden Sie abnormale Körperhaltung! Sorgen Sie für sicheren Stand und halten Sie das Gleichgewicht.
- Wahlschalter 2 (Fig. 2) auf Position "0" stellen.
- Hauptschalter 1 einschalten. Die Betriebsanzeige muss jetzt leuchten.
- Für normales Drehen den Wahlschalter 2 nach rechts drehen.
- Für Linkslauf den Wahlschalter nach links drehen.
Achtung!
Nur im Stillstand schalten.
- Nach Beendigung der Arbeit Maschine wieder am Hauptschalter ausschalten. Erst jetzt ist das Gerät vollständig vom Netz getrennt.
Längsdrehen
Hinweis:
Drehen parallel zur Drehachse und Bearbeiten zylindrischer Gegenstände sind die Hauptanwendungen einer Drehmaschine.
- Die Spindeldrehzahl gemäß Tabelle auf Ihrer Drehmaschine wählen.
- Die erforderliche Drehzahl durch Umlegen der Riemen im Räderkasten (siehe vorhergehenden Abschnitt) einstellen.
- Einen rechten Seitenstahl 2 (Fig. 14) in den Stahlhalter einspannen (siehe vorhergehenden Abschnitt).
- Den automatischen Vorschub 3 abstellen.
- Den Support von rechts nach links an das Werkstück heranfahren.
- Mit dem Planschlitten 1 d ie Schnittiefe einstellen.
Achtung!
Vor Einschalten der Maschine mit der Hand prüfen, ob Spindel, Futter und Werkstück frei laufen.
Support oder Drehstahl nicht gegen das Drehfutter laufen lassen.
- Die Maschine einschalten (Rechtslauf).
- Vorschub manuell vornehmen oder den automatischen Vorschub 3 einschalten, dabei Maschine nicht überlasten.
Hinweis:
Wird der Oberschlitten nicht benötigt, ist es sinnvoll ihn mit der Schraube 4 (Fig. 14) zu klemmen. Durch die Eliminierung des Spiels wird d as Drehergebnis verbessert.
Plandrehen
Hinweis:
Diese Arbeitsweise wird benutzt, um die Stirnseile eines Werkstücks plan abzudrehen.
- Den rechten Seitenstahl um ca. 2° bis 3° (Fig. 15) verstellen.
- Den Planschlitten mit Drehstahl von außen nach innen (zum Zentrum) bewegen.
Achtung!
Bei größeren Werkstückdurchmessern differiert die Schnittgeschwindigkeit von außen nach innen ganz erheblich. Deshalb Planschlitten gefühlvoll und langsam vorschieben.
Kegeldrehen
Der Oberschlitten (Fig. 16) ist mit einer Skala ausgerüstet und kann nach zwei Seiten zum Kegeldrehen um 45° geschwenkt werden. Dazu Befestigungsschraube 1 I ösen, Oberschlitten einstellen und anschließend wieder festziehen.
Abstechen eines Werkstückes
- Den Abstechstahl rechtwinklig in den Stahlhalter einspannen.
Achtung!
Abstechstahl möglichst kurz einspannen (halber Durchmesser des Werkstücks + 1 mm). Das Werkstück ebenfalls möglichst kurz einspannen.
Auf exakte Spitzenhöhe des Abstechstahles achten. Mit niedrigen Drehzahlen arbeiten und Schneide möglichst kühlen.
- Den Planschlitten mit Drehstahl gefühlvoll von außen nach innen (zum Zentrum) bewegen.
Bearbeiten längerer Werkstücke mit Reitstock und Körnerspitze
Achtung!
Wenn der Futterüberstand größer als der 3-fache Werkstück-durchmesser ist, muss das Werkstück am rechten Ende durch den Reitstock mit Körnerspitze gehalten werden.
Zu diesem Zweck muss auf der rechten Seite des Werkstücks eine Zentrierbohrung gebohrt werden.
- Dazu die rechte Stirnseite plandrehen.
- Das Bohrfutter (Zubehör) in den Reitstock einsetzen und den Zentrierbohrer einspannen.
- Den Reitstock mit Bohrfutter und Zentrierbohrer bis an die Stirnseite des Werkstückes fahren.
- Die Maschine einschalten und Zentrierbohrung mit Hilfe des Pinolenvorschubes bohren.
- Das Bohrfutter wieder gegen die mitlaufende Körnerspitze 1 (Fig. 17) austauschen
- Die Spitze in die Zentrierbohrung einführen und den Reitstock 3 festklemmen.
- Die Pinole so weit zustellen 2 bis jegliches Spiel eleminiert ist.
- Die Pinole mit Hilfe der Feststellschraube 4 b lockieren.
Wechselräder für Gewindeschneiden montieren
Hinweis:
Mit der PROXXON Drehmaschine PD 250/E können metrische Gewinde mit einer Steigung von: 0.5 (M3), 0.625, 0.7 (M4), 0.75, 0.8 (M5), 1,0 (M6), 1,25 (M8), und 1,5 (M10) geschnitten werden.
Die PD 250/E wird mit montiertem Räderarm und der Wechselradkombination für den automatischen Vorschub von 0,05 mm/U geliefert. Z um Gewindeschneiden müssen lediglich die auf dem Räderarm montierten Wechselräder gewechselt werden.
- Die Klemmschraube 1 (Fig. 18) lösen und den Räderarm 2 etwas nach oben kippen, um den Zahnriemen 4 a bzunehmen.
- Die Befestigungsschrauben 3 und 5 der normalen Räder für den automatischen Vorschub entfernen.
Hinweis:
Die Zähnezahl ist auf allen Wechselrädern eingeschlagen.
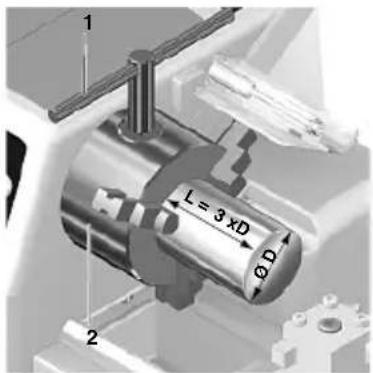
Soll zum Beispiel ein Gewinde mit einer Steigung von 1,0 mm geschnitten werden, nennt die Tabelle im Räderkasten die folgenden Daten:
W 1 5 - Z ahnrad auf der Hauptspindel mit 15 Zähnen. Dieses Rad ist bereits auf der Welle montiert und muss nicht gewechselt werden.
Z 1 15 - Z 2 20 - Zwischenrad für den Zahnriemen von der Hauptspindel mit 15 Zähnen mit fest verbundenem Zahnrad zur Leitspindel mit 20 Zähnen.
L20 - Leitspindelzahnrad mit 20 Zähnen.
- Das Wechselrad "Z 1 -Z 2 " mit 15/20 Zähnen (Fig. 19) mit Hilfe der Schraube 2, Scheibe, Zwischenhülse und Mutter auf dem Räderarm 3 b efestigen.
Hinweis:
Die Mutter der Befestigungsschraube 2 n och nicht festziehen (seitlicher Versatz muss noch möglich sein).
Das Wechselrad "Z-Z₂" läuft frei zwischen Scheibe und Hülse.
Die Scheibe verhindert, dass der Zahnriemen vom Zahnrad "Z" a bspringt.
- Den Gewindestift 1 lösen, Wechselrad "L40" abziehen und durch Wechselrad "L20" ersetzen.
Hinweis:
Die Narbe des Leitspindelwechselrades "L" muss immer zum Drehfutter zeigen.
Die Klemmung mit dem Gewindestift 1 m uss am abgeflachten Teil der Welle erfolgen.
Achtung!
Damit zwischen den Wechselrädern genügend Spiel vorhanden ist, grundsätzlich beim Zusammenschieben der Wechselräder einen Zeitungspapierstreifen zwischen die Zahnung führen. Die Dicke des Papiers entspricht etwa dem unbedingt erforderlichen Zahnspiel.
- Die Achse des Wechselrades "Z-Z₂" auf dem Arm so verschieben, dass sie mit dem Leitspindelrad "L" in Eingriff kommt und dann die Mutter der Befestigungsschraube 2 festziehen.
- Für die Verbindung zwischen den Zahnrädern auf der Hauptspindel "W" und "Z" den kurzen Zahnriemen auflegen.
- Den Räderarm 3 nach unten drücken und Klemmschraube 4 a nziehen.
Gewindeschneiden mit dem Drehstahl
Hinweis:
Für folgende Arbeiten muss das Werkstück fertig bearbeitet sein und den richtigen Gewindeaußendurchmesser aufweisen. Es empfiehlt sich, am Gewindeanfang eine Fase anzudrehen. Der Gewindedrehstahl muss genau im Winkel von 90° eingespannt werden.
- Das Werkstück einspannen.
- Den automatischen Vorschub ausschalten und Drehstahl in Anfangsstellung bringen.
Beim Gewindeschneiden die kleinste Drehzahl verwenden und äußerst behutsam vorgehen. - Die Maschine einschalten und auf Rechtslauf stellen (Schalter 2, Fig. 20)
- Den Drehmeißel am Planschlitten 1 zustellen und Vorschub 3 e inkuppeln.
- Nach Erreichen der gewünschten Gewindelänge Maschine abschalten 2.
Achtung!
Achtung!
Der automatische Vorschub muss bis zur Fertigstellung des Gewindes eingeschaltet bleiben. Ein Auskuppeln zwischen den einzelnen Arbeitsgängen macht das Weiterarbeiten unmöglich.
Motorschalter erst nach völligem Stillstand des Drehfutters umschalten. Sofortiges Umschalten bewirkt einen höheren Verschleiß und vermindert die Lebensdauer des Motors.
-
Den Drehstahl mit dem Planschlitten etwas zurückfahren.
-
Den Support in Ausgangsstellung zurückfahren, dazu Drehrichtung der Hauptspindel umschalten.
-
Den Drehstahl zustellen und die vorher beschriebenen Arbeitsgänge wiederholen, bis die erforderliche Gewindetiefe erreicht ist.
Gewindeschneiden mit Hilfe des Oberschlittens
Ein qualitativ einwandfreies Gewinde kann nur durch Einbeziehung des Oberschlittens geschnitten werden.
Die Zustellung des Gewindestahles erfolgt wie vorher beschrieben mit dem Planschlitten.
Der Oberschlitten wird dabei jedoch jeweils um 0,025 mm einmal nach links und dann nach rechts verstellt.
Der Span im Gewindegang wird a Iso immer nur von einer Seite abgehoben.
Erst beim Erreichen der vollen Gewindetiefe wird z um Schluss noch einmal durch geringes Zustellen voll eingeschnitten.
Schneiden von Linksgewinde
Zum Schneiden von Linksgewinden muss das Zwischenzahnrad 1 (Fig. 21) zwischen "1ZZ₂" und dem Leitspindelrad "L1" eingebaut werden.
Dadurch wird die Drehrichtung der Leitspindel umgekehrt. Der Support läuft bei rechtsdrehendem Futter von links nach rechts.
Die Montage und Arbeitsweise bleibt die gleiche wie vorher beschrieben.
Zubehör für Drehmaschine PD 250/E
Hinweis:
Die folgenden Zubehörteile gehören nicht zum Lieferumfang.
Spitzendreheinrichtung (No. 24014) montieren
Hinweis:
Längere Werkstücke werden zwischen den Zentrierspitzen von Hauptspindel und Reitstock gespannt.
Das Werkstück muss an beiden Stirnflächen je eine Zentrierbohrung besitzen.
Ein genau zylindrisches Werkstück erhält man nur, wenn die Spitzen in waagerechter und horizontaler Position fluchten.
- Drei Befestigungsschrauben des Dreibackenfutters herausdrehen und Futter abnehmen.
- Die Passung für die Mitnehmerscheibe, Kömerspitze und deren Passung in der Hauptspindel gründlich reinigen.
- Die Körnerspitze 4 (Fig. 22) in die Passung 1 der Hauptspindel einsetzen.
- Die Mitnehmerscheibe 2 a ofsetzen und mit drei Schrauben 3 b efestigen.
-
Auf der linken Seite Mitnehmerstift in eines der drei Langlöcher der Mitnehmerscheibe und die Körnerspitze in die Zentrierbohrung einführen.
-
Das Drehherz 1 (Fig. 23) auf das Werkstück schieben (Mitnehmerstift nach außen) und die Befestigungsschraube 2 festziehen.
- Auf der rechten Seite das Werkstück mit Hilfe des Reitstockes und fester oder mitlaufender Körnerspitze fixieren.
Achtung!
Bei Benutzung einer festen Körnerspitze im Reitstock ist laufendes Ölen der Spitze und Zentrierbohrung notwendig um ein Ausglühen zu vermeiden.
Körnerspitze entfernen
- Einen passenden Stab aus Aluminium oder Messing von links nach rechts durch die Hauptspindel führen.
- Die Körnerspitze festhalten und mit leichtem Schlag auf den Stab die Körnerspitze lösen.
Vierbackenfutter (No. 24036)
Hinweis:
Durch die Möglichkeit, die Backen einzeln zu verstellen, können runde, ovale, viereckige und auch irregular geformte Werkstücke gespannt werden.
Das Spannen kann zentrisch oder auch exzentrisch erfolgen. Im Gegensatz zum Dreibackenfutter muss die Zentrierung des Werkstückes hier manuell vorgenommen werden.
Achtung!
Netzstecker ziehen!
- Das Dreibackenfutter abbauen und das Vierbackenfutter montieren.
- Die vier Backen öffnen, die Auflageflächen reinigen und das Werkstück nach Augenmaß nur leicht einspannen.
- Den Support mit Drehstahl auf die Planfläche des Werkstückes fahren.
- Das Futter mit der Hand drehen, um Abweichungen von der Symmetrie festzustellen.
- Eine Justierung durch Öffnen eines Backens und Nachstellen des gegenüberliegenden B ackens durchführen.
- Alle vier Backen gleichmäßig über Kreuz festziehen.
Achtung!
In normaler Position der Spannbacken dürfen nur Werkstücke mit maximal 30 mm Kantenlänge gespannt werden. In umgekehrter Position maximal 80 mm.
Größere Werkstücke werden nicht sicher gehalten. Unfallgefahr!
Spannzangeneinrichtung und Spann- zangen (No. 24038)
Hinweis:
Die Spannzangeneinrichtung eignet sich besonders zum Bearbeiten von Rundteilen mit hoher Präzision. Die Rundlauf-genauigkeit ist hierbei wesentlich höher als beim Arbeiten mit einem Backenfutter.
Achtung!
Netzstecker ziehen!
- Drei Befestigungsschrauben des Dreibackenfutters h erausdrehen und Futter abnehmen.
- Die Passung für die Spannzangenaufnahme 2 (Fig. 24) und die Passung in der Hauptspindel 1 gründlich reinigen.
- Die Spannzangenaufnahme 2 mit Hilfe von vier Befestigungsschrauben 3 m ontieren.
Achtung!
Immer nur die exakt zum Werkstück passende Spannzange verwenden. Zangen mit zu großem Durchmesser werden zerstört.
- Die Spannzange 6 einsetzen und Überwurfmutter 5 nur leicht aufschrauben.
Achtung!
Die Überwurfmutter niemals festziehen, wenn kein Werkstück eingesetzt wurde.
- Das passende Werkstück in die Spannzange einführen und Überwurfmutter 5 mit Hilfe der Stahlstifte 4 festziehen.
Bohrfutter (No. 24020) befestigen
- Die mitlaufende Körnerspitze aus der Pinole entfernen. Konus und Futterbohrung von Fett und Schmutz gut reinigen.
- Den Zapfen in die Pinole einsetzen und Bohrfutter kräftig aufschieben.
Hinweis:
Das Lösen des Bohrfutters erfolgt wie bei der mitlaufenden Kömerspitze.
Die Lünette eignet sich besonders zum Ausdrehen von längeren Werkstücken mit Durchmessern bis zu 40 mm.
- Die Befestigungsschraube 4 (Fig. 25) lösen und Halteplatte 3 q uerstellen.
- Die Lünette auf die Bettführung stellen und in gewünschte Position stellen.
- Die Halteplatte 3 p arallel zum Sockel der Lünette einschwenken und Befestigungsschraube 4 f estziehen.
- Alle Klemmschrauben 1 lösen und die einzelnen Haltebacken 2 an das Werkstück heranfahren.
Achtung!
Die Backen 2 dürfen das Werkstück nur berühren, jedoch nicht klemmen. Es besteht sonst die Gefahr, dass die Werkstückoberfläche zerkratzt und der Motor überlastet wird.
Falls das Werkstück an der Abstützstelle nicht rund und glatt ist, muss es vorher abgedreht werden.
Backen und Werkstück müssen beim Drehen laufend geölt werden.
- Prüfen, dass das Werkstück spielfrei in der Lünette gelagert ist und Klemmschrauben 1 wieder anziehen.
Reparatur und Wartung
Reinigung
Achtung!
Bei allen Einstellungs- und Wartungsarbeiten stets Netzstecker ziehen! Es besteht die Gefahr von schweren Verletzungen oder Beschädigungen durch ein versehentliches Anlaufen des Gerätes oder die Gefahr eines elektrischen Schlages!
- Nach der Benutzung, Maschine von allen Spänen mit einem Pinsel oder Handfeger gründlich reinigen. Keine Pressluft zur Reinigung benutzen.
- Alle beweglichen Teile, Spindeln und Führungen regelmäßig schmieren, bzw. ölen!
Die äußere R einigung des Gehäuses kann dann mit einem weichen, eventuell feuchtem Tuch erfolgen. Dabei darf milde Seife oder eine anderes geeignetes Reinigungsmittel benutzt werden. Lösungsmittel- oder alkoholhaltige Reinigungsmittel (z. B. Benzin, Reinigungsalkohole etc.) sind zu vermeiden, da diese die Kunststoffgehäuseschalen angreifen könnten sowie die Schmiermittel auswaschen.
Bitte beachten Sie:
Die Netzzuleitung darf nur von unserer Proxxon-Serviceabteilung oder einer qualifizierten Fachkraft ersetzt werden!
Spiel der Führungen einstellen (Fig. 27)
Hinweis:
Auch wenn die Führungen regelmäßig geschmiert, bzw. geölt werden, lässt es sich nicht vermeiden, dass sie verschleißbedingt nach einiger Zeit Spiel aufweisen.
Die hier am Beispiel des Oberschlittens beschriebene Vorgehensweise ist gleich für alle Führungen, daher gilt sie auch analog für die weiteren Führungen an Ihrer Drehmaschine. Deswegen werden diese hier nicht separat behandelt. Stellen Sie die Führungen nach dem Motto ein: Gerade so "stramm" wie nötig, aber so leichtgängig wie möglich!
Bedenken Sie: Werden Führungen zu eng eingestellt, bedingt dies höhere Bedienkräfte sowie einen erhöhten Verschleiß!
- Kontermuttern 1 der Einstellschrauben 2 für den Oberschlitten 3 mit einem Maulschlüssel 5 lösen und etwas aufdrehen.
- Die Einstellschrauben 2 m it einem Innensechskantschlüssel 4 g leichmäßig hineindrehen, bis das Spiel beseitigt ist.
- Kontermuttern 1 wieder anziehen. Dabei die Einstellschrauben 2 mit dem Sechskantschlüssel 5 in ihrer Position festhalten, damit sie sich nicht wieder verstellen.
- Die Maschine umdrehen und Gewindestift 22 (Fig. 28) wenig herausdrehen.
- Anschließend prüfen, ob sich der Support noch leichtgängig verschieben lässt und ob er vollkommen spielfrei läuft.
Spiel der Handräder einstellen (Fig. 29):
Genau wie bei den Führungen auch, ist natürlich auch bei den Handrädern Verschleiß während des Betriebs nicht zu vermeiden, der dafür sorgt, dass das Umkehrspiel langsam, aber stetig größer wird. Um dieses wieder zu minimieren, bitte vorgehen wie folgt:
- Handrad 1 festhalten und Hutmutter 2 lösen.
- Handrad etwas nach rechts drehen
- Hutmutter wieder anziehen und Handrad dabei festhalten.
Bedenken Sie auch hier:
Eine gänzliche Eliminierung des Umkehrspiels und eine zu „stramme“ Einstellung ist bei den Handrädern nicht sinnvoll: Werden die Handräder allzu eng eingestellt, bedingt dies auch hier höhere Bedienkräfte sowie einen erhöhten Verschleiß!
Entsorgung:
Bitte entsorgen Sie das Gerät nicht über den Hausmüll! Das Gerät enthält Wertstoffe, die recycelt werden können. Bei Fragen dazu wenden Sie sich bitte an Ihre lokalen Entsorgungsunternehmen oder andere entsprechenden kommunalen Einrichtungen.
EG-Konformitätserklärung
Name und Anschrift:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Produktbezeichnung: PD 250/E
Artikel Nr.: 24002
Wir erklären in alleiniger Verantwortung, dass dieses Produkt mit den folgenden Richtlinien und normativen Dokumenten übereinstimmt:
EU-EMV-Richtlinie 2014/30/EU
DIN EN 55014-1 / 0 5.2012
DIN EN 55014-2 / 0 6.2009
DIN EN 61000-3-2 / 0 3.2015
.DIN EN 61000-3-3 / 0 3.2014
EU-Maschinenrichtlinie 2006/42/EG
DIN EN 61029-1 / 0 1.2010
Datum: 17.10.2016

Dipl.-Ing. Jörg W agner
PROXXON S.A.
Geschäftsbereich Gerätesicherheit
Die Person, die bevollmächtigt ist, die technischen Unterlagen zusammenzustellen, ist identisch mit dem Unterzeichner.

Dipl.-Ing. Jörg W agner
DIN EN 61000-3-2 / 0 3.2015
DIN EN 61000-3-3 / 0 3.2014
Directive européenne relative aux machines 2006/42/CE SDIN EN 61029-1 / 0 1.2010
Date : 1 7.10.2016

Dipl.-Ing. Jörg W agner
PROXXON S.A.
0,8/1,0/1,25 e 1 5 mm
DIN EN 61000-3-2 / 0 3.2015
DIN EN 61000-3-3 / 0 3.2014
DIN EN 61000-3-2 / 0 3.2015
DIN EN 61000-3-3 / 0 3.2014
Directiva de máquinas UE 2006/42/CE
DIN EN 61029-1 / 0 1.2010
Fecha: 17.10.2016

Ing. Dipl. Jörg W agner
PROXXON S.A.
Technische gegevens 58
Monteren en opstellen 58
Handwielen bedienen 58
Binnenbeitels (a) (Fig. 8)
- Span de afsteekbeitel haaks in de beitelhouder.
Let op!
DIN EN 61000-3-2 / 0 3.2015
DIN EN 61000-3-3 / 0 3.2014
Dipl.-Ing. Jörg W agner
PROXXON S.A.
DIN EN 61000-3-2 / 0 3.2015
DIN EN 61000-3-3 / 0 3.2014
EU-maskindirektiv 2006/42/EF
DIN EN 61029-1 / 0 1.2010
Dato: 17.10.2016

Dra ur nätkontakten!
Observera!
Dra ur nätkontakten!
DIN EN 61000-3-2 / 0 3.2015
DIN EN 61000-3-3 / 0 3.2014
EG maskindirektiv 2006/42/EG
DIN EN 61029-1 / 0 1.2010
Datum: 17.10.2016

Dipl-ing Jörg Wagner
PROXXON S.A.
DIN EN 55014-1 / 05.2012
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 03.2015
DIN EN 61000-3-3 / 03.2014
Dipl.-Ing. Jörg Wagner
PROXXON S.A.
DIN EN 55014-1 / 05.2012
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 03.2015
DIN EN 61000-3-3 / 03.2014
AB Makine Direktifi 2006/42/AT
DIN EN 61029-1 / 0 1.2010
Tarih : 17.10.2016

Müh. Jörg Wagner
PROXXON S.A.
Możliwe skoki g wintu 0,5/0,625/0,7/0,75 0,8/1,0/1,25 oraz 1,5 mm
DIN EN 61000-3-2 / 0 3.2015
DIN EN 61000-3-3 / 0 3.2014
0,8/1,0/1,25 и 1,5 мм
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 0 3.2015
DIN EN 61000-3-3 / 0 3 2 014
Baugruppe 00: Wechselräder
ET-Nr.: Benennung Designation
| 24002-00-01 | Befestigungsschraube / | F | astening screw | |
| 24002-00-02 | Unterlegscheibe / | W | a s h e r | |
| 24002-00-03 | Wechselrad 30/16 | / | Change gear 30/16 | |
| 24002-00-04 | Zahnriemen T 5 - 40 | / | Toothed belt T 5 - 40 | |
| 24002-00-05 | Zahnriemen T 5 - 50 | / | Toothed belt T 5 -50 | |
| 24002-00-06 | Wechselrad Z 15 | / | Change gear 15 teeth | |
| 24002-00-07 | Gewindestift | / S | et screw | |
| 24002-00-08 | Buchse | / B | u s h i n g | |
| 24002-00-09 | Buchse | / B | u s h i n g | |
| 24002-00-10 | Mutter | / N | u t | |
| 24002-00-11 | Mutter | / N | u t | |
| 24002-00-12 | Mutter | / N | u t | |
| 24002-00-13 | Klemmschraube Räderarm | / | Clamp screw for gear arm | |
| 24002-00-14 | Gewindestift für automatischen Vorschub | / | Set screw for automatic feed | |
| 24002-00-15 | Kupplungsteil | / C | lutch | |
| 24002-00-16 | Räderarm | / G | ear arm | |
| 24002-00-17 | Gewindestift | / S | et screw | |
| 24002-00-18 | Leitspindelrad Z 20 | / | Leadscrew 20 teeth | |
| 24002-00-19 | Leitspindelrad Z 40 | / | Leadscrew 40 teeth | |
| 24002-00-20 | Zwischenrad | / I | intermediate gear | |
| 24002-00-21 | Befestigungsschraube / | F | astening screw | |
| 24002-00-22 | Zwischenrad Z 15/30 | / | Intermediate gear 15/30 teeth | |
| 24002-00-23 | Zwischenrad Z 15/28 | / | Intermediate gear 15/28 teeth | |
| 24002-00-24 | Zwischenrad Z 15/25 | / | Intermediate gear 15/25 teeth | |
| 24002-00-25 | Zwischenrad Z 15/20 | / | Intermediate gear 15/20 teeth | |
| 24002-00-26 | Zwischenrad Z 15/32 | / | Intermediate gear 15/32 teeth | |
| 24002-00-27 | Wechselrad 64/16 | / | Change gear 64/16 teeth | |
| 24002-00-28 | Unterlegscheibe / | W | asher | |
| 24002-00-29 | Befestigungsschraube / | F | astening screw |
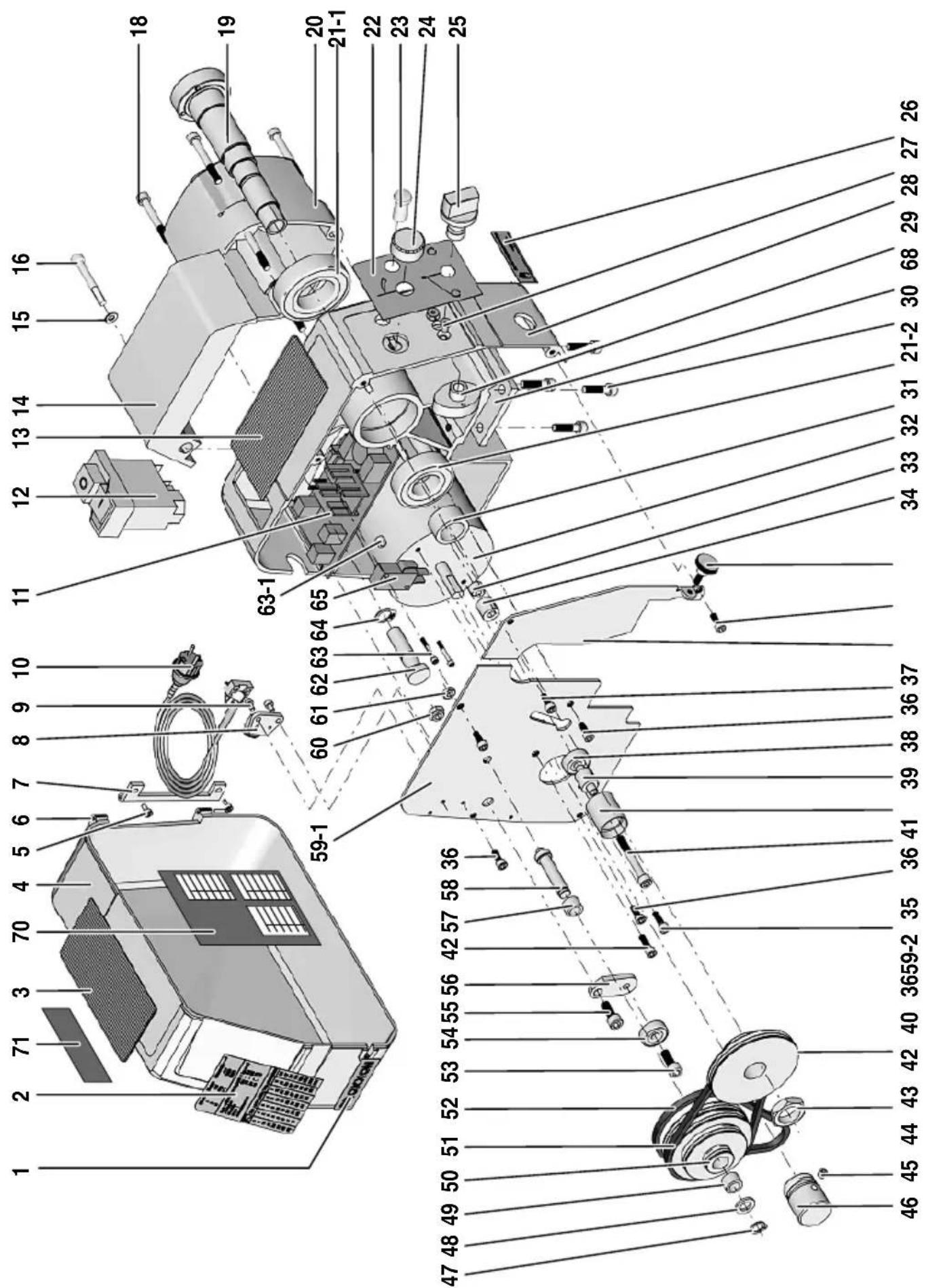
Baugruppe 01: Antrieb mit Spindelstock
| ET-Nr.: | Benennung | Designation |
| 24002-01-01 | Brand-Logo | / Brand-Logo |
| 24002-01-02 | Drehzahltabelle | / Speed table |
| 24002-01-03 | Ablagematte links | / Mat |
| 24002-01-04 | Räderkasten / G e a r b o x | |
| 24002-01-05 | Schraube | / Screw |
| 24002-01-06 | Stift | / Pin |
| 24002-01-07 | Scharnier für Räderkasten | / Gearbox hinge |
| 24002-01-08 | Zugentlastung | / Strain relief |
| 24002-01-09 | Schraube | / Screw |
| 24002-01-10 | Netzleitung | / Power supply cable |
| 24002-01-11 | Platine (ohne LED) | / Board (without LED) |
| 24002-01-12 | Ein-Aus-Schalter | / Switch |
| 24002-01-13 | Ablagematte rechts | / Mat, short |
| 24002-01-14 | Futterschutz | / Chuck cover |
| 24002-01-15 | Scheibe | / Sleeve |
| 24002-01-16 | Schraube | / Screw |
| 24002-01-18 | Schraube | / Screw |
| 24002-01-19 | Hauptspindel | / Main spindle |
| 24002-01-20 | Motorabdeckung | / Motor Cover |
| 24002-01-21-1 | Hauptspindellager, groß | / Main spindle bearing, big |
| 24002-01-21-2 | Hauptspindellager, klein | / Main spindle bearing, small |
| 24002-01-22 | Tableau-Aufkleber | / Label |
| 24002-01-23 | LED | / LED |
| 24002-01-24 | Drehknopf | / Rotary knob |
| 24002-01-25 | Drehschalter | / Rotary switch |
| 24002-01-26 | Leitspindel-Aufkleber | / Guide-Screw-Label |
| 24002-01-27 | Schraube | / Screw |
| 24002-01-28 | Spindelstock | / Headstock |
| 24002-01-29 | Drehrichtungsschalter | / Switch for direction |
| 24002-01-30 | Schraube | / Screw |
| 24002-01-31 | Distanzring | / Spacer ring |
| 24002-01-32 | Motor | / Motor |
| 24002-01-33 | Mutter | / Ring nut |
| 24002-01-34 | Hülse | / Bushing |
| 24002-01-35 | Rändelschraube | / Knurled nut |
| 24002-01-36 | Schraube | / Screw |
| 24002-01-37 | Schraube | / Screw |
| 24002-01-38 | Kugellager | / Ball bearing |
| 24002-01-39 | Welle | / Shaft |
| 24002-01-40 | Spannrolle | / Tensioner pouly |
| ET-Nr.: | Benennung | Designation |
| 24002-01-41 | Schraube | / Screw |
| 24002-01-42 | Schraube | / Screw |
| 24002-01-43 | Hauptspindel-riemenscheibe | / Main spindle belt pulley |
| 24002-01-44 | Mutter | / Nut |
| 24002-01-45 | Gewindestift | / Set screw |
| 24002-01-46 | Riemenscheibe Motor | / Motor belt pulley |
| 24002-01-47 | Sprengring | / Retaining ring |
| 24002-01-48 | Scheibe | / Washer |
| 24002-01-49 | Distanzhülse | / Spacer sleeve |
| 24002-01-50 | Zwischenriemenscheibe | / Intermediate belt pulley |
| 24002-01-51 | AntriebsriemenHauptspindel | / Drive-belt, main spindle |
| 24002-01-52 | Antriebsriemen Motor | / Drive-belt, engine |
| 24002-01-53 | Schraube | / Screw |
| 24002-01-54 | Kugellager | / Bearing |
| 24002-01-55 | Schraube | / Screw |
| 24002-01-56 | Platte | / Plate |
| 24002-01-57 | Hülse | / Bushing |
| 24002-01-58 | Welle | / Shaft |
| 24002-01-59-1 | Motorbefestigungsplatte, / groß | / M otor mounting plate, big |
| 24002-01-59-2 | Motorbefestigungsplatte, / klein | / M otor mounting plate, small |
| 24002-01-60 | Mutter | / Nut |
| 24002-01-61 | Mutter | / Nut |
| 24002-01-62 | Nocke | / Cam |
| 24002-01-63-1 | Distanzstück | / Spacer |
| 24002-01-63 | Schraube | / Screw |
| 24002-01-64 | Sicherungsring | / Circlips |
| 24002-01-65 | Schalter | / Switch |
| 24002-01-66 | Drehfutter(o. Abb.) | / Lathe chuck (not shown) |
| 24002-01-67 | Drehfutterschlüssel(o. Abb.) | / Lathe chuck spanner (not shown) |
| 24002-01-68 | Platte | / Plate |
| 24002-01-70 | Gewindeschneidtabelle | / Table of thread pitch |
| 24002-01-71 | Typenschild | / Type label |
| 24002-01-97 | Artikelverpackung(o. Abb.) | / Article packaging (not shown) |
| 24002-01-99 | Bedienungsanleitung(o. Abb.) | / Operating instructions (not shown) |
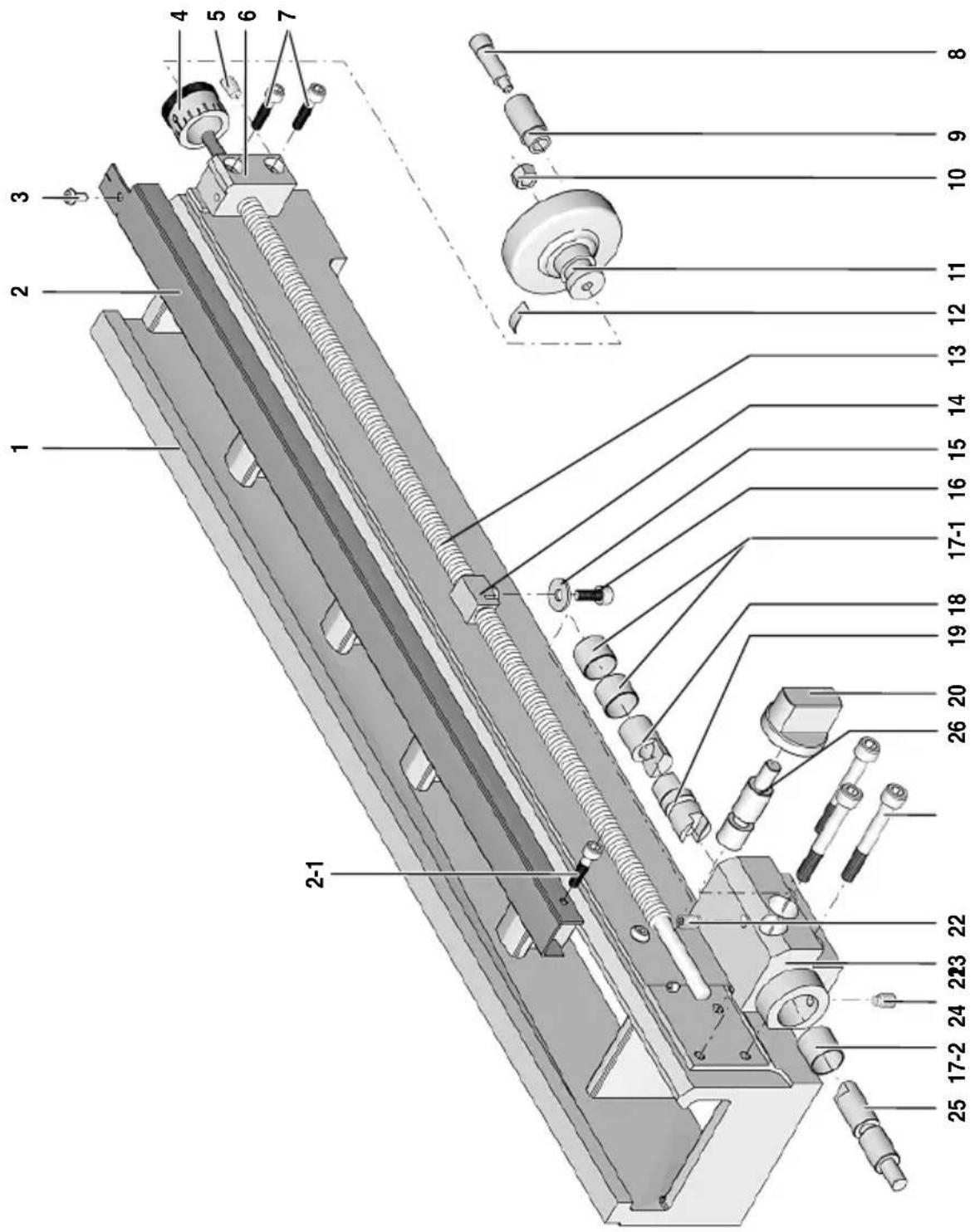
Baugruppe 02: Bett mit Leitspindel
| ET-Nr.: Benennung Designation | ||||
| 24002-02-01 | Maschinenbett | / | Lathe bed | |
| 24002-02-02 | Abdeckung | / | Cover | |
| 24002-02-02-1 | Schraube | / | Screw | |
| 24002-02-03 | Schraube | / | Screw | |
| 24002-02-04 | Skalenring | / | Scale ring | |
| 24002-02-05 | Gewindestift | / | Set screw | |
| 24002-02-06 | Leitspindellager | / | Lead screw bearing | |
| 24002-02-07 | Schraube | / | Screw | |
| 24002-02-08 | Schraube / S c r e w | |||
| 24002-02-09 | Hülse | / | Pin | |
| 24002-02-10 | Hutmutter | / | Cap nut | |
| 24002-02-11 | Handrad | / | Hand wheel | |
| 24002-02-12 | Blattfeder | / | Spring | |
| 24002-02-13 | Leitspindel | / | Guide screw | |
| 24002-02-14 | Leitspindelmutter | / | Nut for guide screw | |
| 24002-02-15 | Scheibe | / | Washer | |
| 24002-02-16 | Schraube | / | Screw | |
| 24002-02 17-1 | Gleitlager | / | Bush bearing | |
| 24002-02 17-2 | Gleitlager | / | Bush bearing | |
| 24002-02-18 | Kupplungsschaft | / | Coupling shaft | |
| 24002-02-19 | Kupplungsteil | / | Coupling piece | |
| 24002-02-20 | Schaltknopf für Vorschub | / | Knob for automatic feed | |
| 24002-02-21 | Schraube | / | Screw | |
| 24002-02-22 | Gewindestift | / | Set screw | |
| 24002-02-23 | Gehäuse | / | Housing | |
| 24002-02-24 | Gewindestift | / | Set screw | |
| 24002-02-25 | Leitspindel-Kupplungsstück | / | Lead screw coupling peace | |
| 24002-02-26 | Kupplungsschaft | / | Coupling shaft | |
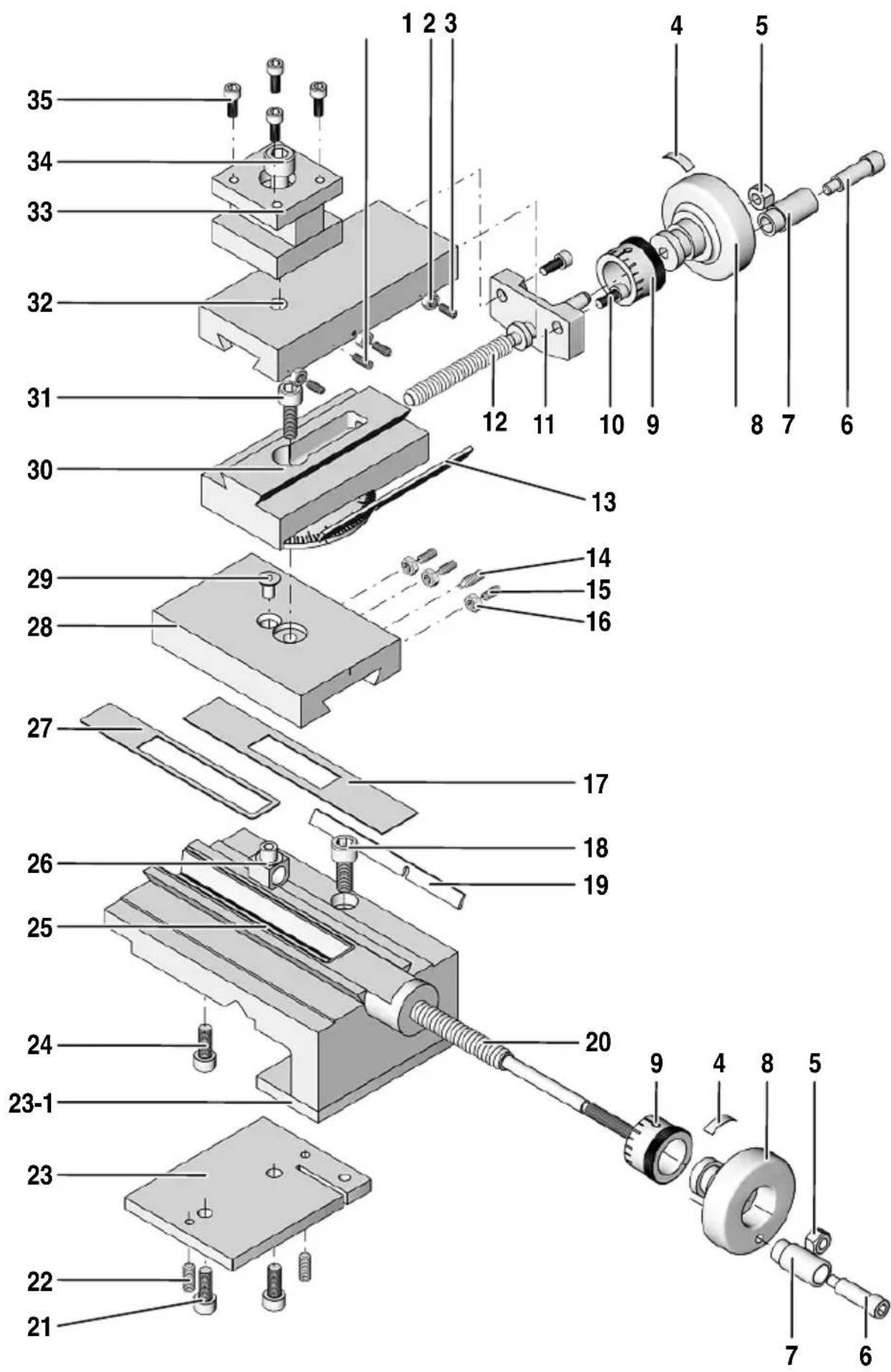
ET-Nr.: Benennung Designation
| 24002-03-01 | Gewindestift | / | Set screw | |
| 24002-03-02 | Sechskantmutter | / | Nut | |
| 24002-03-03 | Gewindestift | / | Set screw | |
| 24002-03-04 | F ederblech / S p r i n g | |||
| 24002-03-05 | Hutmutter | / | Cap nut | |
| 24002-03-06 | S chraube / S c r e w | |||
| 24002-03-07 | G riff | / | P | i |
| 24002-03-08 | Handrad | / | Handle | |
| 24002-03-09 | Skalenring | / | Scale ring | |
| 24002-03-10 | Schraube | / | Screw | |
| 24002-03-11 | Halter | / | Holder | |
| 24002-03-12 | Spindel | / | Spindle | |
| 24002-03-13 | Einstellblech | / | Adjusting plate | |
| 24002-03-14 | Gewindestift | / | Set screw | |
| 24002-03-15 | Gewindestift | / | Set screw | |
| 24002-03-16 | Sechskantmutter | / | Nut | |
| 24002-03-17 | Abdeckung | / | Cover | |
| 24002-03-18 | Schraube | / | Screw | |
| 24002-03-19 | Einstellblech | / | Adjusting plate | |
| 24002-03-20 | Spindel | / | Spindle | |
| 24002-03-21 | Schraube | / | Screw | |
| 24002-03-22 | Gewindestift | / | Set screw | |
| 24002-03-23 | Platte | / | Plate | |
| 24002-03-23-1 | Mutternplatte | / | Nut Plate | |
| 24002-03-24 | Schraube | / | Screw | |
| 24002-03-25 | Support | / | Support | |
| 24002-03-26 | Spindelmutter | / | Spindle nut | |
| 24002-03-27 | Abdeckung | / | Cover | |
| 24002-03-28 | Planschlitten | / | Cross slide | |
| 24002-03-29 | Schraube | / | Screw | |
| 24002-03-30 | Längsschlitten (Unterer Teil) | / | Top slide (downer part) | |
| 24002-03-31 | Schraube | / | Screw | |
| 24002-03-32 | Längsschlitten (Oberteil) | / | Top-Slide (Downer part) | |
| 24002-03-33 | Werkzeughalter | / | Tool holder | |
| 24002-03-34 | Schraube | / | Screw | |
| 24002-03-35 | Schraube | / | Screw | |
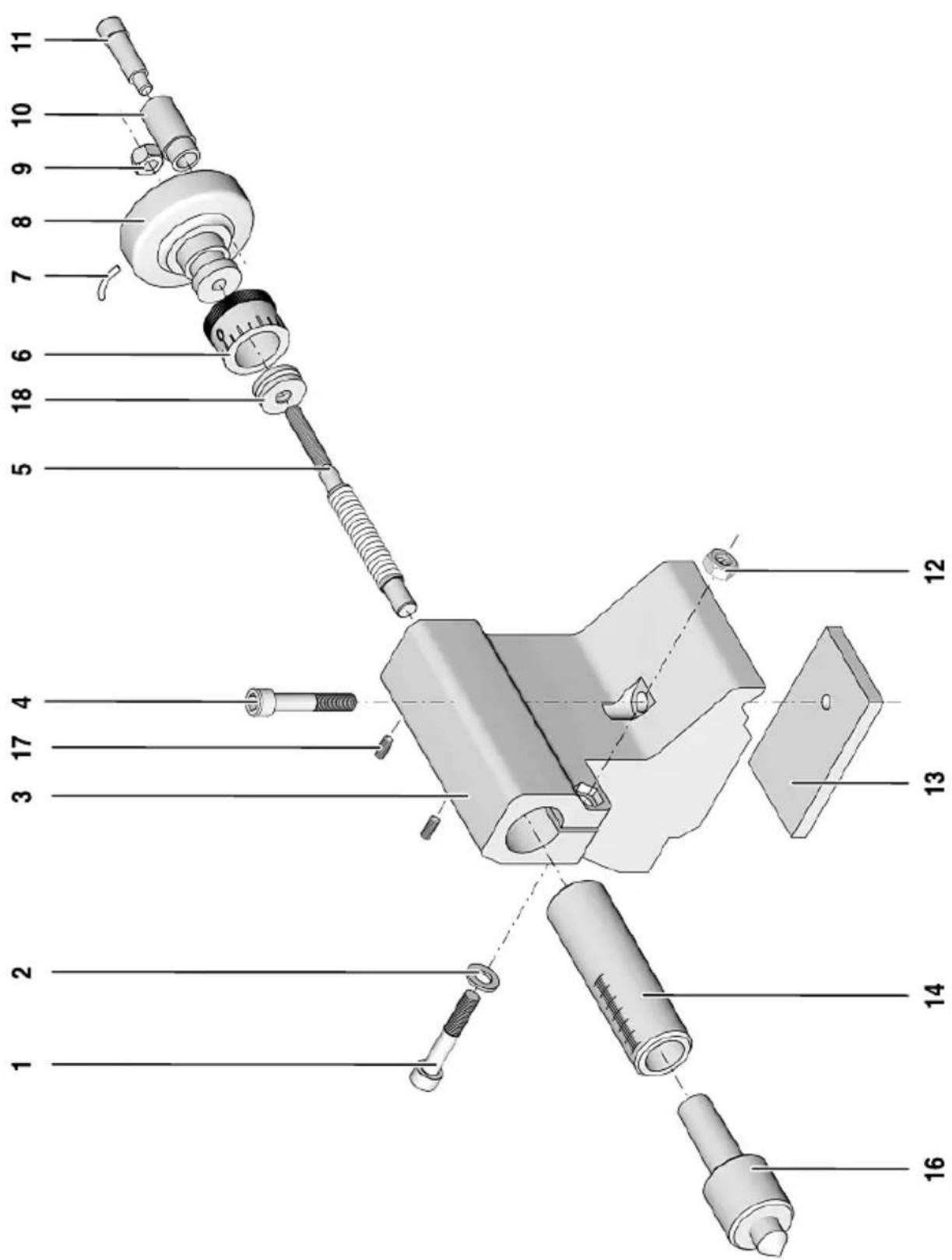
Baugruppe 04: Reitstock
ET-Nr.: Benennung Designation
| 24002-04-01 | Schraube | / | Screw | |||
| 24002-04-02 | Scheibe | / | Washer | |||
| 24002-04-03 | Reitstockkörper | / | Tailstock body | |||
| 24002-04-04 | S chraube / | S | c | r | e | w |
| 24002-04-05 | Spindel | / | Spindle | |||
| 24002-04-06 | Skalenring | / | Scale ring | |||
| 24002-04-07 | F ederblech / | S | p | r | i | n |
| 24002-04-08 | Handrad | / | Handwheel | |||
| 24002-04-09 | Hutmutter | / | Cap Nut | |||
| 24002-04-10 | Griffhülse | / | Grip | |||
| 24002-04-11 | Schraube | / | Screw | |||
| 24002-04-12 | Mutter | / | Nut | |||
| 24002-04-13 | Führungsplatte mit Gewinde | / | Guide plate with threaded hole | |||
| 24002-04-14 | Pinole | / | Sleeve | |||
| 24002-04-16 | Mitlaufende Körnerspitze | / | Rotating centre | |||
| 24002-04-17 | Gewindestift | / | Set screw | |||
| 24002-04-18 | Spindellager | / | Spindle bearing |
PROXXON
DE Service-Hinweis
Alle PROXXON-Produkte werden nach der Produktion sorgfältig geprüft. Sollte dennoch ein Defekt auftreten, wenden Sie sich bitte an den Händler, von dem Sie das Produkt gekauft haben. Nur dieser ist für die Abwicklung aller gesetzlicher Gewährleistungsansprüche zuständig, die sich ausschließlich auf Material- und Herstellerfehler beziehen.
Unsachgemäße Anwendung wie z.B. Überlastung, Beschädigung durch Fremdeinwirkung und normaler Verschleiß sind von der Gewährleistung ausgeschlossen.
Weitere Hinweise zum Thema „Service und Ersatzteilwesen“ finden Sie auf www.proxxon.com.