PD 250/E - Metallsvarv PROXXON - Gratis bruksanvisning och manual
Hitta enhetens manual gratis PD 250/E PROXXON i PDF-format.
| Produkttyp | Metallvarv |
| Märke | PROXXON |
| Modell | PD 250/E |
| Spetsavstånd | 250 mm |
| Spetshöjd | 70 mm |
| Höjd över sängen | 43 mm |
| Spännkapacitet (invändiga backar) | 2–27 mm (max 75 mm) |
| Spännkapacitet (utvändiga backar) | 25–71 mm |
| Tvärslidens vandring | 60 mm |
| Överslidens vandring | 45 mm |
| Rotationshastighet | 400–1600 varv/min (justerbar med rem) |
| Automatisk matning | 0,05 eller 0,1 mm/varv (beroende på kugghjul) |
| Metrisk gänga | Stigning: 0,5; 0,625; 0,7; 0,75; 0,8; 1,0; 1,25; 1,5 mm |
| Sängmaterial | Ribbad gråjärn med polerade prismatiska glidbanor |
| Chuck | 3-back (standardkapacitet 35 mm, max 68 mm med omvända backar) |
| Reitstock | Ja, med MK1 kon |
| Chuckkåpa | Med automatisk motoravstängning |
| Ljudnivå | Kan överskrida 85 dB(A) - använd hörselskydd |
| Medföljande tillbehör | Roterande dubb, verktygshållare, verktygssats, löst kugghjulssats, tandrem |
| Strömförsörjning | Nätanslutning (230 V ~ 50 Hz uppskattad) |
Vanliga frågor - PD 250/E PROXXON
Användarfrågor om PD 250/E PROXXON
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Metallsvarv i PDF-format gratis! Hitta din manual PD 250/E - PROXXON och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. PD 250/E av märket PROXXON.
BRUKSANVISNING PD 250/E PROXXON
Vid l äsning av bruksanwisningen, fall ut bildsidoma.
Česky 86
Vid köpet av PROXXON svarven PD 250/E har ni bestämt er en kvalitativt högvärdig maskin. De modernaste tillverknings- och kontrollmetoder garanterar svarvens tillförlitlighet.
Den föreliggande anvisningen omfattar:
• Säkerhetsföreskrifter,
• b etjäning och underhåll,
- reservdelslista.
Var s näll och beakta!
Användandet av denna bruksanvisning
- gör det lättare att lära känna maskinen,
- förhindrar störningar orsakade av felaktig hantering och
- förlänger maskinens livslängd.
Betjäna maskinen bara när ni har grundlig kännedom om funktionen och med beaktande av denna bruksanvisning.
PROXXON är inte ansvarig för säker maskinfunktion
- v id hantering som inte motsvarar vedertaget användande,
- vid andra användningsområden än de som nämns i bruksanvisningen,
- o m s äkerhetsbestämmelserna inte följs.
Ni kan inte ställa några garantianspråk vid
• b etjäningsfel,
• b ristande underhåll.
Beakta ovillkorligen säkerhetsföreskrifterna för er egen säkerhets skull.
Använd bara original PROXXON - r eservdelar.
Vi förbehåller oss rätten till vidareutveckling i takt med den tekniska utvecklingen.
Vi önskar er mycket nöje med er maskin.
PROXXON GmbH
Undvik oordning i a rbetsområdet.
En rörig arbetsplats innebär alltid ökad risk för olycksfall. Tänk på att alltid hålla arbetsplatsen städad och att göra rent från träspån, även under arbetet.
Fäst maskinen plant och säkert på ett fast underlag.
Se alltid till att maskinen inte kan falla ner eller välta, även när den används. För detta syfte finns det hål i f ötterna så att man kan skruva fast svarven i u nderlaget.
Kontrollera maskinen med avseende på ev. skador före varje användning.
Kontrollera särskilt skärverktygen, skyddsanordningarna samt anslutningskabeln och kontakten innan maskinen tas i d rift.
Observera: Defekta delar, s ärskilt skadade skyddsanordningar får endast bytas av en fackman eller PROXXON-kundservice.
Använd endast Proxxon originalreservdelar.
Gör inga ändringar på maskinen! Den mekaniska och elektriska säkerheten kan påverkas, särskilt föreligger risk för elektriska stötar och minskad säkerhet
Detta kan leda till personskador och materiella skador.
Arbeta aldrig utan de avsedda skyddsanordningarna.
Se till att maskinens chuckskydd alltid är nedfällt vid arbete samt att motorfrånkopplingen fungerar korrekt när chuckskyddet lyfts upp!
Var u ppmärksam på omgivningens påverkan!
Använd endast maskinen i torr miljö och aldrig i närheten av brännbara vätskor eller gaser. O mbesörj god belysning!
Använd skyddsglasögon!
Använd hörselskydd!
Ljudtrycksnivån u nder arbete med maskinen kan överskrida 85 dB (A). Använd hörselskydd!
Bär lämpliga arbetskläder!
Använd inte löst sittande kläder, t.ex. slips eller halsduk, under arbetet. De kan fastna i rörliga delar eller i arbetsstycket och orsaka personskador. A nvänd hårnät vid långt här och ta av smycken.
Skadade eller deformerade svarvstål får inte användas.
Se ovillkorligen till att svarvstålen är felfria. Kontrollera före varje användning genom okulär besiktning att de är i fullgott skick!
Håll barn och åskådare på avständ från arbetsområdet.
Se till att barn samt åskådare håller sig på tillräckligt stort säkerhetsavständ! Ungdomar under 16 år får endast använda maskinen under fackmässig handledning och i utbildningssyfte. Maskinen ska förvaras utom barns räckvidd när den inte används!
Överbelasta inte verktyget.
Optimalt resultat erhålls naturligtvis inom det effektområde som maskinen är konstruerad för! Undvik därför för stora arbetsstycken! Använd inte maskinen för annat ändamål än den är avsedd för.
Var a lltid försiktig och uppmärksam!
Var u ppmärksam på maskinen under arbetet och arbeta på ett förnuftigt sätt. Använd inte maskinen om du är okoncentrerad eller trött eller om du har druckit alkohol.
Hantera anslutningskabeln på ett omsorgsfullt sätt!
Skydda anslutningskabeln mot värme och vassa kanter och dra den så att den inte kan skadas. Använd inte kabeln för att dra ut kontakten från uttaget och lyft inte maskinen i k abeln. Håll rent: Skydda kabeln mot fett och olja!
Rengör noga maskinen efter arbetet!
Ta ut nätstickproppen!
När maskinen inte används vid underhåll, verktygsbyte, rengöring eller reparation ska nätstickproppen tas ur eluttaget! Vid r engöring ska även spån tas bort!
Läs noga bruksanvisningen före a nvändning och förvara den omsorgsfullt!
Innehållsförteckning
Sidan
| Förord | 7 |
| Säkerhetsanvisningar 76 | |
| Teckenförklaring 77 | |
| Beskrivning av maskinen 78 | |
| Tekniska data 78 | |
| Montering och uppställning 78 | |
| Betjäning av handvred | 78 |
| Inkoppling av automatisk matning | 79 |
| Arbeten med dubbdockan | 79 |
| Val a v s varvstål | 79 |
| Insättning av svarvstålet i verktygshållaren | 79 |
| Inställning av spindelvarvtal | 80 |
| Beräkning av max spindelvarvtal | 80 |
| Inspänning av arbetsstycke i c hucken | 81 |
| Vänding av chuckbackarna | 80 |
| Inkoppling av maskinen | 80 |
| Längdsvarvning | 81 |
| Plansvarvning | 81 |
| Konsvarvning 81 | |
| Kapning av ett arbetsstycke | 82 |
| Bearbetning av långt arbetsstycken med dubbdocka och dubb | 82 |
| Montering utbytbara kugghjul för gångskärning | 83 |
| Gångskärning med svarvstål | 83 |
| Gångskärning med hjälp av toppsliden | 83 |
| Skärning av vänstergänga | 83 |
| Tillbehör för svarv PD 250/E | 83 |
| Montera dubbsvarvutrustning | 83 |
| Borttagning av dubb | 83 |
| Fyrbackschuck | 83 |
Spännhylsehållare o ch spännhylsa 83
Fastsättning av borrchuck 84
Stöddocka 84
Reparation och underhåll 84
Rengöring 84
Ställa in styrningarnas spel 84
Ställa in rattarnas spel 84
EG-Konformitetsförklaring 85
Reservdelslista 126
Teckenförklaring (fig. 1)
- Huvudspindel
- Svarvchuck
- Svarvstålhållare
- Medroterande dubb
- Flänsyta för fräsenhet
- Dubbrör 6
- Klämskruv för pinol
- Dubbdocka
- Inställningsvred för pinol
- Handratt för ledarskruv
- Klämskruv för dubbdocka
- Ledarskruv
- Inställningsvred för toppslid
- Toppslid
- Släde
- Planslid
- Inställningsvred för planslid
- Kopplingskontakt för automatisk matning
- Transmissionskåpa med varvtalstabell
- Kontakt för vänsterrotation - Stopp - högerrotation
- Huvudströmbrytare
- Driftsindikering
- Reglering
24 Insexnyckel - Chucknyckel
- Chuckskyddet
Beskrivning av maskinen
PROXION - svarven PD 250/E är ett utbyggbart system med
- fulvägsellektronik för högt vridmoment i hela varvtabområdet.
• automatisk matring.
• svarvchuck och
• medrobenandie dubb
för bearbetning av ståt, mässing, aluminium och plast.
För plansvarning, längstvarning, konsvarning och gångskäming.
Med mota varande till behörär maskinen också lämplig för borning, fräsning och spårfräsning.
Vibrationsfritt arbete genom förstärkt maskinblädd av gjutjäm med såpad prismastyming glödbenoc.
Tekniska data
| Dubbovatland | 250 mm |
| Dubbhöjd | 70 mm |
| Höjd över support | 43 mm |
| Insplinningsomnäde | |
| - innerbackar | 2 - 27 mm, max. 75 mm |
| - ytterbackar | 25 - 71 mm |
| Plansädjustering | 80 mm |
| Toppalsidjustering | 45 mm |
| Spindelgvanomlopp | 10,5 mm |
| Konuptstagning, chucksidia | MK2 |
| Stålnätare för svarvistäl | 8x8 mm |
| Maskinmätt | 560x270x170 mm |
| Vikt | ca 12kg |
Arbatsa akhti d'me di hörse taky did!
Montering och uppställning
Föjdende delar hör till PROXION- svarvens PD 250/E standardulstruttning:
- Svarv komplett med motoc automatisk matning och trebackschuck med chudknydvel och skydd, samt tillbehöte
• medroferande dubb,
• varik tygosa ti,
• an sats utbytbara kugghjul för gångskäming.
• stahlblanes.
• vikei kuginnem.
Uppställningsytan måste vara plan, skakningsfli och stabil. Maskinen sälts fast i de därför avsiedda borrhåten på en stabil arbetsbänk.
Observera!
Kontrolera att transmissionskåpan av plast är stängd när masäinen lyfta upp. Kåpan kan annara gå sönder.
Alta blanka metalldelar är konserverade med ett skyddismedel vid leverans.
Denna konservering målte tvättas bort med fotogen innan svarven tas i bruk.
Däsefter måste alla blanka styrningar och spindlar djas in väl. Skruva fast chuckskyddiet.
Betjäning av handvred
Observera!
Koppla bara in matningen när maskinen står stilla.
- Vrid kontakten 1 (fig. 6) åt höger.
- Vrid kontakten åt vänster för att koppla från matningen. Rör lite på ledarskruven om handvredet går tungt.
Observera!
Kontrollera alltid vid inkopplad automatisk matning att släde eller svarvstål inte går emot chuck eller dubbdocka.
Anvisning:
Med inkopplad matning flyttar sig släden beroende på kugghjulskombination 0,05 eller 0,1 mm per varv.
Beakta etiketten på transmissionshusets insida vid inställning av matning.
Vid n normal spindelrotation (högergående) och inkopplad automatisk matning rör sig släden alltid från höger till vänster. D et är också vid svarvning den reguljära matningen.
Släden kan naturligtvis också automatiskt köras tillbaka till utgångsläget.
Koppla från maskinen för detta. För tillbaka svarvstålet något och ställ sedan kontakten 2 (fig. 2) på vänsterrotation.
Arbeten med dubbdockan
- Lossa klämskruven 4 (fig. 7), skjut dubbdockan 2 till önskat läge på styrningen och dra fast klämskruven igen.
Anvisning:
Pinolen har en fastsättning för chuck eller medroterande dubb med morsekon storlek MK 1.
Observera!
Fastsättningskonen måste alltid vara absolut ren.
Smuts och framför allt metallspån påverkar noggrannheten och kan göra pinol och kon obrukbara.
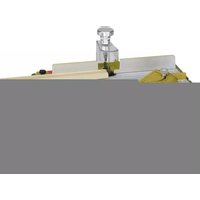
- Kör ut pinolen ca 10 mm genom att vrida på handvredet 3 för att sätt i t.ex. dubben 1 (fig. 7).
- Stick in dubben 1 (bild 7) med konen före i dubbröret och tryck fast den ordentligt med handen. Konen sitter stadigt fast och kan inte dras ut framifrån.
- Vrid handvred 3 åt vänster till anslag för att lossa ett isatt verktyg.
- Vrid sedan vidare ca ett varv mot motståndet. Konen lossnar och kan tas ut.
Anvisning:
Pinolen kan spännas fast i alla lägen med skruven 5 (fig. 7).
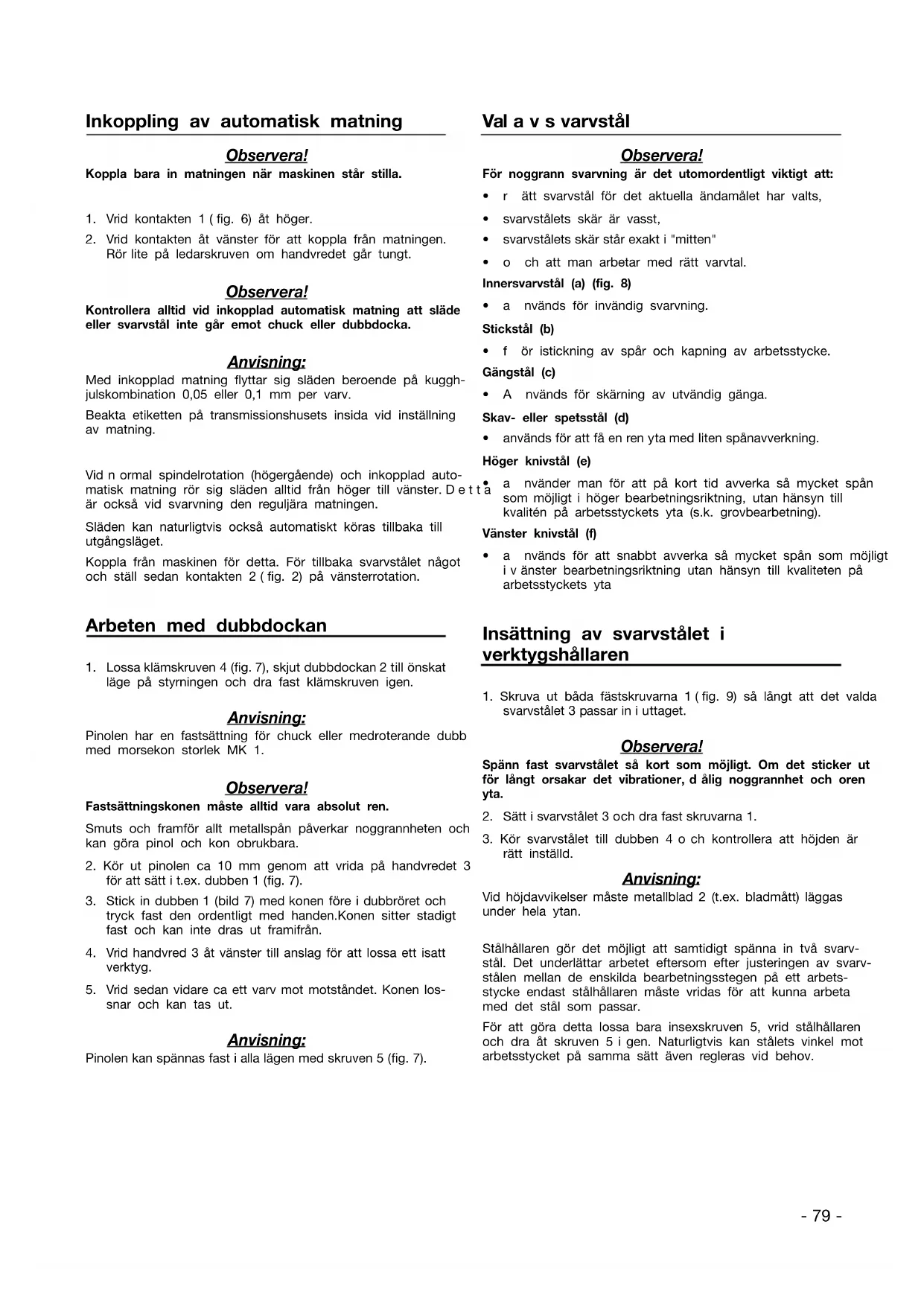
Val a v s varvstål
Observera!
För noggrann svarvning är det utomordentligt viktigt att:
- svarvstålets skär är vasst,
- svarvstålets skär står exakt i "mitten"
- o ch att man arbetar med rätt varvtal.
- r ätt svarvstål för det aktuella ändamålet har valts,
Innersvarvstål (a) (fig. 8)
- a nvänds för invändig svarvning.
Stickstål (b)
- f ör istickning av spår och kapning av arbetsstycke.
Gängstål (c)
- A nvänds för skärning av utvändig gånga.
- används för att få en ren yta med liten spånavverkning.
Höger knivstål (e)
• a nvänder man för att på kort tid avverka så mycket spån som möjligt i höger bearbetningsriktning, utan hänsyn till kvalitén på arbetsstyckets yta (s.k. grovbearbetning).
Vänster knivstål (f)
- a nvänds för att snabbt avverka så mycket spån som möjligt i v änster bearbetningsriktning utan hänsyn till kvaliteten på arbetsstyckets yta
Insättning av svarvstålet i verktygshållaren
- Skruva ut båda fästskruvarna 1 (fig. 9) så långt att det valda svarvstålet 3 passar in i uttaget.
Observera!
Spänn fast svarvstålet så kort som möjligt. Om det sticker ut för långt orsakar det vibrationer, d ålig noggrannhet och oren yta.
-
Sätt i svarvstålet 3 och dra fast skruvarna 1.
-
Kör svarvstålet till dubben 4 o ch kontrollera att höjden är rätt inställd.
Anvisning:
Vid höjdavvikelser måste metallblad 2 (t.ex. bladmått) läggas under hela ytan.
Stålhållaren gör det möjligt att samtidigt spänna in två svarvstål. Det underlättar arbetet eftersom efter justeringen av svarvstålen mellan de enskilda bearbetningsstegen på ett arbetsstycke endast stålhållaren måste vridas för att kunna arbeta med det stål som passar.
För att göra detta lossa bara insexskruven 5, vrid stålhållaren och dra åt skruven 5 i gen. Naturligtvis kan stålets vinkel mot arbetsstycket på samma sätt även regleras vid behov.
Inställning av spindelvarvtal
Observera!
Dra ut nätkontakten vid arbeten med kugghjulen. Skaderisk!!
Spindelvarvtalet måste anpassas till arbetsstyckets material och diameter.
Beräkning av maximalt spindelvarvtal
Vid b ekant maximal skärhastighet för ett givet material kan det nödvändiga maximala spindelvarvtalet beräknas.
Maximalt tillåtet spindelvarvtal
$$ = \frac {\text { Skärhastighet } \times 1 0 0 0}{\text { Arbetsstyckets diameter } \times 3 , 1 4} $$
Exempel:
Ett arbetsstycke med en diameter av 20 mm skall svarvas med en skärhastighet av 50 m/min.
$$ \frac {5 0 \times 1 0 0 0}{2 0 \times 3 , 1 4} = 7 9 6 / \mathrm{min} $$
Genom att lägga om drivremmen (fig. 10) ställs nästa högre varvtal in. I detta fall 1600 v/min. Rätt hastighet ställs nu in regleringen, observera att regleringen täcker ett varvtalsområde från 25% till 100%. I v årt exempel alltså 400 v/min till 1600 v/min.
- Lossa klämskruven på transmissionshuset och öppna luckan.
- Lossa drivremspännare 1 (fig. 10).
- Ställ in aktuellt varvtal genom att lägga om drivremmen enligt fig. 11.
- Dra fast drivremspännaren igen. Kontrollera drivremmens spänning på lämpligt ställe, för kraftig spänning ökar slita-get på rem och lager och minskar motoreffekten.
- Stäng transmissionshusluckan igen innan svarvningen påbörjas.
Inspänning av arbetsstycke i c hucken
Observera!
Om arbetsstycke spänns fast i chucken utan mothåll från dubbdockan får det inte sticka ut (fig. 12) längre än tre gånger materialets diameter (L = 3 x D).
Anvisning:
Standardchucken har tre b ackar av stål som ställer in sig samtidigt och därigenom automatiskt centrerar runda arbetsstycken.
I normaläge kan arbetsstycken med en diameter upp till 35 mm spännas fast. Genom att vända backarna kan arbetsstycken med en diameter upp till 68 mm spännas fast.
- Öppna chucken 2 (fig. 12) med chucknyckeln 1 så långt att arbetsstycket passar in i ö ppningen.
Observera!
Låt inte chucknyckeln sitta kvar i c hucken. Skaderisk!
- Spänn fast arbetsstycket och ta bort nyckeln från chucken.
- Kontrollera arbetsstyckets rundgång. Korrigera om nödvändigt.
Observera!
Om ett långt arbetsstycke som sticker ut åt vänster spänns fast, ökar skaderisken. Var speciellt försiktig i detta fall och se till att inga föremål fastnar i den roterande axeln. Spärra av området särskilt.
Vändning av chuckbackarna
Observera!
Spänn inte fast arbetsstycken med större diameter än 68 mm. Backarnas spännkraft är då så låg att arbetsstycket kan los- sna. Olycksfallsrisk!
Anvisning:
Backarna är numrerade.
- Öppna chucken så mycket att backarna lossnar.
a. Vänd backarna och sätt in nr. 1 först i en av de tre styrningarna (fig. 13). - Tryck back nr. 1 mot chuckens centrum och vrid samtidigt chucknyckeln i r iktning "spänning".
- När gängskruven har fattat tag i back nr. 3 måste back nr. 2 sättas in i n ästa styrning (medurs).
- Gör som beskrivits ovan med back nr. 2 och nr. 1.
- Kontrollera sedan att alla backarna är centrerade.
- När ni vill arbeta med innerbackar igen, upprepar ni de här beskrivna stegen, men i o mvänd ordningsföljd.
Kontrollera före i nkoppling av maskinen att chucknyckeln inte sitter i c hucken, svarvbackarna inte står upp och att ingen har händerna i r iskzonen.
Om maskinen startas när spännstift ännu finns kvar i c huckhålen kan dessa slungas iväg eller fastna vid starten. Fara: Risk för allvarliga personskador eller sakskador!
Koppla bara in maskinen när ett arbetsstycke har spänts fast i chucken. Annars kan backarna lossna och orsaka skador.
Observera:
Arbeta alltid i avsett effektområde! Undvik att spindeln blockeras genom överbelastning. Om spindeln blockeras under arbetet stäng då av maskinen direkt och ställ för det fortsatta arbetet in matningen så att maskinen inte överbelastas.
Observera!
Kontrollera att uppgifterna på typskylten överensstämmer med de lokala förutsättningarna för ert elnät innan du sätter i stickproppen i e luttaget. Om uppgifterna inte stämmer överens kan det leda till skador eller risker under arbetet!
Observera!
Använd alltid hörselskydd och skyddsglasögon under arbetet!
Observera!
Undvik onormala kroppsställningar! Se till att du står säkert och behåll jämvikten.
Observera!
Vid i drifttagande och vid arbetet med PD 250/E måste följande beaktas: Din maskin är utrustad med en automatisk säkerhetsbrytare och kan bara användas med nedfällt chuckskydd. Fälls chuckskyddet upp under drift, stängs motorn a utomatiskt av!
Arbeta endast med nedfällt chuckskydd! Är detta defekt får maskinen inte användas!
Undvik onormal kroppshållning! Se till att ni står stadigt och tappa inte balansen.
- Ställ omkopplingskontakt 2 (fig. 2) i läge »0».
- Slå till huvudströmbrytaren 1. Driftsindikeringen måste nu lysa.
- Vrid omkopplingskontakten 2 åt höger för normalt varvtal.
- Vrid omkopplingskontakten åt vänster för vänsterrotation.
Observera!
Koppla bara om när maskinen står stilla.
- Slå av huvudströmbrytaren efter avslutat arbete. Först då är maskinen fullständigt bortkopplad från elnätet.
Längdsvarvning
Anvisning:
Svarvning parallellt med svarvspindeln och bearbetning av cylindriska föremål är det huvudsakliga användningsområdet för svarvar.
- Välj spindelvarvtal enligt tabellen på er svarv.
- Ställ in erforderligt varvtal genom att lägga om drivremmen i t transmissionshuset (se föregående avsnitt).
- Spänn fast ett knivstål höger 2 (fig. 14) i stålhållaren (se föregående avsnitt).
- Koppla från automatisk matning 3.
- Kör fram släden till arbetsstycket från höger till vänster.
- Ställ in skärdjupet med plansliden 1.
Observera!
Kontrollera med handen att spindel, chuck och arbetsstycke roterar fritt innan maskinen kopplas in.
Låt inte släde eller svarvstål gå emot chucken.
- Koppla in maskinen (högergående).
- Mata manuellt eller koppla in den automatiska matningen 3, överbelasta inte maskinen därvid.
Anvisning:
Om toppsliden inte behövs är det lämpligt att klämma fast den med skruven 4 (fig. 14). Genom att eliminera spelet förbättras svarvresultatet.
Plansvarvning
Anvisning:
Detta arbetssätt används för att svarva ett arbetsstyckes framsida plan.
- Justera höger knivstål ca 2° till 3° (fig. 15).
- För plansliden med svarvstål utifrån och inåt (mot centrum).
Observera!
Vid större arbetsstycksdiametrar differerar skärhastigheten utifrån och inåt avsevärt. För därför fram plansliden känsligt och långsamt.
Konsvarvning
Den övre släden är (fig. 16) utrustad med en skala och kan svängas 45° åt två sidor för konsvarvning. Lossa skruven 1, ställ in toppsliden och dra fast den igen.
Kapning av ett arbetsstycke
- Spänn fast stickstålet rätvinkligt i s tålhållaren.
Observera!
Spänn fast stickstålet så kort som möjligt (halva arbetsstyckets diameter + 1 mm). Spänn fast arbetsstycket också så kort som möjligt.
Observera stickstålets exakta dubbhöjd. Arbeta med lågt varv- tal och kyl skäret så mycket som möjligt.
- För plansliden utifrån och inåt (mot centrum) med känsla.
Bearbetning av längre a rbetsstycken med dubbdocka och dubb
Observera!
När arbetsstycket sticker ut från chucken mer än tre g ånger arbetsstyckets diameter måste det hållas emot med dubb från dubbdockan på högeränden.
För detta ändamål måste ett centreringshål borras i arbetsstyckets högra ände.
- Plansvarva höger ände.
- Sätt i borrchucken (tillbehör) i dubbdockan och spänn fast centreringsborr.
- Kör fram dubbdockan med borrchuck och centreringsborr till arbetsstyckets framände.
- Koppla in maskinen och borra centreringshålet med hjälp av pinolmatningen.
-
Byt ut borrchucken mot den medroterande dubben igen 1 (fig. 17).
-
För in dubbspetsen i c entreringshålet och spänn fast dubb-dockan 3.
- Justera fram pinolen så långt att 2 s pel elimineras.
- Blockera pinolen med hjälp av skruven 4.
Montering av utbytbara kugghjul för gängskärning
Anvisning:
Med PROXXON svarven PD 250/E kan man skära metriska gängor med en stigning från: 0.5 (M3), 0.625, 0.7 (M4), 0.75, (M5), 1,0 (M6), 1,25 (M8) och 1,5 (M10).
PD 250/E levereras med monterad kugghjulsarm och utbytbar kugghjulskombination för automatisk matning 0,05 mm/varv. För gångskärning behöver bara de på kugghjulsarmen monterade utbytbara kugghjulen bytas.
- Lossa klämskruven 1 (fig. 18) och tippa kugghjulsarmen 2 något uppåt för att ta av kuggremmen 4.
- Ta bort skruvarna 3 och 5 för de normala kugghjulen för automatisk matning.
Anvisning:
Kuggantalet är instansat på alla utbytbara kugghjul.
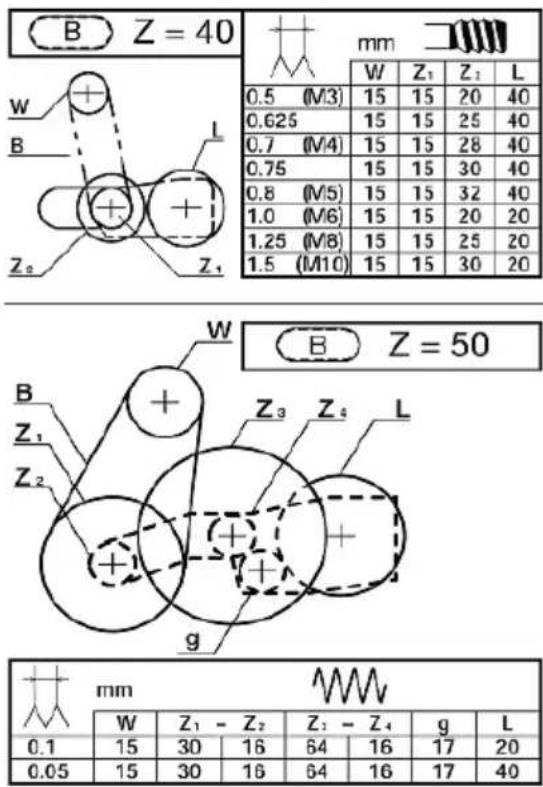
Om t.ex. en gänga med en stigning av 1,0 mm skall skäras, anger tabellen i t transmissionshuset följande data:
text_image
B Z = 40 mm W Z1 Z2 L 0.5 (M3) 15 15 20 40 0.625 15 15 25 40 0.7 (M4) 15 15 28 40 0.75 15 15 30 40 0.8 (M5) 15 15 32 40 1.0 (M6) 15 15 20 20 1.25 (M8) 15 15 25 20 1.5 (M10) 15 15 30 20 B Z = 50 W Z3 Z4 L g mm W Z1 - Z2 Z3 - Z4 g L 0.1 15 30 16 64 16 17 20 0.05 15 30 16 64 16 17 40W 15 - Kugghjul med 15 kuggar på huvudspindeln. Detta kugghjul är redan monterat på axeln och behöver inte bytas.
Z_1 15 - Z_2 20 - M ellanhjul för drivremmen från huvudspindel med 15 kuggar med fast förbundet kugghjul till ledarspindel med 20 kuggar.
L20 - L edarspindelkugghjul med 20 kuggar.
- Sätt fast kugghjulet »Z-Z₂» m ed 15/20 kuggar (fig. 19) med hjälp av skruven 2, bricka, mellanhylsa och mutter på kugg-hjulsarmen 3.
Anvisning:
Dra ännu inte fast muttern på skruv 2 (sidoförflyttning måste fortfarande vara möjlig).
Det utbytbara kugghjulet »Z-Z2» roterar fritt mellan bricka och hylsa.
Brickan förhindrar att kuggremmen hoppar av från kugghjul 0.8Z _1 ».
- Lossa gängstift 1, dra av det utbytbara kugghjulet »L40» och byt ut det mot kugghjul »L20».
Anvisning:
Märket »L» på ledarskruvhjulet måste alltid vara vänt mot svarvchucken.
Klämning med gångstiftet 1 m åste göras på axelns avplattade del.
Observera!
För att kontrollera att det finns tillräckligt spel mellan de utbytbara kugghjulen, för in en tidningspapperremsa mellan kuggarna när kugghjulen skjuts samman. Papperets tjocklek motsvarar ungefär det ovillkorligen nödvändiga kuggspelet.
- Förskjut axeln för kugghjulet »Z-Z₂» p å a rmen så att den kommer i i ngrepp med ledarskruvhjulet »L» och dra sedan fast muttern för skruven 2.
- Lägg på den korta kuggremmen för förbindelse mellan kugghjulen på huvudspindeln »W» och »Z
- Tryck kugghjulsarmen 3 neråt och dra fast klämskruven 4.
Gängskärning med svarvstål
Anvisning:
För följande arbeten måste arbetsstycket vara färdigbearbetat och ha rätt ytterdiameter för gångan. Det är lämpligt att svarva en fas vid gångingången. Gångsvarvstålet måste spännas fast med en vinkel på exakt 90°.
- Spänn fast arbetsstycket.
- Koppla från den automatiska matningen och ställ svarvstålet i s tartläge.
Observera!
Använd det lägsta varvtalet vid gängskärning och gå fram med yttersta försiktighet.
- Starta maskinen med knapp 2 (bild 20) (högergång).
- Ställ fram svarvstålet på plansliden 1 och koppla in matningen 3.
- Slå av maskinen när rätt gänglängd uppnåtts 2.
Observera!
Den automatiska matningen måste vara inkopplad tills gängan är färdigskuren. Frånkoppling mellan arbetsmomenten gör det omöjligt att fortsätta arbetet.
Slå av motorkontakten först när chucken står helt stilla. Omedelbar frånkoppling orsakar ökat slitage och minskar motorns livslängd.
- Kör tillbaka svarvstålet något med plansliden.
- Kör tillbaka släden till utgångsläget, koppla om huvudspindelns rotationsriktning för detta.
- Sätt in svarvstålet och upprepa de beskrivna arbetsmomenten tills erforderligt gängdjup uppnätts.
Gängskärning med hjälp av toppsliden
En kvalitativt felfri gänga kan bara framställas med hjälp av toppsliden.
Gängstålet sätts in med plansliden på det sätt som beskrivits tidigare.
Toppsliden justeras därvid dock 0,025 mm en gång åt vänster och sedan åt höger.
Spånen i g ängförloppet tas alltså bort från bara en sida.
Först när fullt gångdjup uppnåtts skärs slutligen till fullt djup ännu en gång genom en liten frammatning.
Skärning av vänstergänga
För skärning av vänstergänga måste mellankugghjul 1 (fig. 21) monteras mellan »Z-Z_2» och ledarskruvhjulet »L1».
Därigenom kastas ledarskruvens rotationsriktning om. Släden går vid högerroterande chuck från vänster till höger.
Montering och arbetssätt är samma som tidigare b eskrivits.
Tillbehör för svarv PD 250/E
Anvisning:
Följande tillbehörsdelar ingår inte i I everansen.
Montera dubbsvarvutrustning (No. 24014)
Anvisning:
Längre a rbetsstycken spänns fast mellan centreringsdubbarna på huvudspindel och dubbdocka.
Arbetsstycket måste ha ett centreringshål i b åda ändar.
Ett exakt cylindriskt arbetsstycke får man bara om dubbarna är ens, alltså står exakt mittemot varandra och stämmer exakt överens horisontellt.
- Skruva ur de tre s kruvarna för trebackschucken och ta av den.
- Rengör passning på medbringarskiva och dubb och deras passning i h uvudspindeln grundligt.
- Sätt in dubb 4 (fig. 22) i huvudspindelns passning 1.
- Sätt på medbringarskivan 2 och dra fast den med tre skruvar 3.
-
På vänster sida, för in medbringarstiftet i ett av de tre avlånga hålen i medbringarskivan och för in dubbspetsen i centreringshålet.
-
Skjut på medbringaren 1 (fig. 23) på arbetsstycket (medbringarstift utåt) och dra fast skruven 2.
- På höger sida, fixera arbetsstycket med hjälp av dubbdocka och fast eller medroterande dubb.
Observera!
Vid användning av fast dubb i dubbdockan är det nödvändigt att kontinuerligt kyla dubb och centreringshål med olja för att förhindra utglödgning.
Borttagning av dubb
- För in en passande stång av aluminium eller mässing från vänster till höger genom huvudspindeln.
- Håll fast dubben och lossa den med lätta slag på stången.
Fyrbackschuck (No. 24036)
Anvisning:
Genom att backarna kan justeras separat kan runda, ovala, fyrkantiga och osymmetriska arbetsstycken spännas fast.
Fastspänningen kan ske centrerat eller excentriskt.
I m otsats till trebackschucken måste här centrering av arbetsstycket göras manuellt.
Observera!
- Demontera trebackschucken och montera fyrbackschucken.
- Öppna de fyra backarna, rengör anliggningsytorna och spänn fast arbetsstycket löst efter ögonmått.
- Kör fram släde med svarvstål till arbetsstyckets plana yta.
- Vrid chucken runt för hand för att fastställa symmetriavvikelser.
- Justera genom att öppna en back och justera efter med den motliggande backen.
- Dra alla fyra backarna likformigt korsvis.
Observera!
I spännbackarnas normalläge får bara arbetsstycken med maximalt 30 mm sida spännas fast. I o mvänt läge maximalt 80 mm.
Större a rbetsstycken hålls inte fast säkert. Olycksfallsrisk!
Spännhylseutrustning och spännhylsa (No. 24038)
Anvisning:
Spännhylseutrustningen är särskilt lämplig för bearbetning av runda ämnen med hög precision. Rundgångsnoggrannheten är här väsentligt bättre än v id arbeten med en chuck med backar.
Observera!
Dra ur närkontakten!
- Skruva ur de tre s kruvarna för trebackschucken och ta av den.
- Rengör passningen för spännhylsehållaren 2 (fig. 24) och passningen i h uvudspindeln 1 n oggrant.
- Montera spännhylsehållaren 2 m ed de fyra skruvarna 3.
Observera!
Använd alltid spännhylsor som passar exakt till arbetsstycket. Hylsor med för stor diameter förstörs.
- Sätt i spännhylsan 6 och skruva på överfallsmutter 5 löst.
Observera!
Dra aldrig fast överfallsmuttern u tan att ett arbetsstycke spänts fast.
- Sätt i passande arbetsstycke i spännhylsan och dra fast överfallsmuttern 5 m ed hjälp av stålstiften 4.
Fastsättning av borrchuck (No. 24020)
- Ta bort den medroterande dubben från pinolen. Rengör kona och chuckborrning från fett och smuts.
- Sätt in tapparna i p inolen och skjut på borrchucken hårt.
Anvisning:
Losstagning av borrchucken görs på samma sätt som för med-roterande dubb.
Stöddocka (No. 24010)
Stöddockan är speciellt lämplig för ursvarvning av långa arbetsstycken med diameter upp till 40 mm.
- Lossa skruvarna 4 (fig. 25) och ställ hållarplattan 3 på tvären.
- Ställ in stöddockan på bäddstyrningen och ställ den i önskat läge.
- Sväng in hållarplattan 3 p arallellt med stöddockans sockel och dra fast skruvarna 4.
- Lossa alla klämskruvar 1 och kör fram de enskilda backarna 2 till arbetsstycket.
Observera!
Backarna 2 f år bara röra vid arbetsstycket men inte klämma fast det. Annars finns risk för att arbetsstyckets yta repas och motorn ö verbelastas.
Om arbetsstycket inte är runt och blankt vid stödstället måste det först svarvas av.
Backar och arbetsstycke måste oljas kontinuerligt under svarvningen.
- Kontrollera att arbetsstycket är lagrat i stöddockan utan spel och dra åt klämskruvarna 1 i gen.
Reparation och underhåll
Rengöring
Observera!
Vid a llt inställnings- och underhållsarbete ska nätstickproppen dras ur! Det föreligger risk för allvarliga personskador eller materiella skador på grund av en oavsiktlig start av maskinen eller risk för elstöt!
- Ta efter användning av maskinen noga bort alla spån med en pensel eller en borste. Använd inte tryckluft för rengöring.
- Smörj alla rörliga delar, spindlar och styrningar regelbundet!
Höljet kan rengöras utvändigt med en mjuk, ev. fuktad trasa. För detta får mild tvål eller ett annat lämpligt rengöringsmedel användas. Rengöringsmedel som innehåller lösningsmedel eller sprit (t ex bensin, tvättsprit osv.) ska undvikas, eftersom de kan angripa höljets delar av plast samt tvätta bort smörjmedlen.
Observera:
Byte av nätsladden får endast utföras av vår Proxxon-Serviceavdelning eller kvalificerad specialist.
Ställa in styrningarnas spel (fig. 27)
Information:
Även om styrningar regelbundet smörjs resp oljas in går det inte att undvika att de pga. slitage har glapp.
Det här för toppsliden beskrivna tillvägagångssättet är det samma för alla styrningar, d ärför är det analogt för de övriga styrningarna på din svarv. De behandlas därför inte separat här. Ställ in styrningarna enligt denna princip: Precis så "hårt" som nödvändigt men så lättrörliga som möjligt!
Tänk på att om styrningar ställs in för snävt så ger det större manöverkrafter samt ett ökat slitage!
- Lossa låsmuttrarna 1 hos justerskruvarna 2 för toppsliden 3 med en U-nyckel 5 och skruva ut den något.
- Skruva in justerskruvarna 2 jämnt med en insexnyckel 4 tills glappet har åtgärdats.
- Dra åt låsmuttrarna 1 i gen. Håll därvid fast justeringsskruvarna 2 med sexkantnyckeln 5 i sina lägen så att de inte rör sig.
- Vänd maskinen och skruva ut gängstift 2 (fig. 28) en aning.
- Kontrollera därefter huruvida supporten fortfarande är lättrörlig när den flyttas och att den löper helt utan glapp.
Ställa in rattarnas spel (fig. 29)
Precis som för styrningarna går det naturligtvis inte att undvika att rattarna slits vid driften. Det betyder att dödgången långsamt men konstant blir större. Minimera detta genom att:
- hålla fast ratten 1 och lossa hatmuttern
- vrida ratten något åt höger
- dra åt hattmuttern i gen och håll därvid fast ratten.
Tänk här även på att:
En total eliminering av dödgången och en för "hård" inställning inte är lämplig för rattarna. Om rattarna ställs in alltför snävt så ger det större manöverkrafter samt ett ökat slitage!
Avfallshantering:
Kasta inte maskinen i hushållssoporna! Maskinen innehåller material som kan återvinnas. Vid frågor angående detta, var god vänd dig till ett lokalt återvinningsföretag eller renhållningen i d in kommun.
EG-Konformitetsförklaring
Tillverkarens namn och adress:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Produktbeteckning: PD 250/E
Artikelnr: 24002
Vi förklarar på eget ansvar att denna produkt överensstämmer med följande riktlinjer och normgivande dokument:
EU:s EMK-direktiv 2014/30/EG
DIN EN 55014-1 / 0 5.2012
DIN EN 55014-2 / 0 6.2009
Verksamhetsområdet maskinsäkerhet.
Befullmäktigat ombud för CE-dokumentation är identisk med undertecknaren
Předmluva
Vážený zákazníku!
Alla PROXXON-produkter genomgår noggranna kontroller efter tillverkningen. Om det ändå skulle inträffa någon defekt ska ni kontakta återförsäljaren som ni köpte produkten av. Det är endast återförsäljaren som är tillgänglig för hante-ring av garantianspråk, som uteslutande rör material- och tillverkningsfel.
Felaktig användning som t.ex. överbelastning, skador på grund av yttre påverkanoch normalt slitage utesluts från garantin.
Ytterligare information gällande "Service och reservdelar" finns på www.proxxon.com.