
PD 250/E - Tokarka do metalu PROXXON - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia PD 250/E PROXXON w formacie PDF.
| Typ produktu | Tokarka do metalu |
| Marka | PROXXON |
| Model | PD 250/E |
| Rozstaw kłów | 250 mm |
| Wysokość kłów | 70 mm |
| Wysokość nad łożem | 43 mm |
| Zakres mocowania (szczęki wewnętrzne) | 2 – 27 mm (max. 75 mm) |
| Zakres mocowania (szczęki zewnętrzne) | 25 – 71 mm |
| Przesuw suportu poprzecznego | 60 mm |
| Przesuw suportu górnego | 45 mm |
| Prędkość obrotowa | 400 – 1600 obr/min (regulowana paskiem) |
| Posuw automatyczny | 0,05 lub 0,1 mm/obr (w zależności od kół zębatych) |
| Gwint metryczny | Skok: 0,5; 0,625; 0,7; 0,75; 0,8; 1,0; 1,25; 1,5 mm |
| Materiał łoża | Szare żeliwo żebrowane z polerowanymi prowadnicami pryzmatycznymi |
| Uchwyt | 3-szczękowy (standardowo 35 mm, max 68 mm z odwróconymi szczękami) |
| Konik | Tak, z stożkiem MK1 |
| Osłona uchwytu | Z automatycznym wyłączaniem silnika |
| Poziom hałasu | Może przekraczać 85 dB(A) – nosić ochronniki słuchu |
| Akcesoria w zestawie | Obrotowy konik, imak narzędziowy, zestaw narzędzi, zestaw wymiennych kół zębatych, pasek zębaty |
| Zasilanie | Sieciowe (230 V ~ 50 Hz szacowane) |
Często zadawane pytania - PD 250/E PROXXON
Pytania użytkowników dotyczące PD 250/E PROXXON
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Tokarka do metalu w formacie PDF za darmo! Znajdź swoją instrukcję PD 250/E - PROXXON i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. PD 250/E marki PROXXON.
INSTRUKCJA OBSŁUGI PD 250/E PROXXON
Przy czytaniu instrukcji obsługi otworzyć strony z e z djęciami.
Русский 116
Tłumaczenie o ryginalnej instrukcji obsługi
Wstep
Szanowni Państwo!
Kupując tokarkę PROXXON PD 250/E zdecydowaliście s ię Państwo na zakup wysokiej jakości urządzenia. Najnowocześniejsze metody produkcji i kontroli gwarantują wysoką niezawodność urządzenia.
Niniejsza instrukcja obejmuje:
- p rzepisy bezpieczeństwa,
- i nstrukcje obsługi i k onserwacji,
- wykaz części zamiennych.
Prosimy pamiętać!
Korzystanie z n iniejszej instrukcji
- ułatwia zapoznanie się z urządzeniem,
- zapobiega powstawaniu zakłóceń na skutek niewłaściwej obsługi,
- wydłuża żywotność posiadanego urządzenia.
Prosimy o przechowywanie niniejszej obsługi zawsze w zasięgu ręki!
Maszynę tę należy obsługiwać tylko po dokładnym zapoznaniu się z instrukcją i przy jej przestrzeganiu.
PROXXON nie odpowiada z a b ezpieczne funkcjonowanie urządzenia w przypadku:
- obchodzenia się w niewłaściwy sposób z urządzeniem,
- innych zastosowań, nie wymienionych w instrukcji,
- nieprzestrzegania przepisów bezpieczeństwa.
Świadczenia gwarancyjne nie przysługują w p rzypadku:
- błędów obsługi,
- niedostatecznej konserwacji.
Dla własnego bezpieczeństwa n ależy bezwarunkowo przestrzegać przepisów bezpieczeństwa.
Stosować tylko oryginalne części zamienne firmy PROXXON.
Zastrzegamy sobie prawo wprowadzania zmian modernizacyjnych wynikających z p ostępu technicznego.
Życzymy wielu sukcesów przy użytkowaniu urządzenia.
PROXXON GmbH
Zasady bezpieczeństwa:
Unikać nieporządku na stanowisku pracy.
Nieporządek na stanowisku p racy oznacza zawsze duże ryzyko zaistnienia wypadku. Należy pamiętać również o tym, aby w czasie pracy od czasu do czasu usuwać z u rządzenia wióry.
Pewnie zamocować urządzenie pewnie na płaskim i mocnym podłożu.
W każdym wypadku należy zapewnić, aby urządzenie w czasie pracy nie mogło spaść lub się przewrócić. W tym celu w podstawie umieszczone są otwory, poprzez które strugarka może być przykręcona do podłoża.
Przed każdym użyciem należy sprawdzić, czy urządzenie nie jest u szkodzone.
Przed każdym uruchomieniem strugarki należy sprawdzić przede wszystkim narzędzia skrawające, zabezpieczenia i przewód przyłączeniowy wraz z w tykiem.
Należy pamiętać: Uszkodzone elementy, w s szczególności uszkodzone urządzenia z abezpieczające mogą być wymienia ne tylko przez specjalistę lub serwis firmy PROXXON Używać tylko oryginalnych części zamiennych firmy PROXXON.
Nie należy manipulować przy posiadanej maszynie!
Nie zmieniać nic w maszynie, nie dokonywać żadnych manipulacji! Na skutek tego mogłoby zostać naruszone bezpieczeństwo mechaniczne i elektryczne, w szczególności istnieje niebezpieczeństwo porażenia prądowego i pogorszenie bezpieczeństwa użytkownika. W konsekwencji może dojść do obrażeń osób i w ystąpienia szkód rzeczowych.
Nie należy nigdy p racować bez przewidzianych zabezpieczeń.
Zawsze pamiętać o o puszczeniu osłony uchwytu maszyny podczas pracy. Układ wyłączenia silnika po podniesieniu osłony uchwytu musi zawsze n iezawodnie działać!
Zwracać uwagę na wpływy otoczenia!
Maszynę można używać tylko w suchym otoczeniu, nie wolno jej używać w pobliżu palnych cieczy lub gazów. Zapewnić dobre oświetlenie!
Należy używać okularów ochronnych!
Należy nosić ochronę słuchu!
Poziom ciśnienia akustycznego podczas pracy maszyny może przekroczyć wartość 85 dB (A), dlatego też należy pracować tylko z z ałożoną ochroną słuchu!
Zakładać odpowiednie ubranie robocze!
Podczas pracy nie należy posiadać odstających części ubrań takich jak np. krawaty lub chustki na szyje, mogą one zaplątać się podczas pracy w obracających się elementach lub w automatycznie przesuwającym się obrabianym przedmiocie i spowodować obrażenia. Należy używać siatki na włosy w p rzypadku długich włosów, zdjąć bizuterię.
Nie używać uszkodzonych lub zdeformowanych noży tokarskich.
Należy bezwzględnie zwracać uwagę na nienaganny stan noży tokarskich. Przed każdym uruchomieniem należy je sprawdzić poprzez kontrolę wizualną, czy nie są uszkodzone!
Dzieci i niepowołane osoby nie mogą przebywać w pobliżu obszaru roboczego.
Należy zadbać o to, aby dzieci jak również osoby niepowołane zachowały wystarczająco d uży odstęp bezpieczeństwa! Mło-
dociani do lat 16 mogą używać maszyny tylko pod fachowym nadzorem do celów przysposobienia zawodowego. N ieużywa- ną maszynę należy przechowywać w miejscach niedostęp- nych dla dzieci!
Nie należy przeciązać narzędzia.
Optymalne efekty pracy uzyskuje się oczywiście tylko w z akresie parametrów, na jakie została zaprojektowana maszyna! Dlatego należy unikać zbyt mocnego dosuwu! Nie należy wykorzystywać maszyny niezgodnie z p rzeznaczeniem oraz do prac, do których nie jest ona przeznaczona.
Należy działać zawsze z rozmysłem i być uważnym!
Należy obserwować maszynę w czasie pracy i postępować rozsądnie. Nie należy używać maszyny, gdy się jest zdekoncentrowanym lub zmęczonym lub po spożyciu alkoholu.
Należy obchodzić się starannie z p rzewodem przyłączeniowym!
Chronić przewód przyłączeniowy przed gorącem i o strymi krawędziami i n ależy układać go tak, aby nie można go było uszkodzić. Do wyciągania wtyku z g niazda ani do podnoszenia urządzenia nie używać przewodu. Zwracać uwagę na czystość: Chronić przewód przed smarami i olejem!
Po zakończeniu pracy starannie oczyścić maszynę!
Odłączyć wtyk od sieci!
Po zakończeniu pracy, przed konserwacją, wymianą narzędzi roboczych, czyszczeniem lub naprawą zawsze należy wyciągnąć wtyk przewodu przyłączeniowego z gniazda sieciowego! W z akres czyszczenia wchodzi również usuwanie wiórów!
Przed przystąpieniem do obsługi należy uważnie przeczytać instrukcję obsługi i ją s tarannie zachować!
Treść
Wstep 106
Zasady b ezpieczeństwa 106
Legenda 107
Opis maszyny 108
Dane techniczne 108
Montaż i u stawienie 108
Obstuga kółek ręcznych 108
Włączanie posuwu automatycznego 109
Praca z wykorzystaniem konika 109
Wybór noży tokarskich 109
Zakładanie noży tokarskich do imaka nożowego 109
Ustawienie liczby obrotów wrzeciona 110
Obliczanie maksymalnej liczby obrotów wrzeciona 110
Mocowanie przedmiotu obrabianego w u chwycie tokarskim 110
Obracanie szczęk uchwytu tokarskiego 110
Włączanie maszyny 110
Toczenie wzdłużne 111
Toczenie poprzeczne 111
Toczenie stożkowe 111
Przecinanie przedmiotu obrabianego 112
Obróbka długich przedmiotów obrabianych przy pomocy konika i kła centrującego 112
Montaz kół zmianowych do nacinania gwintów 112
Nacinanie gwintów za pomocą noża tokarskiego 113
Nacinanie gwintu za pomocą sań narzędziowych 113
Nacinanie gwintu lewego 113
Wyposażenie dodatkowe tokarki P D 2 50/E 113
Montaż urządzenia do toczenia w k łach 113
Wyjmowanie kla centrującego 114
Uchwyt tokarski czteroszczękowy 114
Urządzenie do tulejek zaciskowych i tulejki zaciskowe 114
Zamocowanie uchwytu wiertarskiego 114
Podtrzymka 11
Naprawa i k onserwacja 115
Czyszczenie 115
Ustawienie luzu prowadnic 115
Ustawienie luzu kół ręcznych 115
Deklaracja zgodności W E 11
Zamawianie części zamiennych 126
Legenda (rys. 1)
- Wrzeciono główn
- Uchwyt tokarski
- Imak nożowy
- Kieł obrotowy
- Powierzchnia kołnierzowa dla zespołu frezarskiego
- Tuleja wrzecionowa
- Śruba zaciskowa tulei wrzecionowej
- Konik
- Kółko nastawcze t ulei wrzecionowej
- Kółko ręczne śruby pociągowej
- Śruba zaciskowa konika
- Śruba pociągowa
- Kółko nastawcze s ań narzędziowych
- Sanie narzędziowe
- Suport
- Suport poprzeczny
- Kółko nastawcze s ań poprzecznych
- Wyłącznik sprzęgła posuwu automatycznego
- Pokrywa skrzyni przekładniowej z tabelą liczby obrotów
- Przełącznik obroty lewe – stop – obroty prawe
- Wyłącznik główny
- Wskaźnik stanu roboczego
- Regulacja
- Klucz imbusowy
- Klucz do uchwytu tokarskiego
- Ostona uchwytu
Opis m a s z y n y
Tokarka P ROXXON PD 250/E posiada możliwość rozbudowy o n astępujące elementy:
- prostowniczy układ elektroniczny d o z apewnienia dużego momentu obrotowego w c ałym zakresie liczby obrotów,
- a utomatyczny posuw,
- uchwyt tokarski i
- k iet obrotowy
do obróbki stali, mosiądzu, aluminium i tworzyw sztucznych. Do toczenia poprzecznego, wzdłużnego, stożkowego i n acinania gwintów. Z pomocą odpowiedniego wyposażenia dodatkowego maszyna nadaje się do wiercenia, prac frezarskich i do wykonywania rowków. Maszyna zapewnia pracę bez drgań dzięki użebrowanemu łożu z żeliwa szarego ze szlifowanymi pryzmami prowadnic.
Dane techniczne
Rozstaw klów 250 mm
Wysokość klów 70 mm
Wysokość nad suportem 43 mm
Zakres mocowania
| - Szczęki wewnętrzne | 2 - 27 mm, max. 75 mm |
| - S zczęki zewnętrzne | 2 |
Zakres przesuwu sań poprzecznych 60 m m
Zakres przesuwu sań narzędziowych 45 mm
Średnica przelotowa wrzeciona 10,5 mm
Zamocowanie stożkowe, od strony uchwytu MK2
Imak nożowy do noży tokarskich 8 x 8 mm
Wymiary urządzenia 560x270x170 mm
Cieżar ok. 12kg
Liczby obrotów wrzeciona
- p oprzez przełożenie paska klinowego 300/900/ oraz 3000/min
- z a p omocą układu regulacji 25% do 100%
Posuw 0,05 oraz 0,1 mm/obr.
Skok tulei wrzecionowej 30 mm
Tuleja wrzecionowa dla stożka Morsa MK 1
Silnik
Napięcie: 230 V, 50/60 Hz,\~
Pobór mocy: 140 W
Emisja hałasu: ≤ 70 dB (A)
Tylko do użytku w zamkniętych pomieszczeniach!
Nie wyrzucać zużytego urządzenia do odpadów komunalnych!
Należy zawsze pracować z założoną ochroną słuchu!
Zakładaj okulary ochronne!




Montaż i u stawienie
Do wyposażenia standardowego tokarki PROXXON PD 250/E należą następujące e lementy:
- tokarka kompletna z silnikiem,
- a utomatyczny posuw,
- uchwyt tokarski trójszczękowy z kluczem do uchwytu i
- osłona uchwytu z wyposażeniem,
- k iel obrotowy,
- z estaw narzędzi,
- komplet kół zmianowych do nacinania gwintów,
- i mak nożowy,
- paski do kół zmianowych.
Powierzchnia u stawienia winna być równa, wolna od wstrząsów i stabilna. Maszynę należy zamocować z p omocą przewidzia- nych to tego celu otworów na stabilnym stole warsztatowym.
Uwaga!
Podczas podnoszenia maszyny należy zwracać uwagę, aby pokrywa z t worzywa sztucznego skrzyni przekładniowej była zamknięta. W p rzeciwnym razie może dojść do pęknięcia pokrywy.
Wszystkie nie lakierowane części metalowe zostały zakonserwowane na czas transportu środkiem ochrony antykorozyjnej. Tę konserwację należy zmyć za pomocą nafty przed pierwszym użyciem. Następnie wszystkie nie lakierowane prowadnice i wrzeciona należy dobrze naoliwić. Przykręcić osłone uchwytu tokarskiego.
Obstuga kółek ręcznych
Uwaga!
Jeśli suportu nie można poruszyć lub porusza się tylko z trudem, należy lekko poluzować śrubę 1 (rys. 3).
Wskazówka:
Obrócenie kółek ręcznych śruby pociągowej, sań poprzecznych, sań narzędziowych i tulei wrzecionowej konika powo- duje posuw o 1 m m.
Uwaga!
Po włączeniu posuwu a utomatycznego ręczne przestawienie suportu nie jest możliwe.
- Obrócić kółko ręczne 2 (rys. 3) sań poprzecznych, sanie wraz imakiem nożowym poruszają się w kierunku poprzecznym do łoża.
Przykład: Jeden obrót kółka ręcznego powoduje 1 mm dosu-wu, powoduje to redukcję średnicy o 2 m m. - Obrócić kółko ręczne 3 sań narzędziowych, sanie narzędziowe poruszają się równolegle do toża.
- Obrócić kółko ręczne 1 (rys. 4) przestawienia suportu, suport 2 porusza się w kierunku wzdłużnym.
- Obrócić kółko ręczne 1 (rys. 5) tulei wrzecionowej, tuleja wrzecionowa porusza się w kierunku wzdłużnym.
Włączanie posuwu automatycznego
Uwaga!
Posuw włączać tylko w czasie postoju.
- Przełączyć wyłącznik 1 (rys. 6) w p rawo.
- Celem wyłączenia posuwu przełącznik przekręcić w lewo.
- W razie ciężkiego poruszania się należy nieco poruszyć kółkiem ręcznym śruby pociągowej.
Uwaga!
Przy włączonym posuwie automatycznym zawsze należy zwracać uwagę, aby suport lub nóż tokarski nie doszły do uchwytu tokarskiego lub konika.
Wskazówka:
Przy włączonym posuwie suport przesuwa się w zależności od układu kół zębatych o 0,05 lub 0,1 mm na każdy obrót.
Odnośnie przestawienia posuwu należy przestrzegać uwag umieszczonych na nalepce na stronie wewnętrznej skrzyni przekładniowej.
Przy normalnym obracaniu się wrzeciona (obroty prawe) i w łączonym automatycznym posuwie suport przesuwa się zawsze z prawej na lewo. Jest to regularny posuw również podczas toczenia.
Suport można oczywście cofnąć również automatycznie do położenia wyjściowego:
W tym celu wyłączyć maszynę, nieco cofnąć nóż tokarski a następnie przełączyć w lewo przełącznik 2 (rys. 2).
Wskazówka:
Tuleja wrzecionowa posiada zamocowanie dla uchwytów wiertarskich lub klów obrotowych ze stożkiem Morsa o wielkości MK 1.
Uwaga!
Stożki mocujące m uszą być zawsze absolutnie czyste.
Zabrudzenia, a p rzede wszystkim opiłki metalowe obniżają dokładność i mogą doprowadzić do tego, iż tuleja wrzecionowa i s tożek mogą stać się bezużyteczne.
Praca z w ykorzystaniem konika
- Poluzować śrubę zaciskową 4 (rys. 7), przesunąć konik 2 w prowadnicy do żądanego położenia i dokręcić z powrotem śrubę zaciskową.
- Celem założenia np. kła centrującego 1 (rys. 7), wysunąć tuleję wrzecionową o około 10 mm poprzez obrócenie kółka ręcznego 3.
- Wsunąć mocno ręcznie kieł centrujący 1 (rys. 7) stożkiem do tulei wrzecionowej. Stożek zostanie mocno osadzony i nie można go wysunąć do przodu.
- Celem wyjęcia założonego narzędzia należy przekręcić kółko ręczne 3 w l ewo aż do oporu.
- Następnie należy przekręcić o ok. jeden obrót przezwyciężając opór. Stożek zostanie uwolniony i może zostać wyjęty.
Wskazówka:
Tuleję wrzecionową można zablokować w każdej pozycji poprzez dokręcenie śruby 5 (rys. 7).
Wybór noży tokarskich
Uwaga!
Dla prawidłowego toczenia nieodzownym jest, aby:
- d obrać odpowiedni nóż tokarski do danego zastosowania,
- krawędź t nąca noża tokarskiego była ostra,
- krawędź tnąca noża tokarskiego znajdowała się dokładnie w „środku”,
- i aby pracować z p rawidłową liczbą obrotów.
Noże tokarskie do toczenia wewnętrznego (a) (rys. 8)
- używane są d o t oczenia wewnętrznego.
Noże tokarskie do przecinania (b)
- do nacinania rowków i odcinania obrabianych przedmiotów.
Noże tokarskie do nacinania gwintów (c)
- używa się do nacinania gwintów zewnętrznych.
Noże wykańczające lub szpiczaste (d)
- s tosowane są, aby przy minimalnej głębokości skrawania otrzymać gładką. powierzchnię.
Noże tokarskie czołowe prawe (e)
- używa się, aby w krótkim czasie zdjąć możliwie dużą warstwę materiału podczas toczenia w prawo, bez zwracania uwagi n a j akość powierzchni przedmiotu obrabianego (tzw. „zdzieranie”).
Noże tokarskie czołowe lewe (f)
- używa się, aby w krótkim czasie zdjąć możliwie dużą warstwę materiału podczas toczenia w lewo, bez zwracania uwagi na jakość powierzchni p rzedmiotu obrabianego.
Zakładanie n oży tokarskich do imaka nożowego
Uwaga!
Noże tokarskie mocować możliwie krótko. Nadmierne wystawianie powoduje powstawanie drgań, niedokładności i p rowadzi do chropowatej powierzchni.
- Wykręcić obydwie śruby mocujące 1 (rys. 9) na tyle, aby wybrany nóż tokarski mógł wejść do zamocowania.
- Włożyć nóż tokarski 3 i dokręcić śruby mocujące 1.
- Przysunąć noż tokarski do kła centrującego 4 i sprawdzić, czy znajduje się na prawidłowej wysokości.
Wskazówka:
W razie odchyłek wysokości należy na całej powierzchni mocowania noża ułożyć płytki metalowe 2 (np. płytki szczelinomierza).
Imak nożowy pozwala na jednoczesne zamocowanie dwóch noży tokarskich. Ułatwia to pracę, gdyż po wyregułowaniu noży tokarskich, podczas obróbki danego przedmiotu pomiędzy poszczególnymi operacjami roboczymi wystarczy obrócić imak nożowy, aby wykorzystywać zawsze odpowiedni nóż.
W tym celu odkręcić śrubę imbusową 5, obrócić imak nożowy i ponownie dokręcić śrubę 5. W razie potrzeby pozwala to oczywście na regulację kąta ustawienia noża względem obrabianego przedmiotu.
Ustawienie liczby obrotów wrzeciona
Uwaga!
Przed przystąpieniem do pracy w s krzyni przekładniowej bezwarunkowo należy wyciągnąć wtyczkę z g niazdka sieciowego.
Niebezpieczeństwo powstania obrażeń!
W zależności od materiału i średnicy obrabianego przedmiotu należy dobrać liczbę obrotów wrzeciona.
Obliczanie maksymalnej liczby obrotów wrzeciona
Przy znanej maksymalnej szybkości skrawania dla określone- go materiału można wyliczyć potrzebną liczbę obrotów wrzeciona.
Szybkość skrawania x 1 0 0 0
średnica obrabianego przedmiotu x 3,14
Przykład:
Obrabiany ma być przedmiot o średnicy 20 mm z szybkością skrawania 50 m/min. To daje, więc:
$$ \frac {5 0 \times 1 0 0 0}{2 0 \times 3 , 1 4} = 7 9 6 / \mathrm{min} $$
Poprzez przełożenie paska klinowego (rys. 1 0) należy ustawić najbliższą wyższą liczbę obrotów. W tym przypadku 1600/min. Prawidłową szybkość należy teraz u stawić na układzie regulacji, przy czym należy pamiętać, iż układ r egulacji pokrywa zakres szybkości od 25% do 100%, w naszym przykładzie więc 400/min do 1600/min.
- Odkręcić śrubę zaciskową na skrzyni przekładniowej i otworzyć pokrywę.
- Poluzować napinacz paska klinowego 1 (rys. 10).
- Ustawić odpowiednią liczbę obrotów poprzez przełożenie paska klinowego zgodnie z r ys. 11.
- Napiąć z p owrotem napinacz paska klinowego. Zwracać uwagę na należyte napięcie paska klinowego. Zbyt duże napięcie zwiększa zużycie pasków i łożysk oraz zmniejsza moc silnika.
- Przed rozpoczęciem robót tokarskich zamknąć z powrotem skrzynkę p rzekładniową.
Mocowanie przedmiotu obrabianego w uchwycie tokarskim
Uwaga!
Jeśli przedmioty obrabiane mocowane są tylko w uchwycie tokarskim bez podparcia w koniku to wystawanie (rys. 12) nie może być większe aniżeli trzykrotna średnica materiału (L = 3 x D).
Wskazówka:
Normalny uchwyt tokarski posiada trzy szczęki stalowe, które się przestawiają równomiernie i automatycznie centrują okrągłe przedmioty. W n normalnym położeniu można mocować przedmioty obrabiane o średnicy 35 mm. Po obróceniu szczęk możliwe jest mocowanie do średnicy 6 8 m m.
Uwaga!
Nie pozostawiać klucza w u chwycie tokarskim.
Niebezpieczeństwo powstania obrażeń!
- Uchwyt tokarski 2 (rys. 12) otworzyć za pomocą klucza 2, na tyle, aby obrabiany przedmiot wszedł do zamocowania.
- Zamocować mocno obrabiany przedmiot i wyciągnąć z powrotem klucz z uchwytu.
- Sprawdzić bicie obrabianego przedmiotu i w razie potrzeby skorygować.
Uwaga!
Jeśli mocowany jest dłuższy p rzedmiot obrabiany, który przechodzi przez wrzeciono i wystaje z lewej strony, to wtedy istnieje zwiększone ryzyko powstania obrażeń. Należy w tym przypadku postępować ostrożnie, aby żadne przedmioty n ie zostały zaczepione przez wirujący wałek. Należy szczególnie zabezpieczyć ten obszar.
Obracanie szczęk uchwytu tokarskiego
Uwaga!
Wyciągnąć wtyczkę kabla zasilającego z g niazdka siecio- wego!
Uwaga!
Nie należy mocować żadnych przedmiotów obrabianych, których średnica jest większa aniżeli 68 mm. Siła mocowania szczęk jest wtedy za mała i p rzedmiot obrabiany może wypaść.
Niebezpieczeństwo wypadku!
- Uwaga: Szczęki są numerowane! Otworzyć uchwyt tokarski na tyle, aby szczęki można było wyjąć z uchwytu.
- Obrócić szczęki i wprowadzić najpierw nr 1 do jednej z trzech p rowadnic (rys. 13).
- Wcisnąć szczękę nr 1 w kierunku środka uchwytu tokarskiego i równocześnie obracać kluczem uchwytu w kierunku „mocowanie”.
- Po uchwyceniu szczęki nr 3 przez ślimak gwintowy należy włożyć szczękę nr 2 do następnej prowadnicy (w kierunku zgodnym z r uchem wskazówek zegara).
- Powtórzyć czynność jak opisano uprzednio z nr 2 i nr 1.
- Następnie sprawdzić, czy wszystkie szczęki znajdują się wpołożeniu wycentrowanym.
- Jeśli chce się z powrotem pracować z uchwytem tokarskim wewnętrznym, należy powtórzyć uprzednio opisane czynności, jednakże w o dwrotnej kolejności.
Włączanie maszyny
Uwaga!
Przed włączeniem maszyny należy sprawdzić, czy klucz mocujący uchwytu tokarskiego został wyjęty z uchwytu, czy szczęki uchwytu nie wystają i czy nikt nie sięga do strefy zagrożenia.
Jeśli w otworach uchwytu znajdują się trzpienie mocujące, po włączeniu maszyny mogą zostać wyrzucone w powietrze lub zakleszczyć się podczas rozruchu. Niebezpieczeństwo: na skutek tego może dojść do ciężkich obrażeń lub szkód materialnych!
Maszynę włączać tylko wtedy, gdy w u chwycie jest zamo- cowana toczona część. W przeciwnym razie szczęki mogą się wysunąć i s powodować obrażenia.
Uwaga:
Pracę wykonywać zawsze w wyznaczonym zakresie mocy! Unikać blokad wrzeciona spowodowanych przeciążeniem. Jeśli wrzeciono zablokuje się podczas pracy, natychmiast wyłączyć maszynę. Do dalszej pracy w taki sposób ustawić posuw i dosuw, aby nie przeciążyć maszyny.
Uwaga!
Przed włożeniem wtyku do gniazda sieciowego należy sprawdzić, czy dane na tabliczce znamionowej są zgodne z miejscowymi parametrami posiadanej sieci prądowej. W r azie niezgodności może dojść do uszkodzenia urządzenia lub wystąpienia zagrożenia podczas pracy!
Uwaga!
Podczas pracy należy zawsze używać ochrony słuchu i okularów ochronnych!
Uwaga!
Unikać nienormalnej postawy podczas pracy! Dbać o pewną postawę i w k każdej chwili utrzymywać równowagę.
Uwaga!
Podczas uruchomienia i pracy na PD 250/E należy pamiętać że: maszyna wyposażona jest w a utomatyczny wyłącznik bezpieczeństwa i może być eksploatowana tylko przy zamkniętej osłonie uchwytu narzędzia! W r azie podniesienia osłony uchwytu narzędzia w trakcie pracy, silnik wyłącza się automatycznie!
Należy pracować tylko z opuszczoną osłoną uchwytu! W razie jej uszkodzenia dalsza praca z maszyną jest niemożliwa!
Unikać nienormalnej postawy podczas pracy! Dbać o pewną postawę i w każdej chwili utrzymywać równowagę.
Uwaga!
Przełącać tylko w czasie postoju.
- Ustawić przełącznik 2 (rys. 2) w pozycji „0“.
- Włączyć wyłącznik główny 1. Lampka kontrolna pracy winna się teraz świecić.
- Dla potrzeb normalnego toczenia przełącznik 2 przełączyć w p rawo.
- Celem włączenia obrotów lewych przełącznik przekręcić w lewo.
- Po zakończeniu pracy wyłączyć maszynę z powrotem wyłącznikiem głównym. Dopiero wtedy należy odłączyć całkowicie urządzenie od sieci.
Toczenie wzdłużne
Wskazówka:
Toczenie równoległe do osi obrotu i obróbka przedmiotów cylindrycznych są głównymi zastosowaniami tokarki.
- Wybrać liczbę obrotów wrzeciona zgodnie z tabelą na tokarce.
- Ustawić wymaganą ilość obrotów poprzez przełożenie pasków w skrzyni kół przekładniowych (patrz poprzedni rozdział).
- Zamocować prawy nóż czołowy 2 (rys. 14) do imaka nożowego (patrz poprzedni rozdział).
- Wyłączyć posuw automatyczny 3.
- Przesunąć suport z prawa na lewo do obrabianego przedmiotu.
- Ustawić głębokość skrawania na saniach poprzecznych 1.
Uwaga!
Przed włączeniem maszyny sprawdzić ręcznie, czy wrze-ciono, uchwyt tokarski i obrabiany przedmiot swobodnie się obracają. Nie dosuwać suportu ani noża tokarskiego do uchwytu tokarskiego.
- Włączyć maszynę (obroty prawe).
- Wykonywać posuw ręczny lub włączyć posuw automatyczny 3, nie przeciązać przy tym maszyny.
Wskazówka:
Jeśli sanie narzędziowe nie są używane, celowym jest zablokowanie ich za pomocą śruby 4 (rys. 14). Dzięki wyeliminowaniu luzu uzyskuje się lepszą jakość obróbki.
Toczenie poprzeczne
Wskazówka:
Ten sposób pracy jest używany, aby toczyć stronę czołową obrabianego przedmiotu.
- Przestawić noż czołowy o o k. 2° do 3° (rys. 15).
- Przesuwać sanie poprzeczne z nożem tokarskim od zewnątrz do wewnątrz (do środka).
Uwaga!
W przypadku dużych średnic obrabianych przedmiotów szybkość skrawania od zewnątrz do wewnątrz zmienia się dość znacznie. Dlatego też sanie poprzeczne przesuwać z wyczuciem i p owoli.
Toczenie stożkowe
Sanie narzędziowe (rys. 16) wyposażone są w podziałkę i można je obrócić na obydwie strony do toczenia powierzchni stożkowych o 4 ♂. W tym celu poluzować śrubę mocującą 1 i ustawić sanie narzędziowe, a następnie z powrotem ją dokręcić.
Przecinanie przedmiotu obrabianego
Uwaga!
Nóż tokarski do przecinania należy również zamocować możliwe jak najkrócej (połowa średnicy obrabianego przedmiotu + 1 mm). Przedmiot obrabiany zamocować również możliwe jak najkrócej. Zwracać uwagę na dokładną wysokość krawędzi tnącej noża tokarskiego do przecinania. Używać niskiej liczby obrotów i jeśli to jest możliwe chłodzić krawędź tnącą noża.
- Nóż tokarski do przecinania zamocować prostopadle w imaku nożowym.
- Przesuwać sanie poprzeczne z nożem tokarskim od zewnątrz do wewnątrz (do środka).
Obróbka d ługich przedmiotów obrabianych przy pomocy konika i kła centrującego
Uwaga!
Jeśli wystawanie przedmiotu obrabianego z uchwytu tokarskiego jest większe aniżeli 3-krotna wielkość jego średnicy, p rzedmiot obrabiany należy podeprzeć na prawym końcu za pomocą konika z kłem centrującym.
- W tym celu na prawej stronie obrabianego przedmiotu należy nawiercić nakielek.
- Do tego celu należy stoczyć prawą powierzchnię c zołową.
- Założyć uchwyt wiertarski (wyposażenie) do konika i z amo- cować wiertło do nawiercenja nakiełka.
- Przesunąć konik z uchwytem wiertarskim i wiertłem do nawiercenia nakiełka do strony czołowej obrabianego przedmiotu.
- Włączyć maszynę i nawiercić nakiełek za pomocą przesuwu tulei wrzecionowej.
- Zamienić wiertło do nawiercania nakiełków na kieł obrotowy 1 (rys. 1 7).
- Wprowadzić końcówkę kla centrującego do nakiełka i zaci- snac konik 3.
- Dosunąć tuleję wrzecionową 2 n a t yle, aby wyeliminować wszelki luz.
- Zablokować tuleję wrzecionową za pomocą śruby ustalającej 4.
Montaż kół zmianowych do nacinania gwintów
Wskazówka:
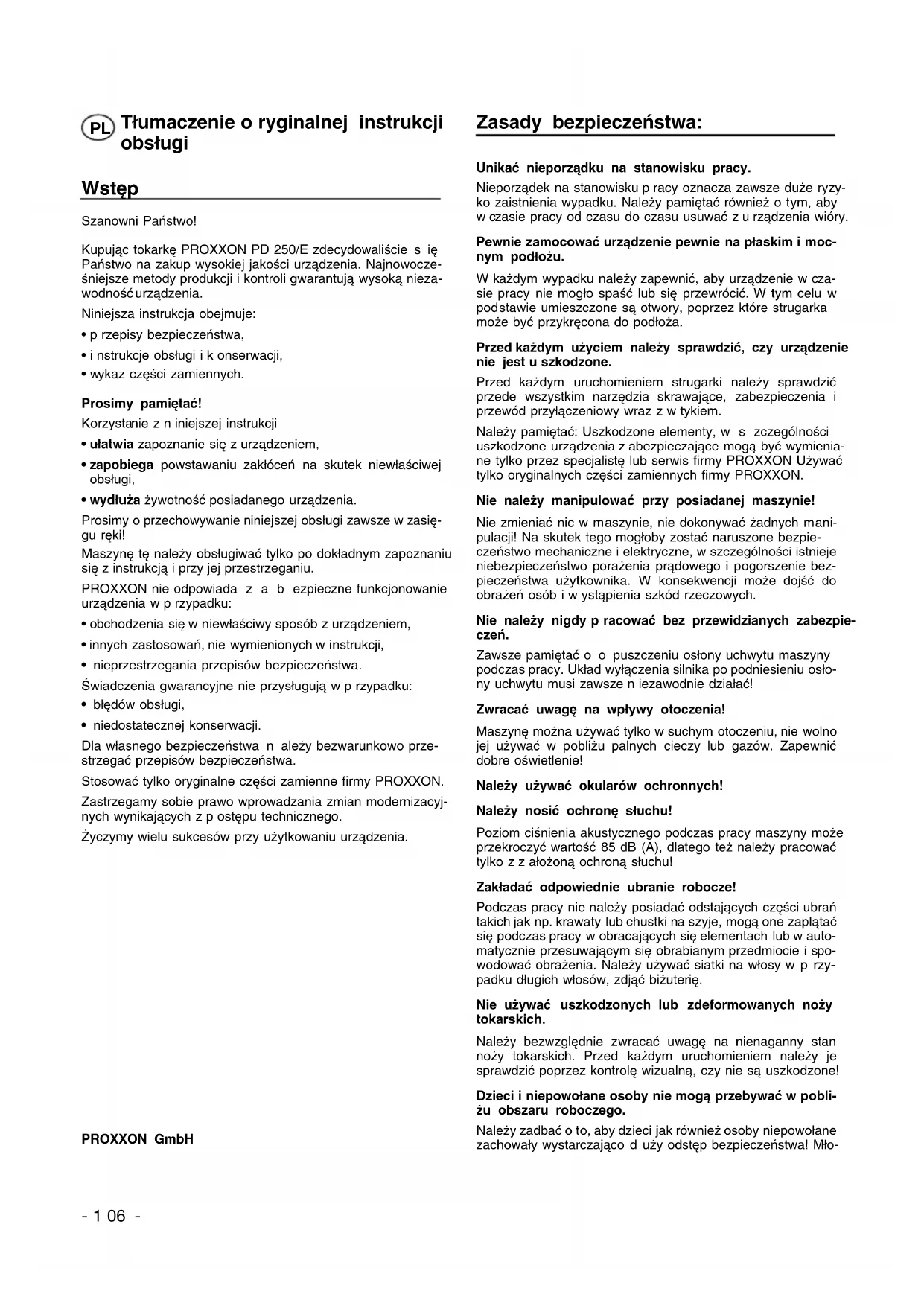
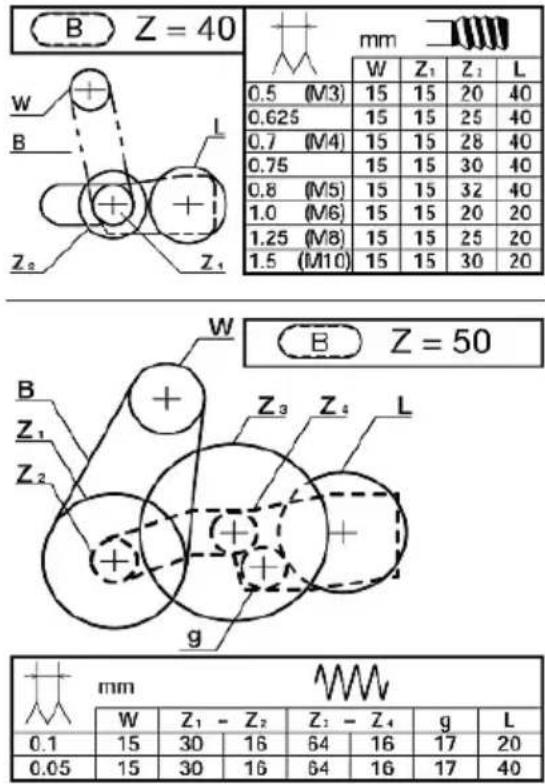
Za pomocą tokarki PROXXON PD 250/E można nacinać g win-ty metryczne o n astępujących skokach: 0.5 (M3), 0.625, 0.7 (M4), 0.75, 0.8 (M5), 1,0 (M6), 1,25 (M8), oraz 1,5 (M10).
Tokarka PD 250/E jest dostarczana z zamontowanym ramieniem kół i układem kół zmianowych do automatycznego posuwu wynoszącego 0,05 mm/obr. Do nacinania gwintu należy zmienić jedynie koła zmianowe zamontowane na ramieniu kół.
Wskazówka:
Liczba zębów wybita jest na każdym k ole zmianowym. Jeśli przykładowo ma być nacinany gwint o skoku 1,0 mm to tabela skrzyni przekładniowej podaje następujące dane:
W 15 – koło zębate na wrzecionie głównym o 15 zębach. Koło to jest już zamontowane na wałku i nie trzeba go wymieniać.
Z_1 15 - Z_2 20 – koło pośrednie dla paska zębatego z wrzeciona głównego o 15 zębach ze stale połączonym kołem zębatym śruby pociągowej o 2 0 z ębach.
L20 – koło zębate śruby pociągowej o 20 zębach.
- Poluzować śrubę zaciskową 1 (rys. 18) i wychylić nieco do góry ramię kół 2, aby móc zdjąć pasek zębaty 4.
- Odkręcić śruby mocujące 3 oraz 5 normalnych kół posuwu automatycznego.
- Zamocować koło zmianowe "Z-Z₂" o 1 5/20 zębach (rys. 1 9) za pomocą śruby 2, tarczy, tulejki pośredniej i nakrętki na ramieniu kół 3.
Uwaga:
Nie dokręcać jeszcze śruby mocującej 2. Należy zapewnić jeszcze możliwość bocznego przesunięcia! Koło zmianowe "Z₁-Z₂" obraca się pomiędzy tarczą i tuleją. Tarcza zapobiega zeskakiwaniu paska zębatego z k oła zębatego "Ż.
- Poluzować wkręt bez łba 1, ściągnąć koło zmianowe "L40" i zastąpić go kołem zmianowym " L20".
Wskazówka:
Znamię koła zmianowego śruby pociągowej „L” winno być zawsze skierowane do uchwytu tokarskiego.
Zaciśnięcie za pomocą wkrętu bez łba 1 w inno nastąpić na spłaszczonej części wałka.
Uwaga!
Aby zapewnić wystarczający luz pomiędzy kołami zmianowymi, przy zesuwaniu kół zmianowych p omiedzy Uzbekienie należy zasadniczo wsunąć pasek papieru gazetowego. Grubość papieru odpowiada w p rzybliżeniu wielkości bezwzględnie koniecznego luzu międzyzębnego.
- Oś koła zmianowego "Z₁-Z₂" n ależy przesunąć na ramieniu tak, aby koło mogło się zazębić z kołem śruby pociągowej "L", a następnie dokręcić nakrętkę śruby mocującej 2.
- Celem połączenia kół zębatych na wrzecionie głównym „W” i „Z _1 ” nałożyć krótki pasek zębaty.
- Wcisnąć ramię kół 3 na dół i dokręcić śrubę zaciskową 4.
Nacinanie gwintów za pomocą noża tokarskiego
Wskazówka:
Do wykonania poniższych prac przedmiot winien być obrobiony na gotowo i posiadać właściwą średnicę zewnętrzną gwintu. Zaleca się, aby na początku gwintu wykonana była faza.
Nóż tokarski do nacinania gwintu należy zamocować dokładnie pod kątem 90°!
Uwaga!
Podczas nacinania gwintu należy stosować najmniejszą liczbę obrotów i p ostępować bardzo uważnie.
- Zamocować obrabiany przedmiot.
- Wyłączyć posuw automatyczny i przesunąć nóż tokarski do położenia początkowego.
- Włączyć maszynę i przełączyć na obroty w prawo (przełącznik 2, r ys. 20).
- Dostawić nóż tokarski za pomocą sań poprzecznych 1 i włączyć p osuw 3.
- Po osiągnięciu żądanej długości gwintu wyłączyć maszynę 2.
Uwaga!
Posuw automatyczny winien być włączony aż do ukończenia wykonywania gwintu. Wyłączenie sprzęgła pomiędzy pojedynczymi o peracjami uniemożliwia kontynuowanie pracy.
Wyłącznik silnika przełączyć dopiero po całkowitym zatrzymaniu się uchwytu tokarskiego. Natychmiastowe przełączenie powoduje zwiększone zużycie i s kraca żywotność s ilnika.
- Cofnąć nóż tokarski za pomocą sań poprzecznych.
- Cofnąć suport do położenia wyjściowego, w tym celu przetączyć kierunek obrotów wrzeciona głównego.
- Dostawić nóż tokarski i powtórzyć uprzednio opisane operacje dopóki nie osiągnie się wymaganej głębokości gwintu.
Nacinanie g wintu za pomocą sań narzędziowych
Jakościowo dobry gwint można naciąć tylko przy zastosowaniu sań narzędziowych.
Dosunięcie noża do nacinania gwintu następuje tak, jak to uprzednio opisano za pomocą sań poprzecznych.
Sanie narzędziowe należy przy tym przestawić każdorazowo o 0,025 mm raz w lewo, a następnie w prawo.
Wiór w zwoju gwintu będzie więc zawsze zdejmowany tylko z jednej strony.
Dopiero po osiągnięciu pełnej głębokości g wintu na koniec należy jeszcze raz skrawać w pełni poprzez nieznaczne dosunięcie.
Nacinanie gwintu lewego
Do nacinania gwintu lewego pomiędzy kołem zębatym "Z 1 -Z 2 " oraz kołem śruby pociągowej "L1" należy zamontować pośrednie koło zębate 1 (rys. 2 1).
Na skutek tego dokonuje się zmiany kierunku obrotów śruby pociągowej. Przy obracającym się w prawo uchwycie suport przesuwa się od strony lewej w p rawo.
Montaż i s posób pracy pozostają takie samo jak opisano uprzednio.
Wyposażenie dodatkowe tokarki PD 250/E
Wskazówka:
Poniższe elementy wyposażenia nie należą do zakresu dostawy.
Montaż urządzenia kłowego (No. 24014)
Wskazówka:
Dłuższe o brabiane przedmioty należy montować pomiędzy klami centrującymi wrzeciona głównego i k onika. Przedmiot obrabiany musi posiadać po obydwu stronach c zołowych
nakiełki. Dokładnie cylindryczny przedmiot obrabiany otrzyma się tylko wtedy, gdy kły będą znajdować się w jednej linii w płaszczyźnie poziomej i p ionowej.
Uwaga!
W przypadku użycia stałego kła centrującego w koniku konieczne jest ciągłe olejenie kła i n akietka, aby uniknąć nadmiernego nagrzania.
- Wykręcić trzy śruby mocujące uchwytu tokarskiego trójszczękowego i w yjąć uchwyt.
- Oczyścić dokładnie powierzchnię przylgową tarczy zabierakowej, kła centrującego i j ego powierzchnię przylgową we wrzecionie głównym.
- Włożyć kieł centrujący 4 (rys. 22) do otworu przylgowego 1 we wrzecionie głównym.
- Założyć tarczę zabierakową 2 i z amocować za pomocą trzech ś rub 3.
- Po lewej s tronie włożyć kolek zabierakowy do jednego z trzech otworów wzdłużnych tarczy zabierakowej i wprowadzić kieł centrujący d o n akiełka.
-
Założyć zabierak tokarski 1 (rys. 23) na obrabiany przedmiot (kołek zabierakowy na zewnątrz) i dokręcić śrubę mocującą 2.
-
Po prawej stronie z amocować przedmiot obrabiany za pomocą konika oraz stałego lub obrotowego kła centrującego.
Wyjmowanie kla centrującego
- Wprowadzić do wrzeciona głównego odpowiedni pręt z aluminium lub mosiądzu z I ewej strony na prawo.
- Przytrzymać kieł centrujący i I ekkim uderzeniem na pręt wyjąć kieł centrujący.
Uchwyt tokarski czteroszczękowy (No. 24036)
Wskazówka:
Dzięki możliwości pojedynczego przestawiania szczęk możliwe jest mocowanie przedmiotów obrabianych o krągłych, owalnych, czterokątnych i o n ieregularnych kształtach. Mocowanie może odbywać się centrycznie lub mimośrodowo.
W przeciwieństwie do uchwytu trójszczekowego centrowanie obrabianego przedmiotu musi odbywać się tu ręcznie.
Uwaga!
Wyciągnąć wtyczkę kabla zasilającego z gniazdka sieciowego!
- Wymontować uchwyt trójszczękowy i z amontować czteroszczękowy.
- Rozsunąć cztery s zczęki, oczyścić powierzchnie przyłożenia i I ekko zamocować.
- Przysunąć suport z nożem tokarskim do powierzchni czołowej obrabianego przedmiotu.
- Obrócić uchwyt ręcznie aby stwierdzić, czy są odchylki od osi symetrii.
- Dokonać regulacji ustawienia poprzez odsunięcie jednej szczęki i d osunięcie przeciwległej szczęki.
- Dokręcić wszystkie cztery s zczęki na krzyż.
Uwaga!
W n normalnym położeniu szczęk mocujących można mocować przedmioty obrabiane o m aksymalnej długości krawędzi 30 mm, w odwrotnym położeniu maksymalnie 80 mm. Większych przedmiotów obrabianych nie można bezpiecznie zamocować! Niebezpieczeństwo wypadku!
Urządzenie do tulejek zaciskowych i tulejki zaciskowe (No. 24038)
Wskazówka:
Urządzenie do tulejek zaciskowych nadaje się szczególnie do obróbki elementów okrągłych o dużej precyzji. Dokładność obrotu jest tutaj znacznie wyższa aniżeli przy zamocowaniu w uchwycie szczękowym.
Uwaga!
Wyciągnąć wtyczkę kabla zasilającego z g niazdka sieciowego!
Uwaga!
Stosować tylko tulejki zaciskowe dokładnie odpowiadające średnicy przedmiotu obrabianego. Tulejki zaciskowe o z byt dużej średnicy ulegną uszkodzeniu.
Uwaga!
Nigdy nie należy dokręcać nakrętki kołpakowej, jeśli nie został włożony obrabiany przedmiot.
- Wykręcić trzy śruby mocujące uchwytu tokarskiego trójszczękowego i w yjąć uchwyt.
- Oczyścić starannie powierzchnię przylgową do zamocowania tulejki zaciskowej 2 (rys. 24) oraz powierzchnię pasowaną wrzeciona głównego 1.
- Zamontować zamocowanie tulejki zaciskowej 2 za pomocą czterech śrub mocujących 3.
- Włożyć tulejkę zaciskową 6 i tylko lekko dokręcić nakrętkę kołpakową 5.
- Wprowadzić odpowiedni przedmiot obrabiany do tulejki zaciskowej i dokręcić nakrętkę kołpakową 5 za pomocą kołków stalowych 4.
Zamocowanie uchwytu wiertarskiego (No. 24020)
- Wyjąć kieł obrotowy z t ulei wrzecionowej.
- Oczyścić dokładnie stożek i o twór uchwytu ze smaru i zanieczyszczeń.
- Włożyć czop do tulei wrzecionowej i mocno nasunąć uchwyt wiertarski.
Wskazówka:
Wyjmowanie uchwytu wiertarskiego odbywa się tak samo jak w przypadku obrotowego kla centrującego.
Podtrzymka (No. 24010)
Podtrzymka nadaje się szczególnie do toczenia dłuższych przedmiotów o średnicach do 40 mm.
- Poluzować śrubę mocującą 4 (Fig. 25) i ustawić poprzecznie płytę u chwytu 3.
- Postawić podtrzymkę na prowadnicy łoża i ustawić w żądanym położeniu.
- Obrócić płytę uchwytu 3 równolegle do cokołu podtrzymki i dokręcić śrubę mocującą 4.
- Poluzować wszystkie śruby zaciskowe 1 i dosunąć poszczególne szczęki trzymające 2 do obrabianego przedmiotu.
- Sprawdzić, czy obrabiany przedmiot jest ułożyskowany w podtrzymce bez luzu i dokręcić z powrotem śruby zaciskowe 1.
Uwaga!
Szczęki 2 m ogą dotykać jedynie obrabiany przedmiot, ale nie mogą go zakleszczać. W przeciwnym razie istnieje nie-bezpieczeństwo, iż powierzchnia obrabianego przedmiotu zostanie porysowana, a silnik będzie przeciążony.
W przypadku, gdy obrabiany przedmiot w miejscu podparcia nie jest okrągły i g ładki, należy go wcześniej przetoczyć. Szczęki i obrabiany przedmiot muszą być w czasie toczenia stale o liwione.
Naprawa i k onserwacja
Czyszczenie
Uwaga!
Przed wszystkimi pracami regulacyjnymi i konserwacyjnymi zawsze odłączać wtyk sieciowy! Zachodzi niebezpieczeństwo poważnych o brażeń lub uszkodzenia urządzenia na skutek jego przypadkowego ruszenia bądź porażenia prądem elektrycznym!
- Po pracy gruntownie oczyścić maszynę ze wszystkich wiórów za pomocą szczotki ręcznej lub pędzla. Nie używać sprężonego powietrza do czyszczenia.
- Regularnie smarować wszystkie ruchome części, wrzeciona i p rowadnice!
Obudowę z z ewnątrz można czyścić miękką, ewentualnie wilgotną ściereczką. Można przy tym używać łagodnego mydła lub innych odpowiednich środków czyszczących. Należy unikać środków czyszczących, zawierających rozpuszczalniki lub alkohol (np. benzyny albo alkoholu do czyszczenia itp.), gdyż mogą one niszczyć obudowę z tworzywa sztucznego oraz wypłukiwać smary.
Ważne:
Zmiana przewodu zasilającego może być przeprowadzona tylko przez serwis firmy Proxxon lub autoryzowanego specjalistę!
Ustawienie luzu prowadnic (rys. 27)
Wskazówka:
Nawet przy regularnym smarowaniu prowadnic, z u pływem czasu n ie można uniknąć wystąpienia luzu na skutek ich zużycia.
Opisany tu na przykładzie sań narzędziowych sposób postępowania jest identyczny dla wszystkich prowadnic, dlatego obowiązuje o n a nalogicznie dla pozostałych operacji smarowania tokarki i nie został tutaj bliżej opisany. Prowadnice należy ustawiać zgodnie z poniższą zasadą: na tyle ciasno, na ile to konieczne, lecz zawsze z zachowaniem maksymalnej lekkobieżności!
Uwaga: Zbyt ciasne ustawienie prowadnic wymusza większe siły obsługi oraz powoduje wyższe zużycie!
- Za pomocą klucza szczękowego 5 nieznacznie odkręcić nakrętki zabezpieczające 1 śrub regulacyjnych 2 sań narzędziowych 3.
- Za pomocą klucza imbusowego 4 równomiernie wkręcić śruby regulacyjne 2 a ż d o u sunięcia luzu.
- Ponownie dokręcić nakrętki zabezpieczające 1. Przytrzymać przy tym śruby regulacyjne 2 kluczem sześciokątnym 5 w aktualnej pozycji, aby nie zostały rozregulowane.
-
Obrócić maszynę i nieco wykręcić wkręt bez łba 2 (rys. 28).
-
Następnie sprawdzić, czy suport daje się jeszcze lekko przesuwać i porusza się bez luzów.
Ustawienie luzu kół ręcznych (rys. 29):
Tak samo jak w przypadku prowadnic, podczas pracy nie można również uniknąć zużycia kół ręcznych, pociągającego za sobą ciągłe, aczkolwiek powolne zwiększanie luzu zwrotnego. Aby go zminimalizować, postępować w następujący sposób:
- Przytrzymać koło ręczne 1 i odkręcić nakrętkę kołpakową 2.
- Nieznacznie obrócić koło ręczne w p rawo
- Ponownie dokręcić nakrętkę kołpakową, przytrzymując przy tym koło ręczne.
Również w tym przypadku należy pamiętać:
Całkowita eliminacja luzu i zbyt ciasne ustawienie kół ręcznych mija się z celem: Zbyt ciasne ustawienie kół ręcznych wymusza większe siły obsługi oraz powoduje wyższe zużycie!
Usuwanie o dpadów:
Nie wyrzucać zużytego urządzenia do odpadów komunalnych! Urządzenie zawiera materiały, które nadają się do recyklingu. W r azie pytań należy zwrócić się do lokalnego przedsiębiorstwa usuwania odpadów lub do innego odpowiedniego organu komunalnego.
Deklaracja zgodności WE
Nazwa i a dres:
PROXXON S.A.
6-10, Härebierg
L-6868 Wecker
Nazwa produktu: DS 250/E
Nr artykułu: 24002
Oświadczamy z całą odpowiedzialnością, że produkt ten jest zgodny z następującymi dyrektywami i dokumentami normatywnymi:
Dyrektywa UE dotycząca zgodności elektromagnetycznej EMV 2014/30/EG
DIN EN 55014-1 / 0 5.2012
DIN EN 55014-2 / 0 6.2009
Dyrektywa maszynowa UE 2006/42/EG
DÍN EN 61029-1 / 0 1/2010
Data: 17.10.2016

Mgr inż. Jörg Wagner
PROXXON S.A.
Dział Bezpieczeństwa Urządzeń
Pełnomocnik ds. dokumentacji CE jest identyczny z sygnatariuszem.
Предисловие
PL Wskazówki dotyczące serwisu
Wszystkie produkty firmy PROXXON są poddawane starannej kontroli fabrycznej. Jeżeli jednak mimo wszystko wystąpią defekty, prosimy o kontakt ze sprzedawcą produktu. Tylko on jest odpowiedzialny za realizację wszystkich ustawowych uprawnień gwarancyjnych, wynikających wyłącznie z wad materiałowych i produkcyjnych.
Nieprawidłowe użycie, np. przeciążenie, uszkodzenie przez wpływy obce oraz normalne zużycie nie są objęte gwarancją.
Więcej informacji na temat „Serwisu oraz części zamiennych” można znaleźć pod adresem www.proxxon.com.



