
FD 150E - Tokarka do metalu PROXXON - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia FD 150E PROXXON w formacie PDF.
| Rodzaj produktu | Tokarka do metalu |
| Marka | Proxxon |
| Model | FD 150E |
| Napięcie zasilania | 230 V |
| Częstotliwość | 50 Hz |
| Moc | 100 W |
| Rozstaw kły | 150 mm |
| Wysokość kły | 55 mm |
| Wysokość nad łożem | 33 mm |
| Zakres zaciskania (szczęki wewnętrzne) | 1,5 - 32 mm |
| Zakres zaciskania (szczęki zewnętrzne) | 12 - 65 mm |
| Przesuw suportu poprzecznego | 40 mm |
| Przesuw suportu górnego | 60 mm |
| Dopuszczalna średnica wrzeciona | 8,5 mm |
| Gniazdo tulei zaciskowej | ER 11 |
| Przekrój oprawki narzędziowej | 6 x 6 mm |
| Wymiary (D x S x W) | 360 x 150 x 150 mm |
| Waga | 4,5 kg |
| Zakresy prędkości | 800 - 2500 obr/min i 1000 - 5000 obr/min |
| Zabezpieczenie przed ponownym uruchomieniem | Tak |
| Urządzenia bezpieczeństwa | Osłona uchwytu, wyłącznik awaryjny |
| Akcesoria w zestawie | Uchwyt trzy szczękowy, konik, oprawka narzędziowa, osłona uchwytu, sworznie, klucz |
| Konserwacja | Regularne czyszczenie wiórów, smarowanie prowadnic i pokręteł |
| Zastosowanie | Tylko wewnątrz |
Często zadawane pytania - FD 150E PROXXON
Pytania użytkowników dotyczące FD 150E PROXXON
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Tokarka do metalu w formacie PDF za darmo! Znajdź swoją instrukcję FD 150E - PROXXON i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. FD 150E marki PROXXON.
INSTRUKCJA OBSŁUGI FD 150E PROXXON
Przy czytaniu instrukcji obslugi otworzyc strony ze zdjeciami.
Pycckn
Pn TEnnn pyKOBODCTBa nO 3KcNpyaunn npoc6ba OTKpbIBaTb cTpaHnC pncyHKamn.










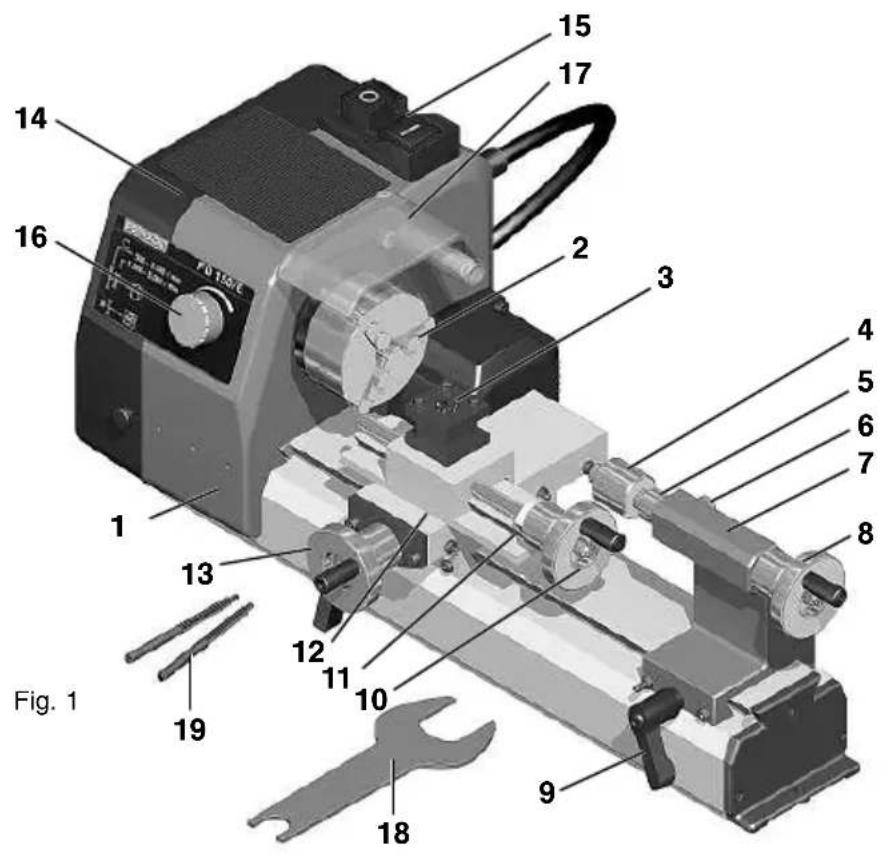
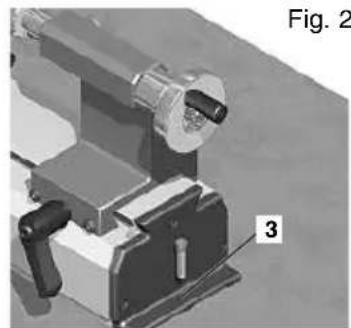
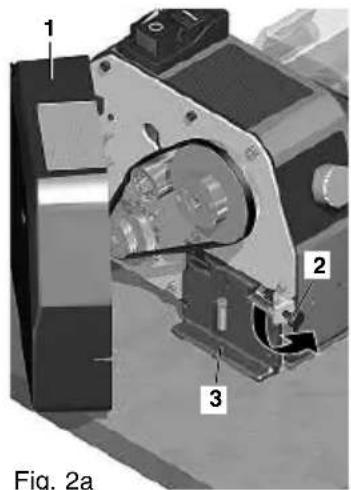
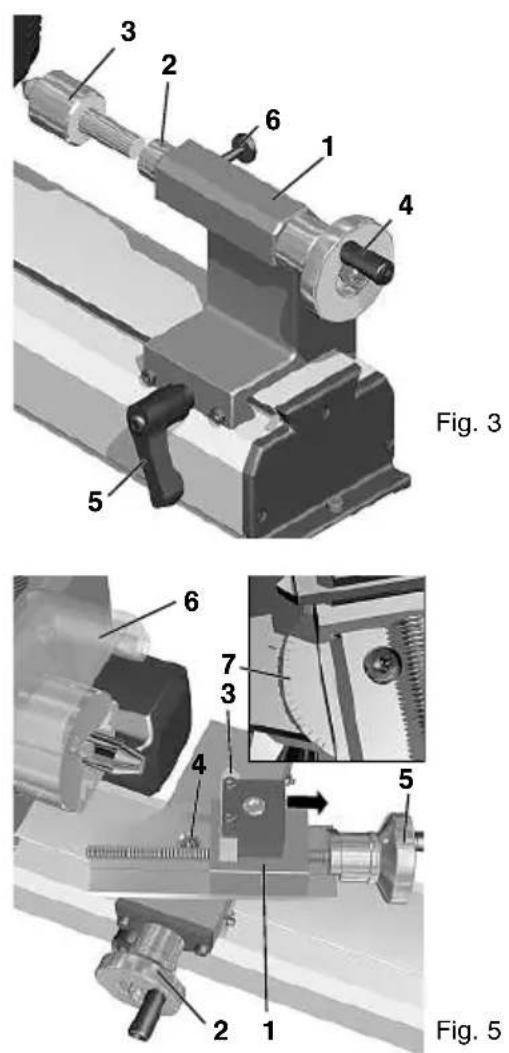
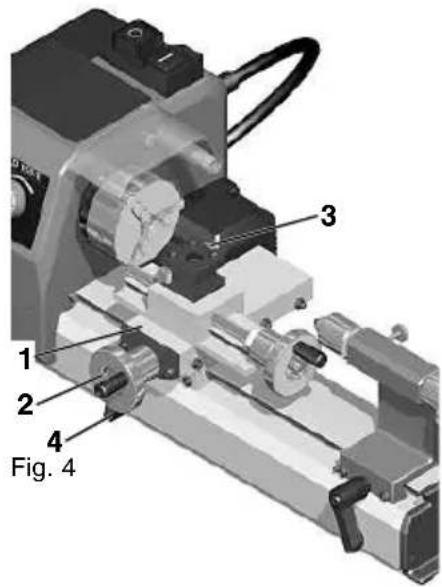
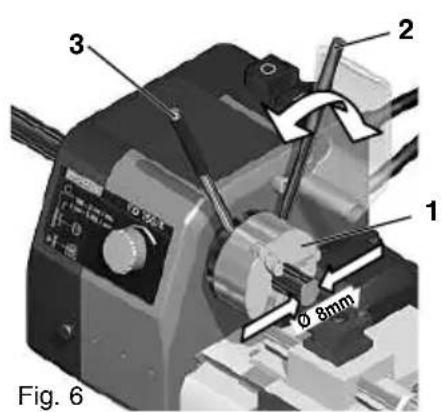
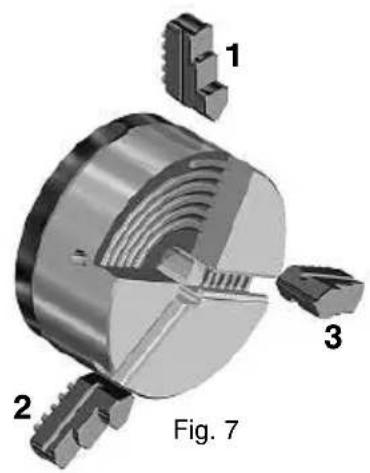
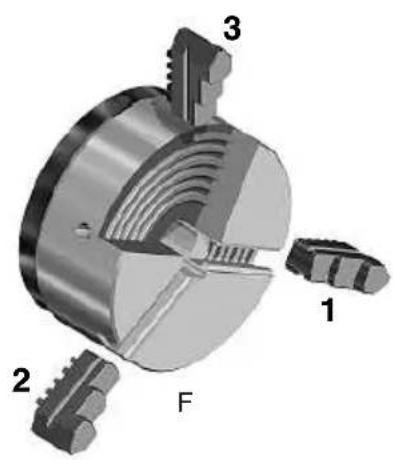
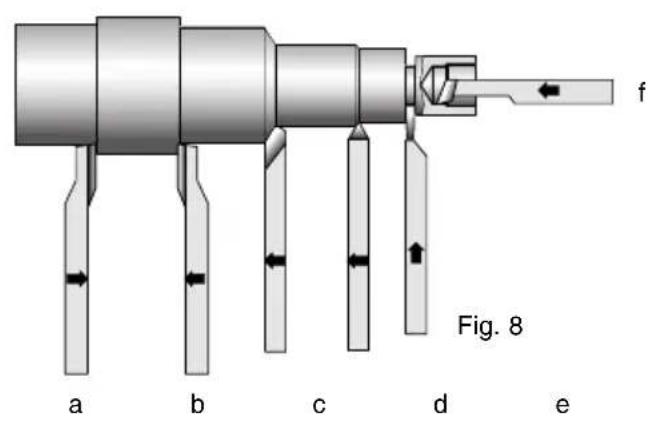
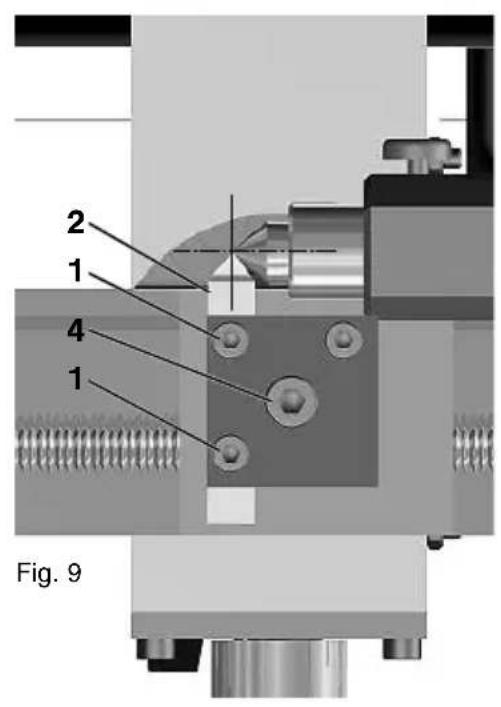
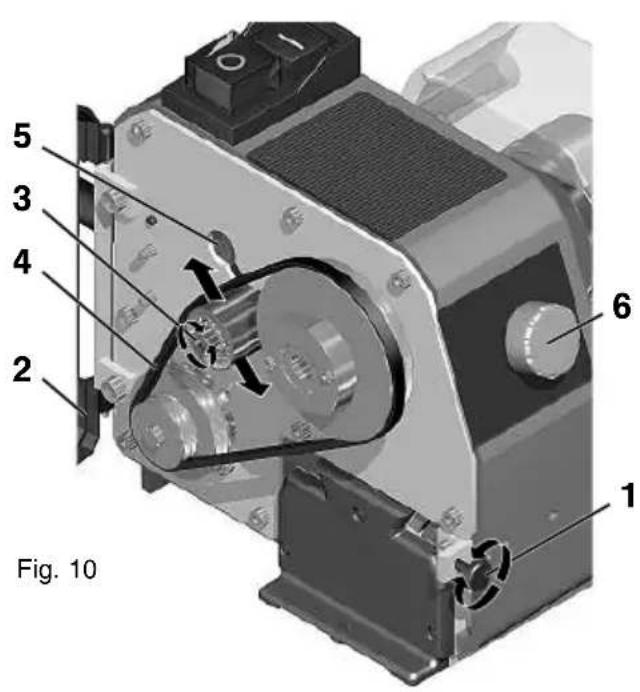
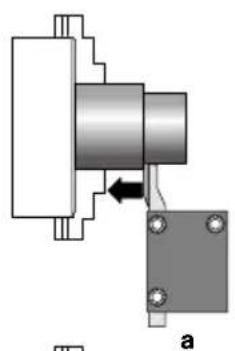
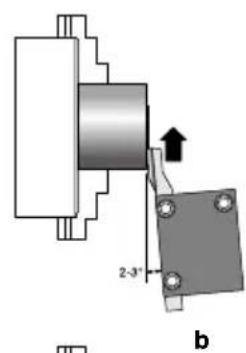
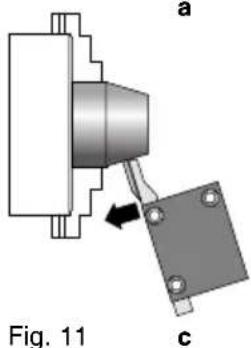
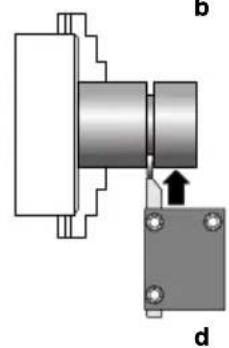
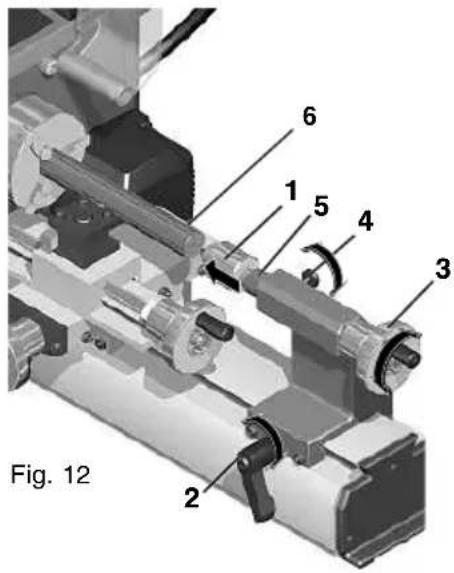
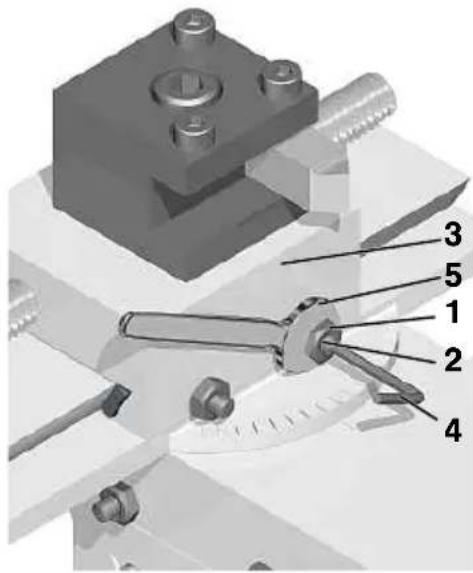
Fig. 13
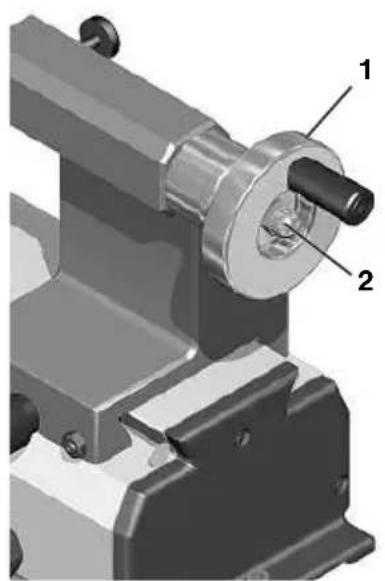
Fig. 14
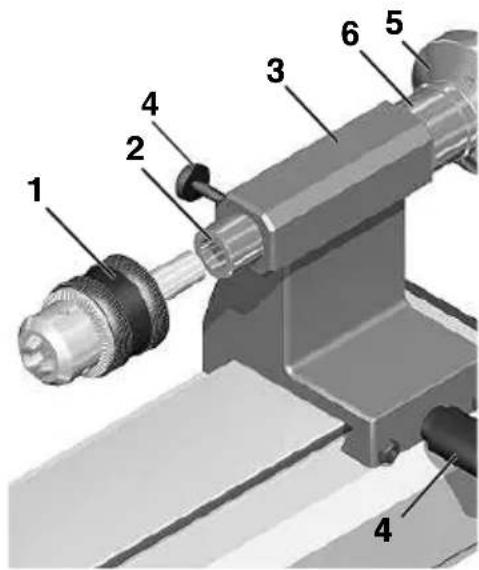
Fig. 15
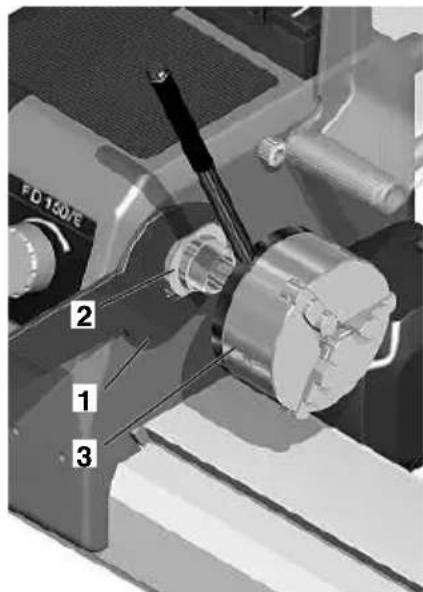
Fig. 16 Fig. 16a
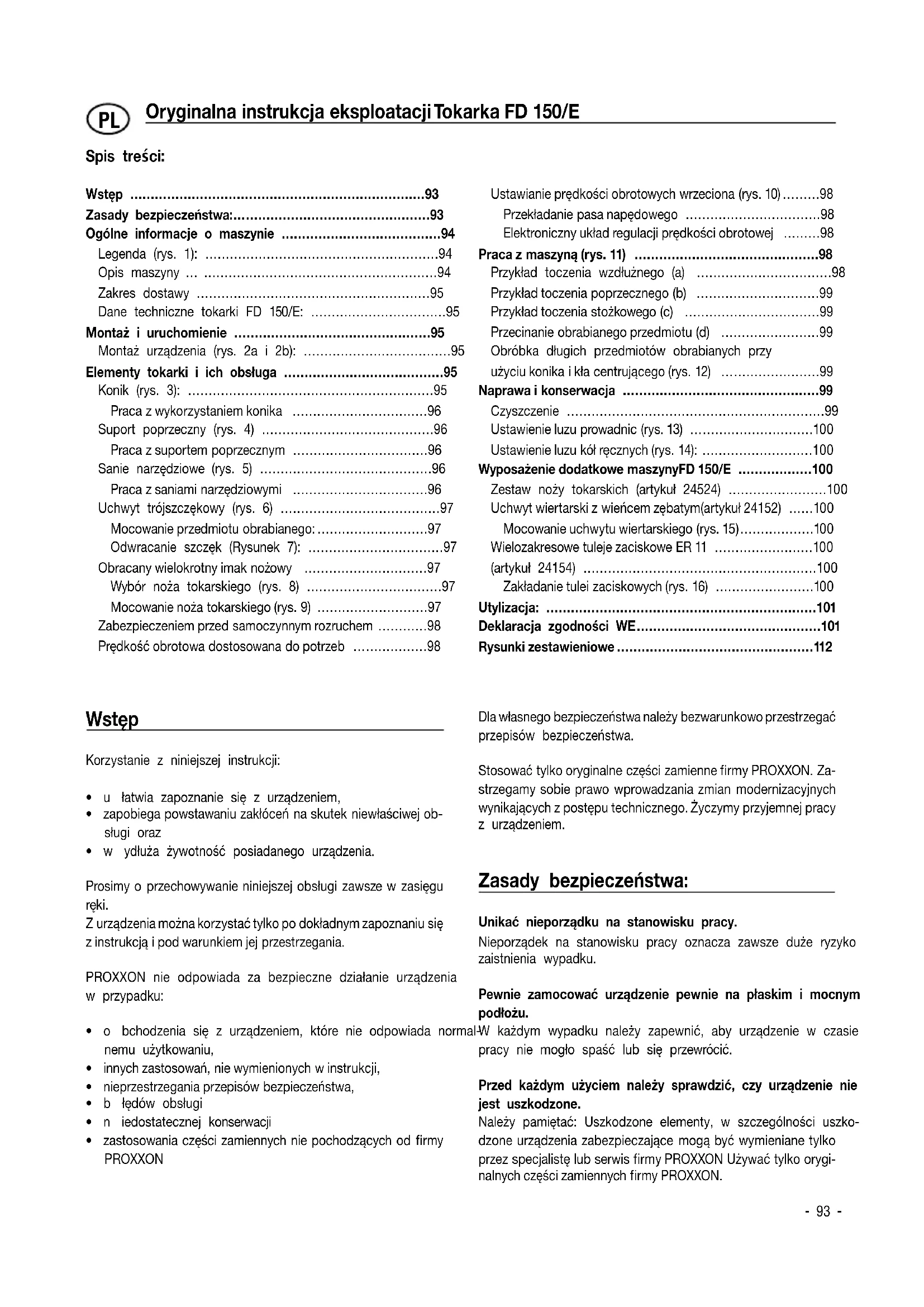
Inhalt:
Vorwort 8
Po praci pristroj dukladne yvistete!
Agrlik: yakl. 4,5 kg
Mil devir sayisi:
-Tahrik kademesi 1: 800-2500 dev/dak
-Tahrik kademesi 2: 1000-5000 dev/dak
Zasady bezpieczneistwa: 93
Ogólne informacja o maszynyie 94
Legenda (rys. 1): .94
Opis maszyny 94
Zakres dostawy 95
Dane techniczne tokarki FD 150/E: .95
Montaizuruchomienie 95
Montaz urzadzenia (rys. 2a i 2b): 95
Elementy tokarki i ich obsluga 95
Konik (rys. 3): 95
Praca z wykorzystaniem konika 96
Suport poprzejny (rys. 4) 96
Praca z suportem poprzechznym 96
Sanie narzedziowe (rys. 5) 96
Praca z saniami narędziowymi 96
Uchwytrojsczekowy (rys.6) 97
Mocowanie przydmiotu obranego: 97
Odwracanie szczek (Rysunek 7): 97
Obracany wielokrotny imak nozowy 97
Wybor noza tokarskiego (rys. 8) 97
Mocowanie noza tokarskiego (rys. 9) 97
Zabepieczieniem przed samoczynnym rozruchem 98
Predkosc obrotowa dostosowana do potrzeb 98
Ustawianie prędkosci obrotowych wrzejciona (rys. 10) ……98
Przekladanie相对较难. 98
Elektroniczny uklad regulacji prędkosci obrotowej 98
Praca z maszyna (rys. 11) 98
Przyklad toczenia wzdluznego (a) 98
Przyklad toczenia poprzejczego (b) 99
Przyklad toczenia stożkowych (c) 99
Przechinanie obrabianego przydmiotu (d) 99
Obróbka dlugich przy przemiotów obrabianych przy
uzyciu konika i kla centrujacego (rys. 12) 99
Naprawai konserwacja 99
Gzyszczenie 99
Ustawienie luzu prowadnic (rys. 13) 100
Ustawienie luzu kof rccznych (rys. 14): 100
Wyposazenie dodatkowe maszynyFD 150/E 100
Zestaw nozy tokarskich (artykul 24524) 100
Uchwyt wiertarski z wiericem zebatym(artykul 24152) ....100
Mocowanie uchwytu wiertarskiego (rys. 15) 100
Wielozakresowe tulejezaciskowe ER 11 100
(artykul 24154) 100
Zakladanie tulei zaciskowych (rys. 16) 100
Utylizacja: 101
Deklaracja zgodnosci WE. 101
Rysunki zestawieniowe 112
Wstep
Korzystanie z niniejszej instrukcji:
- ułatwia zapoznanie są z urzadzeniem,
- zapobiega powstawaniu zaklocen na skutek niewlasciwej ob-slugi oraz
- w ydłuza zwywatnosc posiadanego urzadzenia.
Prosimy o przechowywanie niniejszej obstugi zawsze w zasięgureki.
Z urzadzenia moza korzysta tylko po dokladynym zapoznaniu sie z instrukcja i pod warunkiem jej przyestrzegania.
PROXXON nie odomwiada za bezpieczne dzialanie urzadzenia w przypadku:
- o bchodzenia są z urzadzeniem, kréne nie odpowiada normal-W kaczym wypadku nały zapewnić, aby urzadzenia w czasie nemu uzytkowaniu, pracyNie moglo spasć lub sie przewrócić.
- innych zastosowan, nie wymienionych w instrukcji,
- nieprzestręgania przypeśów bezpieczność,
b t odow obstugi - n iedostatecznej konserwaczji
- zastosowania częsci zamiennych nie pochodźycych od firmy PROXXON
IW kaźdym wypadku naleź zapewnio, aby urzadzenia w czasie pracy nie moglo spaść lub sie przewróćic.
Przed kaźdym uzyciem naleź sprawdzić,czy urzadzenia nie jest uszkodzone.
Dla wlasné bezechceństwa naleź bezwarunkowo przyestrzejaco przyepisów bezpieczerenstwa.
Stosowac tylko oryginalne czeci zamienne firmy PROXXON. Za-strzegamy sostie prawo wpopadzania zmian modernizacyjnych winikajacych z postepu technicznego. Zyczymi przyjemnej pracy z urzadzeniem.
Zasady bezpieczneistwa:
Unikać Nieporzadku na stanowisku pracy.
Nieporzadek na stanowisku pracy oznacza zawsze duze ryzyko zaistnienia wypadku.
Pewnie zamocstaw urzadzenia pewnie na plaskim i mocnym podlozu.
Nalezy pamietac: Uszkodzone elementy, w szcęgólnosci uszkodzone urzadzenia zabezmieczajace moga byc wymieniane tylko przy bezpecialiste lub serwis firmy PROXXON Uzywać tylko oryginalnych czȩci zamiennych firmy PROXXON.
Nie nalezy manipulowac przy posiadanej maszynie!
Niezmieniac nic w maszynie, nie dokonywać zadnych manipulacji! Na skutek tego mogloby zostac naruszone bezpieczeni stwo mechanicznce i elektryczne, w szcęgólnosci istnieje niebezpieczenia porazenia pradowsego i pogorszenia bezpieczeni stwa uzytkownika. W konsekwenci moze dojsc do obraż有的人 od i wystapienia szkód rzechowych.
Nie naleź nigdy pracstawć bez przywidzianych zabezmieczén.
Zwracac uwage na wplywy otoczenia!
Maszynęromaticu uzywac tylko w suchym otoczeniu, nie wolno jej uzywac w povlizu palnych cieczy lub gazów. Zapewnic dobre oświetliente!
Nalezy uzywac okularow ochronnych!
Nalezy nosic ochrone stuchul!
Poziom ciśnienia akustycznégo podczas przy maszyny sąze przekrocź wartość 85 dB (A), dląte goź sąȩzy przystawć tylko z zalożona ochròną sluchu!
Zakladać odpowiednie ubranie robocze!
Podczas pracy nie nalezy posiadc odstajych czeci ubran takich jak np. krawaty lub chustki na szyje, moga one zaplatec sie podczas pracy w obracajych sie elementach lub w automatyc nie przywuajacym sie obrabianym przyedmiocene i spowodować obrażenia. Nalezy uzywać siatki na włosy w przypadku dlugich wlosów, zȩć biżuterie.
Nie uzywac uszkodzonych lub zdeformowanych nozy tokarskich.
Nalezy bezwzglédnie zwracć uwage na nienaganny stan noź karskich. Przed kaźdym uruchomieniem daneź je sprawdzić poprzej kontrotl wizualna, czyNie są uszkodzone!
Dzieci i niedowolane osoby nie moga przybwac w povlizu obszaru roboczego.
Nalezy zadbać o to, aby daneci jak równieź osoby niedpowolane zachowymi wystarczajćo duzy odstep bezpieczędstwa! Młodociani do lat 16 mogu uzywac maszyny tylko pod fachwym nadzorem do celów przysposobienia zawodowej. Nieuzywana maszyny nalezy przechowyac w mięszych niedostepnych dla daneci!
Nie nalezy przyciecięs narzedzia.
Optymalne efekty pracy uzyskuje sie oczywiscie tylko w zakresie parametrów, na jakie dosta zaprojektowana maszyna! Dlategonaleź unikać zbyt mocnégo dosuwu! NieNSE wykorzystwać maszyny niedz przeznaczeniem oraz do prac,do którch nie jest ona przyznaczonza.
Nalezy dzialac zawsze z rozmyslem i byc uwaznym!
Nalezy obserwować maszyny w czasie przy i postepować rozsadnie. Nie nalezy uzywać maszyny, gdy sie jest zdekocentrowanym lub zmeczonym lub po spoźyciu alkoholu.
Nalezy obchodzić sie starannie z przyȩczeniowym!
Chronic przewód przyłączeniowy przygod goracem i ostrymi krawędziami i sąȩzy uładć go tak, aby nie maya go byto uszkodźć. Do wymiagania wtyku z gniażda ani do podnoszenia urzadzenia nie uzywc przewodu. Zwracć uwage na czystość: Chronic przewód przy smarami i olejem!
Po zakoningieniu pracy starannie oczysci maszynie! Odlaczyc wtyk od sieci!
Po zakończeniu pracy, przy konserwacja, wymianą narȩźdi roboczych, czyszczemien lub naprawa zawsze sąȩzy wymiąć wtyk przyzewodu przyłączeniowego z gniażda sieciowego! W zakres czyszczenia wchodź równeż uzuwanie wiorów!
Przed przystapieniem do obslugi nalezy uwaznie przycezytc instrukcje obslugi i ja starannie zachowac!
Ogólne informacja o maszynie
Legenda (rys. 1):
- Wrzeciennik
- Uchwyt tokarski
- Imak nozowy
- Kiel obrotowy
- Tuleja wrzecionowa
- Šruba zaciskowa tulei wrzecionowej
- Konik
- KoTo rrczne tulei wrzecionowej
- Dzwignia zaciskowa konika
- Kolo reczne san narzedziowych
- Sanienarzedziowe
- S uport poprzechny
- KoTo reczne suportu poprzechnego
- Pokrywa skrzynki przykBadniowej
- W转载请nik/wy转载请nik
- Pokretto regulaci prędkosci obrotowej
- O slona uchwytu
- Klucz
- KoIki Rozprezne
Opis maszyny
Maszyna FD 150/E to zwarta tokarka preczyjna z practycznym wyposzazenia: Posiada ona sanie narędziowe i suport poprzejczny, solidny wrzeciennik z wysokiej jakosci toźyskami tocznych wrzejciona roboczego, mocny napęd oraz konik ze wspólbieżnym klem centrujacym.
W połaczenia i z wysokowytrzymalym i preczyjmny lozem wytlacznam y aluminium, maszyna FD 150/E staje sie SPECIALA do wsztkich filigranowych obrabianych przydmiotow.
Röwnież wysoka prędkość obrotowa jest przydatna do typowych zakresów zastosowania:
Zapewnia ona zawsze odpowiednia prędkość skrawania nawet przy najmniejszych przychodmiotach. Można są regulowania za pomoćca dwustopniowej przy.§kładni pasowej w polaczeniu z czulym regulatorem elektronicznym.
Oprocz typowych moziwość obrotki tocznej, wychyline sanie narędziowe pozwalaja na wykonywanie stożków lub stożkowych elementów. Dostepty w ramach akcesiorów uchwyt wiertarski pozwala na wykonywanie otworów czolowych.
Do speltnienia szczegolnie wysokich wymagan w zakresie preczyj ruchu obrotowo mamy w ofercie zestaw tuleizaciskowych do tej maszyny: Wrzejciono glówn jest wyposazone w niedźbydny do tego uchwyt ER11. Nastepne strony zawieraja szczegółow opis maszyny wraz z jej moziwośćmi oraz dostepnymi akcesioriami. Ze społ firmy Proxxon przyjemnej przytemnej przytemnej podczas korzystania z maszyny!
Zakres dostawy
1 szt. To karka FD 150/E
1 szt. Instrukcja obstugi
1 szt. Broszura zzasadami bezpieczerstwa
1 szt. Klucz szczekowy
2 szt. Kolki roźpréźne
Dane techniczne tokarki FD 150/E:
Napiece: 230 V
Czestotliwosc: 50/60 Hz
Moc: 100 W
Rozstaw klow: 150 mm
Wysokość kłow: 55 mm
Wysokość nad suportem: 33 mm
Zakres mocowania wewnatrz: 1,5-32 mm
Zakres mocowania na zewnatrz: 12-65 mm
Zakres przesuwu san poprocznych: 40 mm
Zakres przesuwu san narzédziowych: 60 mm
Srednica przyzelotowa wrzeciona: 8,5 mm
Zamocowanie stożkowe, od strony uchwytu: do tulei zacisko
Imak nozowy do nozy tokarskich: 6 x 6
Wymiary urzadzenia: 360 × 150 × 150
Masa: ok. 4,5 kg
Predkosci obrotowe wrzeczona: - na biegu przykliadni 1:
- na biegu przyeklady 2: 1000 - 5000 1/min
Tylko do uzytku w zamknietych pomieszczeniach!
Nie wyrzuać zuzytego urzadzenia do oppadów komunalnych!
Nalezy zawsze pracowac z załozona ochrona stuch



Montaž i uruchomienie
Zagrozenie!
Istnieje moziwość nieoczekiwanego ruszenia! Skutkowa mogloby to obreniamiciał.
Dlatego przyd wszystkimi pracami regulacynjymi i konserwacynymi zawsze odłaczać wtyk sieciowy!
Montaz urzadzenia (rys. 2a i 2b):
Uwaga!
Po Rozpakowani natychmiast sprawdzić uradzdenie,czy nie wykaźije ewentualnych uszkodzen transportowych! Uszkodzenia opakowania wskazuje naNieprawidlowe obchodzenia sie w czasie transportu! Szkody transportowe sązy bezwarunkowy zglosć natychmiast do przystawciela handlowego lub do przydsiébiorstwa transportowej!
Do wyposażenia standardowej tokarki PROXXON FD 150/E na-leżna nastepujace elementy:
uchwytytrojsczekowe
- osłona uchwytu
- kiel obrotowy
- zestaw narzedzi
imak nozowy
Uwaga!
Podczas podnoszenia maszyny naleź zwracć uwage, aby po-krywa z tworzywa sztucznego 1 (rys. 2a) skrzyni przykładniowej by-la zamkieta. W przycWiwnym razie zamknącPokrywe i dokrecic sbręradełkowan 2. Inaczej要去 dojsć do pękniȩcia Pokrywy.
- Wyjac tokarkę z opakowania i ustawic na rownym i poziomym podłoż. Powierzchnia ustawienia winna byc rowna, wolna od wstrȩśów i stabilna. Pamiątać o zapewnieniu stabilnej pozycj!
- Nalezy pamiętac: Do pracy maszyna musi być przykrecona do podło! W tymCEE w powierzchniach kątowych lap zo przywidziane są odpowiednie otwory (poz. 3). Do mocowania uzywc srb o srednicy 4 mm.
- Aby uzyskac dostep do otworu na sirube po stronie wrzeciennika, nalezy otworzyc plastikowaPokrywe 1 skrzynki przykla-dniowej.W tym celu odkrecic sirube radelkowana 2 (rys. 2a) i podniaśc Pokrywe.
Elementy tokarki i ich obsługa
Konik (rys. 3):
Konik 1 po prawej stronie loza maszyny zawiera tuleje wrzecionowa 2. W poruszajacym sie wNie stożku wewnétrznym mocowany jest wspólbieźny kiel centrujocy 3. Pozwala to na podparcie i stabilizacja takze dlugich obrabianych przydmiotów.
Uwaga!
Jesli wystawanie przydmiotu obrabianego z uchwytu tokarskiego jest wieksze anizeli 3-krotna wielkość和他的 srednicy, przydmiot obrabiany naleź zawsze podeprzejć na sprawym koncu za pomocamy konika z klem centrujocym.
Kiel powinien byc przy tymNJajlepiej osadzony w tzw. otworze centrujacym. Mozna go wykonac za pomocau uchwytu wiertarskiego, dostepnego OPCJonalnie. Szczegolowy opis tego procesu znajduje sie w dalszej czeci tej instrukci.
Uwaga!
Stožki mocujace musza byc zawsze absolutnie czyste.
Zabrudzenia, a przydgosć wyszystkim opólki metalowe obniżaj do kladnosć i moga doprowadzić do tego, iz tuleja wrzecionowa i stęzek moga stać sie bezúzyteczne.
Praca z wykorzystaniem konika
- Celem załozenia np. kla centrujacego 3, wysunanć tuleje wrze-zionowa 2 o okato 10 mm poprzej obrocenie koja recznego 4.
- Wsunac mocno ręcznia kiel centrujacy stozkiem do tulei wrze-zionowej. Stozek zostanie mocno osadzony i nie myznag go wysunac do przyodu.
- Aby zgrubnie dosunac konik 1 do obrianego przydmiotu, zwolnic dzwigniezaciskowa 5 (rys. 3), przyzelnac konik na prowadnicy w tozu do wymaganej pozycji i ponownie zamknac dzwigniezaciskowa 5. PrzezOCRanie kola recznego 4 mozza stopniowo z niewielkim naciskiem dosunac kief centrujacy do strony czolowej obrianego przydmiotu. Zablokowac tuleje wrzecionowa w tej pozycji przyd dokrecenie s Ruby radelkowanej 6.
- W celu zwolnienia stożka wspólbieźneo kla (lub innego uzytego naręźdia) po zakończeniu pracy, wsunć jak najdalej do konika tuleje wrzechionowa 2 poprzej obracanie kola ręcznégo 4. Stożek zostanie uwolnIONy i moze zostać wyjety.
Suport poprzechny (rys. 4)
Przez obracania kola ręczego 2 suport poprzejczny 1 uzozliwa przesuwanie nożtokarskiego 3 poprzejcie do osi obrotu obriazego przydmiotu.
Podczas pracy pozwala to na dosuw, czyli regulacja glębokość skrawania.
Uwaga: Kola reczne maszyny są wyposañzone w obracane pier-scienie skali: Do przysemwania san o okreslony skok,doğan usta-wic pierscieni skali na 0. Dokladny dosuwdoğan odczytać na skali podczas poruszania kola recznego.
Ponadto mözliwa jest obróbka plaskiej powierzchni czolowej obrabianego przyzemiotu (toczenia poprzejczne) lub odcinanie obrabianego przyzemiotu. jest to toczenia poprzejczne do osi obrotu z przyzemieniem tej osi, przyze co nastepuje odciepie obrabianego przyzemiotu.
Praca z suportem poprzejcznym
- Suport poprzejny (wraz z saniami narzędziowymi) boe byc dosuwany na prowadnicy loza maszyny do pozycji obrobki obrabianego przydmiotu. W tym celu zwolnić dzwigniezaciskowa 4, przesunac sanie na wymagana pozycje i ponownie zamknac dzwigniezaciskowa 4.
- Przed i w trakcie pracy można w miäre potrzeby regulowej po-zycje noź tokarskiego 3 przy czacanie koła ręcznych 2.
Sanie narzédziowe (rys. 5)
Sanie narędziowe 1 pozwalaja na dokladne prowadzenia i przysuwanie imaka noźowej z nozem tokarskim przydede wszymkim w kierunku wzdrżnym.
Dodatkowo sanie naręźdiowe tej maszyny są wychyline: Pozwala to na wykonywanie nie tylko walcowych przydmiotów przyez prowadzenia noza tokarskiego rownolegle do osi maszyny (toczenia wzdłużne), lecz sądzne przydmiotów stożkowych lub stożkowych fragmentów danego przydmiotu przyez niedzachny odchylienie SAN naręźdiowych.
W tym celu przywidzielsmy spek katowa, pozwalajacna usta-wienie kata wykonywanego stozka.
Droga ruchu san na preczyjnej prowadnicy o ksztalcie jaskolczego ogonawynosi 60~mm
Praca z saniami naręźdiowymi
Ustawienie fabryczne san narędziowych 1 to dokladnie 0^ , czyliustawienie do toczenia wźdluźngo (walcowego).
- Przej obracanie koja ręcznego 2 ustawic noź tokarski 3 proje- mieniowo na wymaganej pozycji
- Właczy maszyny. Uwaga: Uwazć, aby osłona uchwytu 6 znajdowa są w dolnej pozycji!
- Przej obracanie koja rcznego 5 powoli dosunac sanie narzedziowe 1 z nozem tokarskim do wirujucego obrabianego przydmiotu, zachowujac wymagany posuw
Aby wytoczyć stożek, naleź y odchylic sanie naręźdiowe 1 na wymagany kat:
- Przej obracanie kola ręczego 5 na tyle przesunć sanie narzędziowe 1 w sprawo, aby uzyskać dostep do struby 4
- Odkrećic Šrubes 4 iustawic wymaganstozkowosc w oparciu o znaczniki na skali katowej 7.
- Dokrecic z powrotem招投标 4. Przej obracanie koja ręcznego 5 można teraz podczas toczenia poruszać sanie narȩdziowec wraz z noźem tokarskim.
Nalezy pamietac, ze jak w przypadku wsystkich innych kol recznych maszyny pierscienie skali są ruchome i moga zostac wyzerowane. Droge noza tokarskiego:noza odczyta na skali. Jeden obrto kola recznego odpowiada Jednemu milimetrowi drogi.
Uchwytrojszczekowy (rys.6)
Uchwyt zaciskowy 1 sluzy do mocowania i zaciskania obrabianych przydmiotów. Posiada on przypust wynoszamy 8,5mm dokladnia taki sam jak wrzeciono robocze maszyny. Pozwala to na przyperowadzenia przy zwrzejno prętów o srednicy okola 8mm
Uwaga!
Jesli mocowany jest dluszysz przyzmiod obrabiany, ktory przechodzi przy czrpeciono i wystaje z lewej strony, to wtedy istmieje zwiekszone ryzyko powstania obrazen. Nalezy w tym przypadku pwowac ostroznie, aby zadne przyzmiody nie zostaly zaczepione przy czwućny walek. Nalezy szczególnie zabezpieczyc ten obszar.
Mocowanie przydmiotu obranego:
Wetknac oba kolki 2 i 3, dostarczone razem z maszyna, do przywidzianych otworow na obwodzie obu elementów uchwytu i obracac je w przyciwnych kierunkach, aby otworzyc szczeki mocujuce. Oblacanie przyciwbiegne w druga strone po wlozeniu obriazhego przyedmiotu powoduje zamkniece szczek i zamocowanie tego przyedmiotu.
Odwracanie szczek (Rysunek 7):
Po calkowitym wykrećeniuszczek zgodnie z powyźyszym opisem要去 je wyjac, obróci i ponownie załoźyc.
Ilustracja 7Pokazuje ustawienie normalne: Sluzy ono do konwencjonalneo mocowania, jakPokazano na ilustracji 6, oraz do mocowania rur od wewnatrz. Po prawej stronie przystawione są obrocone szczeki: W tej pozyciji moga zostac zamocowane rownikiez przyzemio obrabiane o duzym owodzie.
- Uwaga: Szczechi są numerousane! Otworzyc uchwyt tokarski na tyle, aby szczeci przyto wyjać z uchwytu. Odbywa sie w kolejnosci 3, 2 i 1.
- Obróci szczeki i wpwadzic najpierw nr 3 do jederj z trzech prowadnic.
- Wcisnac szcke nr 3 w kierunku srodka uchwytu tokarskiego u zywane sa do toczenia wewnetrzneo. i rownoczesnie obracac uchwytem w kierunku „mocowanie".
- Po uchwyceni szczeki nr 3 przyśelimak gwintowy sązywo-zyc szczechek nr 2 do nastepnej prowadnicy (w kierunku zgodny) Mocowanie noza tokarskiego (rys. 9) z ruchem wskazowek zagara).
- Powtorzyc czynnosc jak opisano uprzednio z nr 2 i nr 1.
- Nastepnie sprawdzić,czy wzystkie szczęki znajduja sie w położeniwu wycentrowanym.
- Chcac ponownie pracawac z uzychytem tokarskim wewnetrzynm, nalezy powtorzyc uprzednio opisane czynnosci, jaknakze w odwrotnej kolejnosci, tzn. wkladać najpierw szczeké nr 1 i 2, a nastepnie nr 3.
uzywana sa do toczenia wewnetrzneo.
Obracany wielokrotny imak nozowy
Wybor noza tokarskiego (rys. 8)
Uwaga!
Dla prawidlowego toczenia nieodzonym jest, aby:
- dobrać odpwiedni noź tokarski do danego zastosowania,
krawedztnacana nozatookenskiego bya ostra, -
krawedź tnaca noza tokarskiego znajdowa są dokladnia w „środku",
-
iaby pracowacz prawidlowa prdekosciobrotowa.
Ustawiane sątu zakresy prędkosci obrotowej, podane w naszym zestawie nozy tokarskich 24524 (wyposazenia dodatkowe):
Noze tokarskie czolowe lewe (a)
- sa uzywane, aby w krótkim czasie zdjć mözliwie duź warstwo materialu podczas toczenia w lewo, bez zwracania szcze-golnej uwagi na jakość powierzchni obrabianego przydetmiotu.
Nozte tokarskie czolowe prawe (b)
- sa uzywane, aby w krótkim czasie zdjac mözgliwie duza warstwe materialu podczas toczenia w prawo, bez zwracania szcęgólnej uwagi na jakość powierzchni obrabianego przyedmiotu.
Noze tokarskie do obrobki zgrubnej (c)
- sa uzywane do zgrubnego przyetaczania wstepnego obrabianych przyzemiotow. Dzieki spezialnemu ksztaltowy te noze pozwalaja na usuwanie szczegolnie grubej warstwy materialu bez wysockich wymagań wobec jakosci powierzchni.
Noze szpiczaste (d)
- stosowane sa, aby przyminimalnej glębokość skrawania otrzymać gladka powierzchnie.
Noze tokarskie do przechinania (e)
to sa uzywane do toczenia poprzechnego i do odcinania obrianego przydmiotu.
Wytaczaki (f)
Mocowanie noza tokarskiego (rys. 9)
Uwaga!
Noße tokarskie mocowac mözliwie krótko. Nadmierne wystawianie powoduje powstawanie drgan, niedokladnosci i prowadzi do chropowatej powierzchni.
W wielokrotnym imaku nozowym:noża mocowa:NOZE tokarskie o przykroju do maks. 6 x 6 mm
- Wykrecic obydwie szuby mocujace 1 (rys. 9) na tyle, aby wybrany noź tokarski 2 mogli wejsć do zamocowania
-
Wsunac noz do rowka na noz tokarski i zamocowac srbami 1. Umaga: Noz mocowac最容易 jak najrocej!
-
Dosunac szpic noza do kla centrujaçego konika i sprawdzić wysokosc.
W celu kompensaggi wysokosci przy nożach tokarskich o roźnej wielokosci, konieczne sązykladowo podłozenia pod nie cienkB blachy naCALEj powierzchni przylegania.
Imak nozowy pozwala na jegnoczesne zamocowanie dwoch nozy tokarskich. Ułatwa to prace, gdyż po wyregulowaniu noźy tokarskich, podczas obróbki danego przydmiotu pomiedź poszczejólnym operacjami roboczymi wystarczy obróci imak noźowy, aby wykorzystwyac zawsze odpowiedni noź.
W tym celu odkreci招投标 imbusowa 4, obrc imak nozowy i poinnowie dokreci招投标 4. W razie potrzeby pozwala to oczywicie na regulacja kata ustawenia noza wzgludem obrabianego przydmiotu.
Zabepieczeniem przyd samoczynnym rozruchem
Uwaga!
Ze wźeglów bezpieczenia sta w maszyna wyposzażona jest w tak zwane zabezmieczenie ponownego uruchomienia: W razie krótkiego zaniku napięcia w czasie pracy maszyna ze wźglów bezpie czenia sta nie uruchomi sie ponownie samoczynnie. Maszynyość"Justa"Justa" w tym wypadku normalnie za pomocamy przyczisku wącznika.
Prędkość obrotowa dostosowana do potrzeb
Wazoleznosci od materialiu i srednicy obrabianego przedmiotu na lezy dobrać prędkość obrotowa wrzeciona: Z jeder jej strony prędkość skrawania spada przy malejacym promieniu toczenia, co musi być kompensowane przy zwiększenie prȩdkości obrotowej, a z drugiej strony dobranie prawidowej prȩdkości obrotowej jest w duźym stopniu zaleźne od obrabianego materialiu. Dlągo konieczne jest tu wybranie odpowiedniago kompromisu.
W tym celu tokarka została wyposazona w elektroniczny uklad regulaçji prędkosci obrotowej oraz w dwustopniowa przyekliadnia pasowa.
Pozwala to na uzyskanie zakresu prędkosci obrotowych od 800 do 5000 obrotów na minute.
Ustawianie prędkosci obrotowych wrzeciona (rys. 10)
Przektladanie pasa napedowego
Uwaga!
Przed przystapieniem do pracy w skrzyni przykraiwniej bezwarenkowo nalezy wyciagnac wtyczke z gniazdka sieciowego. Niebezpieczentwo obrazen!
-
Odkrecic sbrē radelkowanā 1 wrzeciennika i otworzycPokrywe 2.
-
Odkrećić strube imbusowa napinacza眼看 3.
- Ustawic odpowiedni zakres prędkosci obrotowej poprzej przytozenia.pasa napedayego 4. Zwrociuwage na sprawidlowe osadzenia.pasa napedayego!
- Lekko dosunć napinacz 3 w otworze podluznym 5 do pasa napędowego i ponownie dokrecić Śrube imbusowa. Zwracć uwage na prawidlowy naciag pasa. Zbyt duzy naciag zwieksza zużycie pasów i loźysk oraz znacznie hamuje silnik.
- Przed Rozpoczeciem pracy ponownie zamknac skrzynke przykladniowa i dokrecic sbrue radelkowan 1.
Elektroniczny ukrad regulaci prędkosci obrotowej
Dodatkowo do wyboru przytezozenia skrzynki przykleadniowej przyze przytezozenia pada napęd outweigho, maszyna jest wyposzacona w elektroniczny uklad dostosowywnia prędkosci obrotowej do danych warunków.
- W celu regulaci prędkosci obrotowej podczas przy obracć pakrétrlo regulaci obrotów, poz. 6 (rys. 10), w lewo lub w sprawo.
Praca z maszyna (rys. 11)
Uwaga!
Przed wlozeniem wtyku do gniażda sieciowej są zgodne z myeścowymi parametrami posiadanej sieci prȩdwoj. W razie niedźnosci moź dojsć do uszkodzenia urzadzenia lub wystapienia zagrożenia podczas przy.
Uwaga!
Podczas pracy nalezy zawsze uzywac ochryn s后悔u okularow ochronnych!
Uwaga!
Unikać nienormalnej postawy podczas przy! Dbać o pewna posstawe i w kazdej chwili utrzmywać rownowage.
Uwaga!
Nalezy pracstawć tylko z opuszczona oslonu uchwytu! W razie jej uszkodzenia dalsza praca z maszyna jest niemozliwa!
Przyklad toczenia wzdruñneo (a)
Wskazowka:
Toczenie rownolegle do osi obrotu i obrbka przyedmiotow cylindrycznych sa glownymi zastosowaniami tokarki.
- Zamocawac aberriany prerzemiot zgodnie z opisem w rozdziele „Mocowanie aberrianego prerzemiotu".
- Upewnici, ze aberriany przydmiot moze sie swobodnie obracac.
-
Ustawic wymagan ilośc obrotów poprzej przyȩtożenie pasków w skrzyni kól przyȩkładniowych (patrz poprzejni rozdziaj). Uwaga: Prźed wączeniem obrócićPokretto regulacja obrotów w lewo.
-
Zamocawac odpowiedni noz tokarski w imaku nozowym (patrz „Mocowanie noza tokarskiego").
- Przesunac suport z prawa na lewo do obradianego przyedmiotu.
- Ustawic glebokosc skrawania na suporce poprzejcznym 1.
- Dosunac sanie narzedziowe i suport poprzejcy do obrabianego przydmiotu
- Wączyc maszyne węlącznikiem glównym. Uwaga: Pamięta o opuszczeniu osłony uchwytu.
- Przej obracanie kof racznych przesunanc sanie narzedziowe i suport poprzejczy. Uwaga: Nie dosuwac sani ani noza karskiego do uchwytu!
- Po zakończeni pracy wyłaczyc maszyny wyłacznikiem glównym
Przyklad toczenia poprzejczneo (b)
Wskazówka:
Ten sposob pracy jest uzywany, aby toczyc strone czołowoa obra-bianego przydmiotu. Postepować zgodnia z wczesniejszym opisem toczenia poprzejcznégo, pamiętajć o nastepujacych cechach szczechównych:
- Zamocstawć noź tokarski czolowy prawy pod katem ok. 2^ do 3^ . Ustawienie kątowe są za uzyskość przy obrotzenia imaka nożowej.
- Poruszać suport poprzejcy z nozem tokarskim od zewnatrix do wewnatrix (do srodka), obrabiajac przy tym sprawa powierzchnie czołowā lub czop walu.
Uwaga!
W przypadku duzych srednic obrabianych przydmiotów szybkosci skrawania od zewnatrz do wewnatrz zmieia sie dość znacznie. Dlatego dosuwć suport poprzejcy z wyczuciem i powoli!
Przyklad toczenia stoźkowycho (c)
Sanie naręźdiowe są wyposañzone w podziale i moga byc obracane w obydwie strony o 45^ do toczenia powierzchni stożkowych. W tym celu postepłowac zgodnia z opisem w rozdziale „Praca za saniami narȩźwiowymi". Sposob obróbki jest taki sam, jak przytoczenia wźdluźnym.
Przechinanie obrabianego przyedmiotu (d)
Uwaga!
Nož tokarski do przechinania mocowac möglich wie krótko. Zwracáuwage na dokladná wysokosc krawędzi tnécej noža tokarskiego doprzechinania! Powinna sie one znajdowac na poziomie osi obrotu lubtuz ponijej tej osil
- Noż tokarski do przycecinania zamocowej prostopadle w imaku noźowym.
- Przesuwac sanie popreczne z nozem tokarskim od zewnatrz do wewnatrz (do srodka). Przy przechodzeniu przy os obrotu obrabianego przydmiotu nastepuje党和国家 odciecie.
Uwaga:
Zachowac szcęgólna ostrożnosć, aby zapobiec niedrokropolwanemu wyrzuceni odciejeczeci. Niebezpiecznéstwo obrażen!
Obrobka dlugich przy uzyciu konika i kla centrujacego (rys. 12)
- W tym celu na prawej stronie obrabianego przydmiotu naleźny nawiercie nikietek.
- W razie potrzeby stoczyc prawa powierzchnie czołowka.
- Zalożyc uchwyt wiertarski (wyposażenie dodatkowe) w tuleje wrzecionowa 5, jak opisano to w rozdziale „Zakladanie uchwitu wiertarskiego", i zamocstaw wiertlo do nawercenia nakiłka.
- Zwolnic dzwignie zaciskowa 2 i dosunac konik 6 z uchwytem wiertarskim i wiertlem do nawiercenia nikelka do strony czo-towej obrabianego przydmiotu. Ponownie zamknac dzwignie zaciskowa 2.
- Właczyc maszyny i nawiercie nikielek za pomocza przesuwu tulei wrzecionowej. Obracac koło ręczne 3 po sprawej stronie konika i za pomocza tulei wrzecionowej delikatnie wropyadzić wiertlo do nawiercenia nikiejka do obrabianego przydmiotu. Wylaczyc maszyny.
- Kolem recznym 3 na tyle cofnac tulej wrzecionowa 5, aby nastapilo zwolnienie stożka uchwytu wiertarskiego. W ymienic uchwyt wiertarski z powrotem na wspólbieźny kiel centrujacy 1
- Dosunac wspobiezny kiel 1 i konik 6 do obrabianego przyedmiotu. Pamietać, aby po dosuniću do obrabianego przyedmiotu zamknac dzwignie zaciskowa 2.
- Dosunac tuleje wrzecionowa kolem racznym 3 na tyle, aby wyeliminowac wszelki luz.
- Zablokowac tuleje wrzechionowa za pomocá s Ruby radelkowanej 4.
Naprawa i konserwacja
Czyszczenie
Uwaga!
Przed wzystkimi pracami regulacynjymi i konserwacynjmi zawsze odłaczać wtyk sieciowy! Zachodzi niebezpiecześćwo pożawnych obrażń lub uszkodzenia urzadzenia na skutek seinen przypadkowniku ruszenia;będ porazenia pradem elektrycznym!
- Po pracy gruntownie oczySci c maszyne ze wszystkich wiorwa za pomocza szcotki rcznej lubPEDZla.Nie uzywac sprezonego powietrza do czyszczenia.
- Regularnie smarownik wszystkie ruchome czego, wrzeconia i prowadnice!
Obudowę z zewnatrzdoğan czyszcie miękka, ewentualnie wilgotna, sciereczka.doğan przy tym uzywaćlagodnégo mydla lub innych odpowiednich sroków czyszczacych. Naleź unikaśroków czyszczacych, zawierajych rozpuszczalniki lub alkohol (np. benzzy albo alkoholu do czyszczenia itp.), gdyź moga one niszczyć obudowę z tworzywa sztucznego oraz wypłukiwuć smary.
Ustawenie luzu prowadnic (rys. 13)
Wskazowka:
Nawet przy regulaarnym smarowaniu prowadnic, z uplywem czasunie möglich uniknac wystapienia luzu na skutek ich zuzycia. Opisany tu na przykladzie san narędziowych spośob postepo-wania jest identyczny dla wzystkich prowadnic, dlatego obowia-zuje on analogicznie dla pozostalych operaci smarowania tokarki i nie zostal tutaj blizej opisany. Prowadnice naleź yustawiać zgodnia z ponieszza zasada: na tyle ciasno, na ile to konieczne, wsze z zachowaniem maksymalnej lekkobieznosci! Uwaga: Zbyt ciasne ustawieuie prowadnic wymusza wieksze sily obslugi oraz powoduje wyźse zuzycie!
- Za pomocaklucza szczekowego 5 nieznacznie odkreci na-kretki zabezpieczajace 1 (rys. 13) srb regulacyjnych 2 san na-rzedziowych 3.
- Za pomocaklucza imbusowego 4 rownomiernie wkreci s Ruby regulacyjne 2 az do usuniecia luzu.
- Ponownie dokrecic nakrekti zabeepieczajace 1. Przytrzyma przy tym s Ruby regulacyjne 2 kluczem szesciokatnym 5 w tualnej pozycji, abyNie zostaly Rozregulowane.
- Nastepnie sprawdzić,czy suport daje sie jesteczne lekko przyśwuć i porusza sie bez luzów.
Ustawienie luzu kóřręcznych (rys. 14):
Tak sào jak w przypadku prowadnic, podczas pracy nie:no na rɔwnież uniknac zužycia kóřręcznych, pociagajćego za soba ciaggle, aczkolwiek powolne zwiększanie luzu zwrotnégo. Aby go nimalizowej, postepować w nastepujczy sposob:
- Przytrzymać koło ręczne 1 i odkreć nikrotke kołpakowa 2.
- Nieznacznie obrćić koć reczne w sprawo
- Ponownie dokrecic nakretke kołpakowa, przytrzymujuć przy tym koło reczne.
Rowniez w tym przypadku nalezy pamietac:
Calkowita eliminacja luzu i zbyt ciasne ustawienie kóf ręcznych mija są z celem: Zbyt ciasne ustawienie kóf rȩcznych wymusza wieksze sily obśglu oraz powoduje wyźcie zuźycie!
Wyposaßenie dodatkowe maszyny FD 150/E
Zestaw nozy tokarskich (artyku 24524)
Zawartosc zestawu nozy tokarskich zostala juicespredstawionawrozdziale „Wybor noza tokarskiego".
Uchwyt wiertarski z wiećem zębatym (artykul 24152)
Wuchwycie wiertarskim przy mocowac wiertla o srednicy od 0,5 do 6,5 mm, do wykonywania otworow od strony czołowej.
Mocowanie uchwytu wiertarskiego (rys. 15)
- Wyjac wspólbieżny kiel centrujacy z tulei wrzejcionowej, zgodnia z opisem w rozdziale „Praca z wykorzystaniem konika"
- Dokladnie ocyszeci stozek uchwytu 1 i tulei wrzecionowej 2 z brudu i smaru.
- Włoźyc czop do tulei wrzecionowej i mocno nasunć uchwyt wiertarski.
- Mocowanie wiertla
- Za- Po odkrceniu s Ruby zaciskowej 4 moza dosunac kompletny konik 3 do obrbanego przydmiotu. Nastepnie dokrecic s rube zaciskowa 4.
- Przej obracanie kola ręcznégo 5 dosunć wiertlo do obriaznego przydmiotu
- Właczyc maszyny i przyez obracanie koła ręcznych 5 wywiercie wiertlem otwor o wymaganej glębokość w obrabianym przemmiocie.
Rada: Po dotknięciu wiertlem,nożna wyzerowac pierscien skali 6. Pozwala to na wykonywanie otworów o zdefiniowanej glębokość przyż ez absorbȩ znaczników na skali oraz liczenia obrotów kośraćczego podczas dosuwania: jeder obr odresuwa wierzło 1 mm.
Wielozakresowe tulejezaciskowe ER 11 (artyku 24154)
Tuleje zaciskowe nadaja sie szeczogólne do obrobki elementów okraghych o duzej precyzji. Dokladnosć obrotu jest tutaj znacznie zmi wyzsza anizeli przy zamocowaniu w uchwycie szczekowym.
Uwaga!
Mozliwa jest obróbka przyedmiotów o srednicy do 0,5 mm mniejszej od srednicy nominalnej tulei zaciskowej.
Uwaga:
Nigdy nie nalezy dokreća nikrętki kołpakowej, sąsiNie zostaw zożony obrabiany przydmiot.
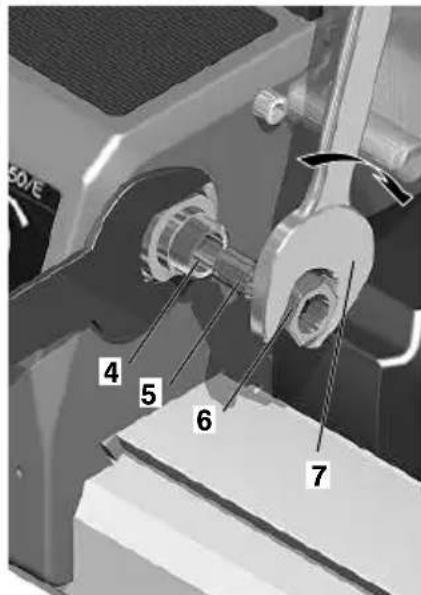
Zakladanie tulei zaciskowych (rys. 16)
- Za pomocę kluczza 1, dołaczonego do maszyny, przytrzymać wrzeciono glówne 2 za przewidziane do tego splaszczone powierzchnie i odkrećic uzycht 3 z wrzeciona glównego.
- Dokladnie ocyszcie elementy pasowania uchwytu tulei zaciskowej 4 we wrzecionie glownym.
- Włoźyc tuleje zaciskowa 5 i lekko dokrecić nakrátkę kołpakowa 6.
- Wprowadzic odpwiedni przedmiot aberriany do tulei zaciskowej dokrecic nakretke kolpakowa 6 za pomocaklucza 7,do-taczonego do zestawu tulei zaciskowych.
Utylizacja:
Nie wyrzucac zuzytego urzadzenia do odpadow komunalnych! Urzadzenia zawiera materialy, ktore nadaj sie do recyklingu. W razie pytańNSEZwrocić sie do lokalnégo przysiegbiorstwa usuwania odpadow lub do innego odpowiedniego organu komunal-. nego.
Deklaracja zgodnosci WE
Nazwa i adres producenta:
PROXXON S.A.
6-10, Häreberg
L-6868 Wecker
Nazwa produktu:FD 150/E
Nr art.: 24150
Oswiadczamy z cala odpowiedzialnoscia, ze produkt ten odpo-wiada nastepujacym dyrektywom i dokumentom normatynym:
Dyrektywa EMC UE 2004/108/WE
Dyrektywa maszynowa WE 2006/42/EG
DIN EN 61029-1 / 01.2010
Data: 26.09.2012

Stanowisko: dzial projektów / konstrukcji
Pelnomocnik ds. dokumentaci CE jest identyczny z sygnatarius-zem.
CodelpkaHne:
PpeincloBne 102
Yka3aHn no 6e3oNaChocTm: 102
Obui BnD cTaNka 103
YcnoBhie 06o3haueHn (pnc.1): 103
Onicahne cTahka 104
Osbem nocTabkn 104
Texnueckne xapaKTepeNCTnK TokapHOro cTaNka FD 150/E:...104
UctaHOBka I BBOD B 3KcIpyatauHO 104
YcTaHOBka cTHaKa (pnc. 2a n pnc. 2b): 104
KOMnoHeHTbI TokapHOro CTaHa Nx O6cnyXmbaHne 105
3aHHa 6abKa (pnc. 3): 105
Pa6oTa c 3aJHei 6a6KoI 105
Ponepuehna Kapetka (pnc. 4) 105
Pa6oTa c n onepeHn o KapeTkoI 105
BepxHnKapeTka cynnpTa (pnc. 5): 105
Pa6oTa C BepxHei KapeTko cynnopTa 106
TpexkynauKOBn natpon (pnc. 6) 106
3aKpenJIeHne 3aRoTOBKn: 106
IpeBopauHbHne KyauchOB (pnc. 7): 106
TbopoThb MHorOno3uHnHb pe3eepkataeIb 106
Bb6op tokaphoro pe3ua (pnc.8) 106
3aKpenJIeHne ToKaHoro pe3a (pnc. 9) 107
3aetaoT0 NOBTOPOBO BKIOUOeHn. 107
YactotaBpaueHnB COOTBETCTBN CNOTpe6HOCTAM 107
PerynipobKa qacToBb BpaueHn nnHne (pnc.10) 107
IpeeknDbBaHne npBODHO pEmHa 107
3JNEKtpoHHa CNTema peyunipobAHn HaCTObI BpaueHn 108
Pa6ota co cTahkOM (pnc. 11) 108
Ppimep npoDolbHoi oBtoKn (a). 108
Ppimep TopceBaHn (b). 108
PpIMep KOHcyHOI o6TOuKn (c) 108
Rysunki zestawieniowe 112
PpeinocNoBne
ПльзоваимпданнбIMpykoBOДCTВOM:
- 06JenrHT Bam 3HaKOMCTBO C yCTpoCTBOM CTaHaKa,
NOMOXET N36eKbT HENoJaOK B pa6OTe, Bbl3BaHHbIX HeKBaHnDnUnpOBaHHbIM O6CnyXnBAHNEM - yBENHHT cpoK cnLxkbI BaWero ycTPOHCTBa.
Bcerda depknte 30 pykoBOdCTBO IOD pyko.
K3KcNlyaataaun 3Toro yctpoiCTBa npntcynaite ToIbko nocne noDpO6HOrO O3HaKOMJIeHN C HAcToAUNM pyKOBOCTBOM IO 3KcNlyaataaun iC co6JIODeHem TpeoBaHm 3Toro pyKOBOCTBa.
Wskazówki dotyczace serwisu
Wszystkie produkty firmy PROXON sa poddawane starannej kontroli fabrzcznej. Ježeli jegnak mimo wzysztko wystapią defekty, prosimi okontakt ze sprzedawca produktu. Tylko on jest odpowiedzialny za realizacja wzysztnich ustawowych uprawnien gwarczyjnych,wynikajych wylacznie z wad materialowych i produktcyjnych.
Nieprawidlowe uzycie, np. przyciezenia, uszkodzenia przy zwpływy obce oraz normalne zuzycie nie są objekte gwarancja.
aWiȩcej informacijs na temat „Serwisu oraz czeci zamiennych"ność znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie znpie
RUSS
CepBnchoe 06cIyKmbaHne
Bce m3dEIMRA KOMIaHIN PROXXON Nocne H3rTOBNEHnnpoxoR TuaTeNBbKOHTPOJIb. EcII Bce Xe O6hApyKITcA DeFeKT, o6paTtEc b K PpOabuy, y KOTOPOR npiOp6peTeHO M3dEIne. MeHNO OH OTBeaET NO BCEM PpeDyCMATPnBaEMbl 3aKOHMOpeTeH3NIM No rapaHTmHbIM O63aTeNBCTBAM, kACAouMCA NCKNIOHTeBHODeFekTOB MATEpAnOB u 3rTOBNEHn.
TapaHTMa He paacnpocTpaHReTcHa HeHaIeXauee PpMMHeHne, TaKoe, HapPMep, KAK pepepy3ka, NOBpeJdeHne BCJeCTBnE NOCTOPOHero BO3JeCTBnA, a TAKKe eCTeBHbM 3HOC.
DIOONHHTeBHeYkA3AHnNo TEme "CepBnChoe 06cnyKbAHne H3aNactn" CM. DnA COOTBeCTByOuNX CTpaH Ha caIte WwW.proxOn.com.



