FD 150E - Metalldrehmaschine PROXXON - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts FD 150E PROXXON als PDF.
| Produkttyp | Metalldrehmaschine |
| Marke | Proxxon |
| Modell | FD 150E |
| Versorgungsspannung | 230 V |
| Frequenz | 50 Hz |
| Leistung | 100 W |
| Spitzenweite | 150 mm |
| Spitzenhöhe | 55 mm |
| Höhe über Bett | 33 mm |
| Spannkapazität (Innenbacken) | 1,5 - 32 mm |
| Spannkapazität (Außenbacken) | 12 - 65 mm |
| Verschiebung Planschlitten | 40 mm |
| Verschiebung Oberschlitten | 60 mm |
| Zulässiger Spindeldurchmesser | 8,5 mm |
| Spannzangenaufnahme | ER 11 |
| Werkzeughalterquerschnitt | 6 x 6 mm |
| Abmessungen (L x B x H) | 360 x 150 x 150 mm |
| Gewicht | 4,5 kg |
| Drehzahlbereiche | 800 - 2500 U/min und 1000 - 5000 U/min |
| Wiederanlaufschutz | Ja |
| Sicherheitseinrichtungen | Spannschutz, Notaus |
| Mitgeliefertes Zubehör | Dreibackenfutter, Reitstock, Werkzeughalter, Spannschutz, Stifte, Schlüssel |
| Wartung | Regelmäßige Reinigung von Spänen, Schmierung der Führungen und Räder |
| Verwendung | Nur Innenbereich |
Häufig gestellte Fragen - FD 150E PROXXON
Benutzerfragen zu FD 150E PROXXON
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Metalldrehmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch FD 150E - PROXXON und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. FD 150E von der Marke PROXXON.
BEDIENUNGSANLEITUNG FD 150E PROXXON
Drehmaschine FD 150/E
MANUAL
Deutsch
Beim Lesen der Gebrauchsanleitung Bildseiten herausklappen.
English
Sicherheitshinweise: 8
Ubersicht über die Maschine 9
Legende (Fig. 1): 9
Beschreibung der Maschine 9
Lieferumfang 10
Technische Daten Drehmaschine FD 150/E: 10
Aufstellen und Inbetriebnahme 10
Aufstellen des Gerätes (Fig 2a und Fig. 2b): 10
Elemente der Drehmaschine und deren Bedienung. 10
Reitstock (Fig. 3): 10
Arbeiten mit dem Reitstock 11
Planschlitten (Fig. 4) 11
Arbeiten mit dem Planschlitten 11
Oberschlitten (Fig. 5) 11
Arbeiten mit dem Oberschlitten 11
Das Dreibacken-Futter (Fig. 6) 11
Spannen des Werkstücks: 12
Wenden der Backen (Fig. 7): 12
Der drehbare Mehrfach-Stahlhalter. 12
Drehstahl auswahlen (Fig. 8) 12
Drehstahl einspannen (Fig. 9) 12
Wiederanlaufschutz 13
Bedarfsgerechte Drehzahl 13
Vorwort
Die Benutzung dieser Anleitung:
- erleichtert es, das Gerät kennen zu lernen.
- vermeidet Störungen durch unsachgemäß Bedienung und
- erhöht die Lebensdauer Ihres Gerätes.
Halten Sie diese Anleitung immer griffbereit.
Bedieren Sie这点es Gerät nur mit genauer Kenntnis und unter Beachtung der Anleitung.
PROXXON haftet nicht für die sichere Funktion des Gerätes bei:
- H andhabung, die nicht der üblichen Benutzung entspricht,
- anderen Einsatzzwecken, die nicht in der Anleitung genannt sind.
Missachtung der Sicherheitsvorschriften.
Bedienungsfehlern
m angelnder Wartung
V erwendung von Nicht-PROXXON-Ersatzteilen
Beachten Sie zu ihrer Sicherheititte unbedingt die Sicherheitschinweise.
Nur Original PROXXON - Ersatzteile verwenden. Weiterentwicklungen im Sinne des technischen Fortschrittes gehalten wir uns vor. Wir wünschen Ihnen viel Erfolg mit dem Gerät.
Spindeldrehzahlen einstellen (Fig. 10) 13
UmlegendesAntriebsriemens. 13
Elektronische Drehzahlregelung 13
Arbeiten mit der Maschine (Fig. 11) 13
BeispielLängsdrehen(a) 13
Beispiel Plandrehen (b) 14
BeispielKegeldrehen (c). 14
Abstechen eines Werkstücks (d) 14
Bearbeiten längerer Werkstücke mit Reitstock und Körnerspitze (Fig. 12) 14
Reparatur und Wartung. 14
Reinigung 14
Spiel der Führungen einstellen (Fig. 13) 14
Spiel der Handrader einstellen (Fig. 14): 15
Zubehör für die FD 150/E 15
Drehstahlsatz (Artikel 24524) 15
Zahnkranzbohrfutter (Artikel 24152) 15
Bohrfutter einsetzen (Fig. 15) 15
Mehrbereichs-Spannzangen ER 11 (Article 24154) .......15
Einsetzen der SpanNZangen (Fig. 16) 15
Borgung: 15
EG-Konformitätserklung 16
Explosionszeichnungen 112
Sicherheitshinweise:
Unordnung im Arbeitsbereich vermeiden.
Unordnung im Arbeitsbereich bedeutet immer auch ein großeres Unfallrisiko.
Gerätben und sicherauf einem festen Untergrund befestigen.
Stellen Sie in jedem Fall sicher, dass das Gerät auch während des Betriebs nicht herunterfallen oder kippen kann.
Gerat vor jeder Benutzung auf Beschädigung prufen.
Bitte beachten Sie: Defekte Teile, insbesondere beschädigte Schutzvorrichtungen)durfen nur von einem Fachmann oder dem PROXXON-Kundendienst ausgewechselt werden Verwenden Sie nur Original-Proxxon Ersatzteile.
Manipulieren Sie ihre Maschine nicht!
Ändern Sie an der Maschine nichts, führen Sie keine Manipulationen durch! Die mechanische und die elektrische Sicherheit könnte beeinträchtigt werden, insbesondere
besteht die Gefahr eines elektrischen Schlages und die weitere Beeinträchtigung ihrer Sicherheit. Verletzungen und Sachschaden können die Folgen sein.
Niemals ohne die vorgesehenen Schutzeinrichtungen arbeiten.
Achten Sie auf die Umgebungseinflüsse!
Die Maschine nur in trockener Umgebung und nie in der Naze von brennbaren Flüssigkeiten oder Gasen benutzen. Sorgen Sie für gute Beleuchtung!
Benutzen Sie eine Schutzbrille!
Tragen Sie einen Gehorschutz!
Der Schaldruckpegel beim Arbeitsen mit der Maschine kann 85 dB (A) übersteigen, deswegen nur mit Gehorschutz arbeiten!
Tragen Sie geeignete Arbeitskleidung!
Tragen Sie während des Arbeitsens keine weite Kleidung wie z. Krawatten oder Halstücher, sie können sich während des Betriebs in einem der bewegten Teile oder dem automatisch bewegten Werkstück verfangen und eine Verletzung verursachen. Tragen Sie bei langen Haaren ein Haarnetz undephmen Sie Schmuck ab.
Keine beschädigten oder verformten Drehstähle verwenden.
Bitte achten Sie unbedingt auf einen einwandfrei den Zustand der Drehstähle. Kontrollieren Sie diese vor jeder Inbetriebnahme durch Sichtkontrolle auf ihre Universehrtheit!
Kinder und unbeteiligte Personen vom Arbeitsbereich fernhalten.
Sorgen Sie davon, dass Kinder sowie Unbeteiligte einen ausreichend großen Sicherheitsabstand einhalten! Jugendliche unter 16 Jahren dürfen die Maschine nur unterfachlicher Anleitung und zum Zwecke der Ausbildung benutzen. Die unbenutzte Maschine ist für Kinder unzugänglich aufzubewahren!
Überlasten Sie Ihr Werkzeug nicht.
Optimale Arbeitsergebnisse erreichen Sie tatsächlich nur in einem Leistungsbereich, für den die Maschine ausgelegt ist! Vermeiden Sie deswegen zu große Zustellungen! Zweckentfremden Sie die Maschine nicht und benutzen Sie sie nicht für Arbeiten, für die sie nicht bestimmt ist.
Seien Sie stets bedacht und aufmerksam!
Beobachten Sie die Maschine während der Arbeit und gehen Sie vernünftig vor. Verwenden Sie die Maschine nicht, wenn Sie unkonzentriert oder mude sind oder Alkohol getrunken haben.
Behandeln Sie das Anschlusskabel sorgfältig!
Anschlusskabel vor Hitze und scharfen Kanten schützen und soverlegen, dass es nicht beschädigt werden kann. Kabel nicht benutzen, um den Stecker aus der Steckdose zuziehen und Gerät nicht am Kabel hochheiten. Achten Sie auf Sauberkeit: Schützen Sie das Kabel vor Fett und Öl!
Nach der Arbeit Gerat gründlich reinigen!
Netzsteckerziehen!
Bei Nichtgebrauch, vor Wartung, Werkzeugwechsel, Reinigung oder Reparatur immer den Netzsteckerziehen! Zur Reinigung gehört auch das Entfernen von Spanen!
Bedienungsanleitung vor dem Gebrauch gut durchlesen und sorgfältig aufbewahren!
Übersicht über die Maschine
Legende (Fig. 1):
- Spindelstock
2.Drehfutter - Drehstahlhalter
- Mitlaufende Körnerspitze
- Pinole
- Klemmschraube für Pinole
- Reitstock
- Handrad für Pinole
- Klemmhebel für Reitstock
- Handrad für Oberschlitten
- Oberschlitten
- Planschlitten
- Handrad für Planschlitten
- Getriebekastenabdeckung
- Ein-Aus-Schalter
- Drehzahlregelknopf
- Futterschutz
- Schlüssel
- Spannstifte
Beschreibung der Maschine
Die FD 150/E ist eine kompakte Prazisionsdrehmaschine mit praxisgerechter Ausstattung: Sie bietet einen Plan- und einem Oberschlitten, einen soliden Spindelstock mit einer hochwertigen Walzlagerung für die Arbeitsspindel, einen kräftigen Antrieb, sowie einem Reitstock mit mitlaufender Körnerspitze.
These Merkmale in Verbindung mit dem hochfosten und prazisen Aluminiumstranggußbett macht die FD 150/E zu einer Spezialistin für alle filigranen Werkstücke.
Auch die hohe Drehzahl kommt dem typischen Anwendungsgebiet entgegen:
Sie ermöglicht auch bei kleinsten Werkstückdurchmessern im- mer die passende Schnittgeschwindigkeit, einstellbar über ein zweistufiges Riemengetriebe in Kombination mit einer feinfh- ligen elektronischen Regelung.
Neben den klassischen Moglichkeiten der Drehbearbeitung sind mit dem schwenkbaren Oberschlitten auch Kegel, bzw. kegelige Elemente herstellbar. Mit dem als Zubehör erhältlichen Bohrfutter ist auch das stirnseitige Bohren von Lächern kein Problem. Und für alle, die ganz besonderss hohe Anforderungen an den Rundlauf stellen, haben wir einen Spannzangensatz für diese Maschine in unserem Sortiment: Die notwendige ER11-Aufnahme ist in der Hauptspindel vorgesehen. Auf den folgenden Sei
ten stellen wir Ihnen die Maschine und ihre Möglichkeit sowie das erhältliche Zubehor ausfuhrlich vor. Das Team von Proxxon wünscht Ihnen viel Freude und viel Erfolg bei der Arbeit mit ihrer Maschine!
Lieferumfang
1 Stck. Drehmaschine FD 150/E
1 Stck. Bedienungsanleitung
1 Stck. Broschüre Sicherheitshinweise
1 Stck. Maulschlussel
2 Stck. Spannstifte
Technische Daten Drehmaschine FD 150/E:
Spannung: 230 Volt
Frequnz: 50 / 60Hz
Leistung: 100 Watt
Spitzenweite: 150 mm
Spitzenhöhe: 55 mm
Höhe über Support: 33 mm
Spannbereich Innenbacken: 1,5 - 32 mm
Spannbereich Außenbacken: 12 - 65 mm
Planschlittenverstellung: 40 mm
Oberschlittenverstellung: 60 mm
SpindeldurchlaB: 8,5 mm
Kegelaufnahme, futterseitig: für ER 11-SpanNZangen
Stahlhalter fur Stahle: 6 x 6
Geräteabmessungen: 360× 150× 150
Gewicht: ca. 4,5 kg
Spindeldrehzahlen:
- in Gettriebestufe 1:800 - 2500 U/min
- in Gettriebestufe 2:1000 - 5000 U/min
Nur zum Betrieb in geschlossenen Räumen!
Geratitte nichtüberdenHausmullentsorgen!
Bitte stets mit Gehorschutz arbeiten!

Aufstellen und Inbetriebnahme
Gefahr!
Es besteht die Möglichkeit des unerwarteten Anlaufs! Verletzungen können die Folge sein.
Daher unbedingt bei allen Einstell-und Wartungsarbeiten stets Netzsteckerziehen!
Aufstellen des Gerätes (Fig 2a und Fig. 2b):
Achtung!
Bitte überprüfen Sie das Gerät sofort nach dem Auspacken auf eventuelle Transportschäden! Eine Beschädigung der Verpackung weist eventuell schon auf eine unsachgemäß Behandlung während des Transports hin! Transportschäden sollen den unbedingt bereits beim Handlager oder beim entsprechenden Transportunternehmen reklamiert werden!
Zur Standardausstattung der PROXXON-Drehmaschine FD 150/E gehoren folgende Elemente:
- Dreibackenfutter
- Futterschutz
mitlaufende Körnerspitze
Werkzeugsatz
Stahlhalter
Achtung!
Beim Anheiten der Maschine darauf auf achten, dass die Kunststoffhaube 1 (Fig. 2 a) des Räderkastens verschlüssen ist. Andernfalls die Haube zuklappen und Rändelschraube 2 anziehen. Andernfalls konnte die Kappe brechen.
- Zum Aufstellen die Drehmaschine aus der Verpackung behmen und auf einen geraden und ebenen Untergrund aufstell-len. Die Aufstellfläche muß erschüttungsfrei und stabil sein. Darauf achten, dass ein sanherer Stand gewährleistet ist!
2.itte beachten Sie: Zum Betrieb muß die Maschine fest mit dem Untergrund verschraubt werden! In den Winkelflanschen der Endkappen des Bettes sind hierfür Bohrungen (Pos. 3) vorgesehen.itte verwenden Sie Schrauben mit 4mm Durchmesser. - Spindelstockseitig ist es für die Zugänglichkeit zum Schraubenloch wichtig, die Kunststoffhaube 1 des Räderkastens aufzuklappen. Dafür einfach Rändelschraube 2 (Fig. 2a) losen und Kunststoffhaube aufschwenken.
Elemente der Drehmaschine und deren Bedienung
Reitstock (Fig. 3):
Der Reitstock 1 auf der rechten Seite des Maschinenbettes enthalt die Pinole 2. In dem in ihr enthaltenen Innenkonus wird die mitlaufende Körnerspitze 3 eingesetzt. Hiermit konnen lange Werkstücke abgestützt und stabilisiert werden.
Achtung!
Wenn der Futterüberstand größer als der ca. 3-fache Werkstückdurchmesser ist, sollte prinzpiell das Werkstück am rechten Ende durch den Reitstock mit Körnerspitze gehalten werden.
Die Spitze soll damit idealerweise in eine sogenannte Zentrierbohrung eingreifen. Diese kann mit dem als Zubehör erhältlichen
Bohrfutter hergestellt werden. Der Vorgang wird später ausfuhrlich beschrieben.
Achtung!
Die Aufnahmekegel müssen immer absolut sauber sein.
Schmutz und vor allem Metallspane beeinträchtigen die Genaugigkeit und konnen Pinole und Konus unbrauchbar machen.
Arbeiten mit dem Reitstock
- Zum Einsetzen z. B. der Körnerspitze 3 die Pinole 2 durch Drehen des Handrades 4 ca. 10mm ausfahren.
- Die Körnerspitze mit Konus kräftig mit der Hand in die Pinole einstecken. Der Konus sitszt fest und kann von vorne nicht herausgezogen werden.
- Um den Reitstock 1 grob an das Werkstück heranzuschieben, die Klemmhebel 5 (Fig. 3) lösen, den Reitstock auf der Bettführung in die gewünschte Position schieben und die Klemmhebel 5 wieder festziehen. Durch Drehen des Handrads 4 kann die Körnerspitze dosiert mit leichtem Druck auf die Werkstückstirnseite aufgesetzt werden. Die Pinole sollte durch Festziehen der Rändelschraube 6 in dieser Position geklammt werden.
- Zum Lösen des Konus der mitlaufenden Spitze (oder eines anderen eingesetzten Werkzeugs) nach der Arbeit die Pinole 2 durch Drehen des Handrads 4 soweit wie möglich in den Reitstock hineindreiben. Der Konus lost sich und kann entnommen werden.
Planschlitten (Fig. 4)
Der Planschlitten 1 erhögt durch Drehen des Handrads 2 die Bewegung des Drehstahls 3 senkrecht zur Drehache des Werk-Stücks.
Das erlaubt während des Arbeitsens die Zustellung, d. h. das Regulieren der Spantiefe.
Achtung: Die Handräder der Maschine sind mit drehbaren Skalenringen ausgerüstet: Zum Verfahren des Schlittens um einen definierten Betrag kann der Skalenring auf 0 gestellt werden. Die exakte Zustellung kann während der Betätigung des Handrades an der Skala abgelesen werden.
Darüber hinaus wird die Bearbeitung einer stirnseitigen Planfläche des Werkstücks (plandrehen) oder das sogenannte "Abstechen" eines Werkstücks erhögt. Darunter versteht man das Stechdrehen über die Drehache hinaus, so dass das Werkstück sich ablöst.
Arbeiten mit dem Planschlitten
-
Der Planschlitten (mitsamt dem Oberschlitten) kann auf der Führung des Maschinenbettes auf die Bearbeitungsposition an das Werkstück herangeschoben werden. Dazu Klemmhebel 4 offen, die Schlitten auf die gewünschte Position verschreiben und Klemmhebel 4 wieder spannen.
-
Vor oder während des Arbeitsens bei Bedarf Position des Drehstahls 3 durch Dreiben am Handrad 2 regulieren.
Oberschlitten (Fig. 5)
Der Oberschlitten 1 erhögt die unmittelbare Führung und das Verfahren des Stahlhalters inkl. des Drehstahls vorzugsweise in Längsrichtung.
Zusätzlich ist bei unserer Maschine der Oberschlitten schwenkbar: Dies ermöglich es, nicht nur zylindrische Werkstücke herstehen zu konnen, indem der Drehstahl parallel zur Längsache der Maschine verfahren wird (Längsdrehen): Auch konische Werkstücke oder kegelige Abschnittte konnen gedreht werden, wenn der Oberschlitten etwas geschwenkt wird.
Wir haben dazu eine Winkelskala angebaut, mit Hilfe derer der Winkel des herzustellenden Konus eingestellt werden kann.
Der Verfahrweg des Schlittens auf der prazisen Schwalbenschwanzführung beträgt 60~mm
Arbeiten mit dem Oberschlitten
Im Auslieferungszustand ist der Oberschlitten 1 genau auf = 0^ , d. h. zum (zylindrischen) Langsdrehen eingestellt.
- Den Drehstahl 3 durch Drehen des Handrads 2 radial auf die gewünschte Position fahren
- Maschine einschalten. Achtung: Darauf achten, dass sich der Futterschutz 6 in der unteren Position befindet!
- Durch Drehen des Handrads 5 den Oberschlitten 1 mit dem Drehstahl mit der gewünschten Zustellung an dem rotierenden Werkstück langfahren
Soll ein Konus oder Kegel gedreht werden, muß der Oberschlitten 1 um den gewündsten Betrag geschwenkt werden:
- Oberschlitten 1 durch Drehen des Handrads 5 so welt nach rechts fahren, dass die Schraube 4 zuganglich wird
- Schraube 4 lösen und anhand der Markierungen auf der Winkelskala 7 die gewünschte Konizität einstellen.
- Schraube 4 wieder festziehen. Durch Drehen des Handrads 5 kann der Oberschlitten und damit der Drehstahl beim Drehen verfahren werden.
Bitte beachten, dass hier, wie bei den anderen Handrädern der Maschine auch, die Skalenringe beweglich sind und genullt werden konnen. Der zurückgelegte Weg des Stahs kann dann an der Skala abgelesen werden. Eine Umdrehung des Handrades entspricht einem Millimeter Strecke.
Das Dreibacken-Futter (Fig. 6)
Das Spannfutter 1 dient zur Aufnahme und zum Spannen der zu bearbeitenden Werkstücke. Es hat einen Durchlass von 8,5 mm, besteht wie die Arbeitsspindel der Maschine. So konnen Rundmaterialien mit einem Durchmesser von gut 8 mm auch durch die Spindel gefuhrt werden!
Achtung!
Wird ein längeres Werkstück eingespannt, das durch die Spindel gefuhrt wird und nach links übersteht, besteht erhöhtes Verletzungsrisiko. Seien Sie in thisem Fall besonderss vorsichtig, damit keine Gegenstände von der rotierenden Welle erfaßt werden. Sichern Sie diesen Bereich gesondert ab.
Spannen des Werkstücks:
Die beiden im Lieferumfang enthaltenen Stifte 2 und 3 in die darauf für vorgesehenen Löscher am Umfang der beiden Futterkörper einstecken und die beiden Futterteile geogeneinander verdrehen, um die Spannbanken zu öffnen. Die entgegengesetzte Drehrichtung bewirkt nach dem Einsetzen des Werkstücks ein Schlieben der Backen und damit ein Spannen des Werkstücks.
Wendener Backen (Fig. 7):
Werden die Backen, so wie oben beschreiben, ganz nach außen gedreht, können sie entnommen, gewendet und wieder eingesetzt werden.
Die Abbildung 7 zeigt einmal die Normalstellung: Sie dient zur konventionellen Einspannung wie in Fig. 6 gezeigt und zum Spannen von z. B. Rohrmaterialien voninnen. Rechts sind die gewendeten Backen dargestellt: In dieser Position können auch Werkstücke mit großem Außenumfang gespannt werden.
- Achtung: Die Backen sind numeriert! Das Drehfutter so welt offen bis sich die Backen aus dem Futter losen. Dies geschlossen in der Reihenfolge 3, 2 und 1.
- Die Backen umdrehen und Nr. 3 zuerst in eine der drei Führungen einfahren.
- Backe Nr. 3 in Richtung Drehfutterzentrum drucken und gleichzeitig das Futter in Richtung "Spannen" drehen.
- Wenn die Gewindeschnecke den Backen Nr. 3 erfaBt hat, muß der Backen Nr. 2 in die nachste Führung (im Uhrzeigersinn) eingesetzt werden.
- Vorgang wie vorher beschrieben mit Nr. 2 und Nr. 1 durchfuhren.
- AnschlieBend prufen, ob sich alle Backen in zentrierten Position befinden.
- Wenn Sie wieder mit Innenbackenfutter arbeiten sollen, wiederholen Sie die vorher beschriebenen Schritte, jedoch in umgekehrter Reihenfolge, d.h. zuerst die Backen Nr. 1 und 2 und dann Nr. 3 einsetzen.
Der drehbare Mehrfach-Stahlhalter
Drehstahl auswahlen (Fig. 8)
Achtung!
FürordentlichesDrehenistuesunerläblich,dass:
d er richtige Drehstahl fur den jeweiligen Zweck ausgewählt wurde,
d ie Schneide des Drehstahls scharf ist,
d ie Schneider des Drehstahls genau auf "Mitte" steht
- und mit der richtigen Drehzahl garbeitet wird.
Hier werden die Drehzahltypen vorgestellt, die wir in unserem Drehstahlsatz 24524 (Zubehor) zusammengestellt haben:
Linke Seitenstähle (a)
- v erwendet man, um in kurzer Zeit möglichst viel Span in linker Bearbeitungsrichtung abzutragen, ohne besondere Rücksicht auf die Qualität der Werkstückoberfällie.
Rechte Seitenstähle (b)
- v erwendet man, um in kurzer Zeit möglichst viel Span in rechte Bearbeitungsrichtung abzutragen, ohne besondere Rücksicht auf die Qualität der Werkstückoberfällie.
Schruppstahle (c)
- zur groben Vorarbeit an Werkstücken. Durch den besonderen Schliff eignet sich dieser Stahl für einen hohen Materialabtrag ohne große Anforderungen an die Oberflächengüte.
Spitzstähle (d)
- w erden eingesetzt, um bei geringer Spanabnahme eine saubere Oberfläche zu erhalten.
Abstechstähle(e)
- zum Einstechdrehen und zum Abtrennen des Werkstücks beim Abstechdrehen.
Ausdrehstähle (f)
- w erden zum Innenausdrehen benutzt.
Drehstahl einspannen (Fig. 9)
Achtung!
Drehstahl möglich kurz einspannen. Ein großer Überstand führt zu Schwingungen, Ungenuigkeiten und unsauberer Oberfläche.
Im Mehrfach-Stahlhalter konnen Drehstähle mit einem Querschnitt von bis zu 6 × 6 mm eingespannt werden
- Beide Befestigungsschrauben 1 (Fig. 9) so welt herausdrehen, bis der ausgewählte Drehstahl 2 in die Aufnahme paßt
- Stahl in den Stahlhalternut einlagen und mit den Schrauben 1 festklemmen. Achtung: Den Stahl so kurz wie möglich einspannen!
- Spitze des Stahls an die Körnerspitze des Reistocks fahren und die Höhe überprüfen.
Es kann notwendig sein, zum Höhenausgleich bei entsprechenden Größen die Stähle mit z. B. dūnnen Blechen vollflächig zu unterlagen.
Der Stahlhalter bietet die Mochigkeit, gleichzeitig zwei Drehstahle einzuspannen. Dies erleichtert das Arbeiten, weil nach der Justage der Drehstahle zwischen den einzelnen Bearbeitungs
gängen bei einem Werkstück bloß der Stahlhalter geschwenkt werden muss, um mit dem jeweils geeigneten Stahl zu arbeiten. Hierzu einfach die Innensechskantschraube 4 lösen, den Stahlhalter schwenken und die Schraube 4 wieder festziehen. Nätürlich kann so auch generell der Winkel des Stahls zum Werkstück reguliert werden, falls erforderlich.
Wiederanlaufschutz
Achtung!
Die Maschine ist aus Sicherheitsgründen mit einem sogenann- ten Wiederanlaufschutz ausgestattet: Bei einer kurzen Spannungunterbrechung während des Betriebs lauft die Maschine aus Sicherheitsgründen nicht selbsttig wieder an. Die Maschine kann aber in thisem Fall mit dem Einsatzknopf normal gestartet werden.
Bedarfsgerechte Drehzahl
Je nach Werkstückmaterial und Durchmesser muß die Spindeldrehzahl angepaßt werden: Einerseits nimmt die Schnittgeschwindigkeit mit kleinerem Drehradien ab, was durch eine höhere Drehzahl kompensiert werden muß, anderersects ist die Wahl der richtigen Drehzahl zusammen auch noch in hohem Maße vom zu bearbeitenden Material abhängig. Hier gilt es also, den wichtigen Kompromiß zu finden.
Dafür haben wir unsere Drehmaschine mit einer elektronischen Drehzahlregelung sowie einem zweistufigen Riemengetriebe ausgerüstet.
So kann der Drehzahlbereich von 800 bis hin zu 5000 Umdre-hungen abgedeckt werden.
Spindeldrehzahlen einstellen (Fig. 10)
UmlegendesAntriebsriemens
Achtung!
Vor Arbeitsen im Räderkasten unbedingt Netzsteckerziehen. Verletzungsgefahr!
- Die Rändelschraube 1 am Spindelstock * losen und Deckel 2 auf schwenken.
- Innensechskantschraube vom Riemenspanner 3 offen.
- Die entsprechende Drehzahlstufe durch Umlegen des Antriebsriemens 4 vorwahlen.itte achten Sie auf den richtigen Sitz des Antriebsriemens auf den Riemenscheiben!
- Spanner 3 im Langloch 5 leicht gegen den Antriebsriemen drücken und die Innensechskantschraube wieder anziehen. Auf angemessene Spannung des Riemens achten. Eine zu starke Spannung erhöht den Verschleib von Riemen und Lager und bremst den Motor stark ab.
- Vor Beginn der Arbeiten Räderkasten wieder verschreiben und Rändelschraube 1 wieder anziehen.
Elektronische Drehzahlregelung
Zusätzlich zur Wahl der Getriebstufen mittels des Umlegens des Antriebsriemens bietet Ohnen ihre Maschine zusätzlich die kMöglichkeit, die Drehzahl elektronisch an die jeweiligen Bedingungen anzupassen.
- Drehzahlregelknopf Pos. 6 (Fig. 10) zum Einstellen der Drehzahl während des Betriebs nach links oder rechts dreiben.
Arbeiten mit der Maschine (Fig. 11)
Achtung!
Vor dem Einstecken des Netzsteckers prufen Sieitte,ob die Angaben auf dem Typenschild mit den ortlichen Gegebenheiten Ihres Stromnetzes ubereinstimmen. Beschädigungen oder Gefahrduungen beim Arbeiten konnten bei Nichtubereinstimmungen die Folgen sein!
Achtung!
Bitte beim Arbeiten stets Gehorschutz und eine Schutzbrille trag!
Achtung!
Vermeiden Sie abnormale Körperhaltung! Sorgen Sie für sicheren Stand und halten Sie das Gleichgewicht.
Achtung!
Arbeiten Sie nur mit heruntergebnkapptem Futterschutz! Ist dieser defekt, daß die Maschine nicht mehr betrieben werden!
Beispiel Längsdrehen (a)
Hinweis:
Drehen parallel zur Drehachse und Bearbeiten zylindrischer Gegenstände sind die Hauptanwendungen einer Drehmaschine.
- Werkstück spannen wie im Kapitel „Spannen des Werkstücks" beschrieben.
- Vergewissem Sie sich, dass das Werkstück frei drehen kann.
- Die erforderliche Drehzahl durch Umlegen der Riemen im Räderkasten (siehe vorhergehenden Abschnitt) einstellen. Achtung: Vor dem Einsatz den Drehzahlregelknopf nach links dreiben.
- Einen geeigneten Stahl in den Stahlhalter einspannen (siehe „Drehstahl einspannen").
- Den Support von rechts nach links an das Werkstück heranfahren.
- Mit dem Planschlitten 1 die Schnitttiefe einstellen.
- Quer-und Oberschlitten an das Werkstück heranfahren
- Maschine am Hauptschalter einschalten. Achtung: Darauf achten, dass der Futterschutz nach unten geklappt ist.
- Quer- und Oberschlitten mittels Drehen der Handräder verfahren. Achtung: Schlitten oder Drehstahl nicht gegen das Drehfutter laufenlassen!
- Nach Beendigung der Arbeiten Maschine am Hauptschalter ausschalten
Beispiel Plandrehen (b)
Hinweis:
These Arbeitsweise wird angewendet, um die Stirnseile eines Werkstücks plan abzudrehen. Gehen Sie hierzu vor wie beim vorher beschrieben Plandrehen mit folgenden Besonderheiten:
- Den rechten Seitenstahl um ca. 2^ bis 3^ verstellt einspannen. Die Winkelstellung ist durch das Schwenken des Stahlhalters einzustellen.
- Den Planschlitten mit Drehstahl von außen nachinnen (zum Zentrum) bewegen und darauf die rechte Stirnfläche oder Weltenabsätze bearbeiten.
Achtung!
Bei größeren Werkstücks durchmessern differiert die Schnittgeschwindigkeit von außen nachinnen ganz erheblich. Deshalb den Drehstahl mit dem Planschlitten gefühltvoll und langsam zustellen!
Beispiel Kegeldrehen (c)
Der Oberschlitten ist mit einer Skala ausgerüstet und kann nach zwei Seiten zum Kegeldrehen um 45^ geschwenkt werden. Dazu vorgehen wie unter „Arbeiten mit dem Oberschlitten" beschrieben. Die Bearbeitungsweise ist die gleiche wie beim Langsdrehen.
Abstechstahl möglichst kurz einspannen. Auf exakte Höhe der Schneide des Abstechstahls achten! Diese sollen sich in der Ebene der Drehache oder ganz leicht darunter befinden!
- Den Abstechstahl rechtwinklig in den Stahlhalter einspannen.
- Den Planschlitten mit Drehstahl gefühlvoll von außen nach innen (zum Zentrum) bewegen. Beim Passieren der Drehache des Werkstücks wird these abgetrennt.
Achtung!
Gehen Sie hier mit größter Vorsicht vor, um ein Umherfliegen des abgtrnten Werkstücks zu vermeiden. Verletzungsgefahr!
Bearbeiten längerer Werkstücke mit Reitstock und Körnerspitze (Fig. 12)
- Zu dieser Zweck muß auf der rechten Seite des Werkstücks eine Zentrierbohrung geobhrt werden.
- Bei Bedarf die rechte Stirnseite plandrehen.
-
Das Bohrfutter (Zubehor) in die Pinole 5 einsetzen wie im Kapitel "Bohrfutter einsetzen" beschrieben und einen Zentrierbohrer einspannen.
-
Klemmhebel 2 lösen und den Reitstock 6 mit Bohrfutter und Zentrierbohrer nah bis an die Stirnseite des Werkstücks fahren. Klemmhebel 2 wieder spannen.
- Die Maschine einschalten und Zentrierbohrung mit Hilfe des Pinolenvorschubs bohren. Dazu Handrad 3 rechts am Reitstock drehen und mit der Pinole den Zentrierbohrer weniger in das Werkstück schieben. Maschine ausschalten.
- Die Pinole 5 mit dem Handrad 3 soweit zusückfahren, dass sich der Konus des Bohrfutters lost. Das Bohrfutter wieder gegen die mitlaufende Körnerspitze 1 austauschen
- Die mitlaufende Spitze 1, bzw. den Reitstock 6 an das Werkstück heranfahren.itte beachten,dass der Klemmhebel 2 nach dem Heranschieben an das Werkstuck gespannt ist.
- Die Pinole mit dem Handrad 3 soweit zustellen, bis jegliches Spiel eliminiert ist.
- Die Pinole mit Hilfe der Rändelschraube 4 blockieren.
Reparatur und Wartung
Reinigung
Achtung!
Bei allen Einstellungen- und Wartungsarbeiten stets Netzsteckerziehen! Es besteht die Gefahr von schweren Verletzungen oder Beschädigungen durch ein versehentliches Anlaufen des Gerates oder die Gefahr eines elektrischen Schlages!
- Nach der Benutzung, Maschine von allen Spanen mit einem Pinsel oder Handfeger gründlich reinigen. Keine Preßluft zur Reinigung benutzen.
- Alle beweglichen Teile, Spindeln und Führungen regelmäßig schmieren, bzw. ölen!
Die äußere Reinigung des Gehäuses kann dann mit einem weichen, eventuell feuchtem Tuch erfolgen. Dabeiarf malde Seite oder eine anderes geeignetes Reinigungsmittel benutzt werden. Lösungsmittel- oder alkoholhaltige Reinigungsmittel (z.B. Benzin, Reinigungssalkohole etc.) sind zu vermeiden, da diese die Kunststoffgehauseschalen angreifen konnten sowie die Schmiermittel auswaschen.
Spiel der Führungen einstellen (Fig. 13)
Hinweis:
Auch wenn die Führungen regelmäßig geschmiert, bzw. geöl't werden, laßt es sich nicht vermeiden, dass sie verschleiBedingt nach einiger Zeit Spiel aufweisen.
Die hier am Beispiel des Oberschlittens beschriebene Vorgehensweise ist gleich für alle Führungen, daß gilt sie auch analog für die weiteren Führungen an ihrer Drehmaschine. Deswegen werden diese hier nicht separat behandelt. Stellen Sie die Führungen nach dem Motto ein: Gerade so "stramm" wie notig, aber so leichtgangig wie möglich!
Bedenken Sie: Werden Führungen zu eng eingestellt, bedingt dies höhere Bedienkräfte sowie einen erhöhten Verschleib!
- Kontermuttern 1 (Fig. 13) der Einstellschrauben 2 für den Oberschlitten 3 mit einem Maulschlüssel 5 offen und etwas aufdrehen.
- Die Einstellschrauben 2 mit einem Innensechskantschlüssel 4 gleichmäßig hineindrehen, bis das Spiel beseitigt ist.
- Kontermuttern 1 wieder anziehen. Dabei die Einstellschrauben 2 mit dem Sechskantschlüssel 5 in ihrer Position festhalten, damit sie sich nicht wieder verstellen.
-
AnschlieBend prufen, ob sich der Support noch leichtgangig verschiben laßt und ob er vollkommen spielfrei lauft.
-
Durch Drehen des Handrads 5 den Bohrer an das Werkstück heranfahren
- Maschine einschalten und durch Drehen des Handrads 5 den Bohrer bis zur gewünschten Tiefe in das Werkstück eintauchen halten.
Ein Tipp: Wird der Bohrer ganz leicht aufgesetzt, kann der Skalenring 6 "genullt" werden. So kann man Bohrungen mit definierter Tiefe herstellen, indem man die Kalenmarkierungen beachelt und die Handradumdrehungen beim zustellen zählt: Eine Umdrehung verfüht den Bohrer um 1mm .
Spiel der Handrader einstellen (Fig. 14):
Genau wie bei den Führungen auch, ist natürlich auch bei den Handrädern Verschleib während des Betriebs nicht zu vermeiden, der davon sorgt, dass das Umkehrspiel langsam, aber stetig länger wird. Um diese wesder zu minimieren,itte vorgehen wie folgt:
- Handrad 1 festhalten und Hutmutter 2 offen.
- Handrad etwas nach rechts drehen
- Hutmutter wieder anziehen und Handrad damit festhalten.
Bedenken Sie auch hier:
Eine gänzliche Eliminierung des Umkehrspiels und eine zu „stramme“ Einstellung ist bei den Handrädern nicht Sinnvoll: Werden die Handräder allzu eng eingestellt, bedingt这点 auch hier höhere Bedienkräfte sowie einen erhöhten Verschlei!
Zubehör für die FD 150/E
Drehstahlsatz (Article 24524)
Der Inhalt des Drehstahlsatz wurde unter dem Kapitel "Drehstahl auswahlen" bereits vorgestellt.
Zahnkranzbohrfutter (Artikel 24152)
In das Bohrfutter konnen zum Herstellen von planseitigen LÖchern Bohrer von 0,5 bis 6,5 mm eingspannt werden.
Bohrfutter einsetzen (Fig. 15)
- Die mitlaufende Körnerspitze aus der Pinole entfernen wie unter "Arbeiten mit dem Reitstock" erklär
- Konus vom Futter 1 und Pinole 2 von gut von Fett und Schmutz reinigen.
- Den Zapfen in die Pinole einsetzen und Bohrfutter kräftig aufschieben.
- Bohrer einspannen
- Nun kann der komplette Reitstock 3 nach dem Lösen der Klemmschraube 4 an das zu bearbeitende Werkstück heran-genfahren werden. Danach Klemmschraube 4 festziehen.
Mehrbereichs-SpanNZangen ER 11 (Article 24154)
Die SpanNZangen eignen sich besonderss zum Bearbeiten von Rundteilen mit hoher Prazision. Die Rundlaufgenauigkeit ist hier bei wesentlich hoher als beim Arbeiten mit einem Backenfutter.
Achtung!
Es können Werkstücke mit einem Durchmesser bis zu 0,5 mm unter dem Nenndurchmesser der Spannzange verwendet werden.
Achtung:
Die Überwurfmutter niemals festziehen, wenn kein Werkstück eingesetzt wurde.
Einsetzender SpanNZangen (Fig. 16)
- Mit dem mit der Maschine mitgelieferten Schlüssel 1 die Hauptspindel 2 an den darauf vorgesehenen Abflachungen festhalten und das Futter 3 von der Hauptspindel herunter-schrauben.
- Die Passung für die Spannzangenaufnahme 4 in der Hauptspindel gründlich reinigen.
- Die Spannzange 5 einsetzen und Überwurfmutter 6 leicht aufschauben.
- Das passende Werkstück in die Spannzange einführen und Überwurfmutter 6 mit dem dem Spannzangensatz beiliegenden Schlüssel 7 festziehen.
Entsorgung:
Bitte entsorgen Sie das Gerät nicht über den Hausmüll! Das Gerät enthalt Wertstoffe, die recycliert werden können. Bei Fragen dazu wenden Sie sichitte an ihre lokalen Entsorgungsunternehmen oder andere entsprechenden communalen Einrichtungen.
EG-Konformitätserklarung
Name und Anschrift:
PROXXON S.A.
6-10, Häreberg
L-6868 Wecker
Produktbezeichnung: FD 150/E
Article Nr.: 24150
Wir erklären in alleiniger Verantwortung, dass these Produkt mit den folgenden Richtlinien und normativen Dokumenten übereinstimmt:
EU-EMV-Richtlinie
2 004/108/EG
DIN EN 55014-1 / 05.2012
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 03.2010
DIN EN 61000-3-3 / 06.2009
EU-Maschinenrichtlinie 2006/42/EG
DIN EN 61029-1 / 01.2010
Datum: 26.09.2012

Dipl.-Ing. Jorg Wagner
PROXXON S.A.
Geschäftsbereich Gerätesicherheit
Der CE-Dokumentationsbevollmächtigte ist identisch mit dem
Unterzeichner.
Contents:
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Multiple range ER 11 collets (Article 24154)
Dipl.-Ing. Jorg Wagner
PROXXON S.A.
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Dipl.-Ing. Jorg Wagner
PROXXON S.A.
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Directiva de máquinas UE 2006/42/CE
DIN EN 61029-1 / 01.2010
Fecha: 26.09.2012

Ing.Dipl. Jorg Wagner
PROXXON S.A.
Elektronische toerentalregeling 57
De machine nicht overbelasten.
De draabare meervoudige beitelhouser
Draaibeitel selectoren (fig. 8)
Let op!
Elektronische toerentalregeling
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Dipl.-Ing. Jorg Wagner
PROXXON S.A.
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
EU-maskindirektiv 2006/42/EF
DIN EN 61029-1 / 01.2010
Dato: 26.09.2012

Tillbehör für FD 150/E 75
Svarvstalssats (artikel 24524) 75
Kuggkransborrchuck (artikel 24152) 75
Satta in borrchuck (fig. 15) 75
Fleromrades-spanntanger ER 11 75
(artikel 24154) 75
Satta in spanntangerna (fig. 16) 76
Tillbehör für FD 150/E
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
EG maskindirektiv 2006/42/EG
DIN EN 61029-1 / 01.2010
Datum: 26.09.2012

Dipl-ing Jorg Wagner
PROXXON S.A.
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Smernice EU Strojni zaizeni 2006/42/ES
DIN EN 61029-1 / 01.2010
Datum: 26.09.2012

Dipl.-Ing. Jorg Wagner
PROXXON S.A.
Obchodni oblast bezpeñostrojù
Osoba zmocnéná pro dokumentaci CE se shoduje s osobou po-depsanou
icindekiler:
Önsöz 85
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
AB Makine Direktifi
2006/42/AT
DIN EN 61029-1 / 01.2010
Ta rih:26.09.2012

Müh. Jörg Wagner
PROXXON S.A.
Cihaz guvenligi bolumu
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
Dipl.-Ing. Jorg Wagner
PROXXON S.A.
DIN EN 55014-1 / 02.2010
DIN EN 55014-2 / 06.2009
DIN EN 61000-3-2 / 06.2011
DIN EN 61000-3-3 / 06.2009
DupekTnBa EC no MaunHHomy o6opyoBaHnIO
2006/42/EG
DIN EN 61029-1 / 01.2010
Deta: 26.09.2012

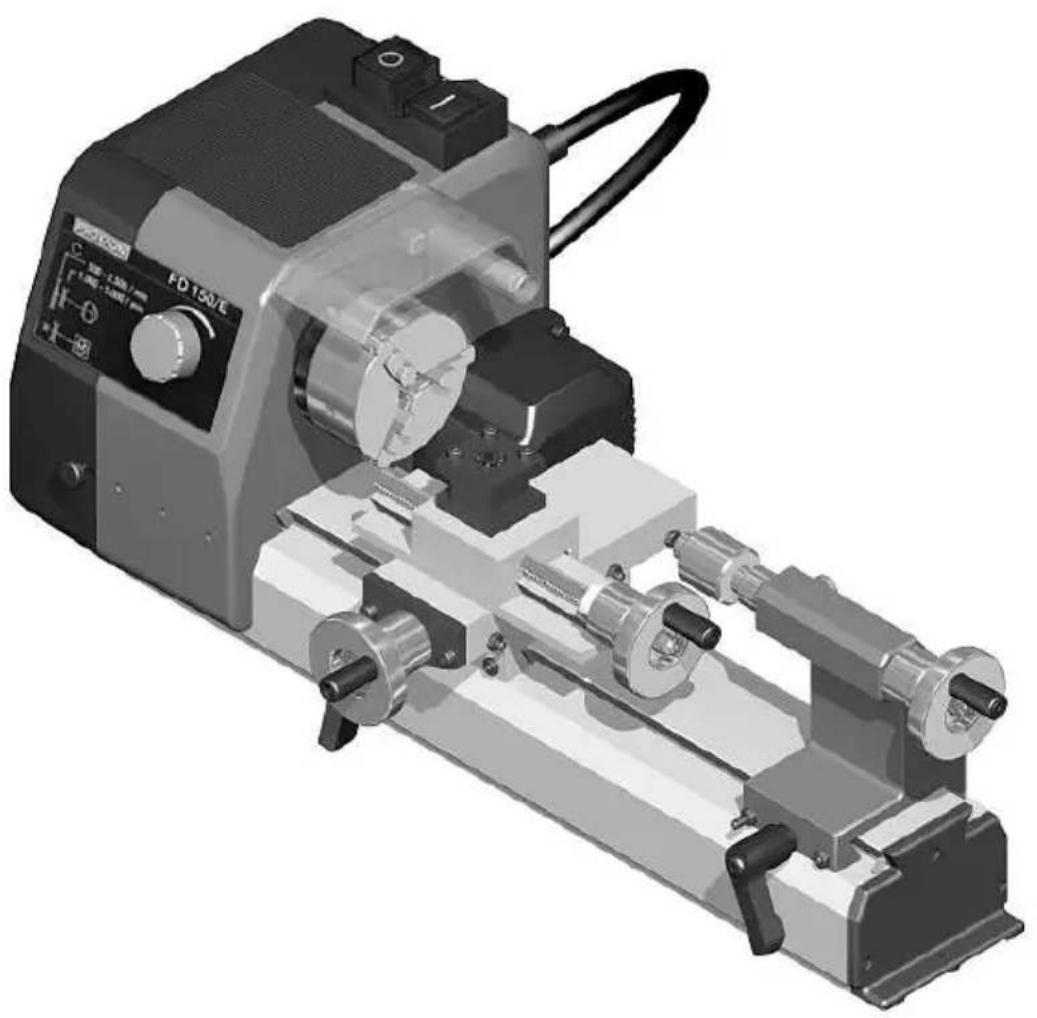
PROXXON Drehmaschine FD 150/E (Gesamtansicht)
| ET - Nr.: | Benennung | / | Designation |
| 24150 - 01 | Antrieb mit Spindelstock | / | Motor and Headstock |
| 24150 - 02 | Drehmaschinenbett | / | Lathe bed |
| 24150 - 03 | Support | / | Slide rest |
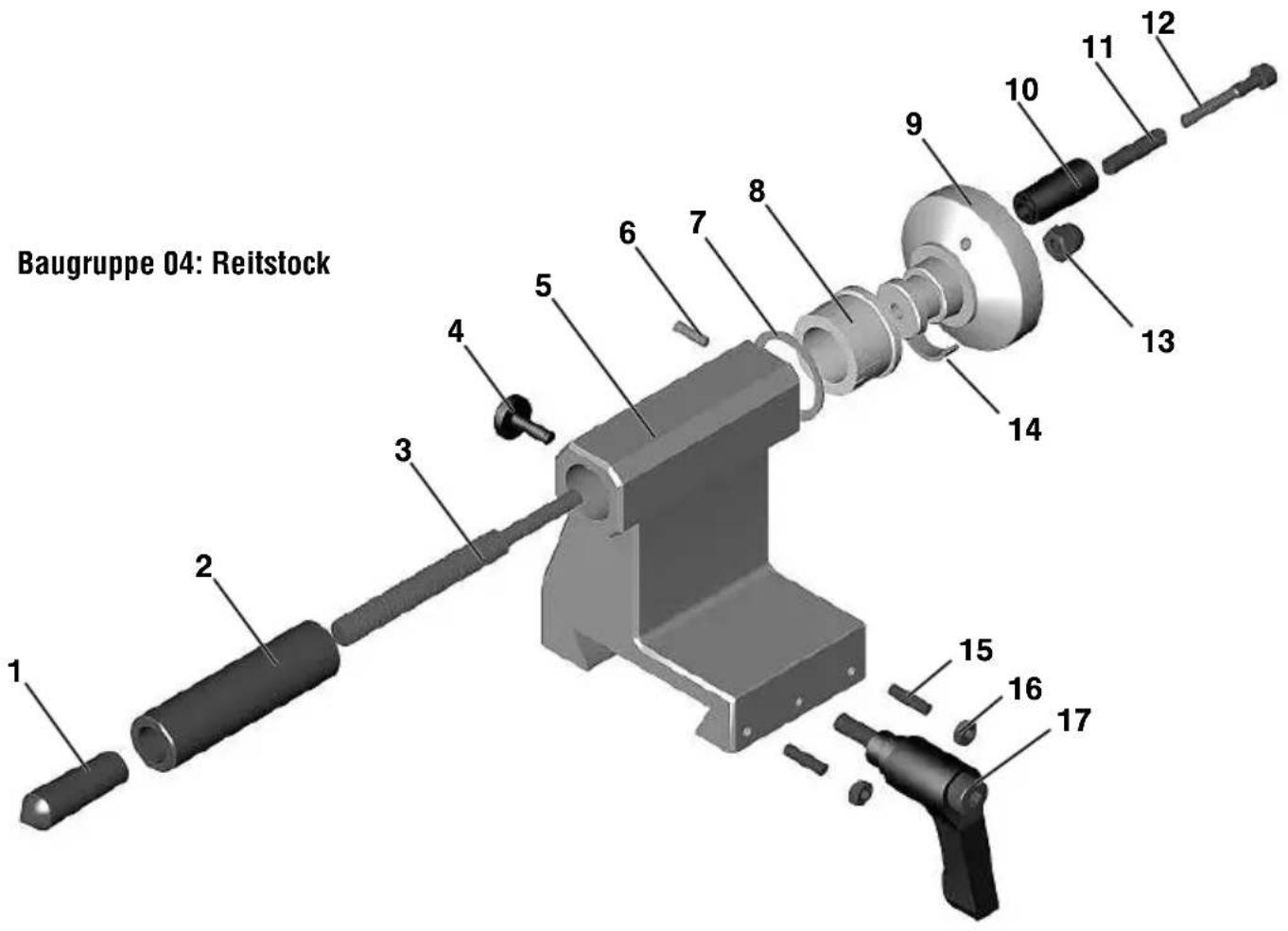
| 24150 - 04 | Reitstock | / | Tailstock |
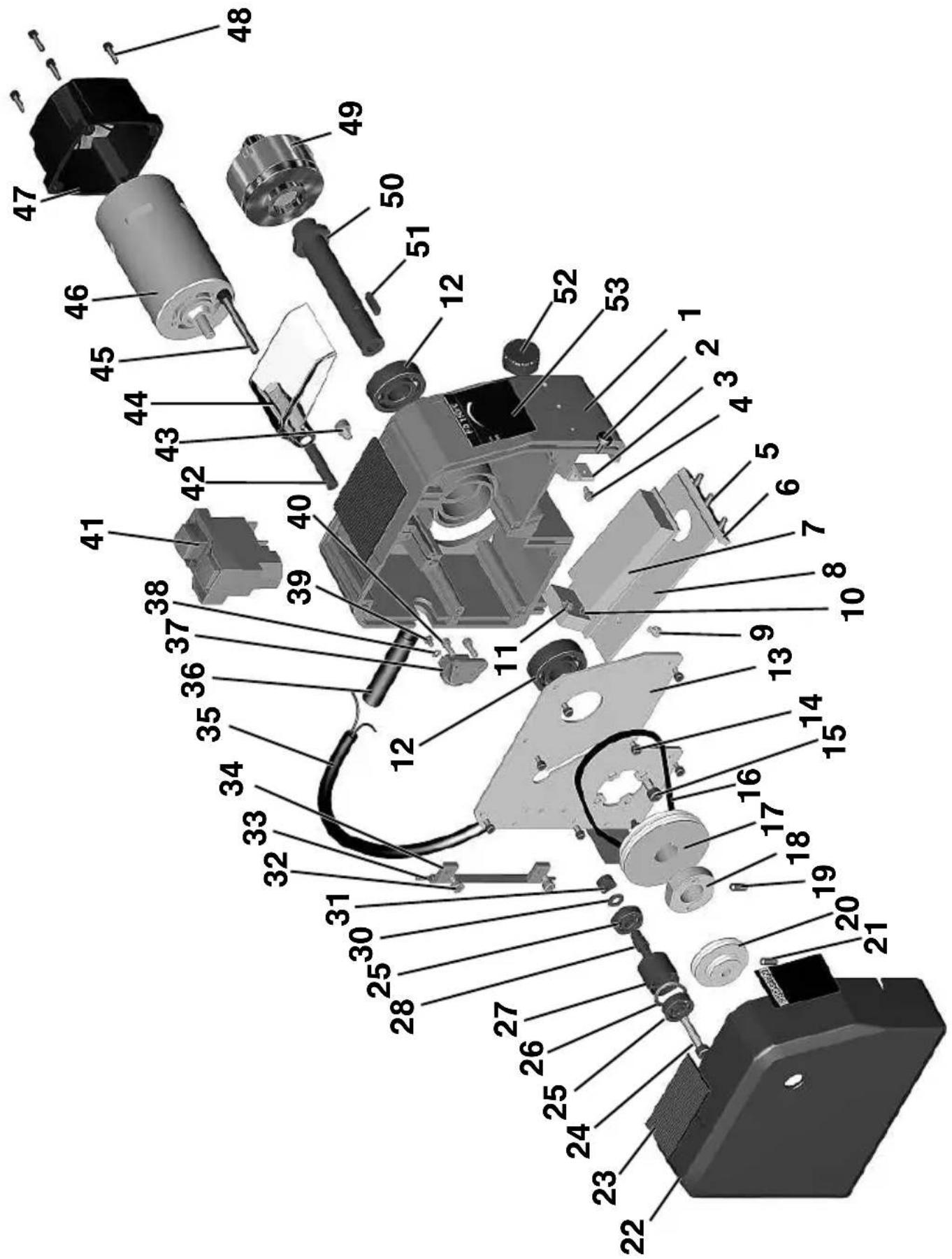
Stucklste zu Baugruppe 01: Antrieb mit Spindelstock (siehe rechte Seite)
| ET - Nr.: | Benennung | / Designation | ET - Nr.: | Benennung | / Designation |
| 24150-01-01 | Spindelstock / Headstock | 24150-01-30 | Scheibe / Sleeve | ||
| 24150-01-02 | Rändelschraube / Knurled knob | 24150-01-31 | Mutter / Nut | ||
| 24150-01-03 | Winkel / Bracket | 24150-01-32 | Schraube / Screw | ||
| 24150-01-04 | Schraube / Screw | 24150-01-33 | Stift | / Pin | |
| 24150-01-05 | Gewindestift / Set screw | 24150-01-34 | Scharnier | / Hing e | |
| 24150-01-06 | Einstellblech / Adjusting plate | 24150-01-35 | Netzleitung | / Power supply cable | |
| 24150-01-07 | Platine kpl. / B card (complete) | 24150-01-36 | Knickschutzüsse | / Tension relief | |
| 24150-01-08 | Kunststoffplatte / P lastic plate | 24150-01-37 | Zugentlastung | / S train relief | |
| 24150-01-09 | Schraube / Screw | 24150-01-38 | Zahnscheibe / Toothed washer | ||
| 24150-01-10 | Scheibe / W a s h e r | 24150-01-39 | Messingschraube | / B rass screw | |
| 24150-01-11 | Mutter / Ring nut | 24150-01-40 | Schraube / Screw | ||
| 24150-01-12 | Hauptspindellager / M ain spindle bearing | 24150-01-41 | Ein-Aus-Schalter | / On-Off--Switch | |
| 24150-01-13 | Motorbefestigungslatte / Motor mounting plate | 24150-01-42 | Hülse | / Bush i n g | |
| 24150-01-14 | Schraube / Screw | 24150-01-43 | Schraube / Screw | ||
| 24150-01-15 | Schraube / Screw | 24150-01-44 | Futterschutz | / C huck cover | |
| 24150-01-16 | Antriebsriemen / D riving belt | 24150-01-45 | Schraube / Screw | ||
| 24150-01-17 | Riemenscheibe Spindel / Poulley for spindle | 24150-01-46 | Motor | / M o t o r | |
| 24150-01-18 | Mutter / N u t | 24150-01-47 | Abdeckkappe | / Cover | |
| 24150-01-19 | Gewindestift / Set screw | 24150-01-48 | Schraube / Screw | ||
| 24150-01-20 | Riemenscheibe Motor / Motor belt pulley | 24150-01-49 | Spannfutter | / C h u c k | |
| 24150-01-21 | Gewindestift / Set screw | 24150-01-50 | Spindel | / Sp i n d l e | |
| 24150-01-22 | Deckel / Cover | 24150-01-51 | Paßfeder | / F eather key | |
| 24150-01-23 | Ablagematte (Deckel) / Mat (Cover) | 24150-01-52 | Drehknopf | / R otary knob | |
| 24150-01-24 | Schraube / Screw | 24150-01-53 | Aufkleber / Label | ||
| 24150-01-25 | Kugellager / B all bearing | 24150-01-54 | Typenschild (ohne Abb.) / Type plate (not shown) | ||
| 24150-01-26 | Wellfeder / Wave spring | 24150-01-99 | Betriebsanleitung | / Manual and Safety | |
| 24150-01-27 | Spannrolle / B elt pulley | und Sicherungshinweise | instructions | ||
| 24150-01-28 | Achse / A x i s |
24150-02-01 Bett / Lathe bed
24150-02-02 Seitendeckel / Cap
24150-02-03 Schraube /Screw
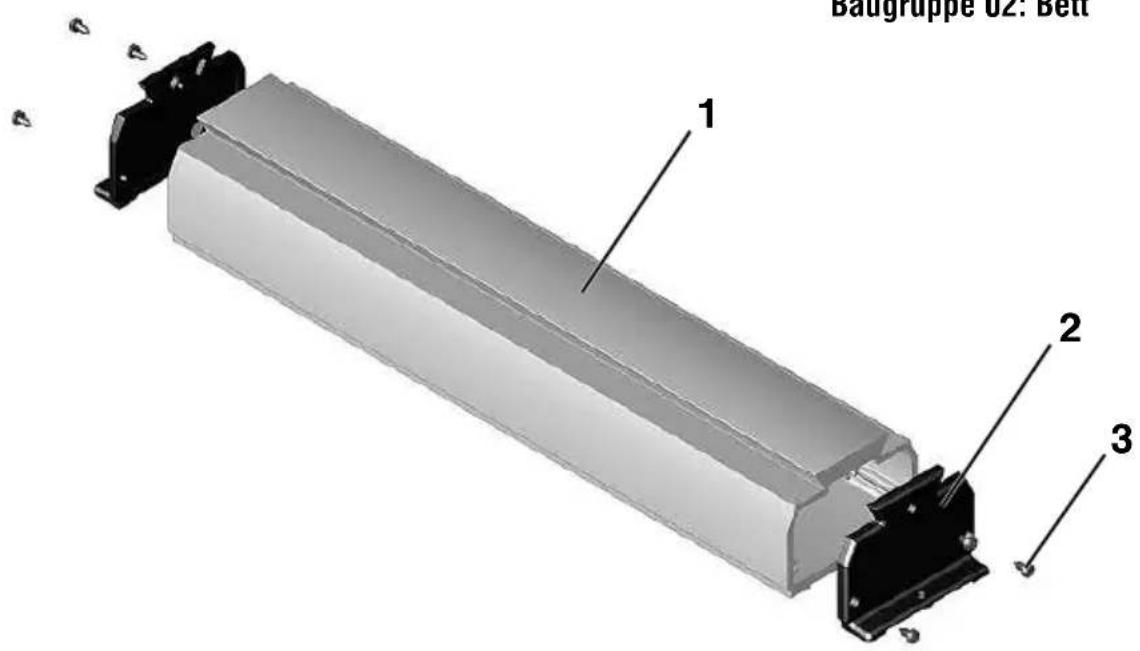
Baugruppe 02: Bett
| 24150-03 - 01 | Führung | / | Guidance |
| 24150-03 - 02 | Skalenring | / | Scale ring |
| 24150-03 - 03 | Handrad | / | Handle |
| 24150-03 - 04 | Griff | / | Pin |
| 24150-03 - 05 | Hülse | / | Bushing |
| 24150-03 - 06 | Schraube | / | Screw |
| 24150-03 - 07 | Hutmutter | / | Cap nut |
| 24150-03 - 08 | Blattfeder | / | Flat spring |
| 24150-03 - 09 | Mutter | / | Nut |
| 24150-03 - 10 | Gewindestift | / | Set screw |
| 24150-03 - 11 | Einstellblech | / | Adjusting plate |
| 24150-03 - 12 | Platte | / | Plate |
| 24150-03 - 13 | Schraube | / | Screw |
| 24150-03 - 14 | Klemmhebel | / | Clamp lever |
| 24150-03 - 15 | Einstellblech | / | Adjusting plate |
| 24150-03 - 16 | Schlitten | / | Carriage |
| 24150-03 - 17 | Spindelmutter | / | Spindle nut |
| 24150-03 - 18 | Planschlitten | / | Cross slide |
| 24150-03 - 19 | z-Spindel | / | Spindle |
| 24150-03 - 20 | x-Spindel | / | Spindle |
| 24150-03 21 | Einstellblech | / | Adjusting plate |
| 24150-03 - 22 | Oberschlitten | / | Top slide |
| 24150-03 - 23 | Stahlhalter | / | Tool holder |
| 24150-03 - 24 | Schraube | / | Screw |
| 24150-03 - 25 | Schraube | / | Screw |
| 24150-03 - 26 | Gewindestift | / | Set screw |
| 24150-03 - 27 | Schraube | / | Screw |
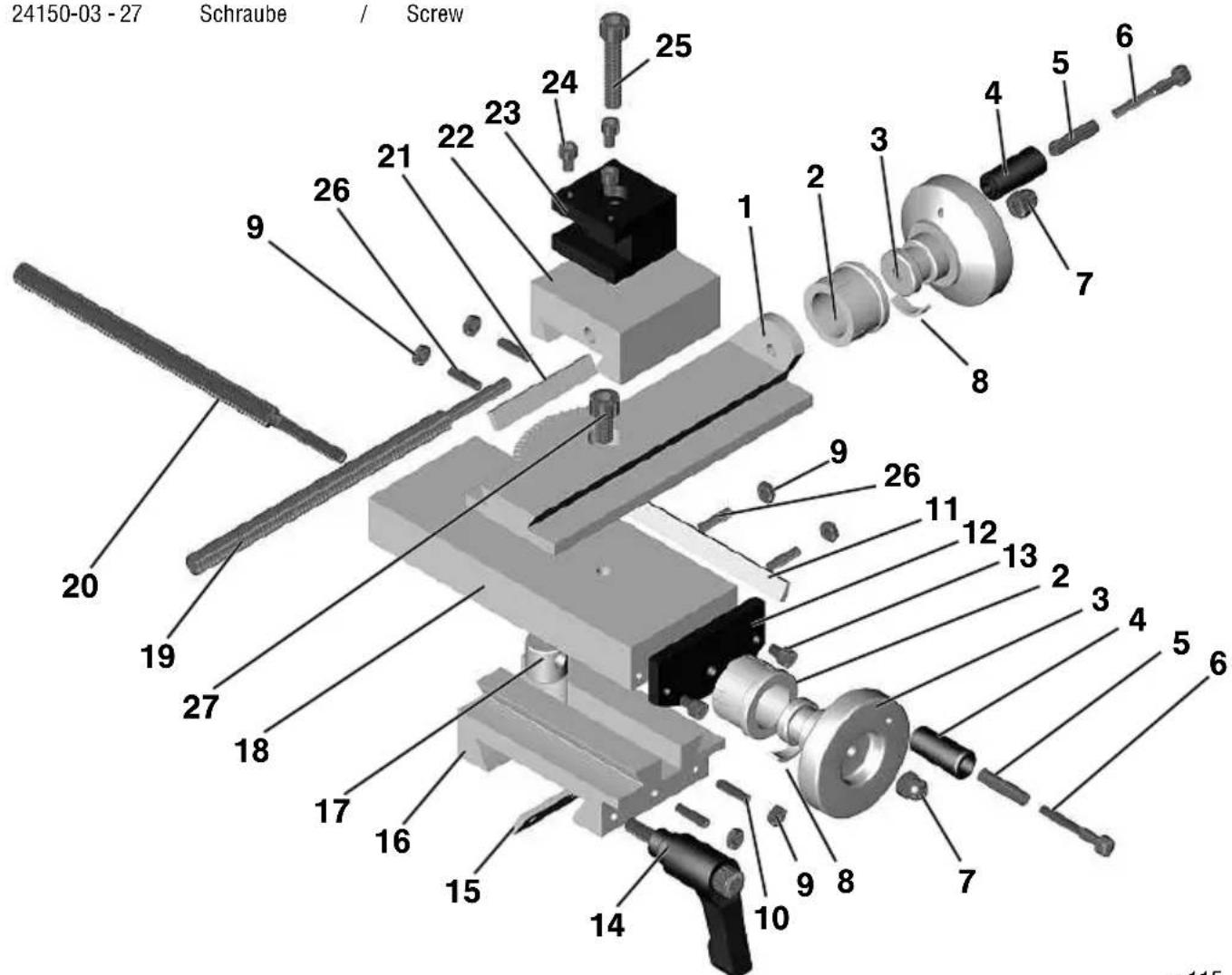
Baugruppe 03: Support
ET-Nr.:Benennung/DesignataiOn
| 24150-04 - 01 | Mitlaufende Körnerspitze | / | Rotating centre |
| 24150-04 - 02 | Pinole | / | Sleeve |
| 24150-04 - 03 | Spindel | / | Spindle |
| 24150-04 - 04 | Rändelschraube | / | Screw |
| 24150-04 - 05 | Reitstockkorper | / | Tailstock body |
| 24150-04 - 06 | Gewindestift | / | Set screw |
| 24150-04 - 07 | Scheibe | / | Washer |
| 24150-04 - 08 | Skalenring | / | Scale ring with spring |
| 24150-04 - 09 | Handrad | / | 35 mm handwheel |
| 24150-04 - 10 | Griff | / | Grip |
| 24150-04 - 11 | Hülse | / | Bushing |
| 24150-04 - 12 | Schraube | / | Screw |
| 24150-04 - 13 | Hutmutter | / | Cap nut |
| 24150-04 - 14 | Feder | / | Spring |
| 24150-04 - 15 | Gewindestift | / | Set screw |
| 24150-04 - 16 | Mutter | / | Nut |
| 24150-04 - 17 | Knebelgriff | / | Clamp handle |
PROXXON
D S ervice-Hinweis
Alle PROXXON-Produkte werden nach der Produktion sorgfältig geprüft. Sollte dennoch ein Defekt auften, wenden Sie sichitte an den Handler, von dem Sie das Produkt gkauft haben. Nur dieser ist fur die Abwicklung aller gesetzlicher Gewährleistungsansprüche zuständig, die sich ausschlieblich auf Materialund Herstellerfehler beziehen. Unsachgemäß Anwendung wie z.B. Überlastung, Beschädigung durch Fremdeinwirkung und normaler Verschleib sind von der Gewährleistung ausgeschlossen.
Weitere Hinweise zum Thema „Service und Ersatzteilwesen“ finden Sie länderspezifisch auf www.proxxon.com.