
MP 300 - Рубанок PROXXON - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно MP 300 PROXXON в формате PDF.

| Тип продукта | Фрезерный рубанок (микрофреза) |
| Марка | Proxxon |
| Модель | MP 300 |
| Питание | 220-240 В, 50/60 Гц, ~ |
| Мощность | 100 Вт |
| Рабочая скорость | 25 000 об/мин |
| Размеры (Д x Ш x В) | 340 x 160 x 140 мм (приблизительно) |
| Вес | 2,5 кг (приблизительно) |
| Диаметр хвостовика инструмента | До 3,2 мм |
| Высота/Толщина инструмента | 40 мм |
| Уровень шума | 104 дБ(А) |
| Основные функции | Профилирование, пазование, скос, обрезка, отрезка |
| Регулировка высоты фрезы | Градуированное колесико, 1 оборот = 1 мм, деление 0,2 мм |
| Продольный упор | Съемный и регулируемый, используется с обеих сторон фрезы |
| Упорный угольник | Устанавливается в паз, регулируется |
| Прозрачный защитный экран | Регулируется по высоте, также служит прижимом заготовки |
| Пылеотсос | Резиновый наконечник для пылесоса (штуцер для пылесоса) |
| Безопасность | Обязательный прозрачный защитный экран, использование наушников и защитных очков |
| Уход и очистка | Чистить после каждого использования пылесосом или мягкой тканью |
| Запасные части | Используйте только оригинальные запасные части Proxxon |
| Ремонтопригодность | Неисправные детали должны заменяться специалистом |
| Общая информация | Использовать только в сухих помещениях. Не утилизировать с бытовыми отходами. |
Часто задаваемые вопросы - MP 300 PROXXON
Вопросы пользователей о MP 300 PROXXON
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего Рубанок в формате PDF бесплатно! Найдите своё руководство MP 300 - PROXXON и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. MP 300 бренда PROXXON.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ MP 300 PROXXON
При чтении руководства по эксплуатации просьбаоткрыватьстраницысрисунками.

50
Переводоригинальногоруководствапо эксплуатации Профилировочный станок MICROMP400
Уважаемыйпокупатель!
Использованиенастоящегоруководства
- облегчит Вамзнакомствосустройствомстанка,
- поможет избежать неполадок в работе, вызванныхнеквалифицированнымобслуживанием,и
•увеличитсрокслужбы Вашегостанка.
Всегда держите это руководство под рукой. Кработенаэтомстанкеприступайтетолькопосле подробногоознакомленияснастоящимруководством по эксплуатации и при соблюдении требованийэтогоруководства.
ФирмаPROXXONненесетответственностиза безопаснуюработустанкавслучаях:
-использованиястанканепоегообычномуна-
значению;
-использованиястанкадляцелей,неупомянутых вруководстве;
- несоблюденияуказанийпобезопасности.
Ваше право на претензии по гарантии аннулируетсявслучаях:
- несоблюденияправилэксплуатации;
- неквалифицированноготехническогообслуживания.
Вцеляхобеспечениясобственнойбезопасности обязательнособлюдайтеуказанияпобезопасности.
ИспользуйтетолькооригинальныезапчастифирмыPROXXON.Мьюставляемзасобойправона дальнейшиеусовершенствованияизделиясучетом требованийтехническогопрогресса.Желаем Вам больших успехов при работе на этом станке.
Указанияпобезопасности:
Надевайтесредстваиндивидуальнойзащитыи всегдаработайтевзащитныхочках.
Ношениесредствиндивидуальнойзащиты,таких какпылезащитнаямаска,защитнаяобувьснескользящейподошвой,каскаилипротивошумные наушники–взависимостиоттипаиприменения электрическогостанка–снижаетрископучения травм.Привыполненииработ,сопровождающихся образованиемпыли,надевайтереспиратор.
Если предусмотрена установка устройств для отсосаилиулавливанияпыли, удостоверьтесь, чтоониподключеныиприменяютсяправильно.
Применение таких устройств позволяет снизить опасность, связаннуюснакоплениемпыли.
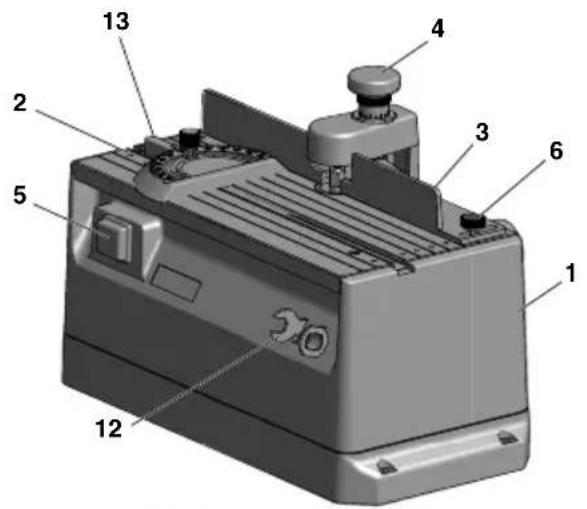
Общийвид(рис.1):
1Корпус
2.Стол
3 y pop
4. Маховичокдлярегулировкивысотыпрофилирующегоинструмента
5.Выключательдвухпозиционный
6.Винтстопорныйдляупора
Жожухзащитный
8.Винтстопорныйдлязащитногокожухаинструмента
9. Инструментпрофилирующий
10. К репежныеотверстия
11. Патрубок всасывающий
12. Держательключа
13. У поругловой
14. К абельсетевой
Описаниестанка:
Дляпрофилирования,прорезанияпазов,обрезки кромок, вырезания и т.д. и т.п. На Вашем станке МР300возможна,например,точнаяобработка кромокипродольныхраспилов,например,для дверей,заслонокикорпусныхдеталей.
Профилировочныйинструментвыполненсвозможностьюрегулировкиповысоте: Нанаправляющейвформеласточкинахвостапри помощимаховичкасосошкалойможноточноотрегулироватьположениекареткисунифицированным узломпривода(одиноборотсоответствует1мм разности по высоте, т.е. одно деление шкалы соответствует 0,05 мм). Таким образом, в процессе работы, принеобходимости, можномедленноис большойточностью «приблизиться» ктребуемой глубинепрофиля. Шпиндельизготовленпрецизионнымметодомисмонтированнадвухшарико-подшипниках.
Возможнарегулировкаположенияпрозрачногозащитногокожухаповысоте,и,вместестем,можно пригнатьегопотолщинедетали;крометого,оно служитвкачествеприжима.
Дополнительнуюгибкость обеспечиваютугловой упорипродольныйупор. Продольныйупорможет
применятьсянарабочемстолесобеихсторонпро- филировочногоинструмента.Всвязисэтимвоз- можна обработка заготовок с разными размерами ширинывдостаточнобольшомдиапазоне. Этоидеальноподходитдляобработкинесколько болееширокихпланокидосок.
Объемпоставки:
1шт.Станокпрофилировочный
2шт.Ключгаечный
1шт.Патрубоквсасывающий
1шт.Упоргловой
Зшт.Зажимныецанги
Техническиеданные:
Напряжение:220-240В,50Гц,\~
Мощность: 100 Вт / 10 мин.
Рабочаячастотавращения:25000/мин
Габариты: 340 x 160 x 180 мм
Масса:прибл.2,6кг
Диаметрхвостовика
инструмента:до3,2мм
Уровеньзвуковой мощности:104дБ(А)
Высота/толщиназаготовки:40мм
Вовремяработыпросьбаобязательно пользоватьсяпротивошумныминаушниками!
Только для эксплуатации в сухих помещениях.
Утилизацияустройствавместесбытовыми отходаминедопускается!



Обслуживание:
Передначаломработы:
Закреплениепрофилировочногостанка:
(См.такжерис.2)
Передначаломработызакрепитепрофилировочныйстанокнапрочнойдеревяннойплитеприпомощишурупов.
Отверстияимеютсявднищекорпуса.Затемдеревяннуюплитуможнозафиксироватьнастолепри помощидвухструбцин.
Подключениепылесоса(рис.2b):
Внимание!
Подключитеустройстводляотсосапыли!
Рекомендуется всегда работать с включенным устройствомдляотсасыванияпыли.
Вставьтевсасывающийшланг1пылесосавприсоединительныйпатрубок2.
Установкаисменапрофилировочногоинструмента:
Внимание!
Привсехописываемыхдалееработахцелесообразно регулируемый по высоте защитный кожух полностьюсдвинутьвверх(см.рис.1,поз.7).Вынутьсетевойштепсельизрозетки!
Установкапрофилирующегоинструмента:
Внимание!
Удостоверьтесь, чтопрофилирующийинструмент пригоден для работы с частотой вращения до 25000 оборотоввминуту.
- При помощи прилагаемого гаечного ключа с открытымзевомудерживатьрабочийвал1(см. рис.3а), другимключомотвернутьнакидную гайку2иснятьее.
- Вставить в отверстие вала подходящую за- жимнуюцангуиснованавернутьнакидную гайку,нонезатягиватье!
- Установить подходящий профилирующий инструмент4(рис.3b).
- Затянуть накидную гайку, как показано на рис. 3b.
Сменаинструмента:
- Какпоказанонарис.3b,ослабитьнакидную гайку,нополностьюееенеотвинчивать.
- Снятьпрофилирующийинструмент4.
- Смонтироватьновыйпрофилирующийинструмент.
- Накидную гайку снова затянуть до отказа.
Внимание!
Просьбаучитывать,чтодиаметрхвостовикавсегадолженсоответствоватьвнутреннемудиаметру зажимных цанг. Если необходимо заменить зажимнуюцангупопричиненесоответствия,действуйтетак,какописановпункте«Установкапрофилировочногоинструмента».

Устройстворегулировкиповысоте
Передначаломпроцессапрофилированиянеобходимонастроитьвысотупрофилирующегоинструмента. Дляэтоговращайтемаховичок1 (рис.4).
Вращениевправо: профилирующийинструментперемещаетсявверх, вращениевлево: профилирующийинструментперемещаетсявниз.
Чтобы добиться точной требуемей глубины обрабатываемого Вамипрофиля, лимбсошкалой можноустановитьна0:
- При помощи маховичка 1 установить профилирующийинструментнавысоту,прикоторойон непосредственноещенесоприкасаетсясзаготовкой.
- Удерживатьмаховичокнеподвижнымиповернутьнулевуюотметкуналимбешкалыдосовпадениясмаркировкойназащитномкожухе профилирующегоинструмента. Теперьприпомощимаховичкасучетомчисловыхзначений налимбешкалыможнонастроить требуемуюглубинупрофиля.
Просьбаучитыватьследующее: Полныйоборот маховичкасоответствуетдлинеперемещения1 мм, поворотнаодноделениешкалысоответствуетперемещениюповысотена0,2мм!
Регулировкапродольногоупора(рис.5и6):
Вположении, показанномнарис.5а, упорпригодендлявыполненияфасокилипрорезанияпазов вторцовыхповерхностяхпланок.
- Ослабить винт с накатанной головкой (1)
- Посредствомвращения продольногоупора2 установить необходимое расстояние.
- Винт с накатанной головкой снова затянуть до отказа.
Еслинеобходимопрорезатьпазыливыполнить аналогичныееработынаповерхностях,например, несколькоболееширокихпланокилидосок,можнотажжесмонтироватьпродольныйупорвположении,показанномнарис.5b.
Чтобыпереставитьпродольныйупор,выполните следующее:
Внимание!
При необходимости следует удалить защитный кожух(поз.3,рис.6). Для этогоослабитьвинт4снакатанной головкой и снять защитный кожух, стягиваяеговверх.
При последующей повторной установке защитного кожуха следить за тем, чтобы четырехгранная гайкасноваправильновошлавнаправляющуюалюминиевогопрофиляиприпомощиподпружиненного шестигранника на кожухе фрезы правильно "состыковалась" сголовкойшпинделясвнутренним шестигранникомнарабочемстолепрофилировочногостанка.
- Полностью вывернуть винт с накатанной головкойивинтсвнутреннимшестигранником1 и2(рис.6)иудалитьихвместессоответствующимишайбамиивтулкой.
- Примерноопределитьрасстояние допрофилирующегоинструмента, затемпродольныйупор может быть ввинчен в подходящие резьбовые отверстияврабочемстоле, какпоказанодля поз.3. УчитыватьвтулкуишайбуВинтсанакатаннойголовкойсначалатугонезатягивать.
- Теперьможновыполнять тонкую регулировку, какужеописановышевпункте «Регулировка продольногоупора».
Угловойупор(рис.1,поз.13):
Угловойупорможетбытьвставленвпредусмотренныйдляэтогопаз,вкоторомупорможнопередвигатьвобоихнаправлениях.Длярегулировки необходимо отвернуть гайку с накаткой и повернутьыпластмассовуюдеталь.
РаботаспрофилирующиминструментомMicro:
Внимание!
Просьбаприработевсегданадеватьпртивошумныенаушники!
Внимание!
Никогда не работать без защитного кожуха (поз. 7, рис.1)!
Защитный кожух должен быть отрегулирован так, чтобыюнплотнозакрывалфрезунадзаготовкой. Припрофилированиизаготовоквысотойилиши- ринойболее5ммбудьтеособенновнимательны.
Нивкоемслучаенеприкасайтеськвращающему- сяинструменту!
Допускаетсяобработказаготовоктолькотакой длиныиширины(макс.200ммх500мм), чтобы заготовкуможнобылоположитьнарабочийстолс обеспечениемнадежнойопорывозможности правильнонаправлятьзаготовку. Максимальная толщинаснимаемойстружкинедолжнапревышать1мм.
Дляизготовленияпрофилязаготовкуотпускают, чтобы она скользила по упору так, как показано нарис.7икакужебылопредставленонарис.5.
Необходимоследить, чтобы подачапрофилирующегоинструментанаглубину(а, следовательно, съемматериала)искорость подачинебылислишкомвелики.
Слишкомбольшойсъемматериалаислишкомвы- сокаяскоростьподачиприводиткнеудовлетвори- тельнымрезультатамфрезерованияиненужной нагрузке механических компонентов станка!
Лучше выполняйте больше рабочих проходов и чаще регулируйтеупори, соответственно, высоту профилирующегоинструмента.
Внимание!
Рекомендуется всегда работать с включенным устройствомдляотсасыванияпыли. Дляэтогона заднейсторонестанкаимеетсярезиновыйпатрубокдляотсосапыли..Кнемуможностроибез проблемподключитьпылесос.
Совет:
ПрииспользованиипылесосаCW-maticсфирмыProххопотпадаетнеобходимостьвобременительном включении/выключениивручную.ПылесосCW-maticоснащенавтоматическойсистемойуправления,онвключаетсяиливыключаетсяавтоматическипривключенииили,соответственно,выключенииэлектроинструмента.
Уход и техническое обслуживание:
Внимание!
Принеобходимостизаменынеисправныхдеталей обращайтесьтолькокспециалисту.
Внимание!
Передпроведениемремонтныхилирегулировочныхработобязательновынутьсетевойштепсель изрозетки!
Профилировочный станокпочтинетребуеттехническогообслуживания. Однакодляобеспечения длительного срокаслужбыстанка Выдолжны послекаждого использования очищатьегоприпомощипылесосаилимягкой тряпки. Просьбавсегда использоватьотсасывающее устройство.
Утилизация:
Утилизациястанкавместесбытовымиотходами недопускается!Станоксодержитматериалы, подлежащие вторичной переработке. Если у Вас возникнутвопросы, касающиесяданногоаспекта, просимобращатьсякместнымпредприятиям, специализирующимсянаутилизациоотходов, илив другиекоммунальныеслужбысоответствующего профиля.
Декларацияосоответствии требованиямЕС
Наименованиеиадресизготовителя:
PROXXONS.A.
6-10, Härebierg
L-6868Wecker
Наименованиеустройства:
Профилировочныйстанок
MICROMP400
№артикула:27050
Настоящиммызаявляем, чтоуказанныеизделия соответствуюттребованиямследующихДиректив ЕС:
ДирективаEC2004/108/EGпоэлектромагнитной совместимости
Применяемые нормы: DIN EN 55014-1 / 02.2010
DINEN55014-2/06.2009
DINEN61000-3-2/03.2010
DINEN61000-3-3/06.2009
ДирективаEC2006/42/EGпомашиностроению
Применяемые нормы: DIN EN 61029-1 / 01.2010
12.03.2012

Дипл.инж.ЙоргВагнер
PROXXONS.A.
Секторбезопасностиоборудования
Лицом,уполномоченнымсогласноДокументации
ЕС,являетсялицо,подписавшеедокумент


