
BFW 40E - Рубанок PROXXON - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно BFW 40E PROXXON в формате PDF.
| Тип продукта | Фуговальный станок / Фрезер по металлу, пластику и дереву |
| Бренд | PROXXON |
| Модель | BFW 40E |
| Питание двигателя | 40 В пост. тока (через прилагаемый блок питания) |
| Мощность двигателя | 250 Вт (КБ 10 мин) |
| Скорость вращения | 900-6000 об/мин, плавная регулировка |
| В комплекте цанги | 6 цангов: ∅ 2,35 мм, 3,0 мм, 3,2 мм, 4,0 мм, 5,0 мм, 6,0 мм |
| Диаметр шейки | 43 мм (для держателей по европейскому стандарту) |
| Резьба вала | 1/2" - 20 UNF (для цанг или патрона) |
| Первичное напряжение блока питания | 220-240 В, 50/60 Гц |
| Уровень шума | ≤ 70 дБ(А) |
| Класс защиты | II (двойная изоляция) |
| Использование | Только в сухих помещениях |
| Обслуживание | Очищайте кисточкой и сухой тканью; слегка смазывайте цанги и накидную гайку |
| Запасные части доступны | Цанги различных диаметров |
| Рекомендуемые аксессуары | Фрезерно-расточная опора BFB 2000 и крестообразный стол KT 150 |
Часто задаваемые вопросы - BFW 40E PROXXON
Вопросы пользователей о BFW 40E PROXXON
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего Рубанок в формате PDF бесплатно! Найдите своё руководство BFW 40E - PROXXON и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. BFW 40E бренда PROXXON.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ BFW 40E PROXXON
При чтении руководства по эксплуатации просьба открывать страницы с рисунками.

26
text_image
7 8 6 1 9 11 3 10 12 12 5 2 4Fig. 1 Fig. 2
Перевод оригинального руководства по эксплуатации BFW 40/E
Уважаемый покупатель!
С покупкой BFW 40/E Вы приобретаете идеальное устройство для фрезерования и сверления в металле, пластмассе и древесине. Данный станок оснащен:
- высококачественным малошумным электродвигателем постоянного тока с постоянным магнитом с высоким тяговым усилием во всем диапазоне частоты вращения;
- высокомощным блоком питания для электропитания безопасным низким напряжением;
- бесступенчатым регулированием частоты вращения для оптимальной подстройки частоты вращения на разные материалы и инструменты;
- проходным шпинделем для высокой точности вращения с наружной резьбой 1/2" для базирования цанговых зажимов или сверлильных патронов;
- горловиной шпинделя с ∅ 43 мм для базирования в сверлильных или фрезерных стойках согласно Евростандарту;
- 6 стальными цанговыми зажимами от 2,35 до 6 мм для оптимального плавного вращения.
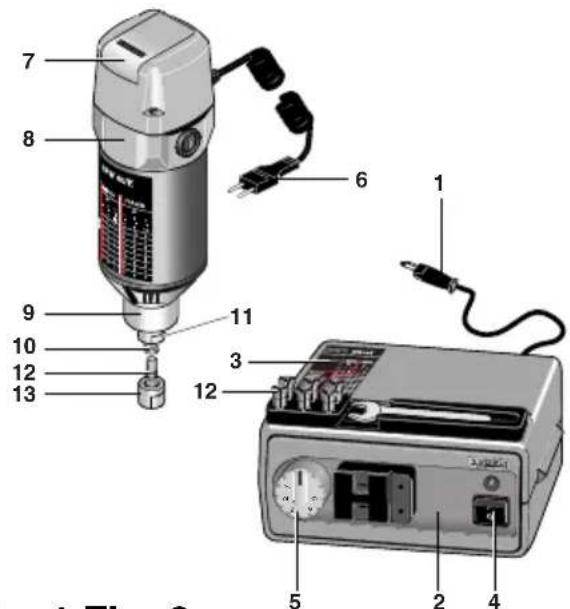
Условные обозначения (рис. 1):
- Кабель сетевой блока питания
- Блок питания 230 В/переменн. тока – 40 В/пост. тока
- Таблица частоты вращения
- Выключатель двухпозиционный блока питания
- Ручка настройки частоты вращения
- Кабель присоединительный на 40 В/пост. тока
- Выключатель двухпозиционный
- Двигатель фрезерный
- Посадочное место 43 мм для сверлильных или фрезерных стоек
- Шпиндель с резьбой 1/2" для цанговых зажимов или сверлильных патронов
- Поверхность под ключ SW 17
- Зажим цанговый
- Гайка накидная для цангового зажима
- Штифт стопорный
Технические данные:
Двигатель фрезерный:
Напряжение: 40 В пост. тока
Мощность:
250
кратковременный режим 10 мин
Частота вращения: 900 – 6000 об/мин
Уровень шума: ≤ 70 дБ(А)
Цанговые зажимы: ∅ 2,35 мм, 3,0 мм, 3102 мм, 4,0 мм, 5,0 мм, 6,0 мм.
Блок питания:
Напряжение первичное: 220-240 В, 50/60 Гц
Напряжение вторичное: 40 В пост. тока
Мощность: 250
кратковременный режим 10 мин
BT,
сухих помещениях
Класс защиты: устройство класса II
Не допускается утилизировать устройство вместе с бытовыми отходами!



Обслуживание:
Внимание!
Двигатель предназначен для работы только с совместно поставляемым безопасным блоком питания (40 В пост. тока). При использовании другого блока питания возникает опасность для жизни.
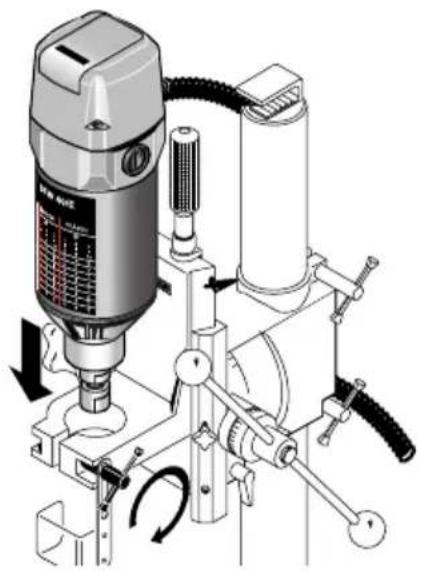
Монтаж на сверлильной или фрезерной стойке:
Указание!
Безопасная и точная работа возможна только с фрезерным двигателем, надлежащим образом закрепленным на устойчивой сверлильной или фрезерной стойке. Сверлильная или фрезерная стойка должна быть надежно закреплена на столе. Для безопасной и точной работы мы рекомендуем сверлильную и фрезерную стойку BFB 2000 компании PROXXON в комбинации с координатным столом КТ 150.
Внимание!
Перед проведением любых работ на фрезерном двигателе вынуть сетевой штепсель или присоединительный кабель двигателя!
- Зажать фрезерный двигатель в закрепленной сверлильной стойке (рис. 2) и зафиксировать.
- Подключить блок питания к сети посредством сетевого кабеля.
- Проверить, что блок питания выключен.
- Соединить фрезерный двигатель с блоком питания.
Смена инструмента
BT,
Внимание!
Цанговый зажим и хвостовик фрезы должны иметь одинаковый диаметр, в противном случае
цанговый зажим может быть поврежден.
- Вставить стопорный штифт (1) в специально предусмотренное отверстие в нижнем фланце (см. рис. 3). Возможно, сначала потребуется найти поперечное отверстие на валу двигателя, для чего следует провернуть вал.
- Полностью вставить стопорный штифт насквозь.
- При помощи совместно поставляемого ключа (2) навернуть накидную гайку (3) с лысками (см. рис. 3) и вынуть инструмент из цангового зажима. Вставить новый инструмент и снова осторожно затянуть накидную гайку. Предварительно необходимо вставить в вал соответствующий цанговый зажим.
- Снова вынуть стопорный штифт из отверстия.
Обработка деталей:
- Кожух фрезы на сверлильной стойке отрегулировать таким образом, чтобы полностью закрыть фрезу от пользователя.
- Надежно зажать деталь при помощи прихватов или тисков станка.
Внимание!
Перед включением фрезерного двигателя проверить, что фреза или сверло не касается детали.
Использовать только острые инструменты. При использовании затупленных инструментов ухудшаются результаты обработки, и перегружается двигатель.
При заедании инструмента немедленно выключить двигатель.
- Включить блок питания.
- Установить на блоке питания требуемую частоту вращения.
- Для включения фрезерного двигателя нажать кнопочный выключатель 7 (рис. 1).
Указание!
Блок питания оборудован защитой от перегрузки. При срабатывании защиты от перегрузки вынуть сетевой штепсель блока питания и дать устройству охладиться в течение 5 – 10 минут. Осторожно: Перед повторным подключением сетевого кабеля выключить фрезерный двигатель и проверить, что фреза или сверло не касается детали.
Указание!
Хороший результат достигается только при правильной и равномерной частоте вращения. Поэтому ни при каких обстоятельствах не допускается перегрузка двигателя слишком высокой подачей или подачей на глубину.
Внимание!
Подача всегда должна осуществляться против направления резания фрезы.
- Подача при выфрезеровании прямоугольника (рис. 4)
- Подача при фрезеровании кромок (рис. 5)
- Подача при фрезеровании паза (рис. 6)
После работы:
- Выключить блок питания.
- При помощи кисточки и сухой ткани тщательно очистить станок от стружки и грязи. Для защиты от коррозии слегка смазать консистентной смазкой или маслом цанговые зажимы, накидную гайку и посадочное место.
Внимание!
Не допускать попадания во фрезерный двигатель консистентной смазки или масла.
Утилизация:
Не выбрасывать устройство в бак для бытовых отходов! Устройство содержит ценные материалы, которые могут быть вторично переработаны. Если у Вас возникнут вопросы, касающиеся данного аспекта, просим обращаться в местные предприятия, специализирующиеся на утилизации отходов, или в другие коммунальные службы соответствующего профиля.
Декларация соответствия требованиям ЕС
Настоящим мы со всей ответственностью заявляем, что данное изделие соответствует требованиям следующих нормативных документов ЕС:
Макет: BFW
Наименование изделия: 40/E
Артикул №: 20165
Директива ЕС по машиностроению, 2006/42/EG
Директива ЕС об электромагнитной совместимости, 2004/108/EG
DIN EN 55014-1 / 06.2007


