
ROWELD P500B Premium CNC SA - Máquina industrial ROTHENBERGER - Manual de utilização gratuito
Encontre gratuitamente o manual do aparelho ROWELD P500B Premium CNC SA ROTHENBERGER em formato PDF.

| Tipo de produto | Máquina de solda de topo para tubos plásticos |
| Marca | Rothenberger |
| Modelo | ROWELD P500B Premium CNC SA |
| Faixa de soldagem dos tubos | 200 - 500 mm de diâmetro |
| Curso máx. dos cilindros | 200 mm |
| Superfície total dos cilindros | 14,13 cm² |
| Dimensões da máquina base (C x L x A) | 1300 x 900 x 800 mm |
| Peso da máquina base (máx.) | 238,5 kg (com jogos de insertos) |
| Alimentação elétrica fresadora | 400 V trifásico, 50/60 Hz, 1,75 A |
| Potência fresadora | 1210 W absorvida / 750 W útil |
| Velocidade de rotação motor fresadora | 140 min⁻¹ |
| Alimentação elemento térmico | 400 V trifásico, 4000 W |
| Diâmetro elemento térmico | 540 mm |
| Alimentação unidade hidráulica | 400 V trifásico, 50/60 Hz, 2,75 A |
| Potência unidade hidráulica | 1905 W absorvida / 1100 W útil |
| Pressão máx. hidráulica | 135 bar |
| Capacidade reservatório de óleo | 3,8 L |
| Óleo hidráulico recomendado | HLP 46 (ref. 53649) |
| Peso total instalação completa | Aproximadamente 350 kg (estimativa) |
| Dimensões caixa de transporte | 2240 x 1300 x 1500 mm |
| Funções principais | Solda de topo com comando CNC, registro dos parâmetros, transferência USB dos protocolos, modo Premium |
| Manutenção | Limpar hastes condutoras, substituir óleo a cada 12 meses, verificar estanqueidade |
| Segurança | Parada de emergência, proteção térmica, interruptores de segurança na fresadora |
| Peças de reposição | Disponíveis através do serviço ao cliente Rothenberger (jogos de insertos, lâminas de fresadora, etc.) |
Perguntas frequentes - ROWELD P500B Premium CNC SA ROTHENBERGER
Perguntas dos utilizadores sobre ROWELD P500B Premium CNC SA ROTHENBERGER
0 pergunta sobre este aparelho. Responda às que conhece ou faça a sua.
Faça uma nova pergunta sobre este aparelho
Baixe as instruções para o seu Máquina industrial em formato PDF gratuitamente! Encontre o seu manual ROWELD P500B Premium CNC SA - ROTHENBERGER e retome o controlo do seu dispositivo eletrónico. Nesta página estão publicados todos os documentos necessários para a utilização do seu dispositivo. ROWELD P500B Premium CNC SA da marca ROTHENBERGER.
MANUAL DE UTILIZADOR ROWELD P500B Premium CNC SA ROTHENBERGER
PT Instruções de serviço
DA Brugsanvisning
SV Bruksanvisning
NO Bruksanvisning
FI Käyttöohje
DECLARAÇÃO DE CONFORMIDADE EU
Declaramos, sob responsabilidade exclusiva, que o presente produto está conforme com as Normas e Directivas indicadas.
EU-KONFORMITETSERKLÆRING
1 Indicações sobre a segurança.... 125
1.1 Utilização correcta 125
1.2 Indicações gerais de advertência para ferramentas eléctricas.... 125
2 Dados técnicos.... 127
3 Função do aparelho 128
3.1 Descrição do equipamento.... 128
3.1.1 Máquina de base (A) 128
3.1.2 Unidade hidráulica (B) 128
3.2 Instruções de serviço....129
3.2.1 Colocação em funcionamento 129
3.2.2 Medidas para preparar a soldadura.... 132
3.2.3 Soldadura 135
3.2.4 Soldadura no modo Premium 137
3.2.5 Colocação fora de serviço 141
3.3 Condições gerais 142
3.4 Informações importantes sobre os parâmetros de soldadura 142
3.5 Ajustar os parâmetros....142
3.6 Ajustar data e hora 143
3.7 Criar-seleccionar configurações da máquina 145
3.8 Mensagens de erro.... 145
4 Conservação e manutenção.... 147
5 Acessórios....147
6 Serviço de apoio ao cliente....148
7 Eliminação .... 148
Identificações neste documento:

Perigo!
Este símbolo avisa de danos pessoais.

Atenção!
Incentivo para acções
1.1 Utilização correcta
Os equipamentos ROWELD P250-630B Premium CNC dapenas deve ser utilizado para a produção de ligações soldadas de tubos PE - PP e PVDF, de acordo com os dados técnicos. O utilizador é inteiramente responsável por qualquer dano que seja fruto de um uso indevido.
1.2 Indicações gerais de advertência para ferramentas eléctricas

ATENÇÃO! Devem ser lidas todas as indicações de segurança, instruções, ilustrações e especificações desta ferramenta elétrica.
O desrespeito das instruções apresentadas abaixo pode causar choque elétrico, incêndio e/ou graves lesões.
Guarde bem todas as advertências e instruções para futura referência.
O termo “Ferramenta eléctrica” utilizado a seguir nas indicações de advertência, refere-se a ferramentas eléctricas operadas com corrente de rede (com cabo de rede) e a ferramentas eléctricas operadas com acumulador (sem cabo de rede).
1) Segurança da área de trabalho
a) Mantenha a sua área de trabalho sempre limpa e bem iluminada. Desordem ou áreas de trabalho insuficientemente iluminadas podem levar a acidentes.
b) Não trabalhar com a ferramenta eléctrica em áreas com risco de explosão, nas quais se encontrem líquidos, gases ou pós inflamáveis. Ferramentas eléctricas produzem faíscas que podem iprovocar a ignição de pó e vapores.
c) Manter crianças e outras pessoas afastadas da ferramenta elétrica durante a utilização. No caso de distração é possível que perca o controlo sobre o aparelho.
a) A ficha da ferramentas eléctricas devem caber na tomada. A ficha não deve ser modificada de modo algum. Não utilize quaisquer fiches de adaptação junto com ferramentas eléctricas ligadas à terra. Fichas sem modificações e tomadas adequadas reduzem o risco de choques eléctricos.
b) Evite que o corpo entre em contacto com superficies ligadas à terra, como por exemplo tubos, radiadores, fogões e geladeiras. Há um risco elevado de choques eléctricos, caso o corpo for ligado à terra.
c) A ferramenta eléctrica não deve ser exposta à chuva nem humidade. A penetração de água na ferramenta eléctrica aumenta o risco de choques eléctricos.
d) Não deverá utilizar o cabo para outras finalidades. Jamais utilizar o cabo para transportar a ferramenta elétrica, para pendurá-la, nem para puxar a ficha da tomada. Manter o cabo afastado de calor, óleo, cantos afiados ou partes do aparelho em movimento. Cabos danificados ou emaranhados aumentam o risco de um choque elétrico.
e) Se trabalhar com uma ferramenta elétrica ao ar livre, só deverá utilizar cabos de extensão apropriados para áreas exteriores. A utilização de um cabo de extensão apropriado para áreas exteriores reduz o risco de um choque elétrico.
f) Se não for possível evitar o funcionamento da ferramenta eléctrica em áreas húmidas, deverá ser utilizado um disjuntor de corrente de avaria. A utilização de um disjuntor de corrente de avaria reduz o risco de um choque eléctrico.
3) Segurança de pessoas
a) Esteja alerta, observe o que está a fazer, e tenha prudencia ao trabalhar com a a ferramenta eléctrica. Não use a ferramenta eléctrica se estiver fatigado ou sob a influência de drogas, álcool ou medicamentos. Um momento de falta de atenção durante a operação da ferramenta eléctrica pode causar graves lesões.
b) Usar um equipamento pessoal de protecção. Sempre utilizar um óculos de protecção. Equipamento de segurança, como por exemplo, máscara de protecção contra pó, sapatos de segurança anti-derrapantes, capacete de segurança ou protecção auricular, de acordo com o tipo e aplicação da ferramenta eléctrica, reduzem o risco de lesões.
c) Evitar uma colocação em funcionamento involuntária. Assegure-se de que a ferramenta elétrica esteja desligada, antes de conectá-la à alimentação de rede e/ou ao acumulador, antes de levantá-la ou de transportá-la. Se tiver o dedo no interruptor ao transportar a ferramenta elétrica ou se o aparelho for conectado à alimentação de rede enquanto estiver ligado, poderão ocorrer acidentes.
d) Remover ferramentas de ajuste ou chaves de boca antes de ligar a ferramenta elétrica. Uma ferramenta ou chave que se encontre numa parte do aparelho em movimento pode levar a lesões.
e) Evite uma posição anormal. Mantenha uma posição firme e mantenha sempre o equilíbrio. Desta forma é mais fácil controlar a ferramenta eléctrica em situações inesperadas.
f) Use roupa apropriada. Não use roupa larga ou jóias. Mantenha o cabelo, roupa e luvas afastadas de partes em movimento. Roupas largas, jóias ou cabelos longos podem ser agarradas por partes em movimento.
g) Se for possível montar dispositivos de aspiração ou de recolha, assegure-se de que estejam conectados e utilizados corretamente. A utilização de uma aspiração de pó pode reduzir o perigo devido ao pó.
h) Não deixe que a familiaridade resultante de uma utilização frequente de ferramentas permita que você se torne complacente e ignore os princípios de segurança da ferramenta. Uma ação descuidada pode causar ferimentos graves numa fração de segundo.
4) Utilização e manuseio cuidadoso de ferramentas eléctricas
a) Não sobrecarregue a ferramenta eléctrica. Use para o seu trabalho a ferramenta eléctrica correcta. É melhor e mais seguro trabalhar com a ferramenta elétrica apropriada na área de potência indicada.
b) Não utilize a ferramenta eléctrica se o interruptor não puder ser ligado nem desligado. Qualquer ferramenta eléctrica que não possa ser controlada através do interruptor de ligar-desligar, é perigosa e deve ser reparada.
c) Puxar a ficha da tomada e/ou remover o acumulador, se amovível, antes de executar ajustes no aparelho, de substituir acessórios ou de guardar o aparelho. Esta medida de segurança evita o arranque involuntário da ferramenta elétrica.
d) Guardar ferramentas elétricas não utilizadas fora do alcance de crianças. Não permita que pessoas que não estejam familiarizadas com o aparelho ou que não tenham lido estas instruções, utilizem o aparelho. Ferramentas elétricas são perigosas se forem utilizadas por pessoas inesperientes.
e) Tratar a ferramenta elétrica e os acessórios com cuidado. Controlar se as partes móveis do aparelho funcionam perfeitamente e não emperram, e se há peças quebradas ou danificadas que possam prejudicar o funcionamento da ferramenta elétrica. Permitir que peças danificadas sejam reparadas antes da utilização. Muitos acidentes têm como causa, a manutenção insuficiente de ferramentas elétricas.
f) Mantenha as ferramentas de corte sempre afiadas e limpas. Ferramentas de cortes devidamente tratadas, com cantos afiados travam com menos frequência e podem ser controladas com maior facilidade.
g) Utilizar a ferramenta elétrica, acessórios, ferramentas de aplicação, etc. conforme estas instruções. Considerar as condições de trabalho e a tarefa a ser executada. A utilização de ferramentas elétricas para outras tarefas a não ser as aplicações previstas, pode levar a situações perigosas.
h) Mantenha os punhos e as superfícies de agarrar secas, limpas e livres de óleo e massa consistente. Punhos e superfícies de agarrar escorregadias não permitem o manuseio e controle seguros da ferramenta em situações inesperadas.
5) Serviço
a) Só permita que o seu aparelho seja reparado por pessoal especializado e qualificado e só com peças de reposição originais. Desta forma é assegurado o funcionamento seguro do aparelho.
2 Dados técnicos
P250B P355B P500B P630B
Máquina de base CNC SA/VA:
Faixa de soldadura tubo ∅ (mm)....90-250....90-355....200-500....315-630
Potência de soldadura- tubo......modelos SDR ver tabelas de soldadura em anexo + observe pressão max. unidade hidráulica
Curso máx. do cilindro (mm)....150 .... 150.... 200 .... 200
Superfícies totais cilindro (cm²) ......6,26 ...... 6,26...... 14,13 ...... 14,13
Dimensões principais:
Comprimento (mm) 810 795 1300 1300
Largura (mm)....485....600....900....1060
Altura (mm)....415 .... 535.... 800 .... 920
Peso max.* (SA kg) 59,0 80,2 238,5 323,4
Peso max.* (VA kg) 61,3 83,8
* incl. redutores de fixação para o menor diâmetro do tubo
Fresadora:
Conexão eléctrica ....230 V ....230 V .... 400 V, 3\~ .... 400 V, 3\~
50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
Potência consumida / -útil (W)....750/470 .....1050/650 ..... 1210/750 ..... 1770/110
Rotações p. minuto motor (min ^-1 )....660....726....140....140
Rotações marcha em vazio (min ^1 )......85......66......31......24 (disco de fresa)
Nível de pressão acústica dB(A) L pA | K pA ......82 | 3......83 | 3 ......48 | 3 ......52 | 3
Nível da potência acústica dB(A) LWA | KWA .....93 | 3 .....94 | 3 .....59 | 3 .....63 | 3
Peso (kg) 15 22,4 68 123
Conexão eléctrica ....230 V ....230 V .... 400 V .... 400 V
50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
1500 W 2500 W 4000 W 8000 W
Diâmetro - elemento térmico (mm) .....300.....380 .....540.....660
Peso (SA/VA kg)....5,5/13....9,1....32....49
Potência consumida / -útil (W) 880/550 1905/1100
Débito da bomba (l/min) 2,2/2,6 4,5/5,4
Conteúdo tanque de óleo (I) .....1,1 .....3,8
Pressão max. (bar) 135 135
Óleo hidráulico ....HLP – 46 (no.: 53649)
Dimensões (CxLxA, mm) ....540 x 310 x 433 ....540 x 310 x 433
Nível de pressão acústica dB(A) LpA | KpA .....62 | 3 .....68 | 3
Nível da potência acústica dB(A) L WA | K WA .....73 | 3....79 | 3
Peso (kg) 33,7 38,2
| P250B | P355B | P500B | P630B | ||
| Equipamento completo: | |||||
| Valor total da conexão eléctrica (kW) | 3,2 | 4,3 | 7,2 11,7 | ||
| Dimensões da caixa de transporte: | |||||
| Comprimento (mm) | 1200 | 1200 | 2240 2240 | ||
| Largura (mm) | 800 | 800 | 1300 1300 | ||
| Altura (mm) | 900 | 900 | 1500 1500 | ||
| O nível de ruído durante o trabalho pode ultrapassar os 85 dB (A). Usar protectores de ouvidos! | |||||
3 Função do aparelho
3.1 Descrição do equipamento
Os equipamentos ROWELD P250-630B Premium CNC são máquinas de soldar topo a topo com elemento térmico transportáveis e compactas com módulo CNC para o comando exacto, cumprimento e gravação dos parâmetros de soldadura de acordo com a directiva DVS, transferência de protocolos através de ligação USB, as quais foram especificamente concebidas para a utilização no âmbito de estaleiros de construção – e especialmente neste caso de valetas. Soldagem de conexões tubo-a-tubo, bem como peças em T, tubo curvo e final pré-soldadura podem ser produzidos.
As máquinas consistem basicamente de:
Máquina de base, redutores de fixação, unidade hidráulica com módulo de CNC, fresadora, elemento térmico e caixa de depósito.
ROWELD P250B Premium CNC: Aquando da soldadura de curvas do tubo com um raio estreito do diâmetro max. da máquina, deve ser utilizado como acessório da parte superior da ferramenta tensora biselada disponível.
ROWELD P500-630B Premium CNC: para instalar e retirar a fresadora e o elemento térmico, é possível utilizar o respectivo dispositivo eléctrico que pode ser comprado como acessório.
3.1.1 Máquina de base (A)
| 1 | Elementos de fixação móveis | 3 | Distanciador com ranhuras de engate |
| 2 | Elemento de fixação de correr | 4 | Dispositivo de extracção do elemento de resistência térmica |
3.1.2 Unidade hidráulica (B)
| 1 | Botão do sistema automático | 12 | Botão do temporizador (tempo) |
| 2 | Indicador da pressão | 13 | Tomada do dispositivo fresador |
| 3 | Botão de despressurização | 14 | Junta de ligação do conector rápido |
| 4 | Botão rotativo | 15 | Ficha do conector rápido |
| 5 | Botão para fresar | 16 | Encaixe do elemento térmico |
| 6 | Botão Ligar/desligar | 17 | Cabo de alimentação |
| 7 | Botão Aquecimento | 18 | Paragem de emergência |
| 8 | "Avançar" máquina | 19 | PC táctil |
| 9 | Indicador de temperatura e hora | 20 | Suportes de enchimento de óleo com indicador de nível |
| 10 | Botão de desbloqueio | 21 | Ligação USB |
| 11 | "Parar" máquina | 22 | Máquina básica de encaixe |
A unidade hidráulica permite utilizar as seguintes funções da máquina de soldadura - cada operação está marcada com o símbolo indicado:

Botão Ligar e desligar fonte de pressão hidráulica

Ligar o elemento térmico premindo o botão „Aquecimento“. Ajustar a temperatura do elemento térmico pretendida premindo o botão „Aquecimento“ e rodando o botão rotativo. O valor é indicado no indicador de temperatura, após o qual é novamente indicado o valor efectivo

Ajustar a pressão para fresar, regular, aquecer e juntar através do botão rotativo. O valor é indicado no indicador „Pressão“. 3 segundos após o ajuste é indicado o valor efectivo. Ao premir a cabeça giratória, o parâmetro de serviço é indicado e ajustado

Para deslocar conjuntamente os elementos tensores, premir o botão de desbloqueio e „Parar“ máquina

Botão para despressurização

Para desacoplar os elementos tensores, premir o botão de desbloqueio e „Avançar“ máquina

Premir o botão de desbloqueio e o botão Fresar para ligar a tomada do dispositivo fresador. A pressão é automaticamente ligada para 10 bar e pode ser aumentada através do botão rotativo para um valor máximo de 20 bar. (Em casos de aplicação específica, por ex.: em declives, é possível ajustar para um valor máximo de 50 bar através da alteração do P004)

Activar o temporizador premindo o botão repetidamente. Ao premir o botão e ao rodar o botão rotativo é possível ajustar o tempo t1 em segundos. Ao manter o botão premido é comutado para t4. Ao premir o botão e ao rodar o botão rotativo é possível ajustar o tempo t4 em minutos. Ao premir brevemente a tecla do temporizador, se o indicador do temporizador t1 ou t2 acender, o temporizador é iniciado manualmente

Ao premir a tecla Automático, a pressão ajustada durante o aquecimento (temporizador t1 activo) e o processo de montagem (temporizador t4 activo) é monitorizado e eventualmente reajustado

Soltar a tecla para a confirmação do parâmetro de serviço
3.2 Instruções de serviço
As máquinas de soldar são adequadas para funcionar a temperaturas ambiente entre -10^ e +40^ .
São adequadas para uma alimentação eléctrica fixa de 230 V 50/60 Hz e 400 V 50/60 Hz. Se for utilizado um gerador de energia, o soldador deve esclarecer a potência necessária com o fabricante do gerador.

A máquina de soldadura deve ser operada somente por técnicos qualificados e instruídos devidamente conforme a directiva alemã DVS 2212 parte 1!
3.2.1 Colocação em funcionamento

Por favor, leia as instruções de serviço e segurança com atenção antes de colocar a máquina de soldadura topo a topo em uso!

Não utilize o elemento de resistência térmica em áreas que apresentem risco de explosão e não o coloque perto de substâncias facilmente inflamáveis!

Mantenha uma distância segura em relação à máquina, não se coloque sobre a máquina nem se agarre a esta. Mantenha outras pessoas longe da área de trabalho!

Antes de cada colocação em funcionamento, verifique o nível do óleo do agregado hidráulico. O nível do óleo tem de estar entre a marcação mín. e máx. na botija de enchimento de óleo com a vareta de detecção, se necessário, reabasteça com óleo hidráulico HLP 46!

Transporte e armazene o agregado hidráulico apenas na posição horizontal. Se for inclinado, o óleo sai da botija de ventilação com a vareta de detecção!

Em caso de perigo, premir o interruptor de paragem de emergência (18). Antes de cada colocação em funcionamento, certifique-se de que a paragem de emergência não está bloqueada!
→ Ligar as duas mangueiras hidráulicas da máquina principal através do conector rápido (14,15) à fonte de pressão hidráulica.

Proteja os acoplamentos de fecho rápido contra a sujidade. Os acoplamentos não estanques devem ser imediatamente substituídos!
→ Ligar a ficha de alimentação à tomada (13), o conector do elemento térmico ao dispositivo de inserção (16) e o conector da máquina básica ao dispositivo de inserção (22).
→ Ligar o cabo de alimentação da fonte de pressão hidráulica (17) à corrente eléctrica, de acordo com o indicado na placa de identificação. Se o ecrã inicial não surgir, desbloqueie o interruptor de paragem de emergência. Soa um aviso sonoro e no indicador (2) acende-se um ponto.
Aquando da primeira colocação em funcionamento, verificar a data e a hora. Para isso, premir o botão GO. (Para mudar, ver ponto 3.6). Para fechar o menu prima EXIT.

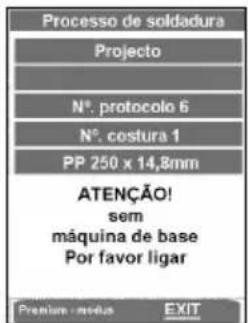
Se a tecla GO foi premida e nenhuma máquina básica está ligada, surge a seguinte mensagem: „Atenção! Não foi detectada qualquer máquina básica. Por favor ligar“
Se após a ligação ainda surgir a mensagem de erro, a ligação encontra-se anómala, mas existe a possibilidade de soldar e protocolar no modo Premium (ver 3.2.4).
→ Aquando da primeira colocação em funcionamento, ajustar o idioma. O idioma configurado de fábrica é o Alemão. Para mudar o idioma, premir Settings e mudar para a Setting 2 com OK.


Seleccionar o idioma pretendido com as teclas direcionais e confirmar com OK. O idioma seleccionado é gravado após o primeiro processo de solda.
É possível ligar o ecrã num modo de espera. O protector do ecrã torna-se activo se o sistema hidráulico tiver sido desligado com o botão (6).
→ Ligar a fonte de pressão hidráulica (premir o botão (6)).
Depois de ligado, o elemento térmico aquece.
No indicador (9) é exibida a temperatura actual. A regulação está activa se no indicador estiver aceso um ponto. Ao atingir a temperatura ajustada, ambos os LEDs (actual e set) acendem-se. Após mais 10 minutos, o elemento térmico está funcional. Controlar a temperatura com um medidor de temperatura.
Para ajustar a temperatura do elemento térmico, consulte o ponto 3.5.

Perigo de queimaduras! O elemento térmico pode atingir temperaturas de até 300° e deve ser devolvido logo após o uso na caixa de depósito prevista para este fim!
Ao manter premido o botão (7) é possível desligar o aquecimento, o ponto no indicador (9) apaga-se e ao premir novamente o botão, o aquecimento liga novamente.
Sistema hidráulico ROWELD P500-630B: Verificar os sentidos rotativos! As máquinas são escoadas de fábrica com configuração de rotação para a direita. Avançar ou parar a máquina principal com a fonte de pressão hidráulica. Se não ocorrer qualquer movimento, comutar o conversor de fases no cabo de alimentação com a ferramenta apropriada!
Indicação: Caso o sentido de rotação esteja incorrecto, não ligar o sistema hidráulico (risco de danos)!
Com as janelas de entrada é possível seleccionar os soldadores gravados, inserir novos nomes de soldadores ou eliminar soldadores existentes com a tecla DEL e inseri-los novamente. Todas as janelas de entrada são confirmadas e gravadas com a tecla ENTER ou OK, acedendo ao passo seguinte do programa. Com a tecla EXIT, a janela de entrada é fechada sem guardar os dados.
Com as janelas de entrada é possível seleccionar projectos gravados e inserir novos nomes de projectos. Fechar e gravar com a tecla ENTER.
→ Seleccionar o tubo pretendido com as teclas direcionais e confirmar com OK.
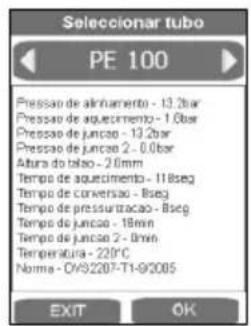

Nesta vista geral final dos parâmetros do tubo são indicados os dados do tubo de acordo com a Directiva DVS e ao premir a tecla OK é indicada a janela para as peças de soldadura e o tipo de colocação.
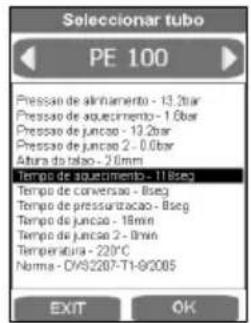

É possível proceder a alterações divergentes premindo o campo indicador correspondente e gravá-las com a tecla ENTER. No ponto Norma é, assim, alterada a designação, a qual pode ser posteriormente inserida no PC no campo Observações antes da impressão do protocolo. Após confirmar e gravar os dados do tubo com OK surge o menu principal.
P500-630B: Para elevar o dispositivo de fresar e o elemento de resistência térmica, utilize o dispositivo de escavação 53410 (P500B) ou 53323 (P630B) ou uma ferramenta apropriada.
No caso de tubos menores do que o diâmetro máximo a ser soldado na máquina, utilizar os seguintes redutores de fixação estes devem ser montados com os parafusos sextavados internos que se encontram nos acessórios.
ROWELD P250-355B: consistindo em 6 redutores semi-redondos com superfície de fixação larga e 2 redutores semi-redondos com superfície de fixação fina.
ROWELD P500-630B: consistindo em 6 redutores semi-redondos com superfície de fixação larga e 2 redutores semi-redondos com superfície de fixação fina para diâmetros de até 450mm, e em 8 redutores semi-redondos com superfície de fixação larga a partir de 500mm.
Neste processo, se deve observar que os redutores com a superfície de fixação fina sejam inseridos sempre nos dois elementos de fixação externos inferiores. Estes apenas serão inseridos nas ligações de tubos / curvas de tubos no elemento tensor principal esquerdo na parte inferior e superior.
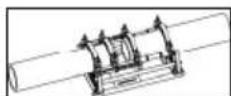
→ Inserir os tubos ou as formas de plástico no dispositivo de fixação (no caso de tubos mais compridos utilizar apoios de rolo) e apertar as porcas de latão nas ferramentas de fixação superiores. Irregularidades na forma redonda dos tubos podem ser compensadas apertando ou soltando as porcas de latão.
No caso de tubos / ligações de tubos, as peças distanciadoras devem ser engatadas em ambos os elementos tensores esquerdos (conforme fornecidos).

Atenção: As peças distanciadoras não devem ser montadas na diagonal em circunstância alguma!
Os tubos são fixados com os dois elementos tensores.
P250-355B: No caso de ligações de tubos / inserções, as peças distanciadoras devem ser engatadas em ambos os elementos tensores intermédios e o dispositivo de extracção do elemento de resistência térmica deve ser colocado nos elementos tensores esquerdos. Durante o processamento de algumas inserções em determinadas posições, por exemplo, curva na horizontal, cintas de pré-soldadura, é necessário remover o dispositivo de extracção do elemento de resistência térmica.
→ P500-630B: No caso de ligações de tubos / inserções, as peças distanciadoras devem ser engatadas no lado contrário e no elemento tensor intermédio.
Atenção: As peças distanciadoras não devem ser montadas na diagonal em circunstância alguma!
→ O tudo é colocado em três elementos tensores e a inserção é fixada por um elemento tensor. Deste modo, o elemento tensor deslocável pode ser deslocado na barra, conforme as opções de espaço permitirem durante a tensão e a soldadura.
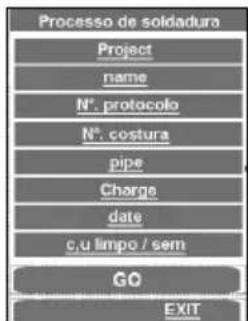
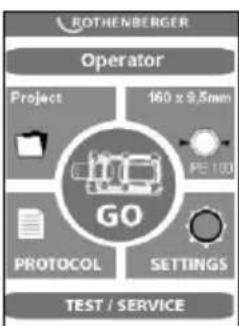
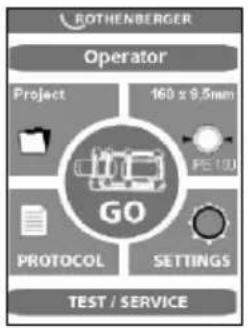
→ Iniciar o processo de solda através de GO.


Nesta vista geral final é possível proceder às últimas alterações ao clicar no subitem correspondente e confirmar com GO.
No âmbito de CNC, o comando é executado através do PC com ecrã táctil. Todas as funções fora do PC com ecrã fácil, até a tecla Ligar-Desligar (6), estão bloqueadas.
O processo de soldadura pode ser interrompido através da tecla Ligar-Desligar ou da tecla EXIT, o bloqueio da tecla é então removido e surge a respectiva mensagem no ecrã.
Através das teclas direccionais a máquina desloca-se.
Com EXIT o programa salta sem gravar para o menu principa.
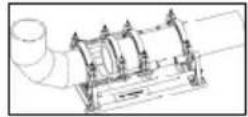
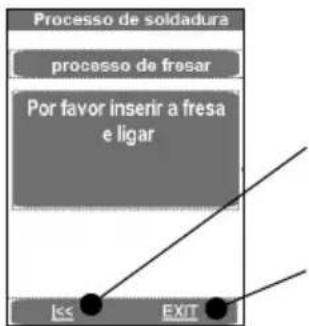
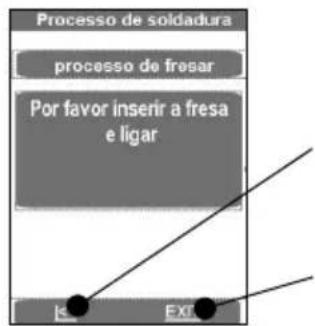
→ Colocar o dispositivo fresador eléctrico entre as peças de trabalho a soldar.
→ P250-355B: ligar o motor da fresa e bloquear o interruptor.
P500-630B: Controlar os sentidos de rotação! Na fábrica, as maquinas são conectadas com rotação para a direita!
Ligar o dispositivo de fresar premindo sobre o campo de texto. Os discos da plaina têm de funcionar no sentido do corte, caso contrário, comutar o conversor de fases no cabo de alimentação com a ferramenta apropriada.

Perigo de ferimento! Durante o funcionamento, mantenha uma distância segura em relação à fresadora e não agarre na lâmina em rotação. Accionar a fresadora só enquanto estiver montada (posição de trabalho) e devolver depois para a caixa de depósito prevista para este fim. O bom funcionamento do interruptor de segurança da fresadora deve estar sempre garantido para garantir que a fresadora não possa ser ligada involuntariamente fora da máquina!
Os elementos de tensão deslocam-se automaticamente em conjunto. A pressão de fresa-gem pode ser aumentada através da cabeça rotativa (4). Por defeito, é possível até 20 bar, a pressão de fresar pode aumentar até 50bar, consulte o ponto 3.5.

Uma pressão superior da fresa pode causar sobreaquecimento e danos no acionamento da fresa. No caso de sobrecarga ou imobilização do accionamento de fresar, efectue o arranque da máquina e reduza a pressão (ponto 3.5)!
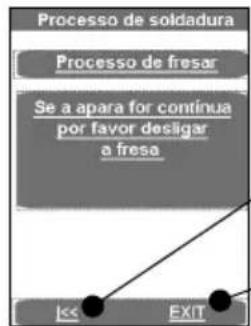
→ Após a apara de madeira com uma espessura de <= 0,2mm sair ininterruptamente da fresa, premir sobre o campo de texto, o dispositivo de fresar é desligado e os elementos de tensão movem-se.
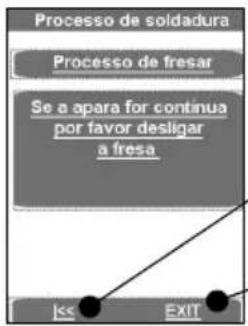
Com as teclas direcionais, o programa retrocede para "Por favor inserir a fresa..."
Com a tecla EXIT o programa retrocede sem gravar no menu principal
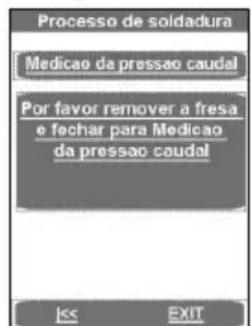
→ Aguardar até os discos da plaina pararem. Remover o dispositivo fresador da máquina principal e retirar das caixas de ajuste.
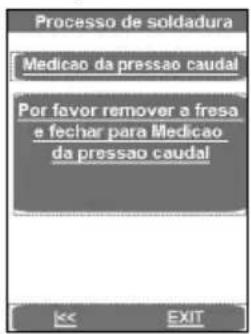
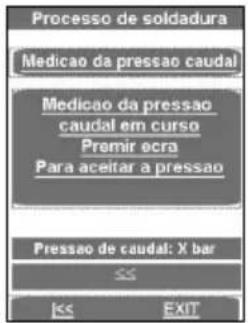
→ Premir sobre o campo de texto, as peças de trabalho deslocam-se conjuntamente e a pressão de reboque é medida.
A pressão de caudal medida é automaticamente adicionada à pressão de ajuste, aquecimento e junção.

Mantenha uma distância segura em relação à máquina, não se coloque sobre a máquina nem se agarre a esta. Mantenha outras pessoas longe da área de trabalho!
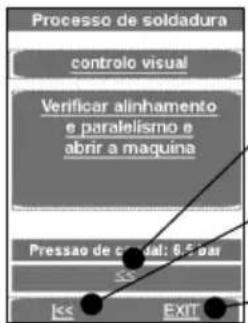
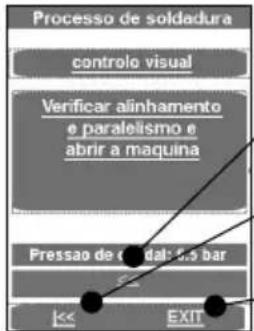
flowchart
graph TD
A["Processo de soldadura"] --> B["control visual"]
B --> C["Verificar alinhamento e paralelismo e abrir a maquina"]
C --> D["Pressao de casual: 0.5 bar"]
D --> E["EXIT"]
Com as teclas direcionais, o programa retrocede para "Medição da pressão caudal"
Com as teclas direcionais, o programa retrocede para "Por favor inserir a fresa..."
Com a tecla EXIT o programa retrocede sem gravar no menu principal
→ Verifique se os tubos assentam fixamente nos elementos de tensão, se as superfícies de soldadura estão planas, paralelas e axialmente alinhadas.
Se não for o caso, o processo de fresar deve ser repetido. A divergência axial entre os finais das peças não deve ser maior de 10% da espessura da parede (conforme DVS) e a fenda máxima entre as superfícies planas não deve ser maior de:
$$ \varnothing \leq 3 5 5 \mathrm{mm} = 0, 5 \mathrm{mm}, \varnothing 4 0 0 \dots < 6 3 0 \mathrm{mm} = 1, 0 \mathrm{mm}, \varnothing 6 3 0 \dots < 8 0 0 \mathrm{mm} = 1, 3 \mathrm{mm}. $$
Com uma ferramenta limpa (p. ex. um pincel) retirar as aparas que possam estar presentes no tubo.

Por favor, observe! As superfícies fresadas e preparadas para a solda não devem ser tocadas com as mãos e devem estar livres de qualquer sujidade!
3.2.3 Soldadura

Perigo de esmagamento! Ao juntar as ferramentas de fixação e os tubos manter sempre uma distância segura em relação à máquina. Nunca entrar dentro da máquina!

Na imagem é indicada a temperatura da placa térmica.
A barra de indicação surge a azul se a temperatura estiver demasiado baixa, a vermelho se estiver demasiado alta e a verde se estiver na área nominal.
A máquina apenas pode ser movida na área denominada a verde.
→ Elemento térmico SA: Inserir o elemento térmico entre as suas peças de trabalho na máquina principal e ter atenção para que a colocação da placa térmica assente nos entalhes do dispositivo de alimentação.
→ Elemento térmico VA: Inserir o elemento térmico em ambas as entradas na máquina básica e alinhar a placa térmica entre os tubos.
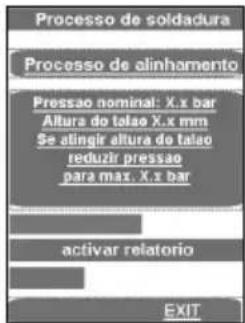
→ Mover a máquina premindo sobre o campo de texto, a pressão de alinhamento é ajustada e mantida automaticamente.
Agora são gravados todos os parâmetros de solda, o protocolo é activado.
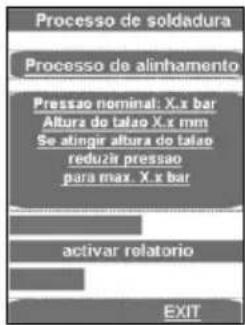
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área de tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A pressão efectiva é exibida no indicador (2).
Assim que a altura necessária do talão for atingida uniformemente em todo o âmbito de ambos os tubos, a pressão é automaticamente descarregada e o processo de aquecimento é iniciado.

→ Ajustar a pressão de forma a que seja assegurada ainda uma ligação uniforme e quase sem pressão das extremidades das peças de trabalho no elemento térmico.
Um pouco antes do fim do período de aquecimento soa um sinal.
→ Após o decorrer do período de aquecimento, as peças de trabalho separam-se automaticamente umas das outras, o elemento térmico SA tem de ser retirado ou o elemento térmico VA é automaticamente inclinado e as extremidades das peças de trabalho movem-se conjuntamente.

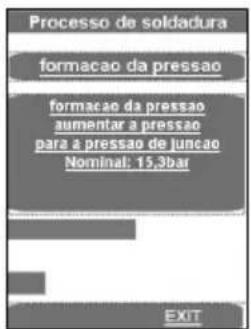
A pressão aumenta de forma linear na pressão de junção correspondente.
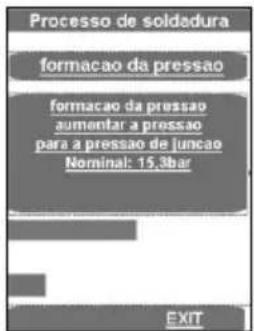
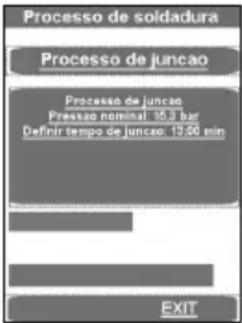
Ao atingir a pressão de junção, o programa avança automaticamente no processo de junção e o temporizador t4 arranca.
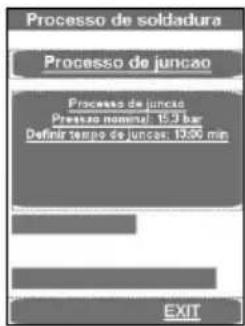
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área de tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A barra de deslocação inferior indica o tempo decorrido. A pressão efectiva é exibida no indicador (2) e o restante período de junção t4 é exibido no indicador (9).
A pressão é automaticamente monitorizada e reajustada. Verificar o sistema hidráulico no caso de bombeamento repetido (perda de pressão superior) excessivamente frequente.
→ Recolocar o elemento térmico nas caixas de ajuste
→ Após o período de refrigeração ter decorrido, o processo de soldadura é concluído, guardado, soa um sinal e a pressão é automaticamente libertada.
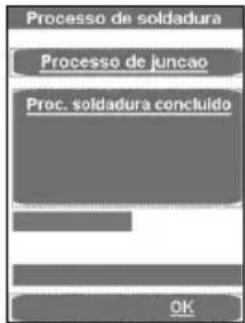
→ Concluir o menu de soldadura com OK.
→ Aliviar totalmente a pressão com o botão (3).
→ Soltar e retirar as peças de trabalho soldadas.
→ Desacoplar a máquina principal. A máquina está pronta para o próximo ciclo de soldadura.
Transferência de protocolos:
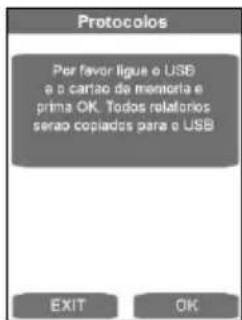
No ponto do menu Protocolos é possível gravar estes bem como ligar uma memória USB com a tecla OK. A janela fecha automaticamente de seguida.
Este ficheiro protocolar deve ser processado com o software ROTHENBERGER Dataline 2 e com um computador.
Todos os parâmetros de soldadura encontram-se nas tabelas de soldadura em anexo.
3.2.4 Soldadura no modo Premium
→ Premir a tecla do modo Premium.
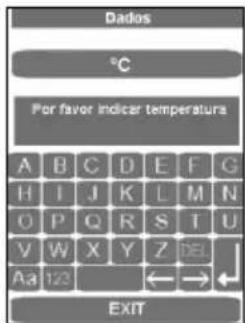
→ Indicar a temperatura ambiente e confirmar com a tecla Enter. Se a temperatura não tiver sido correctamente indicada surge:

Através das teclas direcionais a máquina desloca-se
Com EXIT o programa salta sem gravar para o menu principal.
→ Colocar o dispositivo fresador eléctrico entre as peças de trabalho a soldar.
→ P250-355B: ligar o motor da fresa e bloquear o interruptor.

P500-630B: Controlar os sentidos de rotação! Na fábrica, as maquinas são conectadas com rotação para a direita!
→ Ligar o dispositivo fresador, premir as teclas (10) e (5) na fonte de pressão hidráulica. Os discos da plaina têm de funcionar no sentido do corte, caso contrário, comutar o conversor de fases no cabo de alimentação com a ferramenta apropriada.

Perigo de ferimento! Durante o funcionamento, mantenha uma distância segura em relação à fresadora e não agarre na lâmina em rotação. Accionar a fresadora só enquanto estiver montada (posição de trabalho) e devolver depois para a caixa de depósito prevista para este fim. O bom funcionamento do interruptor de segurança da fresadora deve estar sempre garantido para garantir que a fresadora não possa ser ligada involuntariamente fora da máquina!
→ Deslocar conjuntamente os elementos tensores (premir as teclas 10 + 11). Ajustar a pressão de fresar com o botão rotativo (4). Por defeito, é possível até 20 bar, a pressão de fresar pode aumentar até 40bar, consulte o ponto 3.5.

Uma pressão superior da fresa pode causar sobreaquecimento e danos no acionamento da fresa. No caso de sobrecarga ou imobilização do accionamento de fresar, efectue o arranque da máquina e reduza a pressão (ponto 3.5)!
→ Após a apara de aplainamento com uma espessura de tensão <= 0,2mm sair ininterruptamente da fresa, premir a tecla Fresar (5), avançar os elementos tensores (premir as teclas 10 + 8).
Com as teclas direcionais, o programa retrocede para "Por favor inserir a fresa..."
Com a tecla EXIT o programa retrocede sem gravar no menu principal
→ Aguardar até os discos da plaina pararem. Remover o dispositivo fresador da máquina principal e retirar das caixas de ajuste.
→ Deslocar conjuntamente as peças de trabalho com pressão mínima (premir as teclas 10 + 11) e ajustar a pressão de caudal com o botão rotativo (4).
Se a máquina se mover com velocidade lenta, premi o ecrã. A pressão de caudal medida é automaticamente adicionada à pressão de ajuste, aquecimento e junção.
→ Deslocar conjuntamente os elementos tensores, ajustar a pressão correspondente ao tubo e verificar se as peças de trabalho estão fixas às ferramentas de tensão.

Mantenha uma distância segura em relação à máquina, não se coloque sobre a máquina nem se agarre a esta. Mantenha outras pessoas longe da área de trabalho!
Com as teclas direcionais, o programa retrocede para "Medição da pressão caudal"
Com as teclas direcionais, o programa retrocede para "Por favor inserir a fresa..."
Com a tecla EXIT o programa retrocede sem gravar no menu principal
→ Verifique se as superfícies de soldadura se encontram planas, paralelas e alinhadas axialmente.
Se não for o caso, o processo de fresar deve ser repetido. A divergência axial entre os finais das peças não deve ser maior de 10% da espessura da parede (conforme DVS) e a fenda máxima entre as superfícies planas não deve ser maior de:
$$ \varnothing \leq 3 5 5 \mathrm{mm} = 0, 5 \mathrm{mm}, \varnothing 4 0 0 \dots < 6 3 0 \mathrm{mm} = 1, 0 \mathrm{mm}, \varnothing 6 3 0 \dots < 8 0 0 \mathrm{mm} = 1, 3 \mathrm{mm}. $$
Com uma ferramenta limpa (p. ex. um pincel) retirar as aparas que possam estar presentes no tubo.

Por favor, observe! As superfícies fresadas e preparadas para a solda não devem ser tocadas com as mãos e devem estar livres de qualquer sujidade!
Processo de soldadura no modo Premium:

Perigo de esmagamento! Ao juntar as ferramentas de fixação e os tubos manter sempre uma distância segura em relação à máquina. Nunca entrar dentro da máquina!

Na imagem é indicada a temperatura da placa térmica.
A barra de indicação surge a azul se a temperatura estiver demasiado baixa, a vermelho se estiver demasiado alta e a verde se estiver na área nominal.
→ Inserir o elemento térmico entre as suas peças de trabalho na máquina principal e ter atenção para que a colocação da placa térmica assente nos entalhes do dispositivo de alimentação.
→ Deslocar conjuntamente a máquina, a pressão de ajuste é automaticamente regulada e manter a pressão.
Agora são gravados todos os parâmetros de solda, o protocolo é activado.
Se o processo de soldadura for interrompido com EXIT, surge a mensagem "Cancelado pelo operador", a pressão é aliviada e os parâmetros de soldadura são guardados. A mensagem é confirmada com OK, o programa salta para o menu principal.
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área de tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A pressão efectiva é exibida no indicador (2).
→ Assim que a altura do friso necessária for atingida uniformemente em toda a abrangência de ambos os tubos, reduzir a pressão com a tecla Automático (1). O período de aquecimento t1 começa a decorrer.

→ Ajustar a pressão de forma a que seja assegurada ainda uma ligação uniforme e quase sem pressão das extremidades das peças de trabalho no elemento térmico.
Um pouco antes do fim do período de aquecimento soa um sinal.
→ Após o decorrer do período de aquecimento, desacoplar novamente as peças de trabalho, remover o elemento térmico e deslocar conjuntamente as extremidades das peças de trabalho.

→ Imediatamente antes do contacto das extremidades da peça de trabalho (cerca de 1cm), parar o deslocamento soltando os botões e premir de novo imediatamente. A pressão aumenta de forma linear na pressão de junção correspondente.
Ao atingir a pressão de junção, o programa avança automaticamente no processo de junção e o temporizador t4 arranca.
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área de tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A barra de deslocação inferior indica o tempo decorrido. A pressão efectiva é exibida no indicador (2) e o restante período de junção t4 é exibido no indicador (9).
A barra de deslocação superior indica se a pressão está na área correcta (verde) ou na área de tolerância (amarelo) permitida ou fora (vermelho) da área de tolerância. A barra de deslocação inferior indica o tempo decorrido. A pressão efectiva é exibida no indicador (2) e o restante período de junção t4 é exibido no indicador (9).
Atenção: Manter os botões Desbloqueio (10) e Fechar máquina (11) premidos até a pressão de junção ser atingida, após a qual o sistema hidráulico desliga e os botões podem ser soltos!
A pressão é monitorizada e automaticamente regulada. Verificar o sistema hidráulico no caso de bombeamento repetido (perda de pressão superior) excessivamente frequente.
→ Recolocar o elemento térmico nas caixas de ajuste
→ Após o período de refrigeração ter decorrido, o processo de soldadura é concluído, guardado, soa um sinal e a pressão é automaticamente libertada.
→ Concluir o menu de soldadura com OK.
→ Aliviar totalmente a pressão com o botão (3).
→ Soltar e retirar as peças de trabalho soldadas.
→ Desacoplar a máquina principal. A máquina está pronta para o próximo ciclo de soldadura.
Transferência de protocolos:
No ponto do menu Protocolos é possível gravar estes bem como ligar uma memória USB com a tecla OK. A janela fecha automaticamente de seguida.
Este ficheiro protocolar deve ser processado com o software ROTHENBERGER Dataline 2 e com um computador.
Todos os parâmetros de soldadura encontram-se nas tabelas de soldadura em anexo.
3.2.5 Colocação fora de serviço
→ Desligar a fonte de pressão hidráulica com o botão (6).

Deixe que o elemento de resistência térmica arrefeça ou assegure que não é possível a inflamação de quaisquer substâncias contíguas!
→ Retirar as fichas da rede eléctrica de fresadora, elemento térmico e unidade hidráulica e enrolar os cabos.

Transporte e armazene o agregado hidráulico apenas na posição horizontal. Se for inclinado, o óleo sai da botija de ventilação com a vareta de detecção!
→ Desconectar e enrolar tubos hidráulicos.

Atenção! Proteger os acoplamentos contra sujidade!
3.3 Condições gerais
Sendo que o tempo e o ambiente influenciam a soldadura de modo decisivo, devem ser observadas em todos caso as respectivas instruções da directiva DVS 2207 parte 1, 11 e 15. Fora da Alemanha, valem as respectivas disposições legais nacionais.
Os trabalhos de soldadura devem ser controlados constantemente e com atenção!
3.4 Informações importantes sobre os parâmetros de soldadura
Todos os parâmetros de soldadura necessários como temperatura, pressão e tempo encontramse nas directivas DVS 2207 parte 1, 11 e 15. Fora da Alemanha, valem as respectivas disposições legais nacionais.
Contacto: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Em casos individuais, devem ser observados em todo caso os parâmetros específicos do material que podem ser informados pelo produtor do tubo.
Os parâmetros indicados nas tabelas de soldadura em anexo são apenas valores para orientação pelos quais a empresa ROTHENBERGER não dá garantia nenhuma!
Os valores indicados nas tabelas de soldadura para a pressão de ajuste e junção foram calculados em conformidade com a seguinte fórmula:
Pressão P [bar] = Superfície de soldadura A [mm^2] x Factor de soldadura SF [N/mm^2]
Superfície de cilindro Az [cm²] x 10
Factor de soldadura (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
3.5 Ajustar os parâmetros
Ajustar os parâmetros com autorização de „Soldador“:
→ Premir a cabeça rotativa (4) demoradamente (aprox. 3 seg.) até o P001 piscar no indicador superior (2).
→ Com a cabeça rotativa (4) seleccionar os parâmetros pretendidos de P001 até P009. Se pretender ajustar ou indicar este valor, premir brevemente o botão rotativo (4), o valor (default) pisca no indicador inferior (9).
→ Ajustar o valor com o botão rotativo (4) e premir novamente por breves instantes o botão rotativo (4), de seguida o parâmetro pisca novamente no indicador superior (2).
Para concluir o menu, premir o botão de desbloqueio (10), os valores são gravados.
Ajustar os parâmetros com autorização de „Técnico“:
→ Premir o botão rotativo (4) demoradamente (aprox. 6 seg.), o parâmetro P001 pisca primeiramente no indicador superior (2), de seguida, „CodE“ e no indicador inferior (9) pisca a barra na primeira posição.
→ Inserir o código com o botão rotativo (4) e premir brevemente o botão rotativo (4) (código = 8001 – aquando da primeira colocação em funcionamento é possível alterar opcionalmente o código através do parâmetro P100).
→ Com a cabeça rotativa (4) seleccionar os parâmetros pretendidos de P001 até P114. Se pretender ajustar ou indicar este valor, premir brevemente o botão rotativo (4), o valor (default) pisca no indicador inferior (9).
→ Ajustar o valor com o botão rotativo (4) e premir novamente por breves instantes o botão rotativo (4), de seguida o parâmetro pisca novamente no indicador superior (2).
Para concluir o menu, premir o botão de desbloqueio (10), os valores são gravados.
| Nome do parâmetro | Designação | default | Unidade | |||
| P001 Função de poupança energética, tempo de repouso | 99 | min | 0 | 99 | Soldador | |
| P002* Função de poupança de potência activa | 0 | 0 | 3 Soldad | |||
| P003 Desvio da temperatura das placas térmicas | 5 | °C | -25 | 25 | Soldador | |
| P004 | Pmáx para fresar | 20 | bar | 10 | 50 | Soldador |
| P005 | Pressão nominal | 1/10bar | Soldador | |||
| P006 | Temperatura nominal | 210 | °C | P103 | P104 | Soldador |
| P007 Valor nominal do temporizador T1 | 45 | sek | 1 | 1500 | Soldador | |
| P008 Valor nominal do temporizador T4 | 6 | min | 1 | 99 | Soldador | |
| P009 | Piniciar para fresar | 10 | bar | 0 | P004 | Soldador |
| P101 | Diferenciação para voltara bombear | 5 | % | 1 | 50 | Técnico |
| P102 | Tempo de avanço para fresar | 10 | 1/10sek | 0 | 100 | Técnico |
| P103 | Temperatura de ajuste (min) | 160 | °C | 0 | 300 | Técnico |
| P104 | Temperatura de ajuste (máx) | 270 | °C | 0 | 300 | Técnico |
| P105 | Bloqueio do botão (sim/não) | 5 | sek | 0 | 50 | Técnico |
| P106 | Pressão para avançar | 135 | 10 | 160 | Técnico | |
| P107 Tempo do processo para ligaro sinal sonoro | 50 | 1/10sek | 0 | 200 | Técnico | |
| P100 | Alterar código | 8001 | Técnico | |||
* P002 - Função de poupança de potência:
0 - nenhuma,
1 - se a fresa estiver a funcionar, o elemento de aquecimento é desligado, (Configuração de fábrica)
2 – se o motor hidráulico estiver a funcionar, o elemento de aquecimento é desligado,
3 – se t4 estiver a funcionar, o elemento de aquecimento é desligado.
3.6 Ajustar data e hora
→ Fechar o programa clicando no canto superior esquerdo.
→ Premir Start, Setting e, de seguida, Control Panel.
A barra de tarefas fica oculta e pode ser acedida premindo no canto inferior esquerdo.
→ Clicar em data/hora.
→ Alinhar a janela de entrada clicando e arrastando a barra da data/hora. Seleccionar o fuso horário correspondente ou inserir a hora Current Time.
Atenção! Observar AM / PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
→ Confirmar com „Apply“ e „OK“. Fechar o painel de controlo com X.
→ Premir as teclas „Start“ e „Run“

3.7 Criar-seleccionar configurações da máquina
Para seleccionar ou criar as configurações da máquina, premir o botão SETTINGS.
A configuração da máquina pretendida pode ser seleccionada com as teclas direcionais. Para criar uma nova configuração, começar o número seguinte, por ex.: 2 com a tecla direccional para a direita.


Ao premir o campo indicador correspondente surge a janela de entrada. Os dados podem ser eliminados com a tecla DEL e ser novamente inseridos, os quais serão posteriormente transferidos para o protocolo.
3.8 Mensagens de erro
Geral:
| Mensagem de erro Eliminação de avaria | |
| Após a fresagem, com a medição da pressão de arrasto, a máquina de base desloca-se em conjunto ou não se desloca | 1) Aceder à janela „TEST/SERVICE“, verificar „Position“ - tem de ser < 102) Ajustar a posição do sistema de medição de curso com o programa „Erstin-betriebnahme (Primeira colocação em funcionamento)“ |
| O elemento de aquecimento não aquece | Verificar a potência do gerador |
| Mensagem de erro | Denominação Eliminação de avaria | |
| Código 1 Pressão de | adaptação dema-siado elevada | Testar a parte hidráulica sem a máquina de base, estabelecer 100 bar, comparar o valor nominal com o valor real, a dife-rença deve ser inferior a 5 bar |
| Código 2 Pressão de | adaptação dema-siado reduzida | |
| Código 4 Pressão de | aquecimento demasiado elevada | |
| Código 8 Pressão de | aquecimento demasiado reduzida | |
| Código 16 Tempo de | aquecimento dema-siado longo | |
| Código 32 Tempo de | aquecimento dema-siado curto | |
| Código 64 Tempo de | conversão dema-siado longo | |
| Código 128 Tempo de | de criação de pressão demasiado longo | |
| Código 256 Pressão | de junção demasiado elevada | |
| Código 512 Pressão | de junção demasiado reduzida | |
| Código 1024 Tempo | de junção demasiado curto | |
| Código 2048 Temper | atura de elemento de aquecimento demasiado baixa | 1) Comparar a temperatura do elemento de aquecimento com a indicação no visor2) Colocar o parâmetro P002 no „0“3) Proteger a placa de aquecimento do vento forte |
| Código 4096 Interrupção pelo operador | ||
| Código 8192 Temper | atura ambiente não medida | |
| Código 16384 Via de | junção não incluída | |
| Código 32768 Elemento de aquecimento não removido | ||
| Código 65536 Segundo tempo de arrefecimento não incluído | ||
| Código 131072 Temperatura de elemento de aquecimento demasiado elevada | Comparar a temperatura do elemento de aquecimento com a indicação no visor | |
| Error Dataline 2.0exe | Aceder ao ficheiro „default“ no | centro do ecrã:1) Fechar o ecrã „GO“2) Clicar duas vezes em „default“3) Reiniciar a máquina |
Comando:
| Mensagem de erro | Denominação Eliminação de avaria | |
| SER Data de reparação | ao atingida,reparação em falta | Realizar a reparação |
| ERR1 A pressão absoluta não foiatingida | Verificar o nível do óleo, verificaro sensor de pressão, válvula anómala,motor anómalo | |
| PE-2 Sensor de pressão -24V anó-malo | Substituir o sensor de pressão | |
| ERR5 Temperatura do óleo 70°C –Parar! | Aguardar até que a temperatura do óleose encontre abaixo dos 50°C | |
| HE-1 Elemento térmico não ligado,avaria do sensor | Substituir o sensor | |
| HE-0 Elemento térmico demasiadiquente | Medir novamente a temperatura, con-trolar o ajuste, substituir o sensor | |
| HE-2 Elemento térmico demasiadofrio | Medir novamente a temperatura, con-trolar o ajuste, substituir o sensor | |
4 Conservação e manutenção
Para manter a máquina em bom estado para o funcionamento, os seguintes pontos devem ser levados em conta:
- As barras de guia devem ser mantidas livres de sujidade. No caso de danos na superfície, as barras de guia devem ser substituídas sendo que isto pode levar a uma redução da pressão.
- Para garantir resultados impecáveis da soldadura, é necessário manter o elemento térmico limpo. No caso de danos na superfície, o elemento térmico deve ser revestido novamente ou substituído. Resíduos de material no espelho térmico reduzem a anti-aderência e devem ser retirados com um papel sem fibras e detergente com um Teor de etanol > 99,8% (de acordo com DVS 2207) (sempre no elemento térmico frio!).
- O óleo hidráulico ( HLP – 46, n° de art.: 53649 ) deve ser trocado a cada 12 meses.
- Para evitar falhas de funcionamento, a estanquidade, a boa fixação das conexões aparafusadas e o bom estado do cabo eléctrico da unidade hidráulica devem ser inspeccionados regularmente.
- Os acoplamentos rápidos hidráulicos na unidade hidráulica e no conjunto de tubos devem ser protegidos contra sujidade. No caso de sujidade, devem ser limpos antes de conectar a máquina.
- A fresadora está equipada com duas facas polidas dos dois lados. Quando ficarem desafiadas, as facas podem ser viradas ou substituídas por facas novas.
- Os finais das peças ou dos tubos a serem cortados sempre devem estar limpos sendo que isto influencia a vida útil das facas de modo significativo.

A máquina de soldadura deve ser controlada anualmente de acordo com DVS 2208 pelo produtor ou um serviço por ele autorizado. No caso de máquinas com condições de uso especialmente pesadas, este intervalo deve ser encurtado!
5 Acessórios
Você pode encontrar acessórios adequados no catálogo principal ou em www.rothenberger.com
6 Serviço de apoio ao cliente
As instalações de assistência da ROTHENBERGER estão disponíveis para ajudá-lo (consulte a lista no catálogo ou online). Estas instalações de assistência colocam também ao seu dispor peças de substituição e assistência. Encomende os seus acessórios e peças sobresselentes a um revendedor especialista ou de RO SERVICE+ online: 📞 + 49 (0) 61 95/ 800 8200 📞 + 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Eliminação
Algumas partes do equipamento são materiais valiosos e podem ser reciclados. Para este fim, há empresas de reciclagem autorizadas e certificadas à sua disposição. Para eliminar as partes não-recicláveis (p. ex. Sucata electrónica) de modo compatível com o ambiente, por favor, entre em contacto com a respectiva autoridade de reciclagem local.

Não deitar ferramentas elétricas e baterias/ pilhas no lixo doméstico!
Só para países UE: Conforme a Diretiva Europeia 2012/19/UE relativa aos resíduos de equipamentos elétricos e eletrónicos e a sua implementação na legislação nacional, é necessário recolher separadamente as ferramentas elétricas que já não são usadas e, de acordo com a Diretiva Europeia 2006/66/CE, as baterias/pilhas defeituosas e encaminhá-las para uma reciclagem ecológica.
