
ROWELD P500B Premium CNC SA - Teollisuuskone ROTHENBERGER - Ilmainen käyttöohje ja opas
Löydä laitteen käyttöohje ilmaiseksi ROWELD P500B Premium CNC SA ROTHENBERGER PDF-muodossa.

| Tuotetyyppi | Muoviputkien päittäishitsauskone |
| Merkki | Rothenberger |
| Malli | ROWELD P500B Premium CNC SA |
| Putkien hitsausalue | 200 - 500 mm halkaisija |
| Sylinterien maksimi isku | 200 mm |
| Sylinterien kokonaispinta-ala | 14,13 cm² |
| Peruskoneen mitat (P x L x K) | 1300 x 900 x 800 mm |
| Peruskoneen paino (max.) | 238,5 kg (istukkasovitteiden kanssa) |
| Jyrsimen sähkönsyöttö | 400 V kolmivaihe, 50/60 Hz, 1,75 A |
| Jyrsimen teho | 1210 W otto / 750 W hyöty |
| Jyrsimen moottorin kierrosluku | 140 min⁻¹ |
| Lämmityselementin sähkönsyöttö | 400 V kolmivaihe, 4000 W |
| Lämmityselementin halkaisija | 540 mm |
| Hydrauliikkayksikön sähkönsyöttö | 400 V kolmivaihe, 50/60 Hz, 2,75 A |
| Hydrauliikkayksikön teho | 1905 W otto / 1100 W hyöty |
| Hydrauliikan maksimipaine | 135 bar |
| Öljysäiliön tilavuus | 3,8 L |
| Suositeltu hydrauliikkaöljy | HLP 46 (viite 53649) |
| Kokonaisasennuksen paino | Noin 350 kg (arvio) |
| Kuljetuslaatikon mitat | 2240 x 1300 x 1500 mm |
| Päätoiminnot | Päittäishitsaus CNC-ohjauksella, parametrien tallennus, USB-pöytäkirjojen siirto, Premium-tila |
| Huolto | Puhdista johtotangot, vaihda öljy 12 kuukauden välein, tarkista tiiviys |
| Turvallisuus | Hätäpysäytys, lämpösuoja, turvakytkimet jyrsimessä |
| Varaosat | Saatavilla Rothenbergerin asiakaspalvelusta (istukkasovitteet, jyrsinterät jne.) |
Usein kysytyt kysymykset - ROWELD P500B Premium CNC SA ROTHENBERGER
Käyttäjien kysymyksiä aiheesta ROWELD P500B Premium CNC SA ROTHENBERGER
0 kysymys tästä laitteesta. Vastaa tuntemiisi tai esitä omasi.
Esitä uusi kysymys tästä laitteesta
Lataa ohjeet laitteellesi Teollisuuskone PDF-muodossa ilmaiseksi! Löydä käyttöohjeesi ROWELD P500B Premium CNC SA - ROTHENBERGER ja ota elektroninen laitteesi takaisin hallintaan. Tällä sivulla julkaistaan kaikki laitteidesi käyttöön tarvittavat asiakirjat. ROWELD P500B Premium CNC SA merkiltä ROTHENBERGER.
KÄYTTÖOHJE ROWELD P500B Premium CNC SA ROTHENBERGER
Todistamme täten ja vastaamme yksin siitä, että tämä tuote on allalueteltujen standardien ja standardomisasiakirjojen vaatimusten mukainen.
DEKLARACJA ZGODNOŚCI EU
1.1 Määräystenmukainen käyttö 219
1.2 Sähkötyökalujen yleiset turvallisuusohjeet 219
2 Tekniset tiedot.... 221
3 Laitteen toiminta....222
3.1 Laitekuvaus....222
3.1.1 Peruskone (A) 222
3.1.2 Hydrauliikkayksikkö (B) 222
3.2 Käyttöohje 223
3.2.1 Käyttöönotto.... 223
3.2.2 Valmistelevat toimenpiteet ennen hitsausta 226
3.2.3 Hitsausprosessi 228
3.2.4 Hitsaus Premium-tilassa 230
3.2.5 Käytöstä poistaminen 235
3.3 Yleiset edellytykset 235
3.4 Tärkeitä informaatioita hitsausparametreista 235
3.5 Parametrien asetus.... 235
3.6 Ajan ja päivämäärän asetus 237
3.7 Konfigurointien luominen ja valitseminen 238
3.8 Vikailmoituksia 238
4 Hoito ja huolto 240
5 Lisävarusteet 240
6 Asiakaspalvelu 240
7 Kierrätys 240
Dokumentissa käytetyt merkinnät:

Vaara!
Merkki varoittaa loukkaantumisista.

Huom!
Merkki varoittaa esine- ja ympäristövahingoista.

Viittaa toimenpiteisiin
1 Turvallisuus
1.1 Määräystenmukainen käyttö
ROWELD P250-630B Premium CNC on tarkoitettu ainoastaan PE-, PP- ja PVDF-putkien yhty-eenliittämiseksi hitsaamalla teknisten tietojen mukaisesti. Käyttäjä vastaa kaikista määräysten vastaisesta käytöstä johtuvista vaurioista.
1.2 Sähkötyökalujen yleiset turvallisuusohjeet

VAROITUS! Lue kaikki tämän sähkötyökalun mukana toimitetut varoitukset, ohjeet, kuvat ja tekniset tiedot.
Alla mainittujen ohjeiden noudattamisen laiminlyönti saattaa aiheuttaa sähköiskun, tulipalon ja/tai vakavan loukkaantumisen.
Säilytä kaikki turvallisuus- ja muut ohjeet tulevaisuutta varten.
Turvallisuusohjeissa käytetty käsite "sähkötyökalu" käsittää verkkokäyttöisiä sähkötyökaluja (verkkojohdolla) ja akkukäyttöisiä sähkötyökaluja (ilman verkkojohtoa).
1) Työpaikan turvallisuus
a) Pidä työskentelyalue puhtaana ja hyvin valaistuna. Työpaikan epäjärjestys ja valaise-mattomat työalueet voivat johtaa tapaturmiin.
b) Älä työskentele sähkötyökalulla räjähdysalttiissa ympäristössä, jossa on palavaa nestettä, kaasua tai pölyä. Sähkötyökalu muodostaa kipinöitä, jotka saattavat sytyttää pölyn tai höyryt.
c) Pidä lapset ja sivulliset loitolla sähkötyökalua käyttäessäsi. Voit menettää laitteen hal- linnan, jos suuntaat huomiosi muualle.
2) Sähköturvallisuus
a) Sähkötyökalun pistotulpan tulee sopia pistorasiaan. Pistotulppaa ei saa muuttaa millään tavalla. Älä käytä mitään pistorasia-adaptereita maadoitettujen sähkötyökalujen kanssa. Alkuperäisessä kunnossa olevat pistotulpat ja sopivat pistorasiat vähentävät sähköiskun vaaraa.
b) Vältä koskettamasta maadoitettuja pintoja, kuten putkia. pattereita, liesiä tai jääkaappeja. Sähköiskun vaara kasvaa, jos kehosi on maadoitettu.
c) Älä aseta sähkötyökalua alttiiksi sateelle tai kosteudelle. Veden tunkeutuminen sähkötyökalun sisään kasvattaa sähköiskun riskiä.
d) Älä käytä verkkojohtoa väärin. Älä käytä sitä sähkötyökalun kantamiseen, ripustamiseen tai pistotulpan irrottamiseen pistorasiasta vetämällä. Pidä johto loitolla kuu-muudesta, öljystä, terävistä reunoista ja liikkuvista osista. Vahingoittuneet tai sotkeutuneet johdot kasvattavat sähköiskun vaaraa.
e) Käyttäessäsi sähkötyökalua ulkona käytä ainoastaan ulkokäyttöön soveltuvaa jatkojohtoa. Ulkokäyttöön soveltuvan jatkojohdon käyttö pienentää sähköiskun vaaraa.
f) Jos sähkötyökalun käyttö kosteassa ympäristössä ei ole vältettävissä, tulee käyttää vikavirtasuojakytkintä. Vikavirtasuojakytkimen käyttö vähentää sähköiskun vaaraa.
3) Henkilöturvallisuus
a) Ole valpas, kiinnitä huomiota työskentelyysi ja noudata tervettä järkeä sähkötyökalua käyttäessäsi. Älä käytä sähkötyökalua, jos olet väsynyt tai huumeiden, alkoholin tahi lääkkeiden vaikutuksen alaisena. Hetken tarkkaamattomuus sähkötyökalua käytettäessä, saattaa johtaa vakavaan loukkaantumiseen.
b) Käytä suojavarusteita. Käytä aina suojalaseja. Suojavarusteet, kuten pölynsuojanaamari, luistamattomat turvajalkineet, kypärä ja kuulosuojaimet pienentävät, tilanteen mukaan oikein käytettyinä, loukkaantumisriskiä.
c) Estä tahaton käynnistyminen. Varmista, että käynnistyskytkin on kytketty pois päältä ennen kuin yhdistät työkalun sähköverkkoon ja/tai akkuun, otat työkalun käteen tai kannat sitä. Jos kannat sähkötyökalua sormi käynnistyskytkimellä tai kytket sähkötyökalun pistotulpan pistorasiaan käynnistyskytkimen ollessa käyntiasennossa, altistat itsesi onnettomuuksille.
d) Poista mahdollinen säätötyökalu tai kiinnitysavain ennen kuin käynnistät sähkötyöka-lun. Kiinnitysavain tai säätötyökalu, joka on unohdettu paikalleen sähkötyökalun pyörivään osaan, saattaa aiheuttaa tapaturman.
e) Vältä epänormaalia kehon asentoa. Huolehdi aina tukevasta seisoma-asennosta ja ta-sapainosta. Täten voit paremmin hallita sähkötyökalua odottamattomissa tilanteissa.
f) Käytä tarkoitukseen soveltuvia vaatteita. Älä käytä löysiä työvaatteita tai koruja. Pidä hiukset, vaatteet ja käsineet loitolla liikkuvista osista. Väljät vaatteet, korut ja pitkät hiukset voivat takertua liikkuviin osiin.
g) Jos laitteissa on pölynpoistoliitäntä, varmista, että se on kytketty oikein ja toimii kunnolla. Pölynpoistojärjestelmän käyttö vähentää pölyn aiheuttamia vaaroja.
h) Työskentele keskittyneesti ja noudata aina turvallisuusmääräyksiä. Hetkellinenkin huolimattomuus voi aiheuttaa vakavia vammoja.
4) Sähkötyökalujen huolellinen käyttö ja käsittely
a) Älä ylikuormita laitetta. Käytä kyseiseen työhön tarkoitettua sähkötyökalua. Sopivan tehoisella sähkötyökalulla teet työt paremmin ja turvallisemmin.
b) Älä käytä sähkötyökalua, jota ei voida käynnistää ja pysäyttää käynnistyskytkimestä. Sähkötyökalu, jota ei voi enää hallita käynnistyskytkimellä, on vaarallinen ja täytyy korjauttaa.
c) Irrota pistotulppa pistorasiasta ja/tai irrota akku (jos irrotettava) sähkötyökalusta, ennen kuin suoritat säätöjä, vaihdat tarvikkeita tai viet sähkötyökalun varastoon. Nämä varotoimenpiteet estävät sähkötyökalun tahattoman käynnistymisen.
d) Säilytä sähkötyökalut poissa lasten ulottuvilta, kun niitä ei käytetä. Älä anna sellais- ten henkilöiden käyttää sähkötyökalua, joilla ei ole tarvittavaa käyttökokemusta tai jotka eivät ole lukeneet tätä käyttöohjetta. Sähkötyökalut ovat vaarallisia, jos niitä käyttä- vät kokemattomat henkilöt.
e) Pidä sähkötyökalut ja tarvikkeet hyvässä kunnossa. Tarkista liikkuvat osat virheelli- sen kohdistuksen tai jumittumisen varalta. Varmista, ettei sähkötyökalussa ole mur- tuneita osia tai muita toimintaa haittaavia vikoja. Jos havaitset vikoja, korjauta sähkö- työkalu ennen käyttöä. Monet tapaturmat johtuvat huonosti huolletuista sähkötyökaluista.
f) Pidä leikkausterät terävinä ja puhtaina. Huolellisesti hoidetut leikkaustyökalut, joiden leikkausreunat ovat teräviä, eivät tartu helposti kiinni ja niitä on helpompi hallita.
g) Käytä sähkötyökaluja, tarvikkeita, ruuvauskärkiä jne. näiden ohjeiden, käyttöolosuhteiden ja työtehtävän mukaisesti. Sähkötyökalun määräystenvastainen käyttö saattaa aiheuttaa vaaratilanteita.
h) Pidä kahvat ja kädensijat kuivina ja puhtaina (öljyttöminä ja rasvattomina). Jos kahvat ja kädensijat ovat liukkaita, et pysty yllättävissä tilanteissa ohjaamaan ja hallitsemaan työka-lua turvallisesti.
5) Huolto
a) Anna ainoastaan koulutettujen ammattihenkilöiden korjata sähkötyökalusi ja hyväksy korjauksiin vain alkuperäisiä varaosia. Näin varmistat, että sähkötyökalu säilyy turvallisena.
2 Tekniset tiedot
P250B P355B P500B P630B
Peruskone CNC SA/VA:
Putki – hitsausalue ∅ (mm) .....90-250 ..... 90-355..... 200-500 ..... 315-630
Putki - hitsaustulos....SDR-sarjat katso hitsauspöydät kirjanen + kork. Paine hydraulikkayksikkö huomautus
Suurin sylinterin iskupituus (mm)....150 .... 150.... 200 .... 200
Yhteensä – sylinteri pinta-ala (cm²) 6,26 6,26 14,13 14,13
Päämitat:
Pituus (mm) 810 795 1300 1300
* lukien kiristyselementtien pienennysholkit pienimmän putken halkaisija
Jyrsinyksikkö:
Sähköliitännät ....230 V ....230 V .... 400 V, 3\~ .... 400 V, 3\~
50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
Tyhjäkäyntikierrosluku Jyrsinterä (min ^-1 ) .....85.....66 .....31 .....24
Äänipainetaso dB(A) L pA | K pA ....82 | 3....83 | 3....48 | 3....52 | 3
Äänitehotaso dB(A) L WA | K WA ....93 | 3....94 | 3....59 | 3....63 | 3
Paino (kg) 15 22,4 68 123
Lämpöelementti CNC SA/VA:
Sähköliitännät 230 V 230 V 400 V 400 V
50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
1500 W 2500 W 4000 W 8000 W
Lämpöelementti - läpimitta (mm) 300 380 540 660
Paino (SA/VA kg)....5,5/13....9,1....32....49
Säilytyslaatikko CNC SA/VA:
Paino (SA/VA kg) 8,2/7,6 9,6 55 70
P250B, P355B P500B, P630B
Hydraulikkayksikkö:
Sähköliitännät ....230 V – 50 Hz - 4,17 A ....400 V - 50/60 Hz - 2,75 A
230 V - 60 Hz - 4,17 A
Ottoteho/ Antoteho (W) 880/550 1905/1100
Pumpun kapasiteetti (l/min) 2,2/2,6 4,5/5,4
Öljy – tankin sisältö (I) 1,1 3,8
kork. paine (baari) 135 135
Hydrauliikka - öljy ......HLP – 46 (no.: 53649)
Mitat (PxLxK, mm) 540 x 310 x 433 540 x 310 x 433
Äänipainetaso dB(A) L pA | K pA ....62 | 3 ....68 | 3
Äänitehotaso dB(A) LWA | KWA....73 | 3....79 | 3
Paino (kg) 33,7 38,2
P250B P355B P500B P630B
Kokonaislaitteisto:
Sähköinen liitäntäteho yhteensä (kW) .....3,2.....4,3 ..... 7,2 ..... 11,7
Kuljetuslaatikon mitat:
Pituus (mm) 1200 1200 2240 2240
Leveys (mm) 800 800 1300 1300
Korkeus (mm) 900 900 1500 1500
Melutaso voi käytön aikana ylittää 85 dB (A). Käytä kuulonsuojaimia!
3 Laitteen toiminta
3.1 Laitekuvaus
ROWELD P250-630B Premium CNC on kompakti, siirrettävä ja kuumennuselementillä varustettu puskuhitsauskone, jonka CNC-moduuli huolehtii täsmällisestä ohjauksesta sekä hitsausparametrien noudattamisesta ja tallentamisesta saksalaisen DVS-ohjeen mukaisesti sekä listausten siirrosta USB-liitännän välityksellä, ja joka on suunniteltu erityisesti käyttöön rakennustyömailla – ja tässä tapauksessa etenkin putkikaivannoissa. Laitteiden käyttö työpajaympäristössä on tie- tenkin myös mahdollista.
Hitsaus voidaan tehdä Putki - Putki, Putki - putkikäyrä, Putki - putkikäyrä ja Putki – laippa.
Koneiden pääosat ovat:
Pääkone, kiristyselementtien pienennysholkit, hydrauliikkayksikkö CNC-moduuli, jyrsinyksikkö, lämpöelementti, säilytyslaatikko.
ROWELD P250B Premium CNC: Hitsattaessa tiukkoja putkikäyriä koneen suurimmalla läpimitalla, täytyy käyttää lisävarusteena saatavana oleva kiristystökalun viistottu yläosa.
ROWELD P500-630B Premium CNC: Jyrsijän ja lämpöelementtien sisään asettamiseksi ja pois nostamiseksi sähkökäyttöinen nostoyksikkö on saatavana lisävarusteena.
3.1.1 Peruskone (A)
| 1 | Liikkuvat kiristyselementit | 3 | Välikappale lukitusloveilla |
| 2 | Siirrettävä kiristyselementti | 4 | Lämpöelementin ulosvetolaite |
3.1.2 Hydrauliikkayksikkö (B)
| 1 | Painike Automatiikka | 12 | Painike Ajastin |
| 2 | Näyttö Paine | 13 | Pistorasia Jyrsinyksikkö |
| 3 | Painike Paineen poisto | 14 | Pikaliitin Muhvi |
| 4 | Säädin | 15 | Pikaliitin Pistoke |
| 5 | Painike Jyrsintä | 16 | Liitin Lämpöelementti |
| 6 | Painike Päälle / Pois päältä | 17 | Verkkopistoke |
| 7 | Painike Lämmitys | 18 | Hätäkatkaisija |
| 8 | Aja kone "Auki" | 19 | Touch-PC |
| 9 | Näyttö Lämpötila ja aika | 20 | Öljyn täyttöaukko mittaustikulla |
| 10 | Vapautuspainike | 21 | USB-liitäntä |
| 11 | Aja kone "kiinni" | 22 | Peruskoneen pistokytkin |
Hydrauliikkayksikön avulla on mahdollista ohjata seuraavilla kuvakkeilla merkityt hitsauskoneen toiminnot:

Painike hydraulikkayksikön päälle- ja pois päältä kytkemiseksi
Kytke lämpöelementti päälle painamalla painiketta „Lämmitys“. Säädä lämpöelementin lämpötila painamalla painiketta „Lämmitys“ samanaikaisesti kun säädintä säädetään. Asetettu arvo näkyy näytössä „Lämpötila“ ja sen jälkeen näytetään taas ajankohtaista arvoa

Säätimellä voidaan asetta paine jyrsittäessä, sulattaessa, jälkilämmittäessä ja hitsattaessa. Säädetty arvo näkyy näytössä „Paine“. 3 sekuntia säädön jälkeen näytetään ajankohtaista arvoa. Huoltoparametrit näytetään ja säädetään painamalla kiertonupista
Paina vapautuspainiketta ja sen jälkeen aja kone „kiinni“ -painiketta ajaaksesi kiristys-elementit yhteen





Painike paineen poistamiseksi
Paina vapautuspainiketta ja sen jälkeen aja kone „Auki“ -painiketta ajaaksesi kirstys-elementit toisistaan
Paina, kytkeäksesi jyrsinyksikön pistorasia päälle, vapautuspainiketta ja Jyrsintäpainiketta. Paine asetetaan automaattisesti 10 baariin ja voidaan säätimellä nostaa korkeintaan 20 baariin. (Voidaan erikoiskäyttötapauksissa, esim. kaltevalla alustalla muuttamalla P004 säätää korkeintaan 50baariin)
Aktivoi ajastin painamalla painiketta yhden kerran. Painamalla painiketta ja vääntämällä säädintä aika t1 voidaan asettaa sekunneissa. Jos painiketta painetaan pitempään vaihdetaan aikaan t4. Painamalla painiketta ja vääntämällä säädintä aika t4 voidaan asettaa minuuteissa. Ajastin käynnistetään manuaalisesti painamalla lyhyesti ajastimen näppäintä, kun ajastimen näyttö t1 tai t2 palaa
Painamalla automatiikka-näppäintä painetta valvotaan ja tarvittaessa säädetään uudelleen lämmittämisen aikana (ajastin t1 aktiivisena) ja liittämisen aikana (ajastin t4 aktiivisena)
Huoltoparametrien vahvistamisen vapautusnäppäin
3.2 Käyttöohje
Hitsauskoneet soveltuvat käytettäviksi ympäristön lämpötiloissa -10 °C:n ja +40 °C:n välillä.
Ne soveltuvat 230 V 50/60 Hz:n ja 400 V 50/60 Hz:n kiinteälle virtalähteelle. Jos käytetään generaattoria, hitsaajan on selvitettävä tarvittava teho generaattorin valmistajan kanssa.

Hitsauskonetta saa käyttää ainoastaan oikeutettu ja asianmukaisesti pätevöitynyt henkilökunta DVS 2212 osa 1:n mukaisesti!
3.2.1 Käyttöönotto

Lue käyttö- ja turvallisuusohjeet huolellisesti läpi ennen puskuhitsauskoneen käyttöön- ottoa!

Älä käytä lämpöelementtiä räjähdysherkissä ympäristöissä ja älä päästä sitä kosketuksiin helposti palavien aineiden kanssa!

Pidä turvallinen etäisyys koneeseen, älä aseta jalkoja tai käsiä sen sisälle. Pidä muut henkilöt poissa työalueesta!

Tarkista hydrauliikkayksikön öljymäärä ennen jokaista käyttökertaa. Öljyn täyttömäärä täytyy olla min. ja max. merkinnän välillä öljytikulla (20). Lisää tarvittaessa HLP 46-tyyppistä hydrauliikkaöljyä!

Kuljeta ja säilytä hydrauliikkayksikkö ainoastaan vaaka-asennossa, jos se on kallellaan öljy vuotaa ulos täyttö- ja mittausaukosta!

Paina hätäkatkaisijaa (18) vaaran uhatessa. Tarkista ennen jokaista käyttöönottoa ettei hätäkatkaisija ole lukittu!
→ Liitä molemmat hydrauliikkaletkut hydrauliikkayksikköön pikaliittimien (14,15) avulla.

Suoja pikaliittimet likaantumiselta. Vuotavia liitoksia täytyy heti vaihtaa!
→ Kytke jyrsintälaitteen verkkopistoke pistorasiaan (13), kuumennuselementin pistokytkimeen (16) ja peruskoneen pistoke pistokytkimeen (22).
→ Kytke hydrauliikkayksikön verkkopistoke (17) tyyppikilven mukaiseen virtalähteeseen. Mikäli aloitusnäyttö ei tule esille, poista hätäkatkaisijan lukitus. Sen jälkeen kuluu äänimerkki ja näytössä (2) palaa yksi piste.
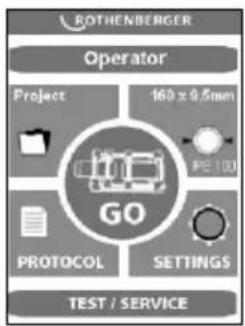
Tarkista ensimmäisen käyttöönoton yhteydessä päivämäärä ja kellonaika. Paina GO-painiketta tehdäksesi sitä. (Katso kohta 3.6) asettaaksesi). Paina EXIT valikon sulkemiseksi.
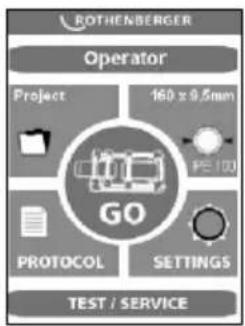

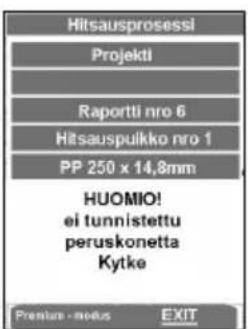
Kun GO-näppäintä on painettu eikä peruskonetta ole kytketty, näytölle tulee seuraava ilmoitus:
„Huomaa! Peruskonetta ei löydy. Ole hyvä ja kytke kone“
Jos virheilmoitus tulee näkyviin vielä peruskoneen kytkemisen jälkeenkin, yhteydessä on vikaa, mutta hitsaaminen ja tietojen kirjaaminen on mahdollista premium-tilassa (katso 3.2.4).
→ Valitse haluttu kieli ensimmäisen käyttöönoton yhteydessä. Tehdasasetus on saksa. Paina muuttaaksesi kielen Settings ja valitse Settings 2 painamalla OK.

Valitse haluttu kieli nuolinäppäimillä ja vahvista painamalla OK. Valittu kieli tallennetaan ensimmäisen hitsauskerran jälkeen.
On mahdollista kytkeä näyttö valmiustilaan. Näytönsäästäjä käynnistyy kun hydraulikka suljetaan painikkeella (6).
→ Kytke hydraulikkayksikkö päälle (Paina painike (6)).
Kun se on kytketty päälle lämpöelementti lämpenee.
Näytössä (9) näytetään ajankohtainen lämpötila. Säätö on aktiivinen kun yksi piste palaa näytössä. Kun asetettu lämpötila saavutetaan molemmat LED:it palaa (actual & set). Kun vielä 10 minuuttia on kulunut lämpöelementti on käyttövalmis. Tarkista lämpötila lämpömittarilla.
Lämpöelementin lämpötilan sovittamiseksi, katso kohta 3.5.

Palovammojen vaara! Lämpöelementin lämpötila voi olla jopa 300° C ja sitä täytyy heti käytön jälkeen asettaa takaisin siihen tarkoitettuun säilytyslaatikkoon!
Painamalla pitempään painiketta (7) lämmitys voidaan kytketä pois päältä, jolloin piste näytössä (9) sammuu. Painamalla vielä kerran lämmitys kytketään taas päälle.
Hydrauliikka ROWELD P500-630B: Tarkista pyörimissuunnat! Valmistuksessa koneet on kytketty pyörimään oikealle. Aja peruskone kiinni tai auki hydrauliikkayksiköllä. Jos kone ei liiku, vaihda sopivalla työkalulla vaiheenkääntimen asetus verkkopistokkeessa! Huomautus: Älä kytke hydrauliikka päälle jos pyörimissuunta on väärä (kone saattaa rikkoontua)!
→ Anna tai valitse hitsaajan nimi „Operator“.


Syöttölomakkeella voidaan valita tallennetut hitsaajat, lisätä uusien hitsaajien nimet tai poistaa olemassa olevia DEL painikkeella ja sen jälkeen syöttää uudestaan. Kaikki syöttölomakkeet vahvistetaan ja tallennetaan ENTER tai OK-painikkeella ja otetaan käyttöön seuraavassa ohjelmavaiheessa. EXIT-painikkeella syöttölomaketta suljetaan ilman tietojen tallennusta.
→ Projektin luominen tai valitseminen.


Syöttölomakkeilla voidaan valita tallennetut projektit sekä nimeä projektit uudelleen. Sulkeminen ja tallennus ENTER-painikkeella.
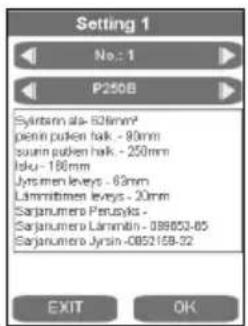
→ Putken valinta.

→ Valitse haluttu putki nuolinäppäimillä ja vahvista painamalla OK.
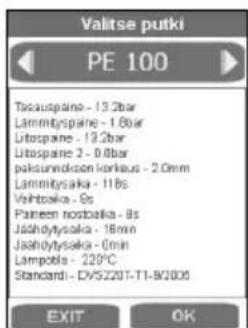

Tässä viimeisessä putkiparametrien katsauksessa putkitietoja näytetään DVS-ohjesäännön mukaisesti. Painamalla OK avautuu ikkuna hitsausosista ja asennustavasta.


Painamalla kyseistä näyttökenttää voidaan suorittaa normeista poikkeavat muutokset ja tallentaa näitä ENTER painikkeella. Kohdassa Normi muuttuu silloin nimi, jota voi myöhemmin myös merkitä kenttään huomautus ennen kuin protokolla printataan ulos PC:llä. Sen jälkeen kuin putkien tiedot on vahvistettu ja tallennettu OK painikkeella, päävalikko tulee esille.
P500-630B: Käytä nostoyksikkö tuotenumerolla 53410 (P500B) tai 53323 (P630B), tai muu sopiva työkalu jyrsinyksikön ja lämpöelementin nostamiseksi.
3.2.2 Valmistelevat toimenpiteet ennen hitsausta
→ Putkille jotka ovat pienempiä kuin koneen suurin hitsausläpimitta täytyy tarvikkeisiin sisältyvillä kuusioruuveilla asentaa pienennysholkki joka sopii sille putkikoolle jota on tarkoitus työstää.
ROWELD P250-355B: jokainen koostuu 6:sta puolikuoresta leveällä ja 2:sta puolikuoresta ka-pealla kiristyspinnalla.
ROWELD P500-630B: läpimittaan 450mm asti jokainen koostuu 6:sta puolikuoresta leveällä ja 2:sta puolikuoresta kapealla kiristyspinnalla, alk. 500mm 8:sta puolikuoresta leveällä kiristyspinnalla.
Huomioi että puolikuoreet kapealla kiristyspinnalla tulisi käyttää molemmissa uloimmissa ja alemmissa peruskiristyselementeissä. Vain silloin kun putki /putkikaari -liitoksia tehdään näitä käytetään vasemmassa peruskiinnityselementissä ylhäällä ja alhaalla.
→ Aseta muoviputket tai putkiosat jota on tarkoitus hitsata kiristimeen (käytä pukkeja jos putki on yli 2,5m pitkä) ja kiristä messinkimutterit ylemmillä kiristystyökaluilla. Putkien epäpyöreyksiä voi tasoittaa kiristämällä tai löysäämällä messinkimuttereita.
→ Putki / putki – liitoksien kohdalla välikappaleet täytyy olla lukittuina molemmissa vasemmanpuoleisissa kiristyselementeissä (toimitustila).
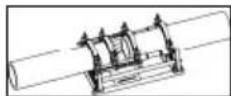

Huomio: Välikappaleita ei missään tapauksessa saa asentaa vinossa asennossa!
Yksittäiset putket pidetään paikallaan kahden kiristyselementin avulla.
→ P250-355B: Putki / sovite – liitoksien kohdalla välikappaleet täytyy olla lukittuna molemmissa kesimäisissä kiristyselementeissä ja lämpöelementin ulosvetolaite täytyy ripustaa vasemmanpuoleisilla kiinnityselementeillä. Kun tiettyjä sovitteita työstetään tietyissä asennoissa, esim. kaarteita vaakasuorassa tai laippoja, lämpöelementin ulosvetolaite on pakko poistaa.
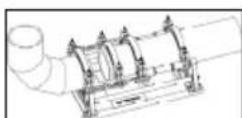
→ P500-630B: Putki / sovite – liitoksien kohdalla välikappaleet täytyy kääntää ja lukita kesimäisessä kiristyselementeissä.

Huomio: Välikappaleita ei missään tapauksessa saa asentaa vinossa asennossa!
→ Putki asetetaan kolmeen kiristyselementtiin ja yksi kiristyselementti pitää sovite paikallaan. Tällöin siirrettävä kiristyselementti voidaan siirtää tangolla sen mukaan miten paljon tilaa tarvitaan kiristäessä ja hitsattaessa.
→ Käynnistä hitsausprosessi painamalla GO.
Tässä viimeisessä katsauksessa voidaan tehdä viimeisiä muutoksia napauttamalla kyseistä alakohtaa, vahvista painamalla GO.
CNC-käytössä ohjaus tapahtuu kosketusnäytöllisen tietokoneen avulla. Kaikki toiminnot kosketusnäytöllisen tietokoneen ulkopuolella, aina virtakatkaisimeen (6) saakka, on estetty.
Hitsausprosessin voi keskeyttää virtakatkaisimella tai EXIT-näppäintä painamalla. Näppäinlukko on tällöin poissa käytöstä, ja näytölle tulee tästä ilmoitus.
Nuolinäppäimillä kone ajaa ylös
EXIT-painikkeella ohjelma palaa tietoja tallentamatta päävalikkoon.
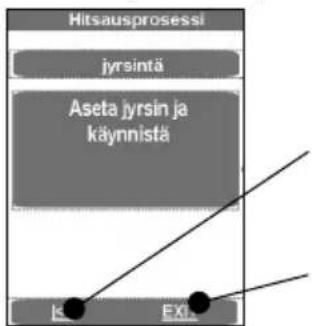
→ Sähkökäyttöisen jyrsinyksikön käyttö hitsattavien työkappaleiden välissä.
→ P250-355B: Kytke jyrsinmoottori päälle ja lukitse kytkin.

P500-630B: arkista pyörimissuunnat! Valmistuksessa koneet on kytketty pyörimään oikealle!
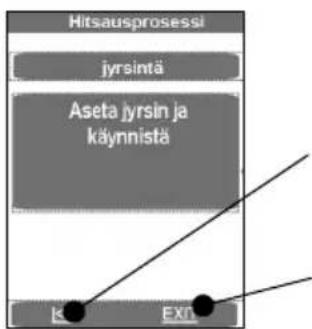
→ Käynnistä jyrsintälaite painamalla tekstikenttää. Jyrsinlevyt täytyy pyöriä leikkaussuuntaan. Vaihda muussa tapauksessa sopivalla työkalulla vaiheenkääntimen asetus verkkopistokkeessa.

Loukkaantumisvaara! Pidä turvallinen etäisyys koneeseen kun jyrsinlaite on käynnissä ja älä kosketa pyöriviä teriä. Käytä jyrsin ainoastaan työasennossa ja aseta se käytön jälkeen takaisin siihen tarkoitettuun säilytyslaatikkoon. Jyrsimen turvallisuusjärjestelmien toimivuus täytyy aina olla varmistettu, jotta tahattomilta käynnistyksiä koneen ulkopuolella ei tapahdu!
→ Kiinnityselimet siirtyvät automaattisesti yhteen. Jyrsintäpainetta voi suurentaa kääntönupista (4). Vakiona 20 baari on mahdollista, mutta jyrsimen paine voi nostaa jopa 50 baariin, katso kohta 3.5.

Liian korkea jyrsinpaine saattaa aiheuttaa jyrsimen käyttömoottorin ylikuumentumisen ja vaurioitumisen. Jos jyrsin ylikuormittuu tai sen moottori pysähtyy, aja kone auki ja aseta paine pienemmälle (katso kohta 3.5)!
→ Kun jyrsimestä tulee jatkuvasti kutterinlastua, jonka paksuus on <= 0,2 mm, paina tekstikenttää, jolloin jyrsintälaite kytkeytyy pois päältä ja kiinnityselimet nousevat ylös.
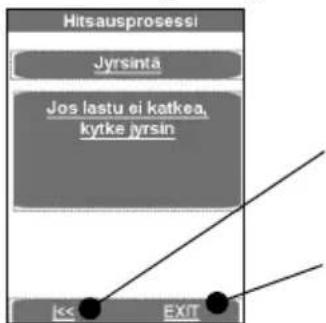
Nuolinäppäimillä ohjelma siirtyy takaisin "Aseta jyrsin.."
EXIT-painikkeella ohjelma palaa tietoja tallentamatta päävalikkoon
→ Odota kunnes jyrsinlevyt ovat pysähtyneet. Poista jyrsinyksikkö peruskoneesta ja aseta se säilytyslaatikkoon.

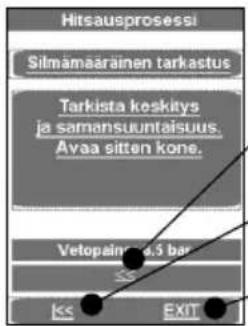
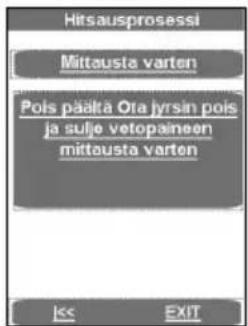
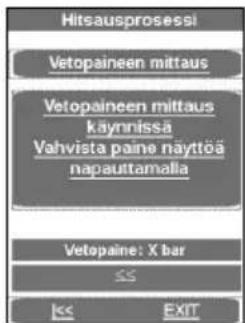
→ Paina tekstikenttää, jolloin työkappaleet siirtyvät yhteen ja hinauspaine mitataan.
Mitattu päästöpaine lisätään automaattisesti sulatus-, jälkilämmitys- ja hitsauspaineeseen.

Pidä turvallinen etäisyys koneeseen, älä aseta jalkoja tai käsiä sen sisälle. Pidä muut henkilöt poissa työalueesta!
Nuolinäppäimillä ohjelma palaa takaisin "Vetopaineen mittaus"
Nuolinäppäimillä ohjelma siirtyy takaisin "Aseta jyrsin..."
EXIT-painikkeella ohjelma palaa tietoja tallentamatta päävalikkoon
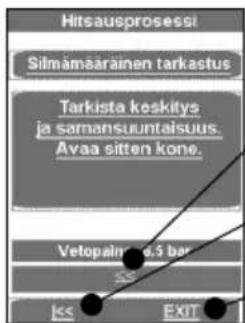
→ Tarkista, että putket ovat tukevasti kiinni kiinnityselimissä ja että hitsauspinnat kulkevat ta- saisesti ja samansuuntaisesti pitkittäin.
Jos näin ei ole, jyrsintä täytyy suorittaa vielä kerran. Akselinsuuntainen siirtymä työkappalepäissä ei saa (DVS:n mukaan) ylittää 10 % putkiseinän paksuudesta ja suurin sallittu ero suorien pintojen välillä on:
≤355mm=0,5mm,400...<630mm=1,0mm,630...<800mm=1,3mm.
Poista mahdolliset lastut putkesta puhtaalla työkalulla (esim. pensseli).

Ota huomioon! Pinnat jotka on jyrsitty ja valmisteltu hitsausta varteen ei saa koskettaa käsillä ja niissä ei saa olla minkäänlaisia epäpuhtauksia!
3.2.3 Hitsausprosessi

Puristumisvaara! Pidä aina turvallinen etäisyys koneeseen kun kiristystyökalut ja putket ajetaan yhteen. Älä ikinä seiso koneen päällä!

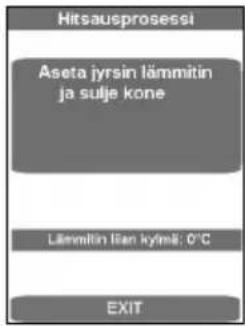
Maskissa näytetään lämmityslevyn lämpötila.
Näyttöpalkki näkyy sinisenä kun lämpötila on liian alhainen, punaisena kun se on liian korkea ja kun se on oikean alueen sisällä se on vihreä. Koneen ajo on mahdollista vain vihreällä kohdealueella.
→ SA-lämpöelementti: Aseta lämpöelementti työkappaleiden väliin peruskoneessa ja pidä huoli siitä, että lämpöelementin kiinnikkeet sijaitsevat ulosvetolaitteen lovissa.
→ VA-lämpöelementti: Aseta lämmityselementti peruskoneen molempiin vastaanottimiin ja käännä lämmityslevy putkien väliin.
→ Aja kone kokoon painamalla tekstikenttää, tasauspaineen asetus ja ylläpito tapahtuvat automaattisesti.
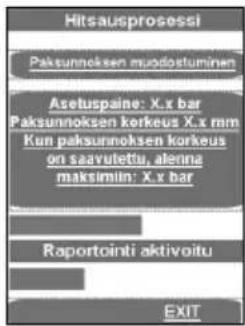
Nyt kaikki hitsausparametrit tallennetaan ja protokollointi aktivoidaan.
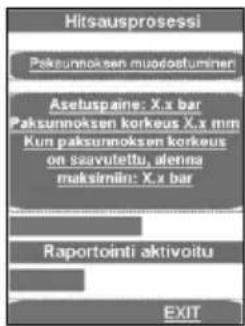
Ylempi palkki osoittaa, onko paine oikealla alueella (vihreä), sallitulla toleranssialueella (keltainen) vai toleranssin ulkopuolella (punainen). Tosiasiallinen paine näytetään näytössä (2).
Kun tarvittava laipoituskorkeus on saavutettu tasaisesti molempien putkien koko ympärysmitalta, paine laskee automaattisesti ja lämmitysprosessi käynnistyy.
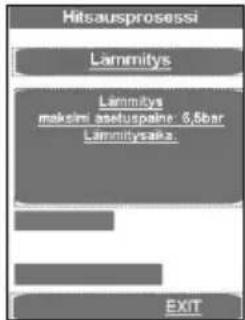
→ Aseta paine siten, että työkappaleen päät vielä koskettavat lämpöelementtiä tasaisesti, mutta lähes ilman painetta.
Juuri ennen jälkilämmitysajan loppua kuuluu äänisignaali.
→ Kuumennusjakson päätyttyä työkappaleet siirtyvät automaattisesti erilleen, SA-kuumennuselementti on poistettava tai VA-kuumennuselementti kääntyy automaattisesti si-vuun ja työkappaleiden päät siirtyvät yhteen.

Painetta nostetaan lineaarisesti tarvittavaan hitsauspaineeseen.

Kun hitsauspaine on saavutettu ohjelma siirtyy automaattisesti hitsausprosessiin ja ajastin t4 käynnistyy.

Ylempi palkki osoittaa, onko paine oikealla alueella (vihreä), sallitulla toleranssialueella (keltainen) vai toleranssin ulkopuolella (punainen). Alempi näyttää ajan kulku. Tosiasiallinen paine näytetään näytössä (2) ja jäljellä oleva hitsausaika t4, näytössä (9).
Paineen valvonta ja säätely tapahtuu automaattisesti. Tarkista hydraulikkajärjestelmä mikäli lisää painetta joudutaan pumppaamaan liian usein (korkea paineen menetys).
→ Aseta lämpöelementti takaisin säilytyslaatikkoon
→ Kun jäähdytysaika on päättynyt, hitsausprosessi lopetetaan ja tallennetaan. Kuuluu merkkiääni ja paine lasketaan pois automaattisesti.

→ Sulje hitsaus-valikko napauttamalla OK.
→ Laske paine kokonaan pois näppäimellä (3).
→ Irrota hitsatut työkappaleet ja poista niitä.
→ Aja peruskone erillään. Kone on valmis seuraava hitsausjaksoa varteen.
Protokollan siirto:

Valikkokohdassa Protokolla näitä voidaan, mikäli USB-tikku on liitetty, tallentaa painamalla OK. Ikkuna sulkeutuu sen jälkeen automaattisesti.
Tätä lokitiedostoa voi muokata tietokoneella ja ROTHENBERGER Dataline 2 -ohjelmalla. Kaikki tarvittavat hitsausparametrit ovat otettavissa mukana tulevista hitsaustaulukoista.
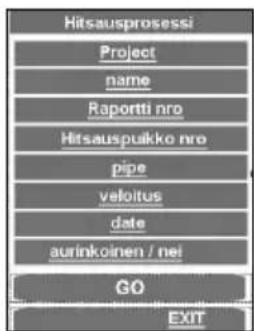
3.2.4 Hitsaus Premium-tilassa
→ Paina Premium-tilan painiketta.

→ Anna ympäristön lämpötila ja vahvista enterillä. Jos et antanut lämpötilaa oikein, näytetään:

Nuolinäppäimillä kone ajaa ylös
EXIT-painikkeella ohjelma palaa tietoja tallentamatta päävalikkoon.
→ Sähkökäyttöisen jyrsinyksikön käyttö hitsattavien työkappaleiden välissä.
→ P250-355B: Kytke jyrsinmoottori päälle ja lukitse kytkin.

P500-630B: arkista pyörimissuunnat! Valmistuksessa koneet on kytketty pyörimään oikealle!
→ Paina jyrsinyksikön päälle kytkemiseksi painikkeet (10) ja(5) hydrauliikkayksiköllä. Jyrsinlevyt täytyy pyöriä leikkaussuuntaan. Vaihda muussa tapauksessa sopivalla työkalulla vaiheenkääntimen asetus verkkopistokkeessa.

Loukkaantumisvaara! Pidä turvallinen etäisyys koneeseen kun jyrsinlaite on käynnissä ja älä kosketa pyöriviä teriä. Käytä jyrsin ainoastaan työasennossa ja aseta se käytön jälkeen takaisin siihen tarkoitettuun säilytyslaatikkoon. Jyrsimen turvallisuusjärjestelmien toimivuus täytyy aina olla varmistettu, jotta tahattomilta käynnistyksiä koneen ulkopuolella ei tapahdu!
→ Kiristyselementtien yhteen ajaminen (Paina painikkeet 10 + 11). Aseta jyrsimen paine säätimellä (4) . Vakiona 20 baari on mahdollista, mutta jyrsimen paine voi nostaa jopa 40 baa- riin, katso kohta 3.5.

Liian korkea jyrsinpaine saattaa aiheuttaa jyrsimen käyttömoottorin ylikuumentumisen ja vaurioitumisen. Jos jyrsin ylikuormittuu tai sen moottori pysähtyy, aja kone auki ja aseta paine pienemmälle (katso kohta 3.5)!
→ Kun jyrsinlastut tulevat tauotta jyrsijästä ja niiden paksuus on <= 0,2mm, paina Jyrsintä-painiketta (5) ja avaa kirstyselementit (paina painikkeet 10 + 8).

Nuolinäppäimillä ohjelma siirtyy takaisin "Aseta jyrsin.."
EXIT-painikkeella ohjelma palaa tietoja tallentamatta päävalikkoon
→ Odota kunnes jyrsinlevyt ovat pysähtyneet. Poista jyrsinyksikkö peruskoneesta ja aseta se säilytyslaatikkoon.
→ Aja työkappaleet yhteen pienellä paineella (paina painikkeet 10 + 11) ja aseta päästöpaine säätimellä (4).
→ Paina näyttöä kun koneen nopeus hiljenee. Mitattu päästöpaine lisätään automaattisesti sulatus-, jälkilämmitys- ja hitsauspaineeseen.
→ Aja kirstyselementit yhteen, säädä sopiva paine putken mukaan ja tarkista että työkappaleet ovat tiukasti kiinni kiristystyökaluissa.

Pidä turvallinen etäisyys koneeseen, älä aseta jalkoja tai käsiä sen sisälle. Pidä muut henkilöt poissa työalueesta!
Nuolinäppäimillä ohjelma palaa takaisin "Vetopaineen mittaus"
Nuolinäppäimillä ohjelma siirtyy takaisin "Aseta jyrsin..."
EXIT-painikkeella ohjelma palaa tietoja tallentamatta päävalikkoon
→ Tarkista että hitsauspinnat ovat suoria, yhdensuuntaisia ja akselisuunnassa ilman siirtymää. Jos näin ei ole, jyrsintä täytyy suorittaa vielä kerran. Akselinsuuntainen siirtymä työkappalepäissä ei saa (DVS:n mukaan) ylittää 10 % putkiseinän paksuudesta ja suurin sallittu ero suorien pintojen välillä on:
Poista mahdolliset lastut putkesta puhtaalla työkalulla (esim. pensseli).

Ota huomioon! Pinnat jotka on jyrsitty ja valmisteltu hitsausta varteen ei saa koskettaa käsillä ja niissä ei saa olla minkäänlaisia epäpuhtauksia!
Hitsausprosessi Premium-tilassa:

Puristumisvaara! Pidä aina turvallinen etäisyys koneeseen kun kirstystyökalut ja putket ajetaan yhteen. Älä ikinä seiso koneen päällä!
Maskissa näytetään lämmityslevyn lämpötila.
Näyttöpalkki näkyy sinisenä kun lämpötila on liian alhainen, punaisena kun se on liian korkea ja kun se on oikean alueen sisällä se on vihreä.
→ Aseta lämpöelementti työkappaleiden väliin peruskoneessa ja pidä huoli siitä, että lämpöelementin kiinnikkeet sijaitsevat ulosvetolaitteen lovissa.
→ Aja kone yhteen, sulatuspaine asetetaan automaattisesti ja pidetään.
Nyt kaikki hitsausparametrit tallennetaan ja protokollointi aktivoidaan.
Jos hitsaaminen keskeytetään komennolla EXIT, näytetään ilmoitus „Käyttäjä keskeytti toiminnon“, paine lasketaan pois ja hitsausparametrit tallennetaan. Kuittaa ilmoitus napauttamalla OK. Ohjelma siirtyy päävalikkoon.
Ylempi palkki osoittaa, onko paine oikealla alueella (vihreä), sallitulla toleranssialueella (keltainen) vai toleranssin ulkopuolella (punainen). Tosiasiallinen paine näytetään näytössä (2).
→ Laske paine pois automatiikka-näppäimellä (1), kun tarvittava paksunnoskorkeus on saavutettu tasaisesti koko putken ympäryksellä. Lämmitysaika t1 alkaa.

→ Aseta paine siten, että työkappaleen päät vielä koskettavat lämpöelementtiä tasaisesti, mutta lähes ilman painetta.
Juuri ennen jälkilämmitysajan loppua kuuluu äänisignaali.
→ Aja työkappaleet toisistaan kun jälkilämmitysaika on ohi, poista lämpöelementti ja aja työkappaleiden päädyt yhteen.

→ Pysäytä työkappaleiden liike vähän ennen (n. 1 cm) kuin niiden päät koskettavat toisiaan vapauttamalla näppäin. Paina näppäintä sitten heti uudelleen. Painetta nostetaan lineaarisesti tarvittavaan hitsauspaineeseen.

Kun hitsauspaine on saavutettu ohjelma siirtyy automaattisesti hitsausprosessiin ja ajastin t4 käynnistyy.

Ylempi palkki osoittaa, onko paine oikealla alueella (vihreä), sallitulla toleranssialueella (keltainen) vai toleranssin ulkopuolella (punainen). Alempi näyttää ajan kulku. Tosiasiallinen paine näytetään näytössä (2) ja jäljellä oleva hitsausaika t4, näytössä (9).
! Huomio: Pidä painikkeet vapautus (10) ja kone kiinni (11) painettuina niin kauan että hitsauspaine on saavutettu, sen jälkeen hydrauliikka suljetaan ja painikkeista voi päästä irti!
→ Jolloin painetta tarkkaillaan ja säädetään tarvittaessa. Tarkista hydraulikkajärjestelmä mikäli lisää painetta joudutaan pumppaamaan liian usein (korkea paineen menetys).
→ Aseta lämpöelementti takaisin säilytyslaatikkoon
→ Kun jäähdytysaika on päättynyt, hitsausprosessi lopetetaan ja tallennetaan. Kuuluu merkkiääni ja paine lasketaan pois automaattisesti.

→ Sulje hitsaus-valikko napauttamalla OK.
→ Laske paine kokonaan pois näppäimellä (3).
→ Irrota hitsatut työkappaleet ja poista niitä.
→ Aja peruskone erillään. Kone on valmis seuraava hitsausjaksoa varteen.
Protokollan siirto:

Valikkokohdassa Protokolla näitä voidaan, mikäli USB-tikku on liitetty, tallentaa painamalla OK. Ikkuna sulkeutuu sen jälkeen automaattisesti.
Tätä lokitiedostoa voi muokata tietokoneella ja ROTHENBERGER Dataline 2 -ohjelmalla. Kaikki tarvittavat hitsausparametrit ovat otettavissa mukana tulevista hitsaustaulukoista.
3.2.5 Käytöstä poistaminen
→ Sulje hydrauliikkayksikkö painikkeella (6).

Anna lämpöelementin jäähtyä tai säilytä se sellaisessa paikassa, että sen lähellä olevat aineet ei voi syttyä palamaan!
→ Vedä jyrsinyksikön, lämpöelementin ja hydraulikkayksikön pistokkeet pistorasioista ja kelaa kaapelit kokoon.

Kuljeta ja säilytä hydraulikkayksikkö ainoastaan vaaka-asennossa, jos se on kallellaan öljy vuotaa ulos täyttö- ja mittausaukosta!
→ Kytke hydrauliikkaletkut irti ja kelaa rullalle.

Huomio! Suojaa liittimet lialta!
3.3 Yleiset edellytykset
Koska sää- ja ympäristötekijät vaikuttavat hitsausprosessiin merkittävällä tavalla, DVS 2207 ohjesäännöt osa 1, 11 ja 15 on ehdottomasti noudatettavaa. Saksan ulkopuolella vastaavat kansalliset määräykset ovat voimassa.
Hitsaustyöt täytyy koko ajan valvoa huolellisesti!
3.4 Tärkeitä informaatioita hitsausparametreista
Kaikki tarvittavat hitsausparametrit löytää DVS 2207 - ohjesäännöistä osa 1, 11 ja 15. Saksan ulkopuolella vastaavat kansalliset määräykset ovat voimassa.
Hankinta: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 - 0
Sähköposti: media@dvs-hg.de Internet: www.dvs-media.info
Yksittäistapauksissa täytyy ehdottomasti hankkia putkivalmistajan materiaalikohtaiset työstöparametrit.
Arvot liitetyissä hitsaustaulukoissa ovat viitearvoja joista ROTHENBERGER ei ota vastuuta!
Hitsaustaulukossa annetut sulatus - ja hitsauspainen arvot lasketaan seuraavan kaavan mukaisesti:
Hitsauspaine P [bar] = Hitsauspinta A [mm^2] x Hitsauskerroin SF [N / mm^2]
Parametrien asetus oikeutuksilla „Hitsaaja“:
→ Paina säädintä (4) pitkään (noin 3 s), kunnes P001 ylemmässä näytössä (2) vilkkuu.
→ Valitse säätimellä (4) haluttu parametri P001 - P009. Jos tätä arvoa pitäisi näyttää tai muuttaa, paina säädintä (4) lyhyesti, jolloin arvo (default) vilkkuu alemmassa näytössä (9).
→ Aseta arvo säätimellä (4) ja paina säädintä (4) vielä kerran lyhyesti, jonka jälkeen parametri taas vilkkuu ylemmässä näytössä (2).
→ Paina vapautuspainiketta (10) valikon lopettamiseksi, jolloin arvot myös tallennetaan.
Parametrien asetus oikeutuksilla „Työnjohtaja“:
→ Paina säädintä (4) pitempään (noin 6 s), jolloin ensin parametri P001 vilkkuu ylemmässä näytössä (2), sitten „CodE“ ja alemmassa näytössä (9) ensimmäisen kohdan viiva vilkkuu.
→ Syötä Code säätimellä (4) ja paina sen jälkeen lyhyesti säädintä (4) (Code = 8001 – ensimmäisellä käytönotolla, parametrilla P100 tämä Code voi muuttaa halutulla tavalla).
→ Valitse säätimellä (4) haluttu parametri P101 - P114. Jos tätä arvoa pitäisi näyttää tai muuttaa, paina säädintä (4) lyhyesti, jolloin arvo (default) vilkkuu alemmassa näytössä (9).
→ Aseta arvo säätimellä (4) ja paina säädintä (4) vielä kerran lyhyesti, jonka jälkeen parametri taas vilkkuu ylemmässä näytössä (2).
→ Paina vapautuspainiketta (10) valikon lopettamiseksi, jolloin arvot myös tallennetaan.
| Parametrinnimi | Nimitys | default | Yksikkö | |||
| P001 | Energiansäästötoiminto aika | jäljellä 99 | min | 0 | 99 | Hitsaaja |
| P002* | Tehonsäästötoiminto aktiivinen | 0 | 0 | 3 | Hitsaaja | |
| P003 | Offset lämpölevyn lämpötila | 5 | °C | -25 | 25 | Hitsaaja |
| P004 | Pmax jyrsittäessä | 20 | bar | 10 | 50 | Hitsaaja |
| P005 | Tavoitepaine | 1/10bar | Hitsaaja | |||
| P006 | Tavoitelämpötila | 210 | °C | P103 | P104 | Hitsaaja |
| P007 | Ajastin T1 asetusarvo | 45 | sek | 1 | 1500 | Hitsaaja |
| P008 | Ajastin T4 asetusarvo | 6 | min | 1 | 99 | Hitsaaja |
| P009 | Pstart jyrsittäessä | 10 | bar | 0 | P004 | Hitsaaja |
| P101 | Poikkeama jälkipumppaukseen | 5 | % | 1 | 50 | Työnjohtaja |
| P102 | Aukiajoaika jyrsinnän jälkeen | 10 | 1/10sek | 0 | 100 | Työnjohtaja |
| P103 | Asetuslämpötila (min) | 160 | °C | 0 | 300 | Työnjohtaja |
| P104 | Asetuslämpötila (max) | 270 | °C | 0 | 300 | Työnjohtaja |
| P105 | Painikkeiden lukitus (kyllä/ei) | 5 | sek | 0 | 50 | Työnjohtaja |
| P106 | Aukiajon paine | 135 | 10 | 160 | Työnjohtaja | |
| P107 | Aika ennen äänimerkin antamista | 50 | 1/10sek | 0 | 200 | Työnjohtaja |
| P100 | Muuta Code | 8001 | Työnjohtaja |
* P002 - Energiansäästötoiminto:
0 - ei mitään,
1 - kun jyrsin on käynnissä, lämpövastus kytketään pois päältä, (Tehdasasetus)
2 - kun hydraulimoottori on käynnissä, lämpövastus kytketään pois päältä,
3 - kun t4 on käynnissä, lämpövastus kytketään pois päältä.
3.6 Ajan ja päivämäärän asetus

→ Sulje ohjelma napauttamalla vasenta yläkulmaa.
→ Paina Start, Setting ja sen jälkeen Control Panel.
Käynnistyspalkki on piilotettu ja sitä voidaan tuoda esille painamalla vasenta alakulmaa.
→ Napauta Date/Time.
→ Avaa syöttökenttä koskettamalla ja siirtämällä Date/Time palkkia. Valitse sinulle oikea aikavyöhyke tai anna kel- lonaika Current Time.
Huomio! Ota AM / PM huomioon! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
→ Vahvista painamalla „Apply“ ja „OK“. Sulje Controlpanel painamalla X.

→ Syötä esiin tulevalle näppäimistölle reboot ja paina „OK“, jonka jälkeen PC käynnistyy uudelleen
![Type the name of a program, folder, or document, and Windows will open it for v reboot OK Cancel Brow Funliver 1 2 3 4 5 6 7 8 9 0 - = + a q w e r t y u i o p [ ] p a s d f g h j k l ; * ft z x c v n m , . / ← áü : \](/content/2026/04/733840/images/95d609308ad8c74c077cb71e74e262e279760daffa12834ec9796af1d6f0ac71.jpg)
3.7 Konfigurointien luominen ja valitseminen
Paina painiketta SETTINGS luodaksesi tai valitaksesi koneelle konfiguroinnin.

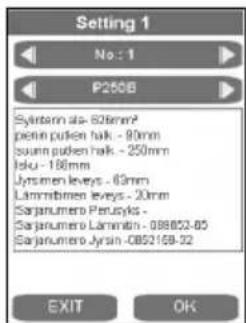
Nuolinäppäimillä haluttu koneen konfigurointi voidaan valita.
Luodaksesi uuden konfiguroinnin, käynnistä nuolinäppäimellä oikealle seuraava numero,esim. 2.


Kun kyseistä näyttökenttää painetaan ilmestyy syöttölomake. Tietoja voi poistaa painamalla DEL ja sen jälkeen syöttää uusia. Nämä tiedot siirtyvät myöhemmin myös protokollaan.
3.8 Vikailmoituksia
Yleistä:
| Vikailmoitus | Häiriön |
| Jyrsimisen jälkeen mitattaessa vetopainetta peruskone liikkuu auki eikä yhteen, tai ei liiku ollenkaan | 1) Avaa ikkuna „TEST/SERVICE“, tarkas-ta „Position“ - on oltava < 10.2) Säädä liikemittausjärjestelmän paikka ohjelmalla „Ensimmäinen käyttöönotto“ |
Lämmitysvastus ei kuumene Tarkasta generaattorin teho
Touch-PC ja protokolla:
| Vikailmoitus | Nimitys | Häiriön | poistaminen |
| Code 1 Sulatuspaine | liian suuri Testaa hydrauliikka | ilman peruskonetta,nosta paine 100 baariin, vertaa ohjearvoa oloarvoon, eron on oltava alle 5 baaria | |
| Code 2 Sulatuspaine | liian pieni | ||
| Code 4 Jälkilämmityspaine liian suuri | |||
| Code 8 Jälkilämmityspaine liian pieni | |||
| Code 16 Jälkilämmitysaika liian pitkä | |||
| Code 32 Jälkilämmitysaika liian lyhyt | |||
| Code 64 Vaihtoaika liian lyhyt | |||
| Code 128 Paineennostoaika liian pitkä | |||
| Code 256 Hitsauspaine liian korkea | |||
| Code 512 Hitsauspaine liian pieni | |||
| Code 1024 Hitsausaika liian lyhyt | |||
| Code 2048 Lämmitysvastuksen lämpötilaliian pieni | 1) Vertaa lämmitysvastuksen lämpötilaan näytön arvoon2) Aseta parametrin P002 arvoksi „0“3) Suojaa lämpölevy kovalta tuulelta | ||
| Code 4096 Käyttäjä keskeytti toiminnon | |||
| Code 8192 Ympäristön lämpötilaa ei mitattu | |||
| Code 16384 Liitosliike vääärä | |||
| Code 32768 Lämmitysvastusta ei poistettu | |||
| Code 65536 Toinen jäähdytysaika ei pidetty | |||
| Code 131072 Lämmitysvastuksen lämpötilaliian suuri | Vertaa lämmitysvastuksen lämpötilaan näytön arvoon | ||
| Error Dataline 2.0exe | Avaa tiedosto „default“ keske | lle näyttöä1) Sulje „GO“2) Kaksoisnapsauta „default“3) Käynnistä kone uudelleen | |
Ohjaus:
| Vikailmoitus | Nimitys | Häirjön poistaminen |
| SER | Huoltopäivämäärä saavutettu, huoltoa pitää suoritta | |
| ERR1 | Absoluuttinen paine ei saavuteta | Tarkista öljytaso, tarkista paineanturi, venttiili viallinen, moottori viallinen |
| PE-2 | Paineanturi -24V virheellinen | Vaihda paineanturi |
| ERR5 | Öljyn lämpötila 70°C – Seis! | Odota kunnes öljyn lämpötila on alle 50°C |
| HE-1 | Lämpöelementti ei ole liitetty, anturikatkos | Vaihda anturi |
| HE-0 | Lämpöelementti liian kuuma | Mittaa lämpötila, takista säädöt, vaihda anturi |
| HE-2 | Lämpöelementti liian kylmä | Mittaa lämpötila, takista säädöt, vaihda anturi |
4 Hoito ja huolto
Koneen toimivuuden säilyttämiseksi täytyy huomioida seuraavat seikat:
- Ohjauskiskot on pidettävä puhtaina. Jos niiden pinta on vahingoittunut ohjauskiskoja täytyy vaihtaa, koska tämä mahdollisesi voi johtaa paineen vähenemiseen.
- Virheettömän hitsausjäljen saavuttamiseksi, lämpöelementtiä täytyy ehdottomasti pitää puhtaana. Jos pinnassa on vaurioita, täytyy uusia lämpöelementin pinnoitus tai vaihtaa sitä uuteen. Materiaalijäämiä lämpöpeilillä huonontavat tarttumattomuusominaisuudet ja niitä pitäisi poistaa kuiduttomalla paperilla ja pesuainetta yhdellä Etanolipitoisuus >99,8 % (DVS 2207:n mukaan) (kun lämpöelementti on kylmä).
- Hydrauliikkaöljy (HLP – 46, Art. Nr.: 53649) täytyy vaihtaa 12 kuukauden välein.
- Toimintahäiriöiden välttämiseksi täytyy säännöllisesti tarkistaa että hydrauliikkayksikkö on tiivis, että sen ruuvikiinnitykset ovat kunnolla kiinni ja että sähkökaapeli on kunnossa.
- Hydrauliset pikaliittimet hydrauliikkayksiköllä ja letkuilla täytyy suojata lialta. Jos ne likaan-tuva liittimiä täytyy puhdistaa ennen liittämistä.
- Jyrsinyksikkö on varustettu kahdella molemmanpuoleisesti teroitetuilla veitsillä. Jos leikkau-steho vähenee veitset voi kääntää tai vaihtaa uusiin.
- Täytyy aina pitää huolen siitä, että työstettävät putket tai työkappaleiden päädyt, varsinkin niiden päätypinnat ovat puhtaita, koska veitsien käyttöaika vähenee muussa tapauksessa.

DVS 2208 -ohjeen mukaisesti valmistaja tai valmistajan valtuuttama huoltoliike täytyy suorittaa vuotuinen hitsauslaitteen tarkistus. Jos koneen kuormitus on keskimääräistä suurempi, tarkistusvälejä tulisi lyhentää!
5 Lisävarusteet
Sopivat lisävarusteet löydät pääluettelosta tai osoitteesta www.rothenberger.com
6 Asiakaspalvelu
ROTHENBERGER-asiakaspalvelu palvelee teitä eri toimipaikoissa (katso tiedot katalogista tai internetistä) ja samoja yhteystietoja käyttäen käytettävissänne on myös vara-osia- sekä huoltopalvelu. Voitte tilata lisävarusteita ja varaosia paikalliselta jälleenmyyjältä tai RO SERVICE+ online: 📞 + 49 (0) 61 95/ 800 8200 📄 + 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Kierrätys
Koneessa on osia, jotka voidaan toimittaa uusiokäyttöön. Tätä varten on hyväksynnän ja sertifikaatin saaneita kierrätysyrityksiä. Uusiokäyttöön soveltumattomien osien (esim. elektroniikkaromu) ympäristöystävällisistä jätehuoltomahdollisuuksista saat tietoa paikallisilta jätehuoltoviranomaisilta.

Älä heitä sähkötyökaluja tai akkuja/paristoja talousjätteisiin!
Koskee vain EU-maita: Sähkö- ja elektroniikkaromua koskevan EU-direktiivin 2012/19/EU ja sen kansalliseen lainsäädäntöön saattamisen mukaan käyttökelvottomat sähkötyökalut sekä EU-direktiivin 2006/66/EY mukaan vialliset tai loppuun käytetyt akut/paristot on kerättävä erikseen ja toimitettava ympäristöystävälliseen kierrätykseen.


- DEKLARACJA ZGODNOŚCI EU
- Tekniset tiedot.... 221
- Laitteen toiminta....222
- Hoito ja huolto 240
- Lisävarusteet 240
- Asiakaspalvelu 240
- Kierrätys 240
- Dokumentissa käytetyt merkinnät:
- Turvallisuus
- Määräystenmukainen käyttö
- Sähkötyökalujen yleiset turvallisuusohjeet
- Tekniset tiedot
- Peruskone CNC SA/VA:
- Jyrsinyksikkö:
- Lämpöelementti CNC SA/VA:
- Säilytyslaatikko CNC SA/VA:
- Hydraulikkayksikkö:
- Kokonaislaitteisto:
- Kuljetuslaatikon mitat:
- Laitteen toiminta
- Laitekuvaus
- Peruskone (A)
- Hydrauliikkayksikkö (B)
- Käyttöohje
- Käyttöönotto
- Valmistelevat toimenpiteet ennen hitsausta
- Hitsausprosessi
- Protokollan siirto:
- Hitsaus Premium-tilassa
- Hitsausprosessi Premium-tilassa:
- Käytöstä poistaminen
- Yleiset edellytykset
- Tärkeitä informaatioita hitsausparametreista
- Parametrien asetus oikeutuksilla „Hitsaaja“:
- Parametrien asetus oikeutuksilla „Työnjohtaja“:
- Ajan ja päivämäärän asetus
- Konfigurointien luominen ja valitseminen
- Vikailmoituksia
- Hoito ja huolto
- Lisävarusteet
- Asiakaspalvelu
- Kierrätys
Merkki : ROTHENBERGER
Malli : ROWELD P500B Premium CNC SA
Kategoria : Teollisuuskone