
ROWELD P500B Premium CNC SA - Industriële machine ROTHENBERGER - Gratis gebruiksaanwijzing en handleiding
Vind de handleiding van het apparaat gratis ROWELD P500B Premium CNC SA ROTHENBERGER in PDF-formaat.

| Producttype | Stomplasmachine voor kunststofbuizen |
| Merk | Rothenberger |
| Model | ROWELD P500B Premium CNC SA |
| Lasbereik buizen | 200 - 500 mm diameter |
| Max. cilinderslag | 200 mm |
| Totale cilinderoppervlakte | 14,13 cm² |
| Afmetingen basismachine (L x B x H) | 1300 x 900 x 800 mm |
| Gewicht basismachine (max.) | 238,5 kg (met inzetstukken sets) |
| Elektrische voeding frees | 400 V driefasig, 50/60 Hz, 1,75 A |
| Vermogen frees | 1210 W opgenomen / 750 W nuttig |
| Motortoerental frees | 140 min⁻¹ |
| Voeding verwarmingselement | 400 V driefasig, 4000 W |
| Diameter verwarmingselement | 540 mm |
| Voeding hydraulische eenheid | 400 V driefasig, 50/60 Hz, 2,75 A |
| Vermogen hydraulische eenheid | 1905 W opgenomen / 1100 W nuttig |
| Max. hydraulische druk | 135 bar |
| Capaciteit oliereservoir | 3,8 L |
| Aanbevolen hydraulische olie | HLP 46 (ref. 53649) |
| Totaalgewicht complete installatie | Ongeveer 350 kg (schatting) |
| Afmetingen transportkist | 2240 x 1300 x 1500 mm |
| Belangrijkste functies | Stomplassen met CNC-besturing, parameterregistratie, USB-overdracht van protocollen, Premium-modus |
| Onderhoud | Reinig geleidestangen, olie elke 12 maanden vervangen, dichtheid controleren |
| Veiligheid | Noodstop, thermische beveiliging, veiligheidsschakelaars op frees |
| Onderdelen | Beschikbaar via klantenservice Rothenberger (inzetstukken sets, freesbladen, enz.) |
Veelgestelde vragen - ROWELD P500B Premium CNC SA ROTHENBERGER
Gebruikersvragen over ROWELD P500B Premium CNC SA ROTHENBERGER
0 vraag over dit apparaat. Beantwoord die u kent of stel uw eigen vraag.
Stel een nieuwe vraag over dit apparaat
Download de handleiding voor uw Industriële machine in PDF-formaat gratis! Vind uw handleiding ROWELD P500B Premium CNC SA - ROTHENBERGER en neem uw elektronisch apparaat weer in handen. Op deze pagina staan alle documenten die nodig zijn voor het gebruik van uw apparaat. ROWELD P500B Premium CNC SA van het merk ROTHENBERGER.
GEBRUIKSAANWIJZING ROWELD P500B Premium CNC SA ROTHENBERGER
NL Gebruiksaanwijzing
Wij verklaren in eigen verantwoordelijkheid dat dit product overeenstemt met de van toepassing zijnde normen en richtlijnen.
Inhoudsopgave Pagina
1 Aanwijzingen betreffende de veiligheid.... 101
1.1 Doelmating gebruik.... 101
1.2 Algemene veiligheidswaarschuwingen voor elektrische gereedschappen.... 101
3 Werking van de machine 104
3.1 Toestelbeschrijving 104
3.1.1 Basismachine (A).... 104
3.1.2 Hydraulisch aggregaat (B).... 104
3.2 Gebruiksaamwijzing....105
3.2.1 In gebruik nemen 105
3.2.2 Voorbereidende maatregelen voor de lasbewerking 108
3.2.3 Lasbewerking.... 111
3.2.4 Lassen in de Premium-modus 113
3.2.5 Buitenbedrijfstelling.... 117
3.3 Algemene vereisten....117
3.4 Belangrijke instructies bij de lasparameters 117
3.5 Parameters instellen 118
3.6 Instellen van datum en tijd 119
3.7 Machineconfiguratie aanmaken, kiezen 120
3.8 Foutmeldingen 121
4 Instandhouding en onderhoud 122
5 Toebehoren.... 123
6 Klantenservice.... 123
7 Afvalverwijdering 123
Gebruikte symbolen en tekens in dit document:

Gevaar!
Dit symbool waarschuwt voor lichamelijk letsel.

Let op!
Dit teken waarschuwt voor materiële schade en schade aan het milieu.

Verzoek te handelen
De ROWELD P250-630B Premium CNC zijn voor de productie van lasverbindingen PE - PP - PVDF buizen en gebruikt volgens de technische gegevens. Voor schade door oneigenlijk gebruik is alleen de gebruiker aansprakelijk.
1.2 Algemene veiligheidswaarschuwingen voor elektrische gereedschappen

WAARSCHUWING! Lees alle veiligheidswaarschuwingen, aanwijzingen, afbeeldingen en specificaties die bij dit elektrische gereedschap worden geleverd.
Als de hieronder vermelde aanwijzingen niet worden opgevolgd, kan dit een elektrische schok, brand en/of ernstig letsel tot gevolg hebben.
Bewaar alle waarschuwingen en voorschriften voor toekomstig gebruik.
Het in de waarschuwingen gebruikte begrip „elektrisch gereedschap” heeft betrekking op elektrische gereedschappen voor gebruik op het stroomnet (met netsnoer) en op elektrische gereedschappen voor gebruik met een accu (zonder netsnoer).
1) Veiligheid van de werkomgeving
a) Houd uw werkomgeving schoon en goed verlicht. Een rommelige of onverlichte werk- omgeving kan tot ongevallen leiden.
b) Werk met het elektrische gereedschap niet in een omgeving met explosiegevaar waarin zich brandbare vloeistoffen, brandbare gassen of brandbaar stof bevinden. Elektrische gereedschappen veroorzaken vonken die het stof of de dampen tot ontsteking kunnen brengen.
c) Houd kinderen en andere personen tijdens het gebruik van het elektrische gereedschap uit de buurt. Wanneer u wordt afgeleid, kunt u de controle over het gereedschap verliezen.
2) Elektrische veiligheid
a) De aansluitstekker van het elektrische gereedschap moet in het stopcontact passen. De stekker mag in geen geval worden veranderd. Gebruik geen adapterstekkers in combinatie met geaarde elektrische gereedschappen. Onveranderde stekkers en passende stopcontacten beperken het risico van een elektrische schok.
b) Voorkom aanraking van het lichaam met geaarde oppervlakken, bijvoorbeeld van buizen, verwarmingen, fornuizen en koelkasten. Er bestaat een verhoogd risico door een elektrische schok wanneer uw lichaam geaard is.
c) Houd het elektrische gereedschap uit de buurt van regen en vocht. Het binnendringen van water in het elektrische gereedschap vergroot het risico van een elektrische schok.
d) Gebruik de kabel niet voor een verkeerd doel, om het elektrische gereedschap te dragen of op te hangen of om de stekker uit het stopcontact te trekken. Houd de kabel uit de buurt van hitte, olie, scherpe randen en bewegende gereedschapdelen. Beschadigde of in de war geraakte kabels vergroten het risico van een elektrische schok.
e) Wanneer u buitenshuis met elektrisch gereedschap werkt, dient u alleen verlengkabels te gebruiken die voor gebruik buitenshuis zijn goedgekeurd. Het gebruik van een voor gebruik buitenshuis geschikte verlengkabel beperkt het risico van een elektrische schok.
f) Als het gebruik van het elektrische gereedschap in een vochtige omgeving onvermijdelijk is, dient u een aardlekschakelaar te gebruiken. Het gebruik van een aardlekschakelaar vermindert het risico van een elektrische schok.
3) Veiligheid van personen
a) Wees alert, let goed op wat u doet en ga met verstand te werk bij het gebruik van het elektrische gereedschap. Gebruik het gereedschap niet wanneer u moe bent of onder invloed staat van drugs, alcohol of medicijnen. Een moment van onoplettendheid bij het gebruik van het gereedschap kan tot ernstige verwondingen leiden.
b) Draag persoonlijke beschermende uitrusting en altijd een veiligheidsbril. Het dragen van persoonlijke beschermende uitrusting zoals een stofmasker, slipvaste werkschoenen, een veiligheidshelm of gehoorbescherming, afhankelijk van de aard en het gebruik van het elektrische gereedschap, vermindert het risico van verwondingen.
c) Voorkom per ongeluk inschakelen. Controleer dat het elektrische gereedschap uitgeschakeld is voordat u de stekker in het stopcontact steekt of de accu aansluit en voordat u het gereedschap oppakt of draagt. Wanneer u bij het dragen van het elektrische gereedschap uw vinger aan de schakelaar hebt of wanneer u het gereedschap ingeschakeld op de stroomvoorziening aansluit, kan dit tot ongevallen leiden.
d) Verwijder instelgereedschappen of schroefsleutels voordat u het elektrische gereedschap inschakelt. Een instelgereedschap of sleutel in een draaiend deel van het gereedschap kan tot verwondingen leiden.
e) Voorkom een onevenwichtige lichaamshouding. Zorg ervoor dat u stevig staat en steeds in evenwicht blijft. Daardoor kunt u het elektrische gereedschap in onverwachte situaties beter onder controle houden.
f) Draag geschikte kleding. Draag geen loshangende kleding of sieraden. Houd haren, kleding en handschoenen uit de buurt van bewegende delen. Loshangende kleding, sieraden en lange haren kunnen door bewegende delen worden meegenomen.
g) Wanneer stofafzuigings- of stofopvangvoorzieningen kunnen worden gemonteerd, dient u zich ervan te verzekeren dat deze zijn aangesloten en juist worden gebruikt. Het gebruik van een stofafzuiging beperkt het gevaar door stof.
h) Ondanks het feit dat u eventueel heel goed vertrouwd bent met het gebruik van gereedschappen, moet u ervoor zorgen dat u niet nonchalant wordt en veiligheidsvoorschriften voor het gereedschap gaat negeren. Een onoplettende handeling kan binnen een fractie van een seconde ernstig letsel veroorzaken.
4) Zorgvuldige omgang met en zorgvuldig gebruik van elektrische gereedschappen
a) Overbelast het gereedschap niet. Gebruik voor uw werkzaamheden het daarvoor bestemde elektrische gereedschap. Met het passende elektrische gereedschap werkt u beter en veiliger binnen het aangegeven capaciteitsbereik.
b) Gebruik geen elektrisch gereedschap waarvan de schakelaar defect is. Elektrisch gereedschap dat niet meer kan worden in- of uitgeschakeld, is gevaarlijk en moet worden gerepareerd.
c) Trek de stekker uit het stopcontact en/of neem de accu (indien uitneembaar) uit het elektrische gereedschap, voordat u het elektrische gereedschap instelt, accessoires wisselt of het elektrische gereedschap opbergt. Deze voorzorgsmaatregel voorkomt onbedoeld starten van het elektrische gereedschap.
d) Bewaar niet-gebruikte elektrische gereedschappen buiten bereik van kinderen. Laat het gereedschap niet gebruiken door personen die er niet mee vertrouwd zijn en deze aanwijzingen niet hebben gelezen. Elektrische gereedschappen zijn gevaarlijk wanneer deze door onervaren personen worden gebruikt.
e) Pleeg onderhoud aan elektrische gereedschappen en accessoires. Controleer of bewegende delen van het gereedschap correct functioneren en niet vastklemmen en of onderdelen zodanig gebroken of beschadigd zijn dat de werking van het elektrische gereedschap nadelig wordt beïnvloed. Laat deze beschadigde onderdelen voor het gebruik repareren. Veel ongevallen hebben hun oorzaak in slecht onderhouden elektrische gereedschappen.
f) Houd snijdende inzetgereedschappen scherp en schoon. Zorgvuldig onderhouden snijdende inzetgereedschappen met scherpe snijkanten klemmen minder snel vast en zijn gemakkelijker te geleiden.
g) Gebruik elektrisch gereedschap, accessoires, inzetgereedschappen en dergelijke volgens deze aanwijzingen. Let daarbij op de arbeidsomstandigheden en de uit te voeren werkzaamheden. Het gebruik van elektrische gereedschappen voor andere dan de voorziene toepassingen kan tot gevaarlijke situaties leiden.
h) Houd handgrepen en greepvlakken droog, schoon en vrij van olie en vet. Gladde handgrepen en greepvlakken verhinderen dat het gereedschap in onverwachte situaties veilig kan worden gehanteerd en bediend.
5) Service
a) Laat het elektrische gereedschap alleen repareren door gekwalificeerd en vakkundig personeel en alleen met originele vervangingsonderdelen. Daarmee wordt gewaarborgd dat de veiligheid van het gereedschap in stand blijft.
| P250B | P355B | P500B | P630B | ||
| Basismachine CNC SA/VA: | |||||
| Buis – lasbereik ∅ (mm) | 90-250 | 90-355 | 200-500 315-630 | ||
| Buis - lasvermogen | SDR-series | zie bijgevoegde lastabellen + observer max. Druck hydraulisch aggregaat | |||
| Max. cilinderslag (mm) | 150 | 150 | 200 200 | ||
| Totaal cilinderoppervlak ( cm^2 ) | 6,26 | 6,26 | 14,13 14,13 | ||
| Hoofdafmetingen: | |||||
| Lengte (mm) | 810 | 795 | 1300 1300 | ||
| Breedte (mm) | 485 | 600 | 900 1060 | ||
| Hoogte (mm) | 415 | 535 | 800 920 | ||
| max. Gewicht * (SA kg) | 59,0 | 80,2 | 238,5 323,4 | ||
| max. Gewicht * (VA kg) | 61,3 | 83,8 | |||
* inbegrip reductie-inzetstukken voor de kleinste diameter
Freesinrichting:
| Elektrische aansluiting | 230 V | 230 V | 400 V, 3~ | 400 V, 3~ |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 3,5 A | 4,8 A | 1,75 A | 2,55 A | |
| Opgenomen-/Afgegeven vermogen (W) | 750/470 | 1050/650 | 1210/750 | 1770/110 |
| Motortoerental (min-1) | 660 | 726 | 140 | 140 |
| Nullasttoerental freesschijf (min-1) | 85 | 66 | 31 | 24 |
| Geluidsdrukniveau dB(A) LpA | KpA | 82 | 3 | 83 | 3 | 48 | 3 | 52 | 3 |
| Geluidsvermogenniveau dB(A) LWA | KWA | 93 | 3 | 94 | 3 | 59 | 3 | 63 | 3 |
| Gewicht (kg) | 15 | 22,4 | 68 | 123 |
Verwarmingselement CNC SA/VA:
| Elektrische aansluiting | 230 V | 230 V | 400 V | 400 V |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 1500 W | 2500 W | 4000 W | 8000 W | |
| Diameter verwarmingselement (mm) | 300 | 380 | 540 | 660 |
| Gewicht (SA/VA kg) | 5,5/13 | 9,1 | 32 | 49 |
Opbergkast CNC SA/VA:
| Gewicht (SA/VA kg) | 8,2/7,6 | 9,6 | 55 | 70 |
| P250B, P355B | P500B, P630B | |||
Hydraulisch aggregaat:
| Elektrische aansluiting | 230 V – 50 Hz - 4,17 A ...400 V - 50/60 Hz - 2,75 A |
| 230 V – 60 Hz - 4,17 A |
Opgenomen-/Afgegeven vermogen (W) .....880/550 .....1905/1100
Pompdebiet (l/min) 2,2/2,6 4,5/5,4
Inhoud olietank (I) 1,1 3,8
max. Druck (bar) 135 135
Hydraulische olie ....HLP - 46 (no.: 53649)
Afmetingen (LxBxH, mm) 540 x 310 x 433 540 x 310 x 433
Geluidsdrukniveau dB(A) L_pA | K_pA .....62 | 3 .....68 | 3
Geluidsvermogenniveau dB(A) L_WA | K_WA .....73 | 3 .....79 | 3
Volledige installatie:
Totale elektrische aansluitingswaarde (kW) ....3,2....4,3....7,2....11,7
Afmetingen van de transportkist:
Lengte (mm) 1200 1200 2240 2240
Breedte (mm)....800....800....1300....1300
De geluidsdruk tijdens het werken kan de waarde van 85 dB (A) overschrijden. Draag een gehoorbescherming!
3 Werking van de machine
3.1 Toestelbeschrijving
De ROWELD P250-630B Premium CNC zijn compacte, verplaatsbare stomplasmachines met verwarmingselement, CNC-module voor het nauwkeurig aansturen, nakomen en opslaan van de lasparameters volgens de DVS-richtlijn, en met protocoloverdracht via USB-aansluiting, die speciaal voor gebruik op bouwplaatsen - en in dit geval speciaal in leidingsleuven - zijn ontworpen. Vanzelfsprekend kunnen de machines ook in werkplaatsen worden gebruikt.
Het lassen van pijp-aan-pijpverbindingen evenals T-stukken, pijpbochtstuk en lasrand kan worden geproduceerd.
De machines bestaan in essentie uit:
Basismachine, reductie-inzetstukken, hydraulisch aggregaat met CNC-module, freesinrichting, verwarmingselement, opbergkast.
ROWELD P250B Premium CNC: Bij het lassen van pijpbochtstukken met een rechte hoek met de maximale diameter van de machine, dient de als accessoire verkrijgbare bovenzijde voor het spanelement gebruikt te worden.
ROWELD P500-630B Premium CNC: Voor het intillen en uitlichten van frees en verwarmings-element kan de als accessoire verkrijgbare elektrische hefinrichting worden gebruikt.
3.1.1 Basismachine (A)
| 1 | Beweeglijke spanelementen | 3 | Afstandhouder met vastzetkerven |
| 2 | Verschuifbaar spanelement | 4 | Afstandhouder verwarmingselement |
3.1.2 Hydraulisch aggregaat (B)
| 1 | Toets automaat | 12 | Toets timer (tijd) |
| 2 | Drukdisplay | 13 | Stopcontact freesinrichting |
| 3 | Toets druk ontlasten | 14 | Snelkoppeling vrouwtje |
| 4 | Draaiknop | 15 | Snelkoppeling mannetje |
| 5 | Toets frezen | 16 | Stopcontact verwarmingselement |
| 6 | Toets in-/uitschakelen | 17 | Netstekker |
| 7 | Toets verwarming | 18 | Nooduit |
| 8 | Machine "Openen" | 19 | Touch-PC |
| 9 | Display temperatuur en tijd | 20 | Olievulopening met peilstok |
| 10 | Vrijgavetoets | 21 | USB-aansluiting |
| 11 | Machine "Sluiten" | 22 | Aansluitingen basismachine |
Het hydraulisch aggregaat maakt de met de volgende symbolen gekenmerkte bedieningen van de lasmachine mogelijk:

Toets hydraulisch aggregaat in- en uitschakelen

Door het indrukken van de toets „Verwarming“ het verwarmingselement inschakelen.
Gewenste temperatuur van het verwarmingselement door het drukken op de toets „Verwarming“ en het verdraaien van de draaiknop instellen, de waarde wordt bij op de temperatuurdisplay weergegeven, daarna wordt weer de werkelijke temperatuur weergegeven

Via de draaiknop de druk voor het frezen, compensatie, opwarmen en voegen instellen, de waarde wordt op de drukdisplay weergegeven. 3 seconden na het instellen wordt de werkelijke waarde weergegeven. Door het indrukken van de draaiknop worden de serviceparameters weergegeven en ingesteld

Voor het sluiten van de spanelementen, de vrijgavetoets en toets machine „Sluiten“ indrukken

Toets voor drukontlasten

Voor het openen van de spanelementen, de vrijgavetoets en toets machine „Openen“ indrukken

De vrijgavetoets en toets Frezen indrukken om het stopcontact voor de freesinrichting in te schakelen. De druk wordt automatisch ingesteld op 10 bar en kan met de draaiknop tot maximaal 20 bar worden verhoogd. (Bij speciale toepassingen, bijv. op hellingen, kan door het wijzigen van P004 ingesteld worden tot max. 50 bar)

Timer door het één keer drukken op de toets activeren. Bij het indrukken van de toets en verdraaien van de draaiknop kan de tijd t1 in seconden worden ingesteld. Bij langer drukken op de toets wordt omgeschakeld naar t4. Bij het indrukken van de toets en verdraaien van de draaiknop kan de tijd t4 in minuten worden ingesteld. Door het kort drukken op de timertoets, terwijl de timerindicatie t1 of t2 brandt, wordt de timer handmatig ingesteld

Door het indrukken van de toets automaat wordt de ingestelde druk gedurende het opwarmen (timer t1 actief) en het voegproces (timer t4 actief) bewaakt en eventueel bijgeregeld

Vrijgavetoets voor het bevestigen van de serviceparameters
3.2 Gebruiksaamwijzing
De lasmachines zijn geschikt voor gebruik bij omgevingstemperaturen tussen -10°C en +40°C.
Ze zijn geschikt voor een stationaire stroomvoorziening van 230 V 50/60 Hz en 400 V 50/60 Hz. Als een stroomgenerator wordt gebruikt, moet de lasser het vereiste vermogen verifiëren bij de fabrikant van de generator.

De lasmachine mag alleen door geinstrueerde en gekwalificeerde vaklieden Volgens DVS 2212 deel 1 bedient worden!
Deze gebruiksaanwijzing en de richtlijnen voor veiligheid a.u.b. goed doorlezen voordat u de stomplasmachine in gebruik neemt!

Het verwarmingselement niet gebruiken in een omgeving waar explosiegevaar aanwezig is en niet in aanraking brengen met licht ontvlambare stoffen!

Houd een veilige afstand tot de machine aan, niets in de machine steken en niet in de machine reiken. Houd andere mensen verwijderd van het werkgebied!

Controleer voor elk gebruik het oliepeil van het hydraulische aggregaat, het oliepeil moet tussen de min/max-markeringen op de olievuldop met peilstok liggen, zo nodig bijvullen met hydraulische olie HLP 46!

Hydraulisch aggregaat alleen in loodrechte positie vervoeren en neerzetten, bij een schuine stand loopt er olie uit de be- en ontluchtingsopeningen met peilstok!

Bij gevaar op de nooduit-schakelaar (18) drukken. Zorg voor aanvang van de werkzaamheden altijd dat de nooduitknop is ontgrendeld!
→ De beide hydraulische slangen van de basismachine via de snelkoppelingen (14,15) met het hydraulisch aggregaat verbinde.

Bescherm de snelkoppelingen tegen vervuiling. Koppelingen die niet goed afsluiten meteen vervangen!
→ Steek de netstekker van het freesmechaniek in stopcontact (13), de stekker van het verwarmingselement in aansluiting (16) en de stekker van de basismachine in aansluiting (22).
→ Netstekker van het hydraulisch aggregaat (17) aansluiten op de stroombron, volgens de gegevens op het typeplaatje. Verschijnt het startscherm niet, de nooduit-schakelaar ontgrendelen, er klinkt een signaal en op de display (2) gaat een punt branden.
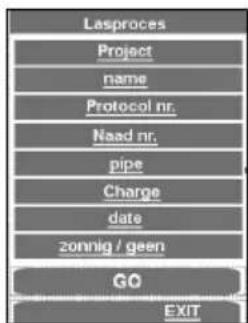
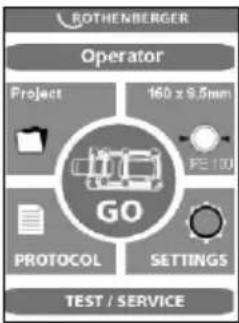
Bij het eerste gebruik de datum en tijd controleren. Hiervoor op de toets GO drukken. (Voor het wijzigen, zie punt 3.6). Voor het sluiten van het menu op EXIT drukken.
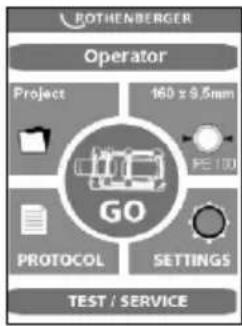
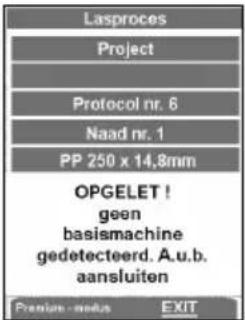
Wanneer de GO toets ingedrukt werd en er geen basismachine aangesloten is, verschijnt de volgende melding:
„Let op! Geen basismachine gedetecteerd. A.u.b. aansluiten“
Wanneer na het aansluiten de foutmelding nog steeds verschijnt, dan is de verbinding defect; het is echter mogelijk om in de Premium-modus te lassen en te protocolleren (zie 3.2.4).
→ Bij het eerste gebruik de taal instellen, vanuit de fabriek is Duits ingesteld. Voor het wijzigen op Settings drukken en met OK naar Setting 2 omschakelen.


Met de pijltoetsen de gewenste taal kiezen en met OK bevestigen. De gekozen taal wordt na het eerste lasproces opgeslagen.
Het is mogelijk het beeldscherm naar een standby-modus te schakelen. De schermbeveiliging wordt actief als de hydrauliek met de toets (6) wordt uitgeschakeld.
→ Hydraulisch aggregaat inschakelen (toets (6) indrukken).
Na het inschakelen wordt het verwarmingselement verwarmd.
Op het display (9) wordt de actuele temperatuur weergegeven. De regeling is actief als op de display een punt brandt. Bij het bereiken van de ingestelde temperatuur gaan beide LED's branden (actual & set). Na nog eens 10 minuten is het verwarmingselement klaar voor gebruik. Controleer de temperatuur met een temperatuurmeetapparaat.
Om de temperatuur van het verwarmingselement te ijken zie punt 3.5.

Waarschuwing, verbrandingsgevaar! Het verwarmingselement kan een temperatuur tot 300°C bereiken en moet onmiddellijk na het gebruik in de daartoe voorziene opbergkast worden teruggezet!
Door het langer indrukken van de toets (7) kan de verwarming worden uitgeschakeld, de punt op de display (9) dooft, bij het opnieuw indrukken schakelt de verwarming weer in.

Hydrauliek ROWELD P500-630B: Draairichtingen controleren! Vanuit de fabriek zijn de machines rechtsdraaiend aangesloten. Basismachine met hydraulisch aggregaat openen of sluiten, volgt geen beweging, de fasewisselaar in de netstekker met een geschikt gereedschap omschakelen!

Opmerking: Bij een verkeerde draairichting de hydrauliek niet inschakelen (gevaar voor vernieling)!
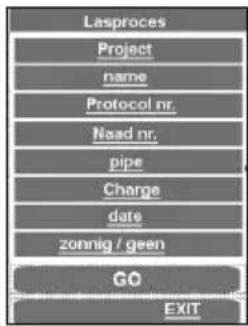
→ Lassernaam „Operator“ invoeren of kiezen.


Via de invoerschermen kunnen opgeslagen lassers worden gekozen, nieuwe lassernamen worden ingevoerd of bestaande met DEL worden gewist en opnieuw worden ingevoerd. Alle invoerschermen worden met de ENTER of OK-toets bevestigd en opgeslagen en wordt de volgende programmastap opgeroepen. Met de EXIT toets wordt het invoerscherm zonder opslaan gesloten.
→ Project aanmaken of kiezen.


Via de invoerschermen kunnen opgeslagen projecten worden gekozen en nieuwe projectnamen worden ingevoerd. Sluit het opslaan af met de ENTER toets.
→ Buis kiezen.

→ Met de pijltoetsen de gewenste buis kiezen en met OK bevestigen.
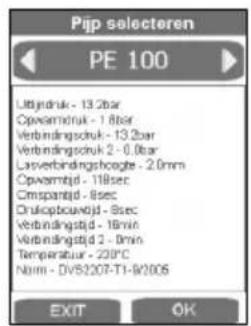

In dit afsluitende overzicht van de buisparameters worden de buisgegevens volgens de DVS-richtlijn weergegeven. Door OK wordt het scherm voor de lasonderdelen en de legmethode weergegeven.
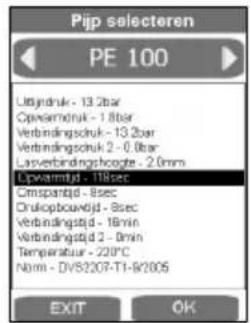

Wijzigingen die afwijken van de norm kunnen door het drukken op het betreffende displayveld worden doorgevoerd en met ENTER worden opgeslagen. Bij het punt Norm wordt dan de aanduiding gewijzigd, deze kan later voor het afdrukken van het rapport op de PC in het veld Opmerkingen worden ingevoerd. Nadat de buisgegevens met OK zijn bevestigd en opgeslagen, verschijnt het hoofdmenu.
P500-630B: Gebruik om de frees en het verwarmingselement uit te nemen uitneemgereedschap 53410 (P500B) resp. 53323 (P630B) of ander geschikt gereedschap.
3.2.2 Voorbereidende maatregelen voor de lasbewerking
→ Bij buizen die kleiner zijn dan de max. te lassen diameter van de machine moeten de reductie-inzetstukken van de te verwerken pijpdiameter worden gemonteerd met behulp van de als toebehoren bijgeleverde inbusschroeven.
ROWELD P250-355B: telkens 6 halve schalen met brede en 2 halve schalen met smalle spanvlakken.
ROWELD P500-630B: tot diameter 450 mm telkens 6 halve schalen met brede en 2 halve schalen met smalle spanvlakken, vanaf 500mm 8 halve schalen met brede spanvlakken.
Hierbij moet men erop letten dat de halve schalen met de smalle spanvlakken in de beide buitenste onderste basisspanelementen moeten worden ingezet. Alleen bij verbindingen tussen pijp/pijpbochtstuk worden deze onder en boven in het linker basisspanelement geplaatst.
De te lassen kunststof buizen of vormstukken in de spaninrichting leggen (bij langere buizen < 2,5m moeten rolbokken worden gebruikt) en de messing moeren aan de bovenste spanwerktuigen aandraaien. Onrondheden van de buizen kunnen worden gecompenseerd door de messing moeren aan of los te draaien.
→ Bij pijp/pijpverbindingen moeten de afstandhouders in de beide linker spanelementen bevestigd worden (fabrieksinstelling).
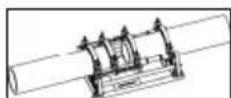

Let op: de afstandhouders mogen in geen geval schuin geplaatst worden!
De pijpen worden altijd door twee spanelementen vastgehouden.
P250-355B: Bij pijp/fittingverbindingen moeten de afstandhouders in de beide middelste spanelementen bevestigd worden en de afstandhouder voor het verwarmingselement in het linker spanelement. Bij de verwerking van bepaalde fittingen, zoals haakse bochten, of bij het gebruik van een lasadapter moet de afstandhouder voor het verwarmingselement verwijderd worden.
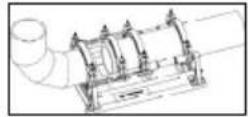
→ P500-630B: Bij pijp/fittingverbindingen moeten de afstandhouders omgekeerd en in het middelste spanelement bevestigd worden

Let op: de afstandhouders mogen in geen geval schuin geplaatst worden!
De pijp wordt in drie spanelementen gelegd en de fitting wordt door een spanelement vastgehouden. Hierbij kan het verstelbare spanelement zodanig over de stang verschoven worden, als nodig is voor het spannen en lassen.
→ Het lasproces starten met GO.

In dit afsluitende overzicht kunnen de laatste wijzigingen door het klikken op het betreffende subpunt worden doorgevoerd, bevestigen met GO.
In de CNC-modus wordt de besturing uitgevoerd door de Touch-PC. Alle functies buiten de Touch-PC, met uitzondering van de aan/uit-toets (6), zijn geblokkeerd.
Het lasproces kan met de aan/uit-toets of met EXIT afgebroken worden, de toetsblokkering wordt dan opgeheven en er verschijnt een melding op de display.

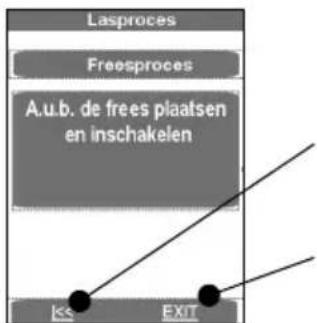
flowchart
graph TD
A["Lasproces"] --> B["Freesproces"]
B --> C["A.u.b. de frees plaatsen en inschakelen"]
C --> D["EXIT"]
D --> E["<<"]
style C fill:#99ccff,stroke:#333
style D fill:#0066cc,stroke:#333
style E fill:#000000,stroke:#333
Met de pijltoetsen start de machine op.
Met EXIT springt het programma zonder opslaan terug naar het hoofdmenu.
→ De elektrische freesinrichting tussen de lassen werkstukken plaatsen.
→ P250-355B: Freesmotor inschakelen en schakelaar vergrendelen.

P500-630B: Draairichtingen controleren! Af fabriek zijn de machines rechtsdraaiend aangesloten!
→ Freesmechaniek inschakelen door op het tekstveld te drukken. De schaafschijven moeten in snijrichting draaien, anders de fasewisselaar in de netstekker met een geschikt gereedschap omschakelen.

Waarschuwing, verbrandingsgevaar! Houd tijdens het gebruik een veilige afstand tot de machine aan en grijp niet in de roterende messen. De frees alleen in gemonteerde toestand (werkpositie) bedienen en aansluitend in de daartoe voorziene opbergkast terugzetten. De functionaliteit van de veiligheidsschakelaar in de freesinrichting moet te allen tijde gegarandeerd zijn, om een onbedoeld starten van de machine te voorkomen!
→ De spanelementen bewegen automatisch naar elkaar toe. De freesdruk kan met de draai-knop (4) worden verhoogd. Standaard tot 20 bar mogelijk, de freesdruk kan tot maximaal 50 bar worden verhoogd, zie punt 3.5.

Een te hoge freesdruk kan tot oververhitting en beschadiging van de freesaandrijving leiden. Bij overbelasting resp. stilstand van de freesinrichting de machine neerzetten en de druk verminderen (z. pt. 3.5)!
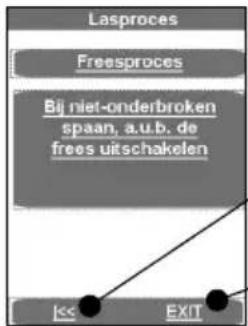
Druk, nadat de schaafkrul met een spaandikte <= 0,2mm ononderbroken uit de frees komt, op het tekstveld, het freesmechaniek wordt uitgeschakeld en de spanelementen gaan uit elkaar.

Met de pijltoetsen springt het programma terug "A.u.b. de frees plaatsen..."
Met EXIT springt het programma zonder opslaan naar het hoofdmenu
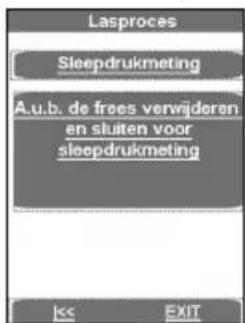
→ Wachten tot de schaafschijven stilstaan. Freesinrichting uit de basismachine halen en in de instelkast plaatsen.

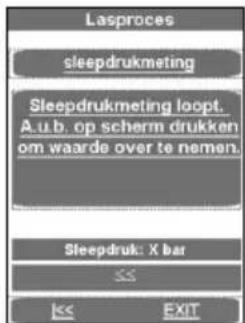
→ Druk op het tekstveld, de werkstukken bewegen naar elkaar toe en de sleepdruk wordt ge- meten.
De gemeten sleepdruk wordt automatisch opgeteld bij de compensatie-, doorwarm- en voegdruk.

Houd een veilige afstand tot de machine aan, niets in de machine steken en niet in de machine reiken. Houd andere mensen verwijderd van het werkgebied!
flowchart
graph TD
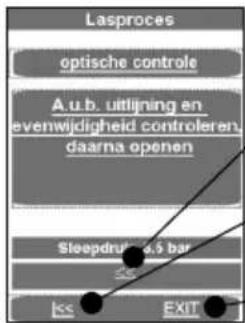
A["Lasproces"] --> B["optische controle"]
B --> C["A. u.b. uitlijning en evenwijdigheid controlleren, daarna openen"]
C --> D["Sleepdrift: 0.5 bar"]
D --> E["EXIT"]
Met de pijltoetsen springt het programma terug naar "Sleepdrukmeting"
Met de pijltoetsen springt het programma terug "A.u.b. de frees plaatsen..."
Met EXIT springt het programma zonder opslaan naar het hoofdmenu
→ Controleer, of de buizen stevig in de spanelementen zitten, of de lasvlakken effen, parallel en axiaal in lijn liggen.
Is dit niet het geval, dan moet de freesbewerking worden herhaald. De axiale afwijking tussen de uiteinden van de werkstukken mag (volgens DVS) niet groter dan 10 % van de wanddikte en de max. spleet tussen de eindvlakken niet groter zijn dan:
Met een rein werktuig (bijv. penseel) de eventueel aanwezige schaafkrullen uit de pijp verwijderen.

Let op! De gefreesde, voor de lasbewerking voorbereide oppervlakken mogen niet met de handen worden aangeraakt en moeten volkomen vrij zijn van verontreinigingen!
3.2.3 Lasbewerking

Waarschuwing, knelgevaar! Bij het samenbrengen van de spanwerktuigen en pijpen moet absoluut een veilige afstand tot de machine worden gehouden. Nooit in de machine gaan staan!
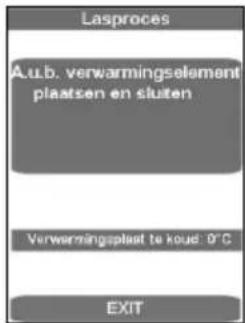
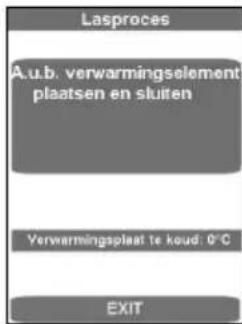
Op het scherm wordt de temperatuur van de verwarmingsplaat weergegeven.
De indicatiebalk kleurt als de temperatuur te laag is blauw, als deze te hoog is rood en groen als deze binnen het instelbereik ligt.
De machine kan uitsluitend in het groene streefgebied worden gesloten.
→ Verwarmingselement SA: Het verwarmingselement tussen de beide werkstukken in de basismachine plaatsen en erop letten dat de steunen van de verwarmingsplaat in de groeven van de aftrekinrichting zitten.
→ Verwarmingselement VA: Plaats het verwarmingselement op de twee opnames in de basismachine en draai de verwarmingsplaat tussen de buizen.
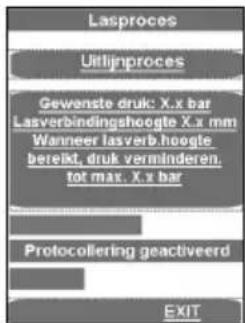
→ Sluit de machine door op het tekstveld te drukken, de aanpassingsdruk wordt automatisch ingesteld en aangehouden.
Nu worden alle lasparameters opgeslagen en de rapportage geactiveerd.

De bovenste indicatiebalk geeft aan of de druk binnen het juiste bereik ligt (groen) of binnen het toegestane tolerantiebereik (geel) of buiten (rood) het tolerantiebereik. De werkelijke druk wordt op de display (2) weergegeven.
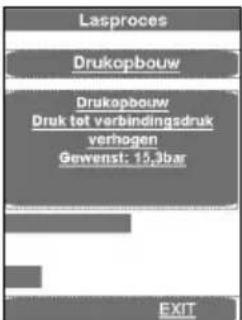
Zodra de vereiste lasverbindingshoogte gelijkmatig aan de volledige omtrek van de beide buizen is bereikt, wordt de druk automatisch verminderd en start het opwarmproces.
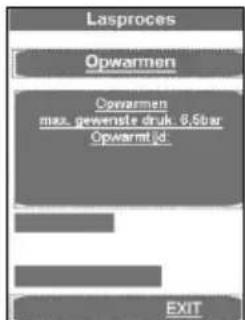
→ De druk zo instellen, dat een gelijkmatige vrijwel drukloos contact van de werkstukuiteinden bij het verwarmingselement gewaarborgd is.
Kort voor het einde van de opwarmtijd klinkt een signaal.
→ Na afloop van de opwarmtijd bewegen de werkstukken automatisch uit elkaar, het verwarmingselement SA moet worden verwijderd, resp. het verwarmingselement VA wordt automatisch naar buiten gedraaid en de werkstukuiteinden worden samengebracht.

De druk wordt lineair verhoogd naar de betreffende voegdruk.
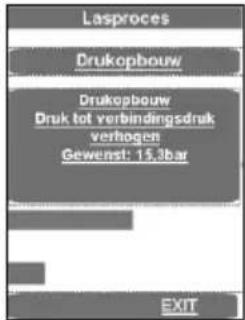
Bij het bereiken van de voegdruk springt het programma automatisch naar het voegproces en start timer t 4.

De bovenste indicatiebalk geeft aan of de druk binnen het juiste bereik ligt (groen) of binnen het toegestane tolerantiebereik (geel) of buiten (rood) het tolerantiebereik. De onderste toont het tijdsverloop. De werkelijke druk wordt op de display (2) en de resterende voegtijd t4 op de display (9) weergegeven.
De druk wordt automatisch gemonitord en bijgeregeld. Bij overmatig vaak napompen (hoog drukverlies) het hydraulisch systeem laten controleren.
→ Verwarmingselement terugplaatsen in de instelkast.
→ Nadat de afkoeltijd is verstreken wordt het lasproces beëindigd en opgeslagen, is er een signaal te horen en wordt de druk automatisch verminderd.

→ Het lasmenu met OK verlaten.
→ Met toets (3) de druk compleet wegnemen.
→ De gelaste werkstukken losmaken en verwijderen.
→ Basismachine openen. De machine is gereed voor de volgende lascyclus.
Overdracht van de rapportages:
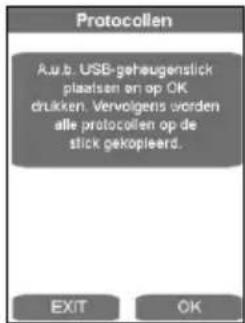
Bij het menupunt Rapportages kunnen deze na het aansluiten van een USB-stick worden opgeslagen met OK. Het scherm sluit daarna automatisch.
Dit logbestand kan met de ROTHENBERGER Dataline 2 software en een computer worden bewerkt.
De volledige lasparameters vindt men in de bijgevoegde lastabellen.
3.2.4 Lassen in de Premium-modus
→ Druk op de Premium-modus toets.

→ Omgevingstemperatuur invoeren en bevestigen met de enter-toets. Wordt de temperatuur niet correct ingevoerd, verschijn:

flowchart
graph TD
A["Lasproces"] --> B["Freesproces"]
B --> C["A.u.b. de frees plaatsen en inschakelen"]
C --> D["EXIT"]
D --> E["<<"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#ffc,stroke:#333
Met de pijltoetsen start de machine op.
Met EXIT springt het programma zonder opslaan terug naar het hoofdmenu.
→ De elektrische freesinrichting tussen de lassen werkstukken plaatsen.
→ P250-355B: Freesmotor inschakelen en schakelaar vergrendelen.

P500-630B: Draairichtingen controleren! Af fabriek zijn de machines rechtsdraaiend aangesloten!
→ Freesinrichting inschakelen, toetsen (10) en (5) op het hydraulisch aggregaat indrukken. De schaafschijven moeten in snijrichting draaien, anders de fasewisselaar in de netstekker met een geschikt gereedschap omschakelen.

Waarschuwing, verbrandingsgevaar! Houd tijdens het gebruik een veilige afstand tot de machine aan en grijp niet in de roterende messen. De frees alleen in gemonteerde toestand (werkpositie) bedienen en aansluitend in de daartoe voorziene opbergkast terugzetten. De functionaliteit van de veiligheidsschakelaar in de freesinrichting moet te allen tijde gegarandeerd zijn, om een onbedoeld starten van de machine te voorkomen!
→ Spanelementen sluiten (toets 10 + 11 indrukken). De freesdruk met de draaiknop (4) instellen. Standaard tot 20 bar mogelijk, de freesdruk kan tot maximaal 40 bar worden verhoogd, zie punt 3.5.

Een te hoge freesdruk kan tot oververhitting en beschadiging van de freesaandrijving leiden. Bij overbelasting resp. stilstand van de freesinrichting de machine neerzetten en de druk verminderen (z. pt. 3.5)!
→ Nadat de schaafspaan met een spaandikte van <= 0,2 mm ononderbroken uit de frees komt toets frezen (5) indrukken, de spanelementen openen (toets10 + 8 indrukken).
Met de pijltoetsen springt het programma terug "A.u.b. de frees plaatsen..."
Met EXIT springt het programma zonder opslaan naar het hoofdmenu
→ Wachten tot de schaafschijven stilstaan. Freesinrichting uit de basismachine halen en in de instelkast plaatsen.
→ Werkstukken met een lichte druk samenvoegen (toets 10 en 11 indrukken) en sleepdruk met draaiknop (4) instellen.
→ Beweegt de machine met een lage snelheid, op het beeldscherm drukken. De gemeten sleepdruk wordt automatisch opgeteld bij de compensatie-, doorwarm- en voegdruk.
→ Spanelementen sluiten, de druk voor de betreffende buis instellen en controleren of de werkstukken vastzitten in de spangereedschappen.

Houd een veilige afstand tot de machine aan, niets in de machine steken en niet in de machine reiken. Houd andere mensen verwijderd van het werkgebied!
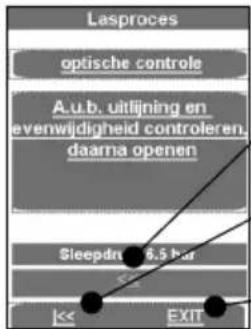
flowchart
graph TD
A["Lasproces"] --> B["optische controle"]
B --> C["A.u.b. uitlijning en evenwijdigheid controlleren, daarna openen"]
C --> D["Sleepdrift 6.5 Hz"]
D --> E["EXIT"]
Met de pijltoetsen springt het programma terug naar "Sleepdrukmeting"
Met de pijltoetsen springt het programma terug "A.u.b. de frees plaatsen..."
Met EXIT springt het programma zonder opslaan naar het hoofdmenu
→ Testen of de lasoppervlakken vlak, parallel en centrifugaal lopen.
Is dit niet het geval, dan moet de freesbewerking worden herhaald. De axiale afwijking tussen de uiteinden van de werkstukken mag (volgens DVS) niet groter dan 10 % van de wanddikte en de max. spleet tussen de eindvlakken niet groter zijn dan:
Met een rein werktuig (bijv. penseel) de eventueel aanwezige schaafkrullen uit de pijp verwijde- ren.

Let op! De gefreesde, voor de lasbewerking voorbereide oppervlakken mogen niet met de handen worden aangeraakt en moeten volkomen vrij zijn van verontreinigingen!
Lasproces Premium-modus:

Waarschuwing, knelgevaar! Bij het samenbrengen van de spanwerktuigen en pijpen moet absoluut een veilige afstand tot de machine worden gehouden. Nooit in de machine gaan staan!
Op het scherm wordt de temperatuur van de verwarmingsplaat weergegeven.
De indicatiebalk kleurt als de temperatuur te laag is blauw, als deze te hoog is rood en groen als deze binnen het instelbereik ligt
→ Het verwarmingselement tussen de beide werkstukken in de basismachine plaatsen en erop letten dat de steunen van de verwarmingsplaat in de groeven van de aftrekinrichting zitten.
→ Machine sluiten, de compensatiedruk wordt automatisch ingesteld en de druk wordt vastgehouden.
Nu worden alle lasparameters opgeslagen en de rapportage geactiveerd.
Wanneer het lasproces met EXIT wordt afgebroken, verschijnt de melding 'Afgebroken door gebruiker', de druk wordt weggenomen en de lasparameters worden opgeslagen. De melding met OK bevestigen, het programma gaat naar het hoofdmenu.
De bovenste indicatiebalk geeft aan of de druk binnen het juiste bereik ligt (groen) of binnen het toegestane tolerantiebereik (geel) of buiten (rood) het tolerantiebereik. De werkelijke druk wordt op de display (2) weergegeven.
Zodra de gewenste kraag gelijkmatig over de gehele omvang van de beide buizen is bereikt, de druk met toets automaat (1) ontlasten. De opwarmtijd t1 gaat lopen.

De druk zo instellen, dat een gelijkmatige vrijwel drukloos contact van de werkstukuiteinden bij het verwarmingselement gewaarborgd is.
Kort voor het einde van de opwarmtijd klinkt een signaal.
→ Na verstrijken van de opwarmtijd de werkstukken weer uit elkaar bewegen, het verwarmingselement verwijderen en de werkstukuiteinde samenvoegen.

→ Kort voor het contact van de werkstukuiteinden (ca. 1cm) het samenbrengen stoppen door de toetsen los te laten en meteen weer in te drukken. De druk wordt lineair verhoogd naar de betreffende voegdruk.
Bij het bereiken van de voegdruk springt het programma automatisch naar het voegproces en start timer t 4.

De bovenste indicatiebalk geeft aan of de druk binnen het juiste bereik ligt (groen) of binnen het toegestane tolerantiebereik (geel) of buiten (rood) het tolerantiebereik. De onderste toont het tijdsverloop. De werkelijke druk wordt op de display (2) en de resterende voegtijd t4 op de display (9) weergegeven.
Let op: Toetsen Vrijgave (10) en Machine sluiten (11) ingedrukt houden, tot de voegdruk is bereikt, daarna schakelt de hydrauliek uit en kunnen de toetsen worden losgelaten!
De druk wordt bewaakt en automatisch bijgeregeld. Bij overmatig vaak napompen (hoog drukverlies) het hydraulisch systeem laten controleren.
→ Verwarmingselement terugplaatsen in de instelkast.
→ Nadat de afkoeltijd is verstreken wordt het lasproces beëindigd en opgeslagen, is er een signaal te horen en wordt de druk automatisch verminderd.

→ Het lasmenu met OK verlaten.
→ Met toets (3) de druk compleet wegnemen.
→ De gelaste werkstukken losmaken en verwijderen.
→ Basismachine openen. De machine is gereed voor de volgende lascyclus.
Overdracht van de rapportages:
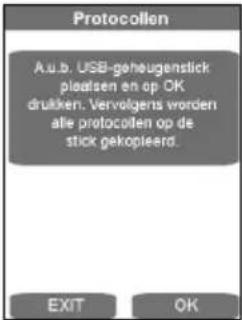
Bij het menupunt Rapportages kunnen deze na het aansluiten van een USB-stick worden opgeslagen met OK. Het scherm sluit daarna automatisch.
Dit logbestand kan met de ROTHENBERGER Dataline 2 software en een computer worden bewerkt.
De volledige lasparameters vindt men in de bijgevoegde lastabellen.
3.2.5 Buitenbedrijfstelling
→ Hydraulisch aggregaat met toets (6) uitschakelen.

Verwarmingselement laten afkoelen resp. zodanig opbergen dat er geen in de nabijheid aanwezige stoffen in brand kunnen vliegen!
→ De netstekkers van freesinrichting, verwarmingselement en hydraulisch aggregaat uit de stopcontacten trekken en de snoeren opwikkelen.

Hydraulisch aggregaat alleen in loodrechte positie vervoeren en neerzetten, bij een schuine stand loopt er olie uit de be- en ontluchtingsopeningen met peilstok!
→ De hydraulische slangen loskoppelen en opwikkelen.

Let op! De koppelingen tegen vuil beschermen!
Daar weers- en omgevingsinvloeden de lasbewerking wezenlijk beïnvloeden, moeten de betreffende bepalingen in de DVS-richtlijn 2207 deel 1, 11 en 15 worden nageleefd. Buiten het grondgebied van de Bondsrepubliek Duitsland gelden de betreffende nationale richtlijnen.
Er moet permanent en zorgvuldig op de laswerkzaamheden worden toegezien!
3.4 Belangrijke instructies bij de lasparameters
Voor alle vereiste lasparameters, zoals temperatuur, druk en tijd, wordt verwezen naar de DVS-richtlijn 2207 deel 1, 11 en 15. Buiten het grondgebied van de Bondsrepubliek Duitsland gelden de betreffende nationale richtlijnen.
Referentie: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
Per geval moeten de materiaalspecifieke bewerkingsparameters van de buizenfabrikant on- voorwaardelijk worden aangehouden.
De in de bijgevoegde lastabellen genoemde lasparameters zijn richtwaarden waarvoor de firma ROTHENBERGER geen garantie verleent!
De in de lastabellen vermelde waarden voor de aanpas- en samenvoegdruk werden volgens de volgende formule berekend:
druk P [bar] = lasoppervlak A [mm^2] x lasfactor SF [N/mm^2]
cilinderoppervlak Az [cm²] x 10
Lasfactor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
3.5 Parameters instellen
Parameters met rechten „Lasser“ instellen:
→ Draaiknop (4) lang (ca. 3 sec.) indrukken, tot P001 in het bovenste display (2) knippert.
→ Met draaiknop (4) de gewenste parameter P001 tot en met P009 kiezen. Moet deze waarde worden gewijzigd, resp. weergegeven, de draaiknop (4) kort indrukken, de waarde (default) knippert op de onderste display (9).
→ Waarde met draaiknop (4) instellen en draaiknop (4) weer kort indrukken, daarna knippert de parameter weer op de bovenste display (2).
→ Voor het beeindigen van het menu de vrijgavetoets (10) indrukken, de waarden worden opgeslagen.
Parameters met rechten „Meester“ instellen:
→ Draaiknop (4) lang (ca. 6 sec.) indrukken, eerst knippert de parameter P001 op de bovenste display (2), daarna „CodE“ en op de onderste display (9) knippert de streep op de eerste positie.
→ Met de draaiknop (4) de code invoeren en kort op de draaiknop (4) drukken (code = 8001 – bij eerste keer in gebruik nemen, via parameter P100 kan de code naar wens worden gewijzigd).
→ Met draaiknop (4) de gewenste parameter P101 tot en met P114 kiezen. Moet deze waarde worden gewijzigd, resp. weergegeven, de draaiknop (4) kort indrukken, de waarde (default) knippert op de onderste display (9).
→ Waarde met draaiknop (4) instellen en draaiknop (4) weer kort indrukken, daarna knippert de parameter weer op de bovenste display (2).
→ Voor het beeindigen van het menu de vrijgavetoets (10) indrukken, de waarden worden opgeslagen.
| Parame-ternaam | Aanduiding | default | Eenheid | |||
| P001 | Energiebesparingsfunctie resttijd | 99 | min | 0 | 99 | Lasser |
| P002* | Energiebesparingsfunctie actief | 0 | 0 | 3 | Lasser | |
| P003 | Offset verwarmingsplaattempe-ratuur | 5 | °C | -25 | 25 | Lasser |
| P004 | p max voor frezen | 20 | bar | 10 | 50 | Lasser |
| P005 | Insteldruk | 1/10bar | Lasser | |||
| P006 | Insteltemperatuur | 210 | °C | P103 | P104 | Lasser |
| P007 | Timer t1 instelwaarde | 45 | sek | 1 | 1500 | Lasser |
| P008 | Timer t4 instelwaarde | 6 | min | 1 | 99 | Lasser |
| P009 | pstart voor frezen | 10 | bar | 0 | P004 | ||
| P101 | Afwijking tot napompen | 5 | % | 1 | 50 | ||
| P102 Openingstijd na frezen 10 | 1/10sek | 0 | 100 | Meester | |||
| P103 | Insteltemperatuur (min) | 160 | °C | 0 | 300 | Meester | |
| P104 | Insteltemperatuur (max) | 270 | °C | 0 | 300 | Meester | |
| P105 | Toetsvergrendeling (ja/nee) 5 | sek | 0 | 50 | Meester | ||
| P106 | Druk voor openen | 135 | 10 | 160 | Meester | ||
| P107 Naderingstijd voor het schakelen van de zoemer | 50 | 1/10sek | 0 | 200 | Meester | ||
| P100 | Code wijzigen | 8001 | Meester | ||||
* P002 - Energiebesparingsfunctie:
0 - geen,
1 - wanneer frees loopt wordt verwarmingselement uitgeschakeld, (Fabrieksinstelling)
2 - wanneer hydraulische motor loopt wordt verwarmingselement uitgeschakeld,
3 - wanneer t4 loopt wordt verwarmingselement uitgeschakeld.
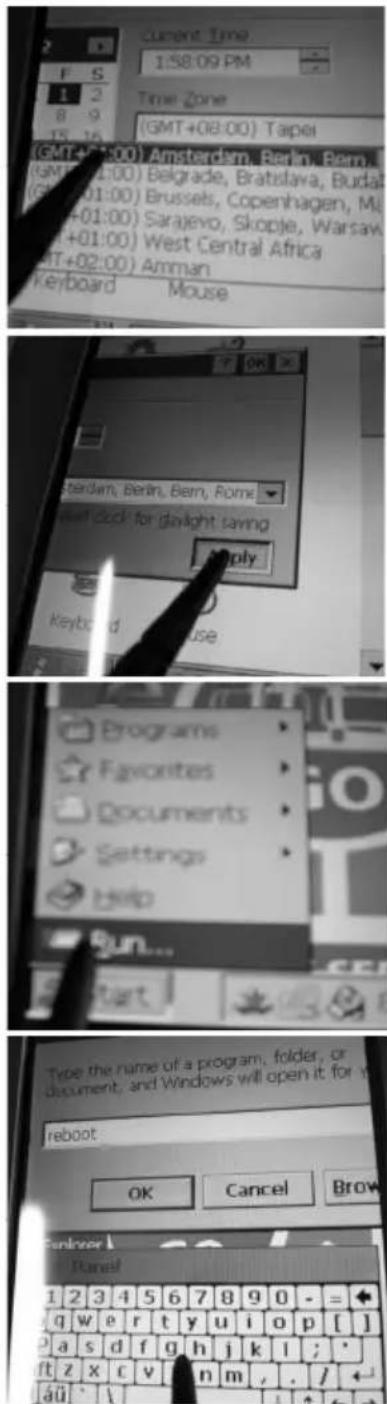
3.6 Instellen van datum en tijd
→ Programma sluiten door te klikken in de linkerbovenhoek.
→ Start, Setting en daarna Control Panel indrukken.
De startbalk is verborgen en kan dor het drukken om de linker onderhoek worden opgeroepen.
→ Op Date/Time klikken.

→ Invoerscherm door het aanraken en verschuiven van de Date/Time-balk kiezen. Betreffende tijdzone kiezen of de huidige tijd invoeren bij Current Time.
Let op! Rekening houden met AM/PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
→ Bevestigen met „Apply“en „OK“. Control Panel met X sluiten.
→ Drukken op de toetsen „Start“en „Run“
→ Bij het verschijnen van het toetsenbord reboot typen en op „OK“ drukken, de PC start opnieuw op
3.7 Machineconfiguratie aanmaken, kiezen
Druk op de toets SETTINGS om een machineconfiguratie te kiezen of aan te maken.

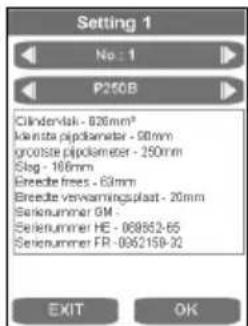
Met de pijltoetsen kan de gewenste machineconfiguratie worden gekozen.
Om een nieuwe configuratie aan te maken, met de pijltoets naar rechts het volgende nummer, bijv. 2, starten.
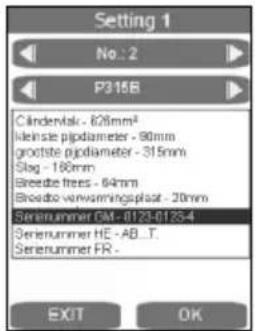

Door het drukken op het betreffende displayveld verschijnt het invoerscherm. De gegevens kunnen met DEL worden gewist waarna nieuwe gegevens kunnen worden ingevoerd, deze gegevens worden later in het rapport opgenomen.
3.8 Foutmeldingen
Algemeen:
| Foutmelding | Verhelpen |
| Na het frezen, tijdens de meting van de sleepdruk, opent de basismachine in plaats van te sluiten, of beweegt niet | 1) Venster ,TEST/SERVICE' oproepen, ,Positie' controleren - moet < 10 zijn2) Met het programma ,Eerste ingebruik-name' de positie van het wegmeetsysteem instellen |
| Verwarmingselement wordt niet warm Controleer het | vermogen van de generator |
Touch-PC en rapport:
| Foutmelding | Omschrijving Verhelpen van storingen | |
| Code 1 Compensatiedruk te hoog Hydraulica zonder | basismachine testen,druk tot 100 bar opbouwen, gewenstewaarde met actuele waarde vergelijken,het verschil dient minder dan 5 bar te zijn | |
| Code 2 Compensatiedruk te laag | ||
| Code 4 Opwarmdruk te hoog | ||
| Code 8 Opwarmdruk te laag | ||
| Code 16 Opwarmtijd te lang | ||
| Code 32 Opwarmtijd te kort | ||
| Code 64 Omspantijd te lang | ||
| Code 128 Drukopbouwtijd te lang | ||
| Code 256 Verbindingsdruk te hoog | ||
| Code 512 Verbindingsdruk te laag | ||
| Code 1024 Verbindingstijd te kort | ||
| Code 2048 Temperatuur verwarmingselement te laag | 1) Temperatuur van het verwarmings-element met de indicatie op het displayvergelijken2) Parameter P002 op ,0‘ zetten3) Bescherm de verwarmingsplaat tegenkrachtige wind | |
| Code 4096 Afgebroken door bediener | ||
| Code 8192 Omgevingstemperatuur niet gemeten | ||
| Code 16384 Voeglengte niet in acht genomen | ||
| Code 32768 Verwarmingselement niet verwijderd | ||
| Code 65536 Tweede afkoeltijd niet in acht genomen | ||
| Code 131072 Temperatuur verwarmings-element te hoog | Temperatuur van het verwarmings-element met de indicatie op het display vergelijken |
| Error Dataline 2.0exe |
Besturing:
| Foutmelding | Omschrijving | Verhelpen van storingen |
| SER Servicedatum | bereikt, service-beurt nodig | Service laten uitvoeren |
| ERR1 Absolute druk | wordt niet bereikt Oliepeil controleren, druksensor controleren, kleppen defect, motor defect | |
| PE-2 Druksensor -24V defect | Druksensor | vervangen |
| ERR5 Olietemperatuur 70°C – stop! Wacht tot de olietemperatuur lager is dan 50°C | ||
| HE-1 Verwarmings | element niet aan-gesloten, voeler kapot | Voeler vervangen |
| HE-0 Verwarmings | element te heet Temperatuur nam | neten, instelling controleren, voeler vervangen |
| HE-2 Verwarmings | element te koud Temperatuur nam | neten, instelling controleren, voeler vervangen |
4 Instandhouding en onderhoud
Om de functionaliteit van de machine te behouden moeten de volgende punten in acht worden genomen:
- De geleidestangen moeten vrij van vuil worden gehouden. Bij beschadigingen aan de oppervlakken moeten de geleidestangen worden vervangen, daar dit evt. tot een drukverlies kan leiden.
- Om onberispelijke lasresultaten te behalen, is het noodzakelijk het verwarmingselement rein te houden. Bij beschadigingen van de oppervlakken moet het verwarmingselement van een nieuwe laag worden voorzien of vervangen worden. Materiaalresten op de verwarmingsspiegel tasten de anti kleefeigenschappen aan en moeten worden verwijderd met een nietvezelend papier en wasmiddel met een Ethanolgehalte >99,8% (volgens DVS 2207) (alleen bij een koud verwarmingselement!).
- De hydraulische olie (HLP – 46, art.-nr.: 53649) moet alle 12 maanden worden ververst.
- Om functiestoornissen te voorkomen, moet het hydraulisch aggregaat regelmatig worden gecontroleerd op dichtheid, vaste zitting van de schroefverbindingen en onberispelijke toestand van de elektrische kabels.
- De hydraulische snelkoppelingen aan het hydraulisch aggregaat en aan het slangenpakket moeten tegen vervuiling worden beschermd. Bij verontreiniging moeten deze voor het aansluiten worden gereinigd.
- De freesinrichting is uitgerust met twee dubbelzijdig geslepen messen. Bij een afgenomen snijvermogen kunnen de messen omgekeerd of door nieuwe vervangen worden.
- Men dient er steeds op te letten dat de te bewerken pijp- of werkstukuiteinden en vooral de eindvlakken vrij van verontreinigingen zijn, daar anders de levensduur van de messen be- duidend wordt verkort.

Conform DVS 2208 dient men jaarlijks een controle van het lasapparaat te laten uitvoeren door de fabrikant of een door hem geautoriseerd servicestation. Bij machines met een meer dan gemiddelde belasting moet de controlecyclus worden verkort!
5 Toebehoren
Passende accessoires vindt u in de hoofdcatalogus of op www.rothenberger.com
6 Klantenservice
De ROTHENBERGER service-locaties zijn er om u te helpen (zie lijst in de catalogus of online). Via deze service-locaties zijn ook vervangende onderdelen verkrijgbaar. Bestel uw accessoires en reserveonderdelen via de vakhandel of RO SERVICE+ online: 📞 + 49 (0) 61 95/ 800 8200 + 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Afvalverwijdering
Delen van het apparaat zijn recyclebare materialen en kunnen dus opnieuw worden gebruikt. Hiertoe staan geregistreerde en gecertificeerde recyclebedrijven ter beschikking. Voor de milieuvriendelijke verwerking van de niet-recyclebare delen (bijv. elektronisch schroot) dient u de plaatselijk bevoegde afvaldiensten te raadplegen.

Gooi elektrische gereedschappen, accu's en batterijen niet bij het huisvuil!
Alleen voor de EU-landen: Volgens de Europese richtlijn 2012/19/EU inzake afgedankte elektrische en elektronische apparatuur en de implementatie in nationaal recht moeten niet meer bruikbare elektrische gereedschappen en volgens de Europese richtlijn 2006/66/EG moeten defecte of verbruikte accu's/batterijen apart worden ingezameld en op een voor het milieu verantwoorde wijze worden gerecycled.
Índice Página

- Inhoudsopgave Pagina
- Aanwijzingen betreffende de veiligheid.... 101
- Werking van de machine 104
- Instandhouding en onderhoud 122
- Toebehoren.... 123
- Klantenservice.... 123
- Afvalverwijdering 123
- Gebruikte symbolen en tekens in dit document:
- Algemene veiligheidswaarschuwingen voor elektrische gereedschappen
- Volledige installatie:
- Afmetingen van de transportkist:
- Werking van de machine
- Toestelbeschrijving
- Gebruiksaamwijzing
- Voorbereidende maatregelen voor de lasbewerking
- Lasbewerking
- Lassen in de Premium-modus
- Lasproces Premium-modus:
- Overdracht van de rapportages:
- Buitenbedrijfstelling
- Belangrijke instructies bij de lasparameters
- Parameters instellen
- Parameters met rechten „Lasser“ instellen:
- Parameters met rechten „Meester“ instellen:
- Instellen van datum en tijd
- Machineconfiguratie aanmaken, kiezen
- Foutmeldingen
- Instandhouding en onderhoud
- Toebehoren
- Klantenservice
- Afvalverwijdering
- Índice Página
Merk : ROTHENBERGER
Model : ROWELD P500B Premium CNC SA
Categorie : Industriële machine