
ROWELD P500B Premium CNC SA - Máquina industrial ROTHENBERGER - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato ROWELD P500B Premium CNC SA ROTHENBERGER en formato PDF.

| Tipo de producto | Máquina de soldadura a tope para tubos de plástico |
| Marca | Rothenberger |
| Modelo | ROWELD P500B Premium CNC SA |
| Rango de soldadura de tubos | 200 - 500 mm de diámetro |
| Carrera máxima de los cilindros | 200 mm |
| Superficie total de los cilindros | 14,13 cm² |
| Dimensiones máquina base (L x l x h) | 1300 x 900 x 800 mm |
| Peso máquina base (máx.) | 238,5 kg (con juegos de insertos) |
| Alimentación eléctrica fresadora | 400 V trifásico, 50/60 Hz, 1,75 A |
| Potencia fresadora | 1210 W absorbida / 750 W útil |
| Velocidad de rotación motor fresadora | 140 min⁻¹ |
| Alimentación elemento térmico | 400 V trifásico, 4000 W |
| Diámetro elemento térmico | 540 mm |
| Alimentación unidad hidráulica | 400 V trifásico, 50/60 Hz, 2,75 A |
| Potencia unidad hidráulica | 1905 W absorbida / 1100 W útil |
| Presión máx. hidráulica | 135 bar |
| Capacidad depósito de aceite | 3,8 L |
| Aceite hidráulico recomendado | HLP 46 (ref. 53649) |
| Peso total instalación completa | Aproximadamente 350 kg (estimación) |
| Dimensiones caja de transporte | 2240 x 1300 x 1500 mm |
| Funciones principales | Soldadura a tope con control CNC, registro de parámetros, transferencia USB de protocolos, modo Premium |
| Mantenimiento | Limpiar varillas conductoras, reemplazar aceite cada 12 meses, verificar estanqueidad |
| Seguridad | Parada de emergencia, protección térmica, interruptores de seguridad en fresadora |
| Piezas de repuesto | Disponibles a través del servicio al cliente Rothenberger (juegos de insertos, cuchillas de fresadora, etc.) |
Preguntas frecuentes - ROWELD P500B Premium CNC SA ROTHENBERGER
Preguntas de los usuarios sobre ROWELD P500B Premium CNC SA ROTHENBERGER
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina industrial en formato PDF gratis! Encuentra tus instrucciones ROWELD P500B Premium CNC SA - ROTHENBERGER y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. ROWELD P500B Premium CNC SA de la marca ROTHENBERGER.
MANUAL DE USUARIO ROWELD P500B Premium CNC SA ROTHENBERGER
ES Instrucciones de uso
Intro
DECLARACION DE CONFORMIDAD EU
Declaramos, bajo nuestra responsabilidad exclusiva, que este producto cumple con las normas y directivas mencionadas.
EU-KONFORMITEITSVERKLARING
1 Indicaciones de seguridad 76
1.1 Utilización exclusiva con los fines especificados....76
1.2 Advertencias de peligro generales para herramientas eléctricas....76
2 Datos técnicos....78
3 Función del aparato 79
3.1 Descripción del aparato 79
3.1.1 Máquina base (A) 79
3.1.2 Grupo hidráulico (B)....79
3.2 Instrucciones de manejo....80
3.2.1 Puesta en marcha....80
3.2.2 Medidas a tomar para la preparación de la soldadura 83
3.2.3 Soldadura 86
3.2.4 Soldado en modo Premium 88
3.2.5 Puesta fuera de servicio 92
3.3 Requisitos generales 93
3.4 Avisos importantes a los parámetros de soldadura.... 93
3.5 Ajuste de parámetros....93
3.6 Ajuste de la fecha y la hora 94
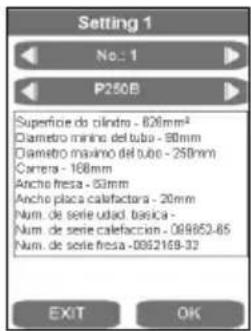
3.7 Crear y seleccionar configuraciones de la máquina....96
3.8 Mensajes de error....96
4 Cuidado y mantenimiento 98
5 Accesorios....98
6 Atención al cliente....98
7 Eliminación 99
Marcaciones en este documento:

Peligro!
Este símbolo avisa de que el usuario corre peligro de lesionarse.

Atención!
Este símbolo avisa de que hay peligro de causar daños materiales o medioambientales.

Requerimiento de actuar
1.1 Utilización exclusiva con los fines especificados
Las máquinas ROWELD P250-630B Premium CNC se emplearán sólo para la producción de uniones soldadas de tubos PE - PP y PVDF conforme a los datos técnicos. Los posibles daños derivados de un uso inadecuado son responsabilidad exclusiva del usuario.
1.2 Advertencias de peligro generales para herramientas eléctricas

ADVERTENCIA! Lea íntegramente las advertencias de peligro, las instrucciones, las ilustraciones y las especificaciones entregadas con esta herramienta eléctrica.
En caso de no atenerse a las instrucciones siguientes, ello puede ocasionar una descarga eléctrica, un incendio y/o una lesión grave.
Guardar todas las advertencias de peligro e instrucciones para futuras consultas.
El término herramienta eléctrica empleado en las siguientes advertencias de peligro se refiere a herramientas eléctricas de conexión a la red (con cable de red) y a herramientas eléctricas accionadas por acumulador (o sea, sin cable de red).
1) Seguridad del puesto de trabajo
a) Mantenga limpio y bien iluminado su puesto de trabajo. El desorden o una iluminación deficiente en las áreas de trabajo pueden provocar accidentes.
b) No utilice la herramienta eléctrica en un entorno con peligro de explosión, en el que se encuentren combustibles líquidos, gases o material en polvo. Las herramientas eléctricas producen chispas que pueden llegar a inflamar los materials en polvo o vapores.
c) Mantenga alejados a los niños y otras personas de su puesto de trabajo al emplear la herramienta eléctrica. Una distracción le puede hacer perder el control sobre la herramienta eléctrica.
2) Seguridad eléctrica
a) El enchufe de la herramienta eléctrica debe corresponder a la toma de corriente utilizada. No es admisible modificar el enchufe en forma alguna. No emplear adaptadores en herramientas eléctricas dotadas con una toma de tierra. Los enchufes sin modificar adecuados a las respectivas tomas de corriente reducen el riesgo de una descarga eléctrica.
b) Evite que su cuerpo toque partes conectadas a tierra como tuberías, radiadores, cocinas y refrigeradores. El riesgo a quedar expuesto a una sacudida eléctrica es mayor si su cuerpo tiene contacto con tierra.
c) No exponga las herramientas eléctricas a la lluvia y evite que penetren líquidos en su interior. Existe el peligro de recibir una descarga eléctrica si penetran ciertos líquidos en la herramienta eléctrica.
d) No utilice el cable de red para transportar o colgar la herramienta eléctrica, ni tire de él para sacar el enchufe de la toma de corriente. Mantenga el cable de red alejado del calor, aceite, esquinas cortantes o piezas móviles. Los cables de red dañados o enredados pueden provocar una descarga eléctrica.
e) Al trabajar con la herramienta eléctrica a la intemperie utilice solamente cables de prolongación apropiados para su uso en exteriores. La utilización de un cable de prolongación adecuado para su uso en exteriores reduce el riesgo de una descarga eléctrica.
f) Si fuese imprescindible utilizar la herramienta eléctrica en un entorno húmedo, es necesario conectarla a través de un fusible diferencial. La aplicación de un fusible diferencial reduce el riesgo a exponerse a una descarga eléctrica.
3) Seguridad de personas
a) Esté atento a lo que hace y emplee la herramienta eléctrica con prudencia. No utilice la herramienta eléctrica si estuviese cansado, ni tampoco después de haber consumido alcohol, drogas o medicamentos. El no estar atento durante el uso de una herramienta eléctrica puede provocarle serias lesiones.
b) Utilice un equipo de protección y en todo caso unas gafas de protección. El riesgo a lesionarse se reduce considerablemente si, dependiendo del tipo y la aplicación de la herramienta eléctrica empleada, se utiliza un equipo de protección adecuado como una mascarilla antipolvo, zapatos de seguridad con suela antideslizante, casco, o protectores auditivos.
c) Evite una puesta en marcha fortuita. Asegurarse de que la herramienta eléctrica esté desconectada antes de conectarla a la toma de corriente y/o al montar el acumulador, al recogerla, y al transportarla. Si transporta la herramienta eléctrica sujetándola por el interruptor de conexión/desconexión, o si alimenta la herramienta eléctrica estando ésta conectada, ello puede dar lugar a un accidente.
d) Retire las herramientas de ajuste o llaves fijas antes de conectar la herramienta eléctrica. Una herramienta de ajuste o llave fija colocada en una pieza rotante puede producir lesiones al poner a funcionar la herramienta eléctrica.
e) Evite posturas arriesgadas. Trabaje sobre una base firme y mantenga el equilibrio en todo momento. Ello le permitirá controlar mejor la herramienta eléctrica en caso de presentarse una situación inesperada.
f) Lleve puesta una vestimenta de trabajo adecuada. No utilice vestimenta amplia ni joyas. Mantenga su pelo, vestimenta y guantes alejados de las piezas móviles. La vestimenta suelta, las joyas y el pelo largo se pueden enganchar con las piezas en movimiento.
g) Siempre que sea posible utilizar unos equipos de aspiración o captación de polvo, asegúrese que éstos estén montados y que sean utilizados correctamente. El empleo de estos equipos reduce los riesgos derivados del polvo.
h) No permita que la familiaridad ganada por el uso frecuente de la herramienta eléctrica lo deje creerse seguro e ignorar las normas de seguridad. Una acción negligente puede causar lesiones graves en una fracción de segundo.
4) Uso y trato cuidadoso de herramientas eléctricas
a) No sobrecargue la herramienta eléctrica. Use la herramienta eléctrica prevista para el trabajo a realizar. Con la herramienta eléctrica adecuada podrá trabajar mejor y más seguro dentro del margen de potencia indicado.
b) No utilice herramientas eléctricas con un interruptor defectuoso. Las herramientas eléctricas que no se puedan conectar o desconectar son peligrosas y deben hacerse reparar.
c) Saque el enchufe de la red y/o retire el acumulador desmontable de la herramienta eléctrica, antes de realizar un ajuste, cambiar de accesorio o al guardar la herramienta eléctrica. Esta medida preventiva reduce el riesgo a conectar accidentalmente la herramienta eléctrica.
d) Guarde las herramientas eléctricas fuera del alcance de los niños. No permita la utilización de la herramienta eléctrica a aquellas personas que no estén familiarizadas con su uso o que no hayan leído estas instrucciones. Las herramientas eléctricas utilizadas por personas inexpertas son peligrosas.
e) Cuide la herramienta eléctrica y los accesorios con esmero. Controle si funcionan correctamente, sin atascarse, las partes móviles de la herramienta eléctrica, y si existen partes rotas o deterioradas que pudieran afectar al funcionamiento de la herramienta eléctrica. Haga reparar estas piezas defectuosas antes de volver a utilizar la herramienta eléctrica. Muchos de los accidentes se deben a herramientas eléctricas con un mantenimiento deficiente.
f) Mantenga los útiles limpios y afilados. Los útiles mantenidos correctamente se dejan guiar y controlar mejor.
g) Utilice la herramienta eléctrica, accesorios, útiles, etc. de acuerdo a estas instrucciones, considerando en ello las condiciones de trabajo y la tarea a realizar. El uso de herramientas eléctricas para trabajos diferentes de aquellos para los que han sido concebidas puede resultar peligroso.
h) Mantenga las empuñaduras y las superficies de las empuñaduras secas, limpias y libres de aceite y grasa. Las empuñaduras y las superficies de las empuñaduras resbaladi-
zas no permiten un manejo y control seguro de la herramienta eléctrica en situaciones im- previstas
5) Servicio
a) Únicamente haga reparar su herramienta eléctrica por un profesional, empleando exclusivamente piezas de repuesto originales. Solamente así se mantiene la seguridad de la herramienta eléctrica.
2 Datos técnicos
| P250B | P355B | P500B | P630B | ||
| Máquina base CNC SA/VA: | |||||
| Gama de soldadura de tubo ∅ (mm) | 90-250 | 90-355 | 200-500 315-630 | ||
| Potencia de soldadura de tubo | serie SDR las tablas de soldadura adjuntas + observe presión max. grupo hidráulico | ||||
| Carrera máx. cilindro (mm) | 150 | 150 | 200 200 | ||
| Superf. cilindro en total ( cm^2 ) | 6,26 | 6,26 | 14,13 14,13 | ||
| Medidas principales: | |||||
| Longitud (mm) | 810 | 795 | 1300 1300 | ||
| Anchura (mm) | 485 | 600 | 900 1060 | ||
| Altura (mm) | 415 | 535 | 800 920 | ||
| Peso max.* (SA kg) | 59,0 | 80,2 | 238,5 323,4 | ||
| Peso max.* (VA kg) | 61,3 | 83,8 | |||
| * incl. piezas tensoras reductoras para el diámetro del tubo más pequeño | |||||
Instalación fresadora:
| Conexión eléctrica | 230 V | 230 V | 400 V, 3~ | 400 V, 3~ |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 3,5 A | 4,8 A | 1,75 A | 2,55 A | |
| Potencia absorbida / -útil (W) | 750/470 | 1050/650 | 1210/750 | 1770/110 |
| RPM motor (min ^-1 ) | 660 | 726 | 140 | 140 |
| RPM en vacío disco fresador (min ^-1 ) | 85 | 66 | 31 | 24 |
| Nivel de presión sonora dB(A) L _pA | K _pA | 82 | 3 | 83 | 3 | 48 | 3 | 52 | 3 |
| Nivel de potencia acústica dB(A) L _WA | K _WA | 93 | 3 | 94 | 3 | 59 | 3 | 63 | 3 |
| Peso (kg) | 15 | 22,4 | 68 | 123 |
Elemento calefactor CNC SA/VA:
| Conexión eléctrica | 230 V | 230 V | 400 V | 400 V |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 1500 W | 2500 W | 4000 W | 8000 W | |
| Diámetro elemento calefactor (mm) | 300 | 380 | 540 | 660 |
| Peso (SA/VA kg) | 5,5/13 | 9,1 | 32 | 49 |
Caja de ajuste CNC SA/VA:
| Peso (SA/VA kg) | 8,2/7,6 | 9,6 | 55 | 70 |
P250B, P355B P500B, P630B
Grupo hidráulico:
| Conexión eléctrica | 230 V - 50 Hz - 4,17 A | 400 V - 50/60 Hz - 2,75 A |
| 230 V - 60 Hz - 4,17 A | ||
| Potencia absorbida / -útil (W) | 880/550 | 1905/1100 |
| Caudal de bomba (l/min) | 2,2/ 2,6 | 4,5/ 5,4 |
| Contenido tanque de aceite (l) | 1,1 | 3,8 |
| Presión max. (bar) | 135 | 135 |
| Aceite hidráulico | HLP - 46 (no.: 53649) | |
| Medidas (LxAnxAl, mm) | 540 x 310 x 433 | 540 x 310 x 433 |
Nivel de presión sonora dB(A) L pA | K pA ....62 | 3 ....68 | 3
Nivel de potencia acústica dB(A) LWA | KWA .....73 | 3 .....79 | 3
Peso (kg) 33,7 38,2
P250B
P355B
P500B
P630B
Longitud total:
Consumo nominal total de corriente (kW) .....3,2.....4,3 ..... 7,2 ..... 11,7
Medidas de la caja de transporte:
Longitud (mm)....1200....1200....2240....2240
Anchura (mm)....800....800....1300....1300
Altura (mm)....900....900....1500....1500
El nivel sonoro durante el trabajo puede sobrepasar 85 dB (A). ¡Utilizar protector auditivo!
3 Función del aparato
3.1 Descripción del aparato
Las máquinas ROWELD P250-630B Premium CNC son máquinas para soldadura a tope con elemento calefactor. Incorporan un módulo CNC homologado que controla y almacena con exactitud los parámetros de soldado, según la directiva de la DVS (asociación alemana de la soldadura y procesos relacionados), y la transmisión de protocolos a través de una conexión USB especialmente concebida para su aplicación en obras, en este caso en zanjas para tuberías. Naturalmente las maquinas tambien se pueden usar en talleres.
Se pueden producir soldaduras de conexiones de tubo a tubo, así como piezas en T, codo de tubo y cuello de soldadura previa.
Las máquinas se componen esencialmente de:
Máquina base, piezas tensoras reductoras, grupo hidráulico con módulo de CNC, instalación fresadora, elemento calefactor, caja de ajuste.
ROWELD P250B Premium CNC: Al soldar codos de tubo del diámetro máx. de la máquina con curvas de unión estrechas se deberá utilizar la parte superior de la herramienta de sujeción biselada adquirible como accesorio.
ROWELD P500-630B Premium CNC: Para elevar y expulsar la fresadora y el elemento calefactor puede usarse el dispositivo de elevación eléctrico a la venta como accesorio.
3.1.1 Máquina base
1 Elementos tensores móviles
2 Elemento tensor desplazable
3 Pieza distanciadora con muescas de anclaje
4 Dispositivo de extracción del elemento calefactor
3.1.2 Grupo hidráulico
1 Tecla de modo automático
2 Indicador de presión
3 Tecla de bajar presión
4 Botón giratorio
5 Tecla de fresado
6 Tecla de encendido y apagado
7 Tecla de calefacción
8 "Abrir" máquina
9 Indicador de temperatura y tiempo
10 Tecla de liberación
11 "Cerrar" máquina
12 Tecla de temporizador
13 Tomacorriente del dispositivo de fresado
14 Manguito de acoplamiento rápido
15 Enchufe del acoplamiento rápido
16 Enchufe del elemento calefactor
17 Clavija de alimentación
18 Parada de emergencia
19 PC táctil
20 Tubuladura de relleno de aceite con varilla de sonda
21 Conexión USB
22 Dispositivos enchufables de la máquina base
El grupo hidráulico permite realizar las operaciones marcadas con los símbolos siguientes de la máquina soldadora:

Tecla de encendido y apagado del grupo hidráulico

Pulsando la tecla „Calefacción“ se enciende el elemento calefactor. La temperatura deseada del elemento calefactor se ajusta pulsando la tecla „Calefacción“ y girando el botón giratorio, el valor se mostrará en el indicador de temperatura y después se mostrará de nuevo el valor real

En el botón giratorio se ajusta la presión de fresado, adaptación, precalentamiento y ensamblado, el valor se mostrará en el indicador „Presión“. Tres segundos después del ajuste se mostrará el valor real. Al presionar el botón giratorio se muestran y ajustan los parámetros de servicio

Para juntar los elementos de sujeción, pulsar la tecla de liberación y „Cerrar“ máquina

Tecla de bajar presión
Para separar los elementos de sujeción, pulsar la tecla de liberación y „Abrir“ máquina

Para conectar el tomacorriente del dispositivo de fresado pulsar la tecla de liberación y la tecla de fresado. La presión se ajustará automáticamente a 10 bar y podrá elevarse con el botón giratorio hasta un máximo de 20 bar. (En casos especiales de aplicación como, por ejemplo, con inclinación, es posible ajustar la presión hasta un máximo de 50 bar modificando P004)

Activar el temporizador pulsando una vez la tecla. Pulsando la tecla y girando el botón giratorio es posible ajustar el tiempo t1 en segundos. Pulsando la tecla durante más tiempo se cambia a t4. Pulsando la tecla y girando el botón giratorio es posible ajustar el tiempo t4 en minutos. Mediante un pulsado breve del botón de cronómetro, cuando se ilumina la indicación de cronómetro t1 o t2, el cronómetro se inicia manualmente

Mediante el pulsado de la tecla “Automático” se controla, y en caso necesario se regula, la presión ajustada durante el calentamiento (cronómetro t1 activo) y el proceso de soldadura (cronómetro t4 activo)

Tecla de liberación para la confirmación de los parámetros de servicio
3.2 Instrucciones de manejo
Las soldadoras son aptas para funcionar a temperaturas ambiente entre -10 °C y +40 °C.
Son adecuadas para una alimentación eléctrica estacionaria de 230 V 50/60 Hz y 400 V 50/60 Hz. Si se utiliza un generador de corriente, el soldador debe aclarar la potencia necesaria con el fabricante del generador.

La máquina soldadora sólo debe ser manejada por especialistas debidamente cualificados e instruidos según DVS 2212 parte 1!
3.2.1 Puesta en marcha

¡Por favor lea detalladamente las instrucciones de servicio y los avisos de seguridad antes de la puesta en servicio de la máquina de soldar a tope!

No utilizar el elemento calefactor en entornos con peligro de explosión y evitar a toda costa el contacto con materiales altamente inflamables!

Mantener una distancia de seguridad respecto a la máquina; no apoyarse en la máquina ni agarrarla. Mantenga a otras personas apartadas de la zona de trabajo!

Antes de cada puesta en marcha se deberá comprobar el nivel de aceite del grupo hidráulico. El nivel del aceite tiene que estar entre las marcas de nivel máximo y mínimo de la varilla del tapón de llenado de aceite. En caso necesario añadir aceite hidráulico HLP 46!

El grupo hidráulico sólo se tiene que transportar y colocar en posición horizontal. ¡Si se inclina, saldrá aceite por el tapón de ventilación y de purga con varilla!

En caso de peligro pulsar el interruptor de parada de emergencia (18). ¡Antes de toda puesta en servicio, asegurarse de que la parada de emergencia no esté bloqueada!
→ Conectar los dos tubos flexibles hidráulicos de la máquina básica al grupo hidráulico utilizando un acoplamiento rápido (14,15).
! Proteger los acoplamientos rápidos de la suciedad. ¡Sustituir inmediatamente los acoplamientos in estancos!
→ Conecte el enchufe del dispositivo de fresado en la toma de corriente (13), el enchufe del elemento calefactor en la caja de distribución (16) y el enchufe de la máquina base en la caja de distribución (22).
→ Conectar la clavija de alimentación del grupo hidráulico (17) a la alimentación de corriente según lo indicado en la placa de características. Si no aparece la pantalla de inicio, desbloquear el interruptor de parada de emergencia, a continuación se escuchará una señal y se encenderá un punto en el indicador (2).
En la primera puesta en servicio comprobar la fecha y la hora. Para ello, pulsar la tecla GO. (Para realizar modificaciones véase apdo. 3.6). Para cerrar el menú pulsar EXIT.


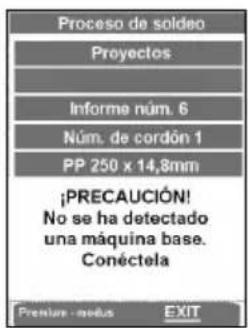
Cuando pulse la tecla GO y la máquina base no esté conectada, se mostrará el siguiente aviso: ¡Atención! No se ha detectado la máquina base. Por favor, conéctela.
Si conecta la máquina y tras ello continúa apareciendo el aviso de error, la conexión está defectuosa. Aún así existe la posibilidad de soldar y aplicar los protocolos poniendo la máquina en modo Premium (consulte el punto 3.2.4).
En la primera puesta en servicio ajustar el idioma. El idioma ajustado por defecto es ale- mán. Para realizar modificaciones pulsar „Settings“ y pasar a „Setting 2“ con OK.

Seleccionar el idioma deseado con las teclas de flechas y confirmar con OK. El idioma seleccionado se guardará después del primer proceso de soldado.
La pantalla puede ponerse en modo de espera (standby), el protector de pantalla se activará cuando se desconecte el sistema hidráulico con la tecla (6).
→ conectar el grupo hidráulico (pulsar la tecla [6]).
Tras la conexión, el elemento calefactor se calentará.
En el indicador (9) se mostrará la temperatura actual. La regulación está activada cuando se enciende un punto en el indicador. Al alcanzarse la temperatura ajustada se encenderán ambos LED (actual y ajustada). Después de otros diez minutos el elemento calefactor estará listo para el servicio. Controlar la temperatura con un termómetro.
Para ajustar la temperatura del elemento calefactor, véase el apdo. 3.5.

¡Peligro de quemaduras! El elemento calefactor puede alcanzar una temperatura de hasta 300° C y se debe colocar directamente después del uso en la caja de ajuste prevista para ello!
Pulsando de forma prolongada la tecla (7) se puede desconectar la calefacción. El punto del indicador (9) se apagará. Pulsando de nuevo se conectará la calefacción otra vez.
Sistema hidráulico ROWELD P500-630B: ¡Comprobar la dirección de giro! De fábrica, las máquinas están fijadas para girar hacia la derecha. Abrir o cerrar la máquina básica con grupo hidráulico. Si no se produce ningún movimiento, conmutar el inversor de fase de la clavija de alimentación con las herramientas adecuadas!
Nota: Si la dirección de gro es incorrecta no conectar el sistema hidráulico (riesgo de destrucción)!
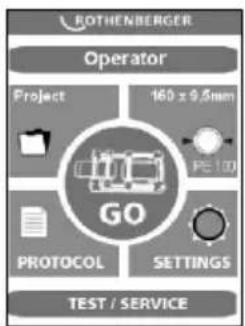
→ Introducir o seleccionar el nombre de soldador „Operator“.


En la máscara de entrada pueden seleccionarse soldadores almacenados, introducirse nombres nuevos o borrar los existente con DEL e introducir nuevos. En todas las máscaras de entrada se confirma y guarda con ENTER u OK. Después aparecerá el siguiente paso del programa. Con la tecla EXIT se cierra la máscara de entrada sin guardar.
→ Crear o seleccionar un proyecto.


Con las máscaras de entrada pueden seleccionarse proyectos guardados o introducir nuevos nombres de proyectos. Se cierra y guarda con la tecla ENTER.
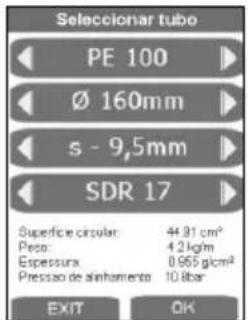
→ Seleccionar tubo.
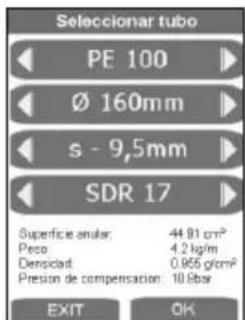
→ Seleccionar el tubo deseado con las teclas de flechas y confirmar con OK.
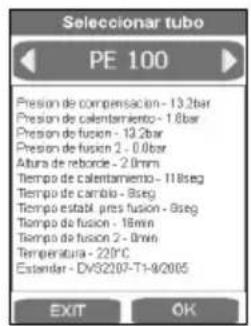

En la pantalla final de parámetros del tubo se muestran los datos del tubo según la directiva de la DVS. Pulsando OK se muestra la ventana de la pieza de soldadura y el método de colocación.
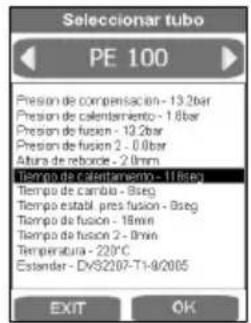

Pueden realizarse modificaciones respecto al valor predeterminado pulsando el campo correspondiente y pulsando ENTER para guardarlas. En el apdo. „Norm“ (predeterminado) cambiará la denominación. Puede introducirse posteriormente desde el PC en el campo de observaciones, antes de imprimir el protocolo. Después de confirmar y guardar los datos del tubo con OK, aparecerá el menú principal.
Bei P500-630B: Para elevar el dispositivo fresador y el elemento calefactor utilizar el dispositivo de elevación 53410 (P500B) ó 53323 (P630B) u otro útil adecuado.
3.2.2 Medidas a tomar para la preparación de la soldadura
En tubos que son menores que el diámetro máx. a soldar de la máquina se deben montar las piezas reductoras, del diámetro de tubo a trabajar con los tornillos hexagonales en los accesorios.
ROWELD P250-355B: compuesta de 6 semicarcasas con superficie tensora ancha y 2 con superficie tensora estrecha.
ROWELD P500-630B: compuesta de, hasta diámetro 450mm 6 semicarcasas con superficie tensora ancha y 2 con superficie tensora estrecha, a partir de 500mm 8 semicarcasas con superficie tensora ancha.
Aquí se debe cuidar de que las semicarcasas estén colocadas con la superficie tensora estrecha en los dos elementos tensores base extremos inferiores. Sólo en conexiones tubo - codo de tubo se colocarán éstos arriba y abajo en el elemento tensor básico de la izquierda.
→ Colocar los tubos de plástico o piezas moldeadas a soldar en el dispositivo tensor (en tubos <2,5m más largos tienen que usarse caballetes de rodillos) y apretar las tuercas de latón en las piezas tensoras superiores. Faltas de redondez de los tubos pueden compensarse apretando o soltando las tuercas de latón.
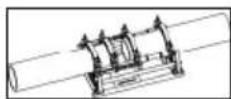
En conexiones tubo - tubo los elementos distanciadores deben estar encastrados en ambos elementos tensores de la izquierda (estado de suministro).

Atención: ¡Los elementos distanciadores no se deben montar desplazados diagonalmente!
Dos elementos tensores sujetan los tubos.
P250-355B: En las conexiones tubo - pieza de empalme los elementos distanciadores deben estar encastrados en los dos elementos tensores del centro y el dispositivo de extracción del elemento calefactor se deberá enganchar en los elementos tensores de la izquierda. Al mecanizar algunos elementos de empalme en ciertas posiciones, p. ej. codo en horizontal o collarines de soldar, será necesario desmontar el dispositivo de extracción del elemento calefactory.
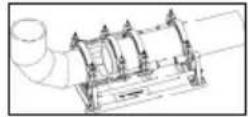
→ P500-630B: En conexiones tubo - pieza de empalme los elementos distanciadores se deberán girar y encastrar en el elemento tensor del centro

Atención: ¡Los elementos distanciadores no se deben montar desplazados diagonalmente!
→ El tubo se coloca en los tres elementos tensores y el empalme lo sujeta un elemento tensor. El elemento tensor desplazable se puede mover a lo largo de la barra, según el espacio que se necesite para tensar y soldar.
→ Iniciar el proceso de soldadura con GO.
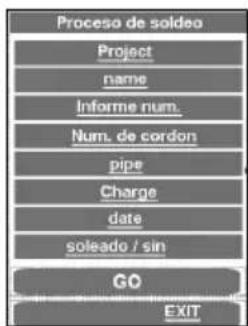
En la pantalla final se pueden realizar las últimas modificaciones haciendo clic sobre los puntos correspondientes y confirmando con GO.
En el modo de funcionamiento CNC la máquina se controla con el panel táctil. Todas las funciones que no se controlan desde el panel táctil, como las teclas de encendido/apagado (6) están bloqueadas.
El proceso de soldadura se puede interrumpir con las teclas de encendido/apagado o la tecla SALIR. En tal caso, se desactiva el bloqueo del teclado y se muestra el aviso correspondiente en la pantalla.
Con las teclas de flecha, la máquina avanza.
Con EXIT, el programa vuelve al menú principal sin guardar.
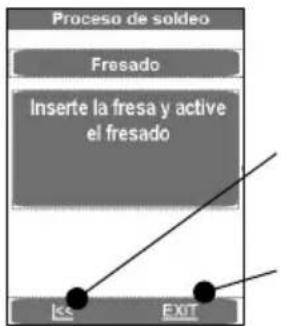
→ Colocar el dispositivo eléctrico de fresado entre las piezas de trabajo a soldar.
→ P250-355B: Conectar el motor de la fresadora y bloquear el interruptor.

P500-630B: ¡Controlar los sentidos de giro! De fábrica salen las máquinas conectadas en giro a la derecha!
Toque el campo de texto para activar el dispositivo de fresado. Los discos de la cepilladora deben moverse en la dirección de corte, en caso contrario conmutar el inversor de fase en la clavija de alimentación con las herramientas adecuadas.

¡Peligro de lesiones! ¡Mantener una distancia de seguridad respecto a la máquina durante el funcionamiento y no agarrar las cuchillas en rotación. Activar la fresadora solamente en estado introducido (posic. de trabajo) y a continuación reponer de nuevo hacia atrás en caja de ajuste prevista para ello. La funcionalidad del interruptor de seguridad en la instalación fresadora tiene que estar garantizada en todo momento para evitar un arranque fortuito fuera de la máquina!
→ Los elementos de sujeción se colocan automáticamente. La presión de fresado se puede aumentar con el botón rotativo (4). La presión de fresado puede ajustarse de forma estándar hasta 20 bar, aunque puede elevarse hasta 50 bar (véase apdo. 3.5).

Una presión de fresado demasiado alta puede provocar un sobrecalentamiento y daños en el accionamiento de fresado. En caso de sobrecarga o parada del accionamiento de la fresa subir la máquina y reducir la presión (v. a. 3.5)!
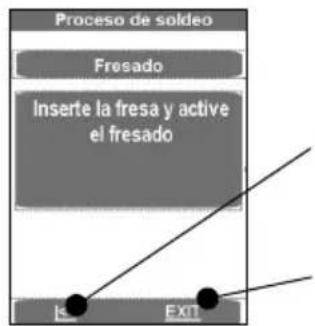
→ Cuando la fresa genere de forma ininterrumpida virutas con un grosor de <= 0,2 mm, toque el campo de texto. El dispositivo de fresado se detendrá y se soltarán los elementos de sujeción.

Con las flechas el programa retrocede hasta "Inserte la fresa..."
Con EXIT, el programa vuelve al menú principal sin guardar
→ Esperar hasta que los discos de la cepilladora se detengan. Extraer el dispositivo de fresado de la máquina básica y depositar en la caja de almacenamiento.
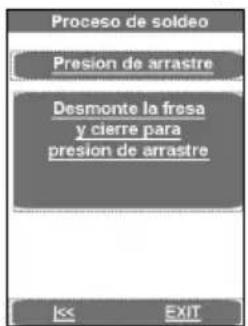
→ Toque el campo de texto. Las piezas se juntarán y se medirá la presión de arrastre. La presión de arrastre medida se añadirá automáticamente a la presión de adaptación, calentamiento y ensamblado.

Mantener una distancia de seguridad respecto a la máquina; no apoyarse en la máquina ni agarrarla. Mantenga a otras personas apartadas de la zona de trabajo!
Con las flechas el programa regresa a "Medici. presión arrastre"
Con las flechas el programa retrocede hasta "Inserte la fresa..."
Con EXIT, el programa vuelve al menú principal sin guardar
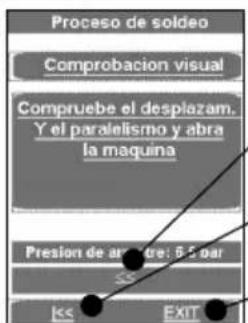
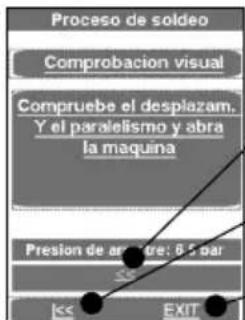
→ Asegúrese de que los elementos de sujeción amarren firmemente los tubos y de que las superficies de soldado estén correctamente alineadas con respecto a los tres planos.
Si no fuera así, tiene que repetirse el proceso de fresado. El desvío axial entre los extremos de las piezas no debe (según DVS) ser mayor del 10% del grosor de pared y la hendidura máx. entre las superficies planas no superior a:
Quitar las posibles virutas en el tubo con una herramienta limpia (p. ej. pincel).

Observe! Las superficies fresadas, preparadas para la soldadura no deben tocarse con las manos y tienen que estar completamente limpias!
3.2.3 Soldadura

¡Peligro de aplastamiento! Al juntar las piezas tensoras y los tubos mantener una separación de seguridad a la máquina. ¡No acercarse demasiado a la máquina!
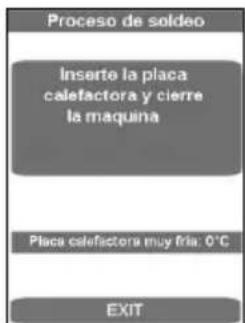
En esta máscara se muestra la temperatura de la placa de calentamiento.
La barra de indicación es de color azul cuando la temperatura es demasiado baja, de color rojo cuando es demasiado alta y de color verde cuando está en el rango adecuado.
La máquina solo puede trabajar por la zona de referencia verde.
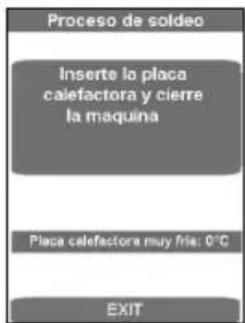
→ Elemento calefactor SA: Colocar el elemento calefactor entre las dos piezas de trabajo de la máquina básica y asegurarse de que los soportes de la placa de calentamiento están en las entalladuras del dispositivo de extracción.
→ Elemento calefactor VA: Monte los elementos calefactores en las dos tomas de la máquina base y coloque las placas calentadoras entre los tubos.
→ Toque el campo de texto para juntar la máquina. La presión de compensación se ajustará y se mantendrá automáticamente.
Ahora se guardarán todos los parámetros de soldadura y se activará el registro de protocolos.
La barra superior de progreso indica si la presión se encuentra en el umbral correcto (verde) o en el umbral de tolerancia permitido (amari-lo) o fuera del umbral de tolerancia (rojo). La presión real se muestra en el indicador (2).
Una vez aplicado correctamente el cordón necesario por todo el diámetro de ambos tubos, la presión se reducirá automáticamente y comenzará el proceso de calentamiento.

→ Ajustar la presión de tal manera que esté asegurado todavía un contacto uniforme, casi sin presión de los extremos de pieza al elemento calefactor.
Poco antes de finalizar el tiempo de calentamiento sonará una señal.
→ Al finalizar el tiempo de calentamiento, las piezas se unirán automáticamente. El elemento calefactor SA debe retirarse, es decir, que el elemento calefactor VA gira automáticamente y se juntan los extremos de las piezas.

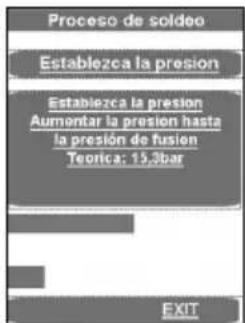
Ahora se debe aumentar la presión de forma lineal hasta alcanzar la presión de unión.

Al alcanzarse la presión de unión, el programa pasa automáticamente al proceso de unión y el temporizador t4 se inicia.

La barra superior de progreso indica si la presión se encuentra en el umbral correcto (verde) o en el umbral de tolerancia permitido (amari- llo) o fuera del umbral de tolerancia (rojo). La inferior muestra el pro- greso del tiempo. La presión real se muestra en el indicador (2) y el tiempo de unión restante en el indicador (9).
La presión se comprueba automáticamente y, a continuación, se regula. Si es necesario volver a bombear frecuentemente de forma exagerada (alta pérdida de presión), revisar el sistema hidráulico.
→ Devolver el elemento calefactor a la caja de almacenamiento
→ Una vez transcurrido el tiempo de enfriamiento, se termina el proceso de soldadura, suena una señal y se purga automáticamente la presión.

→ Terminar el menú de soldadura con OK.
→ Purgar la presión completamente con la tecla (3).
→ Soltar y extraer las piezas de trabajo soldadas.
→ Abrir la máquina básica. La máquina está ahora preparada para el siguiente ciclo de soldadura.
Transmisión de protocolos:

En el apdo. „Protocolos“ se pueden guardar si está conectado una memoria USB. A continuación, la ventana se cierra automáticamente.
Este fichero de protocolo se tiene que procesar con el software Dataline 2 de ROTHENBERGER y un ordenador.
Todos los parámetros de soldadura pueden leerse en las tablas de soldadura adjuntas.
3.2.4 Soldado en modo Premium
→ Pulse la tecla Soldado en modo Premium.

→ Introducir la temperatura ambiente y confirmar con la tecla Enter. Si no se ha introducido correctamente la temperatura, aparece:

Con las teclas de flecha, la máquina avanza.
Con EXIT, el programa vuelve al menú principal sin guardar.
→ Colocar el dispositivo eléctrico de fresado entre las piezas de trabajo a soldar.
→ P250-355B: Conectar el motor de la fresadora y bloquear el interruptor.
P500-630B: ¡Controlar los sentidos de giro! De fábrica salen las máquinas conectadas en giro a la derecha!
→ Conectar el dispositivo de fresado y pulsar las teclas (10) y (5) del grupo hidráulico. Los discos de la cepilladora deben moverse en la dirección de corte, en caso contrario conmutar el inversor de fase en la clavija de alimentación con las herramientas adecuadas.

¡Peligro de lesiones! ¡Mantener una distancia de seguridad respecto a la máquina durante el funcionamiento y no agarrar las cuchillas en rotación. Activar la fresadora solamente en estado introducido (posic. de trabajo) y a continuación reponer de nuevo hacia atrás en caja de ajuste prevista para ello. La funcionalidad del interruptor de seguridad en la instalación fresadora tiene que estar garantizada en todo momento para evitar un arranque fortuito fuera de la máquina!
→ Juntar los elementos de sujeción (pulsar las teclas 10 + 11). Ajustar la presión de fresado con el botón giratorio (4). La presión de fresado puede ajustarse de forma estándar hasta 20 bar, aunque puede elevarse hasta 40 bar (véase apdo. 3.5).

Una presión de fresado demasiado alta puede provocar un sobrecalentamiento y daños en el accionamiento de fresado. En caso de sobrecarga o parada del accionamiento de la fresa subir la máquina y reducir la presión (v. a. 3.5)!
→ Una vez que la viruta de acepilladura salga de la fresa sin interrupciones y con un grosor <= 0,2 mm, pulsar la tecla de fresar (5) y cerrar los elementos de sujeción (pulsar teclas 10 + 8).

Con las flechas el programa retrocede hasta "Inserte la fresa..."
Con EXIT, el programa vuelve al menú principal sin guardar
→ Esperar hasta que los discos de la cepilladora se detengan. Extraer el dispositivo de fresado de la máquina básica y depositar en la caja de almacenamiento.

→ Juntar las piezas de trabajo con menos presión (pulsar las teclas 10 + 11) y ajustar la presión de arrastre con el botón giratorio (4).
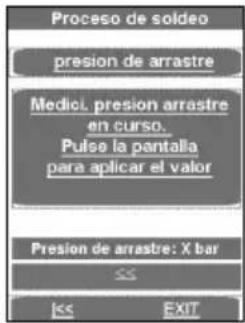
→ Cuando la máquina se desplaza lentamente, pulsar la pantalla. La presión de arrastre medida se añadirá automáticamente a la presión de adaptación, calentamiento y ensamblado.
→ Juntar los elementos de sujeción, ajustar la presión correspondiente para el tubo y comprobar si las piezas de trabajo están sujetas firmemente en las herramientas de sujeción.

Mantener una distancia de seguridad respecto a la máquina; no apoyarse en la máquina ni agarrarla. Mantenga a otras personas apartadas de la zona de trabajo!
Con las flechas el programa regresa a "Medici. presión arrastre""
Con las flechas el programa retrocede hasta "Inserte la fresa..."
Con EXIT, el programa vuelve al menú principal sin guardar
→ Comprobar alineación en plano, axial y paralela de las superficies soldadas.
Si no fuera así, tiene que repetirse el proceso de fresado. El desvío axial entre los extremos de las piezas no debe (según DVS) ser mayor del 10% del grosor de pared y la hendidura máx. entre las superficies planas no superior a:
Quitar las posibles virutas en el tubo con una herramienta limpia (p. ej. pincel).

Observe! Las superficies fresadas, preparadas para la soldadura no deben tocarse con las manos y tienen que estar completamente limpias!
Proceso de soldado en el modo Premium:

¡Peligro de aplastamiento! Al juntar las piezas tensoras y los tubos mantener una separación de seguridad a la máquina. ¡No acercarse demasiado a la máquina!
En esta máscara se muestra la temperatura de la placa de calentamiento.
La barra de indicación es de color azul cuando la temperatura es demasiado baja, de color rojo cuando es demasiado alta y de color verde cuando está en el rango adecuado.
→ Colocar el elemento calefactor entre las dos piezas de trabajo de la máquina básica y asegurarse de que los soportes de la placa de calentamiento están en las entalladuras del dispositivo de extracción.
→ Cerrar la máquina; la presión de compensación se ajustará automáticamente y la presión se mantendrá.
Ahora se guardarán todos los parámetros de soldadura y se activará el registro de protocolos.
Si el proceso de soldadura se interrumpe con EXIT, aparece el mensaje „Suspensión por parte del usuario“, se purga la presión y se guarda el parámetro de soldadura. Confirme el mensaje con OK, el programa salta al menú principal.
La barra superior de progreso indica si la presión se encuentra en el umbral correcto (verde) o en el umbral de tolerancia permitido (amari-lo) o fuera del umbral de tolerancia (rojo). La presión real se muestra en el indicador (2).
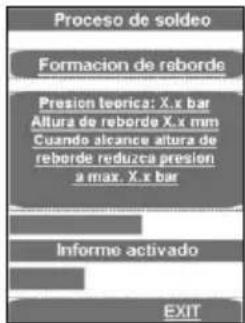
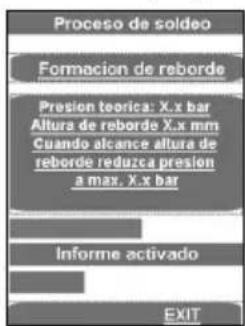
En cuanto se haya alcanzado de manera uniforme la altura del reborde en todo el perímetro de ambos tubos, soltar presión con la tecla "Automático" (1). El tiempo de calentamiento t1 se pone en marcha.

→ Ajustar la presión de tal manera que esté asegurado todavía un contacto uniforme, casi sin presión de los extremos de pieza al elemento calefactor.
Poco antes de finalizar el tiempo de calentamiento sonará una señal.
→ Después de transcurrido el tiempo de calentamiento se separan las piezas de trabajo de nuevo, se quita el elemento calefactor y se juntan los extremos de pieza.

→ Poco antes del contacto de los extremos de las piezas de trabajo (aprox. 1 cm), pare el choque soltando la tecla y vuelva a presionar de inmediato. Ahora se debe aumentar la presión de forma lineal hasta alcanzar la presión de unión.
Al alcanzarse la presión de unión, el programa pasa automáticamente al proceso de unión y el temporizador t4 se inicia.

La barra superior de progreso indica si la presión se encuentra en el umbral correcto (verde) o en el umbral de tolerancia permitido (amari-lo) o fuera del umbral de tolerancia (rojo). La inferior muestra el pro-greso del tiempo. La presión real se muestra en el indicador (2) y el tiempo de unión restante en el indicador (9).
Atención: Mantener pulsadas las teclas de „Liberación“ (10) y de „Cerrar máquina“ (11) hasta que se alcance la presión de unión, a continuación, el sistema hidráulico se desconectará y se pueden soltar las teclas!
→ La presión será controlada y reajustada automáticamente. Si es necesario volver a bombear frecuentemente de forma exagerada (alta pérdida de presión), revisar el sistema hidráulico.
→ Devolver el elemento calefactor a la caja de almacenamiento
→ Una vez transcurrido el tiempo de enfriamiento, se termina el proceso de soldadura, suena una señal y se purga automáticamente la presión.

→ Terminar el menú de soldadura con OK.
→ Purgar la presión completamente con la tecla (3).
→ Soltar y extraer las piezas de trabajo soldadas.
→ Abrir la máquina básica. La máquina está ahora preparada para el siguiente ciclo de soldadura.
Transmisión de protocolos:
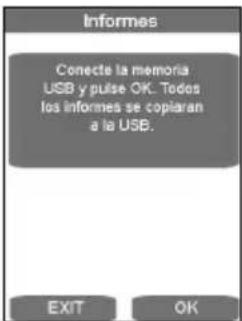
En el apdo. „Protocolos“ se pueden guardar si está conectado una memoria USB. A continuación, la ventana se cierra automáticamente.
Este fichero de protocolo se tiene que procesar con el software Dataline 2 de ROTHENBERGER y un ordenador.
Todos los parámetros de soldadura pueden leerse en las tablas de soldadura adjuntas.
3.2.5 Puesta fuera de servicio
→ Desconectar el grupo hidráulico con la tecla (6).

¡Dejar enfriar el elemento calefactor o almacenarlo de manera que no inflame materiales cercanos!
→ Sacar el enchufe de red de la instalación fresadora, del elemento calefactor y del grupo hidráulico de la caja de enchufe y enrollar el cable.

El grupo hidráulico sólo se debe transportar y colocar en posición horizontal. ¡Si se inclina, saldrá aceite por el tapón de ventilación y de purga con varilla!
→ Desacoplar las gomas hidráulicas y enrollar.

¡Atención! ¡Proteger los acoplamientos contra la suciedad!
3.3 Requisitos generales
Puesto que los efectos del ambiente y la intemperie influyen decisivamente en la soldadura, se deben mantener necesariamente las fijaciones previas correspondientes en las directrices DVS 2207 parte 1, 11 y 15. Fuera de Alemania rigen las directrices nacionales correspondientes.
¡ Los trabajos de soldadura se deben supervisar constante y cuidadosamente!
3.4 Avisos importantes a los parámetros de soldadura
Todos los parámetros de soldadura necesarios tales como temperatura, presión y tiempo se deben leer en las directrices DVS 2207 parte 1, 11 y 15. Fuera de Alemania rigen las directrices nacionales correspondientes.
Referencia: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 – 0
Email: media@dvs-hg.de internet: www.dvs-media.info
¡En cada caso especial deben consultarse necesariamente los parámetros específicos de material del fabricante del tubo.
¡Los parámetros de soldadura mencionados en las tablas adjuntas de soldadura son valores de referencia, por los que la empresa ROTHENBERGER no asume garantía alguna!
Los valores indicados en las tablas adjuntas de soldadura para la presión de compensación y de unión se calcularon según la fórmula siguiente:
Presión P [bar] = Superficie de soldadura A [mm^2] x factor de soldadura SF [N/mm^2]
Superficie cilíndrica Az [cm²] x 10
Factor de soldadura (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
3.5 Ajuste de parámetros
Ajustar los parámetros con los permisos de „Soldador“:
→ Pulsar de forma prolongada el botón giratorio (4) (aprox. 3 seg.), hasta que parpadee P001 en la pantalla superior (2).
→ Utilizar el botón giratorio (4) para seleccionar los parámetros deseados, P001 a P009. Si desea ajustar o visualizar un valor, pulsar brevemente el botón giratorio (4) y el valor (predeterminado) parpadeará en la pantalla inferior (9).
→ Ajustar el valor con el botón giratorio (4) y volver a pulsar brevemente el botón giratorio (4). A continuación volverá a parpadear el parámetro en la pantalla superior (2).
Para cerrar el menú pulsar la tecla de liberación (10), los valores se almacenarán.
Ajustar los parámetros con los permisos de „Maestro“:
→ Pulsar el botón giratorio (4) de forma prolongada (aprox. 6 seg.). Primero parpadeará el parámetro P001 en la pantalla (2), después „CodE“ y en la pantalla inferior (9) parpadeará el cursor en la primera posición.
→ Introducir el código con el botón giratorio (4) y pulsar brevemente el botón giratorio (4) (código = 8001 – en la primera puesta en servicio el código puede modificarse con el parámetro P100).
→ Utilizar el botón giratorio (4) para seleccionar los parámetros deseados, P001 a P114. Si desea ajustar o visualizar un valor, pulsar brevemente el botón giratorio (4) y el valor (predeterminado) parpadeará en la pantalla inferior (9).
→ Ajustar el valor con el botón giratorio (4) y volver a pulsar brevemente el botón giratorio (4). A continuación volverá a parpadear el parámetro en la pantalla superior (2).
Para cerrar el menú pulsar la tecla de liberación (10), los valores se almacenarán.
| Nombre del parámetro | Denominación | Prede-terminado | Unidad | mín. | máx. | Autorización |
| P001 Tiempo | restante de la función de ahorro de energía | 99 | min | 0 | 99 | Soldador |
| P002* Función de ahorro de potencia activada | 0 | 0 | 3 | Soldador | ||
| P003 Desviación de la temperatura de las placas de calentamiento | 5 | °C | -25 | 25 Soldador | ||
| P004 | Pmáx. para fresar | 20 | bar | 10 | 50 | Soldador |
| P005 | Presión teórica | 1/10bar | Soldador | |||
| P006 | Temperatura teórica | 210 | °C | P103 | P104 | Soldador |
| P007 | Valor teórico temporizador T1 | 45 | sek | 1 | 1500 | Soldador |
| P008 | Valor teórico temporizador T4 | 6 | min | 1 | 99 | Soldador |
| P009 | Pinicio para fresar | 10 | bar | 0 | P004 | Soldador |
| P101 | Desviación para adicional | 5bombeo | % | 1 | 50 | Maestro |
| P102 Tiempo | de aumento después de fresar | 10 | 1/10sek | 0 | 100 | Maestro |
| P103 | Temperatura de ajuste (mín.) | 160 | °C | 0 | 300 | Maestro |
| P104 | Temperatura de ajuste (máx.) | 270 | °C | 0 | 300 | Maestro |
| P105 | Tecla de bloqueo (sí/no) | 5 | sek | 0 | 50 | Maestro |
| P106 | Presión para abrir | 135 | 10 | 160 | Maestro | |
| P107 Tiempo | de avance para conectar el zumbador | 50 | 1/10sek | 0 | 200 | Maestro |
| P100 | Modificar código | 8001 | Maestro | |||
* P002 - Función de ahorro de potencia:
0 - ninguna,
1 - si la fresa funciona, se desconecta el elemento de calefactor, (Ajuste de fábrica)
2 - si funciona el motor hidráulico, se desconecta el elemento de calefactor,
3 - si funciona el t4, se desconecta el elemento de calefactor.
3.6 Ajuste de la fecha y la hora

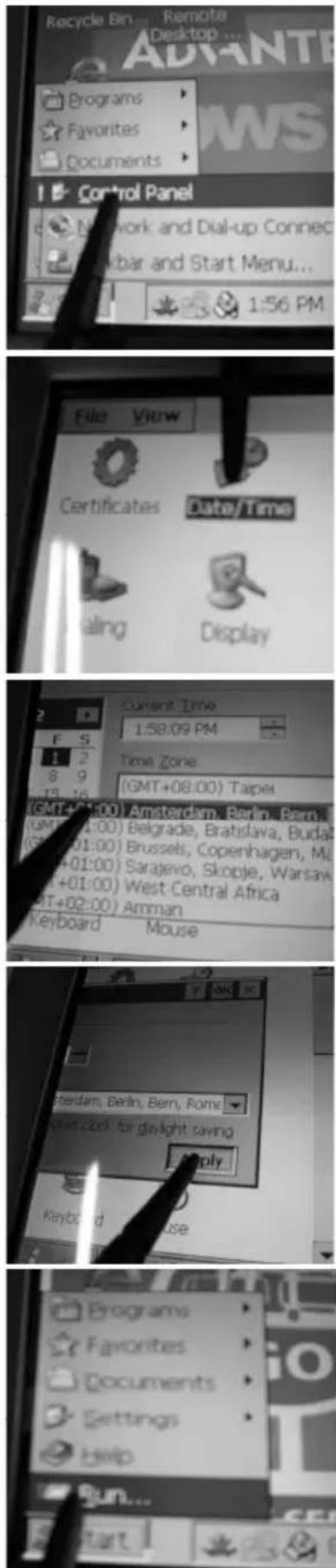
→ Cerrar el programa haciendo clic en la esquina superior izquierda.
→ Pulsar „Start“, „Setting“ y después „Control panel“. Desaparecerá la barra de inicio, aunque puede visualizarse pulsando en la esquina inferior izquierda.
→ Hacer clic en „Date/Time“.
→ Ajustar la máscara de entrada tocando y desplazando la barra de „Date/Time“. Seleccionar la zona horaria o introducir la hora actual en „Current Time“. ¡Atención! ¡Tener en cuenta el formato horario AM/PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
→ Confirmar con „Apply“ y „OK“. Cerrar el panel de control con X.
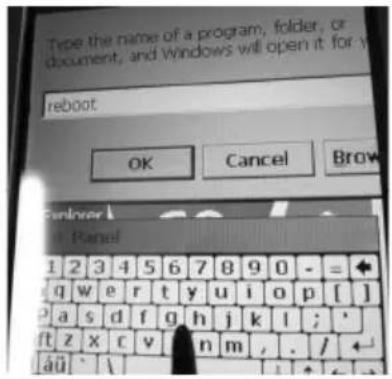
→ Pulsar las teclas „Start“ y „Run“
→ Introducir „reboot“ en el teclado que aparecerá y pulsar „OK“, el PC se reiniciará
3.7 Crear y seleccionar configuraciones de la máquina
Para seleccionar o crear configuraciones de la máquina pulsar la tecla SETTINGS.

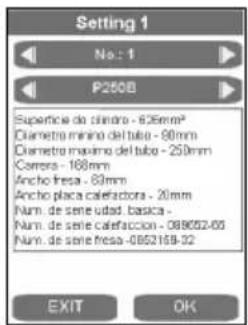
Con las teclas de flecha se puede seleccionar la configuración de máquina deseada.
Para crear una configuración nueva, iniciar la siguiente, por ejemplo la 2, con la flecha hacia la derecho.
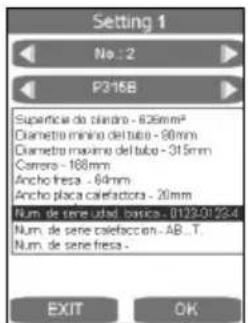

Al pulsar el campo correspondiente aparecerá la máscara de entrada. Los datos pueden borrarse con DEL y volverse a introducir. Estos datos serán incluidos posteriormente en el protocolo.
3.8 Mensajes de error
Generalidades:
| Mensaje de error Solución de averías | |
| Después del fresado, durante la medición de la presión de arrastre, la máquina básica avanza en lugar de ajustarse, o no se desplaza | 1) Abrir la ventana „PRUEBA/SERVICIO“, comprobar la „Posición“: debe ser < 102) Con el programa „Primera puesta en marcha“, ajustar la posición del sistema de medición de recorrido |
| El elemento calefactor no se calienta Comprobar la potencia del generador | |
PC táctil y protocolo:
| Mensaje de error | Denominación Solución de averías | |
| Code 1 Presión de | compensación de-masiado alta | Poner a prueba el sistema hidráulico sin la máquina básica, ajustar a 100 bar,comparar valor nominal con valor real, la diferencia debe ser menor de 5 bar |
| Code 2 Presión de | compensación de-masiado baja | |
| Code 4 Presión de | calentamiento dema-siado alta | |
| Code 8 Presión de | calentamiento dema-siado baja | |
| Code 16 Tiempo de | calentamiento dema-siado largo | |
| Code 32 Tiempo de | calentamiento dema-siado corto | |
| Code 64 Tiempo de | reajuste demasiado largo | |
| Code 128 Tiempo de | de acumulación de presión demasiado largo | |
| Code 256 Presión de | unión demasiado alta | |
| Code 512 Presión de | unión demasiado baja | |
| Code 1024 Tiempo de | de unión demasiado corto | |
| Code 2048 Temperatura del elemento cale-factor demasiado baja | 1) Comparar la temperatura del elemento calefactor con la indicación en la pantalla2) Establecer el parámetro P002 a „0“3) Proteger la placa calefactora del viento fuerte | |
| Code 4096 Cancelado por el operador | ||
| Code 8192 Temperatura del entorno no medida | ||
| Code 16384 Recorrido de unión no respetado | ||
| Code 32768 Elemento calefactor no retirado | ||
| Code 65536 Segundo tiempo de enfriamiento no respetado | ||
| Code 131072 Temperatura del elemento cale-factor demasiado alta | Comparar la temperatura del elemento calefactor con la indicación en la pantalla | |
| Error Dataline 2.0exe | Abrir el archivo „default“ en el centro de la pantalla:1) Cerrar la pantalla „GO“2) Hacer doble clic en „default“3) Volver a arrancar la máquina | |
Control:
| Mensaje de error | Denominación Solución de averías | |
| SER Fecha de mantenimiento alcanzada, mantenimiento necesario | Realizar mantenimiento | |
| ERR1 No se alcanza la presión absoluta | Comprobar nivel de aceite, comprobar sensor de presión, válvulas defectuosas, motor defectuoso | |
| PE-2 Sensor de presión -24 V defectuoso | Sustituir sensor de presión | |
| ERR5 Temperatura del aceite 70°C – ¡Parar! | Esperar hasta que la temperatura del aceite descienda a 50 °C | |
| HE-1 | Elemento calefacto do, rotura de la sonda | Sustituir la sonda |
| HE-0 | Elemento calefacto caliente | Volver a medir detempiedatura, controlar el ajuste, sustituir la sonda |
| HE-2 | Elemento calefacto frío | Volver a medir detempiedatura, controlar el ajuste, sustituir la sonda |
4 Cuidado y mantenimiento
Para conservar la funcionalidad de la máquina deben respetarse los puntos siguientes:
- Tienen que mantenerse limpias las barras guía. Si se daña la superficie tienen que cambiarse las barras guía, pues esto podría llevar a una pérdida de presión.
- Para lograr resultados perfectos de soldadura, es necesario mantener limpio el elemento calefactor. Si se daña la superficie tiene que ponerse un nuevo revestimiento al elemento calefactor o cambiarse. Los restos de material en el espejo calefactor reducen la propiedad antiadherente y tienen que quitarse con un papel no fibroso y detergente con uno Contenido de etanol >99,8 % (según DVS 2207) (¡sólo con element calefactor frío!).
- Cambiar el aceite hidráulico ( HLP – 46, N° art.: 53649 ) cada 12 meses.
- Para evitar anomalías de funcionamiento, se debe controlar con regularidad la estanqueidad del grupo hidráulico, el ajuste fijo de las atornilladuras así como el estado perfecto del cable eléctrico.
- Se deben proteger contra la suciedad el acoplamiento rápido hidráulico en el grupo hidráulico y en el paquete de gomas. En caso de estar sucios se deben limpiar antes de conectar.
- La instalación fresadora está equipada con dos cuchillas afiladas a dos lados. Ante una disminución del corte las cuchillas se pueden invertir o cambiarse por otras nuevas.
- Se debe cuidar siempre de que estén limpios los extremos del tubo o piezas a trabajar, especialmente las superficies frontales, pues de lo contrario se reduce agravantemente la vida útil de las cuchillas.

Se debe mandar un control anual de la máquina de soldadura, conforme a DVS 2208, al fabricante o a una estación de servicio autorizada por él. En máquinas con un esfuerzo excesivo se debería acortar el ciclo de ensayo!
5 Accesorios
Puede encontrar los accesorios adecuados en el catálogo principal o en www.rothenberger.com
6 Atención al cliente
Los puntos de servicio de ROTHENBERGER (consulte la lista en el catálogo o en internet) están a su disposición para ayudarle y ofrecerle piezas de repuesto y servicio técnico. Para realizar el pedido de accesorios y piezas de repuesto, acuda a su distribuidor especializado o utilice
RO SERVICE+ online: 📞 + 49 (0) 61 95/ 800 8200 📄 + 49 (0) 61 95/ 800 7491
Algunas partes del aparato son materiales reciclables. Para su recogida se encuentran a disposición centros de reciclaje homologados y certificados. Para una eliminación ecológica de las piezas no reciclables (p.ej. chatarra del sistema electrónico) consulte con su organismo de limpieza correspondiente.

¡No arroje las herramientas eléctricas, acumuladores o pilas a la basura!
Sólo para países UE: De acuerdo con la directiva europea 2012/19/UE sobre aparatos eléctricos y electrónicos de desecho y su realización en la legislación nacional y la directiva europea 2006/66/CE, las herramientas eléctricas que ya no son aptas para su uso y respectivamente los acumuladores/las pilas defectuosos o vacíos deberán ser recogidos por separado y reciclados de manera respetuosa con el medio ambiente.
2) Segurança eléctrica
Elemento térmico CNC SA/VA:
Caixa de depósito CNC SA/VA:
Peso (SA/VA kg) 8,2/7,6 9,6 55 70
P250B, P355B P500B, P630B
Unidade hidráulica:
Conexão eléctrica ....230 V - 50 Hz - 4,17 A ...400 V - 50/60 Hz - 2,75 A
230 V - 60 Hz - 4,17 A
→ Seleccionar o tubo.
3.2.2 Medidas para preparar a soldadura
PC táctil e protocolo:

- Intro
- DECLARACION DE CONFORMIDAD EU
- EU-KONFORMITEITSVERKLARING
- Indicaciones de seguridad 76
- Datos técnicos....78
- Función del aparato 79
- Cuidado y mantenimiento 98
- Accesorios....98
- Atención al cliente....98
- Eliminación 99
- Marcaciones en este documento:
- Utilización exclusiva con los fines especificados
- Advertencias de peligro generales para herramientas eléctricas
- 5) Servicio
- Longitud total:
- Medidas de la caja de transporte:
- Función del aparato
- Descripción del aparato
- Máquina base
- Grupo hidráulico
- Instrucciones de manejo
- Puesta en marcha
- Medidas a tomar para la preparación de la soldadura
- Soldadura
- Transmisión de protocolos:
- Soldado en modo Premium
- Proceso de soldado en el modo Premium:
- Puesta fuera de servicio
- Requisitos generales
- Avisos importantes a los parámetros de soldadura
- Ajuste de parámetros
- Ajustar los parámetros con los permisos de „Soldador“:
- Ajustar los parámetros con los permisos de „Maestro“:
- Ajuste de la fecha y la hora
- Crear y seleccionar configuraciones de la máquina
- Mensajes de error
- Cuidado y mantenimiento
- Accesorios
- Atención al cliente
- Elemento térmico CNC SA/VA:
- Caixa de depósito CNC SA/VA:
- Unidade hidráulica:
- Medidas para preparar a soldadura
Marca : ROTHENBERGER
Modelo : ROWELD P500B Premium CNC SA
Categoría : Máquina industrial