
ROWELD P500B Premium CNC SA - Промышленная машина ROTHENBERGER - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно ROWELD P500B Premium CNC SA ROTHENBERGER в формате PDF.

| Тип изделия | Сварочная машина для стыковой сварки пластиковых труб |
| Бренд | Rothenberger |
| Модель | ROWELD P500B Premium CNC SA |
| Диапазон сварки труб | 200 - 500 мм в диаметре |
| Максимальный ход цилиндров | 200 мм |
| Общая площадь цилиндров | 14,13 см² |
| Габариты базовой машины (Д x Ш x В) | 1300 x 900 x 800 мм |
| Вес базовой машины (макс.) | 238,5 кг (с комплектами вкладышей) |
| Электропитание фрезы | 400 В трехфазный, 50/60 Гц, 1,75 А |
| Мощность фрезы | 1210 Вт потребляемая / 750 Вт полезная |
| Скорость вращения двигателя фрезы | 140 мин⁻¹ |
| Питание нагревательного элемента | 400 В трехфазный, 4000 Вт |
| Диаметр нагревательного элемента | 540 мм |
| Питание гидравлического блока | 400 В трехфазный, 50/60 Гц, 2,75 А |
| Мощность гидравлического блока | 1905 Вт потребляемая / 1100 Вт полезная |
| Максимальное гидравлическое давление | 135 бар |
| Емкость масляного бака | 3,8 л |
| Рекомендуемое гидравлическое масло | HLP 46 (арт. 53649) |
| Общий вес полной установки | Около 350 кг (оценка) |
| Габариты транспортного ящика | 2240 x 1300 x 1500 мм |
| Основные функции | Стыковая сварка с ЧПУ, запись параметров, передача протоколов через USB, режим Premium |
| Обслуживание | Очистка направляющих стержней, замена масла каждые 12 месяцев, проверка герметичности |
| Безопасность | Аварийная остановка, тепловая защита, предохранительные выключатели на фрезе |
| Запасные части | Доступны через сервисный центр Rothenberger (комплекты вкладышей, лезвия фрезы и т.д.) |
Часто задаваемые вопросы - ROWELD P500B Premium CNC SA ROTHENBERGER
Вопросы пользователей о ROWELD P500B Premium CNC SA ROTHENBERGER
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего Промышленная машина в формате PDF бесплатно! Найдите своё руководство ROWELD P500B Premium CNC SA - ROTHENBERGER и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. ROWELD P500B Premium CNC SA бренда ROTHENBERGER.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ROWELD P500B Premium CNC SA ROTHENBERGER
RU Инструкция по использованию
AR دليل الاستخدام

EU ДЕКЛАРАЦИЯ ЗА СЪОТВЕТСТВИЕ
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ СТАНДАРТАМ EU.
Мы заявляем что этот продукт соответствует следующим стандартам.
Основна машина CNC SA/VA:
Нагревателен елемент CNC SA/VA:
Дебит на помпа (л/мин) 2,2/ 2,6 4,5/ 5,4
макс. налягане (бар) 135 135
Хидравлично масло....HLP – 46 (no.: 53649)
Размери (ДхШхВ, мм) ....540 x 310 x 433 ....540 x 310 x 433
Налягане на звука dB(A) L pA | K pA ......62 | 3 ......68 | 3
Звукова мощност dB(A) LWA | KWA....73 | 3 ....79 | 3
Тегло (кг)....33,7....38,2
P250B P355B P500B P630B
Цялото устройство:
Ширина (мм) 800 800 1300 1300
Височина (мм) .....900.....900 .....1500 .....1500
3.1 Описание на уреда
Основна машина, редукционни челюсти, хидравличен агрегат с протоколиращ модул, фреза, нагревателен елемент, предпазна кутия.
2 Подвижен пристягаш елемент
Освободете бутона Налягане

ПК 10 19 65, 40010 Дюселдорф, тел.: +49 (0) 211 / 15 91 – 0
имейл: media@dvs-hg.de уебсайт: www.dvs-media.info
3.6 Настройка на дата и час
5 Технически принадлежности
1 Правила техники безопасности.... 386
1.1 Применение по назначению....386
1.2 Общие указания по технике безопасности для электроинструментов .... 386
2 Технические характеристики .... 388
3 Функции устройства 389
3.1 Описание приборов 389
3.1.1 Базовая машина (А) 389
3.1.2 Гидравлический агрегат (В) 389
3.2 Руководство по эксплуатации 390
3.2.1 Ввод в эксплуатацию 390
3.2.2 Меры для подготовки к сварке.... 393
3.2.3 Процесс сварки 396
3.2.4 Сварка в режиме Premium.... 398
3.2.5 Вывод из эксплуатации 403
3.3 Общие требования 403
3.4 Важные указания по параметрам сварки.... 403
3.5 Настройка параметров 404
3.6 Настроить дату и время 405
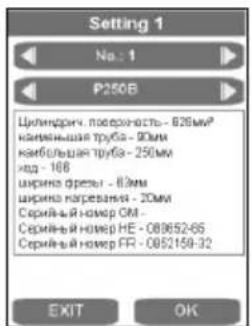
3.7 Создание/выбор конфигураций машины 406
3.8 Сообщения об ошибке....407
4 Уход и техническое обслуживание 408
5 Принадлежности.... 409
6 Обслуживание клиентов 409
7 Утилизация 409
Специальные обозначения в этом документе:

Опасность!
Этот знак предупреждает о возможной травмоопасности.

Внимание!
Этот знак предупреждает о травмоопасности или опасности для окружающей среды.

Необходимость действия
1.1 Применение по назначению
Аппарат ROWELD P250-630B Premium CNC предназначен исключительно для соединения сваркой полиэтиленовых (ПЭ) и полипропиленовых (ПП) труб в соответствии с техническими параметрами. Ответственность за любой ущерб, связанный с применением инструмента по непредусмотренному назначению, целиком ложится на пользователя.
1.2 Общие указания по технике безопасности для электроинструментов

ПРЕНДУПРЕЖДЕНИЕ! Прочитайте все указания по технике безопасности, инструкции, иллюстрации и спецификации, предоставленные вместе с настоящим электроинструментом.
Несоблюдение каких-либо из указанных ниже инструкций может стать причиной поражения электрическим током, пожара и/или тяжелых травм.
Сохраняйте эти инструкции и указания для будущего использования.
Использованное в настоящих инструкциях и указаниях понятие «электроинструмент» распространяется на электроинструмент с пита-нием от сети (с сетевым шнуром) и на аккумуляторный электроинструмент (без сетевого шнура).
1) Безопасность рабочего места
a) Содержите рабочее место в чистоте и хорошо освещенным. Беспорядок или неосвещенные участки рабочего места могут привести к несчастным случаям.
б) Не работайте с этим электроинструментом во взрываопасном помещении, в котором находятся горючие жидкости, воспламеняющиеся газы или пыль. Электроинструменты искрят, что может привести к воспламенению пыли или паров.
в) Во время работы с электроинструментом не допускайте близко к Вашему рабочему месту детей и посторонних лиц. Отвлекшись, Вы можете потерять контроль над электроинструментом.
2) Электрическая безопасность
a) Штепсельная вилка электроинструмента должна подходить к штепсельной розетке. Ни в коем случае не изменяйте штепсельную вилку. Не применяйте переходные штекеры для электроинструментов с защитным заземлением. Неизмененные штепсельные вилки и подходящие штепсельные розетки снижают риск поражения электротоком.
6) Предотвращайте телесный контакт с заземленными поверхностями, как то: с трубами, элементами отопления, кухонными плитами и холодильниками. При заземлении Вашего тела повышается риск поражения электротоком.
в) Защищайте электроинструмент от дождя и сырости. Проникновение воды в электроинструмент повышает риск поражения электротоком.
г) Не разрешается использовать шнур не по назначению, например, для транспортировки или подвески электроинструмента, или для вытягивания вилки из штепсельной розетки. Защищайте шнур от воздействия высоких температур, масла, острых кромок или подвижных частей электроинструмента. Поврежденный или спутанный шнур повышает риск поражения электротоком.
д) При работе с электроинструментом под открытым небом применяйте пригодные для этого кабели-уд-линители. Применение пригодного для работы под открытым небом кабеля-удлинителя снижает риск поражения электротоком.
e) Если невозможно избежать применения электроинструмента в сыром помещении, подключайте электроинструмент через устройство защитного отключения. Применение устройства защитного отключения снижает риск электрического поражения.
3) Безопасность людей
a) Будьте внимательны, следите за тем, что Вы делаете и выполняйте работу с электроинструментом обдуманно. Не пользуйтесь прибором в усталом состоянии или если Вы находитесь под действием наркотиков, алкоголя или лекарств.
Момент невнимательности при работе с прибором может привести к серьезным травмам.
6) Применяйте средства индивидуальной защиты и всегда защитные очки. Использование средств индивидуальной защиты, как то: защитной маски, обуви на нескользящей подошве, защитного шлема или средств защиты органов слуха, в зависимости от вида работы с электроинструментом снижает риск получения травм.
в) Предотвращайте непреднамеренное включение электроинструмента. Перед подключением электроинструмента к электропитанию и/или к аккумулятору убедитесь в выключенном состоянии электроинструмента. Удержание пальца на выключателе при транспортировке электроинструмента и подключение к сети питания включенного электроинструмента чревато несчастными случаяхми.
г) Убирайте установочный инструмент или гаечные ключи до включения электроинструмента. Инструмент или ключ, находящийся во вращающейся части электроинструмента, может привести к травмам.
д) Не принимайте неестественное положение корпуса тела. Всегда занимайте устойчивое положение и сохраняйте равновесие. Благодаря этому Вы можете лучше контролировать электроинструмент в неожиданных ситуациях.
e) Носите подходящую рабочую одежду. Не носите широкую одежду и украшения. Держите волосы и одежду вдали от движущихся частей. Широкая одежда, украшения или длинные волосы могут быть затянуты вращающимися частями.
ж) При наличии возможности установки пылеотсасывающих и пылесборных устройств проверяйте их присоединение и правильное использование. Применение пылеотсоса может снизить опасность, создаваемую пылью.
з) Хорошее знание электроинструментов, полученное в результате частого их использования, не должно приводить к самоуверенности и игнорированию техники безопасности обращения с электроинструментами. Одно небрежное действие за долю секунды может привести к серьезным травмам.
4) Применение электроинструмента и обращение с ним
a) Не перегружайте прибор. Используйте для Вашей работы предназначенный для этого электроинструмент. С подходящим электроинструментом Вы работаете лучше и надежнее в указанном диапазоне мощности.
б) Не пользуйтесь электроинструментом с неисправным выключателем. Электроинструмент, не поддающийся включению или выключению, опасен и должен быть отремонтирован.
в) Перед тем как настраивать электроинструмент, заменять принадлежности или убирать электроинструмент на хранение, отключите штепсельную вилку от розетки сети и/или выньте, если это возможно, аккумулятор. Эта мера предосторожности предотвращает непреднаме-ренное включение электроинструмента.
г) Храните электроинструменты в недоступном для детей месте. Не разрешайте пользоваться электроинструментом лицам, которые не знакомы с ним или не читали настоящих инструкций. Электроинструменты опасны в руках неопытных лиц.
д) Тщательно ухаживайте за электроинструментом и принадлежностями. Проверяйте безупречную функцию и ход движущихся частей электроинструмен- та, отсутствие поломок или повреждений, отрицательно влияющих на функцию электроинструмента. Поврежденные части должны быть отремонтированы до использования электроинструмента. Плохое обслуживание электроинструментов является причиной большого числа несчастных случаев.
e) Держите режущий инструмент в заточенном и чистом состоянии. Заботливо ухоженные режущие инструменты с острыми режущими кромками реже заклиниваются и их легче вести.
ж) Применяйте электроинструмент, принадлежности, рабочие инструменты и т.п. в соответствии с настоящими инструкциями. Учитывайте при этом рабочие условия и выполняемую работу. Использование электроинструментов для непредусмотренных работ может привести к опасным ситуациям.
3) Держите ручки и поверхности захвата сухими и чистыми, следите чтобы на них чтобы на них не было жидкой или консистентной смазки. Скользкие ручки и поверхности захвата препятствуют безопасному обращению с инструментом и не дают надежно контролировать его в непредвиденных ситуациях.
5) Сервис
a) Ремонт Вашего электроинструмента поручайте только квалифицированному персоналу и только с применением оригинальных запасных частей. Этим обеспечивается безопасность электроинструмента.
2 Технические характеристики
| P250B | P355B | P500B | P630B | ||
| Базовая машина CNC SA/VA: | |||||
| Диапазон сварки труб ∅ (мм) | 90-250 | 90-355 | 200-500 315-630 | ||
| Труба - сварочные характеристики | SDR см. на приложенных таблицах сварки + Соблюдайте Диапазон давления Гидравлический агрегат | ||||
| Макс. ход цилиндра (мм) | 150 | 150 | 200 | ||
| Общая площадь цилиндров (см2) | 6,26 | 6,26 | 14,13 14,13 | ||
| Основные размеры: | |||||
| Д (мм) | 810 | 795 | 1300 1300 | ||
| Ш (мм) | 485 | 600 | 900 1060 | ||
| В (мм) | 415 | 535 | 800 920 | ||
| мак. Масса * (SA кг) | 59,0 | 80,2 | 238,5 323,4 | ||
| мак. Масса * (VA кг) | 61,3 | 83,8 | |||
* включая редукционные вставки для наименьшего диаметра трубы
Фрезерный агрегат:
| Электроподключение...... | 230 V...... | 230 V...... | 400 V, 3~...... | 400 V, 3~ |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 3,5 A | 4,8 A | 1,75 A | 2,55 A | |
| Потребляемая -/ Отдаваемая мощность (Вт). | 750/470...... | 1050/650...... | 1210/750...... | 1770/110 |
| Частота вращения двигателя (об/мин)...... | 660...... | 726...... | 140...... | 140 |
| Частота вращения двигателя на (об/мин)...... | 85...... | 66...... | 31...... | 24 |
| холостом ходу (дисковый корпус фрезы) | ||||
| Уровень звукового давления дБ (А) L_pA | K_pA .. | 82 | 3...... | 83 | 3...... | 48 | 3...... | 52 | 3 |
| Уровень звукопроводности дБ (А) L_WA | K_WA .... | 93 | 3...... | 94 | 3...... | 59 | 3...... | 63 | 3 |
| Масса (кг)...... | 15...... | 22,4...... | 68...... | 123 |
Нагревательный элемент CNC SA/VA:
| Электроподключение | 230 V | 230 V | 400 V | 400 V |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 1500 W | 2500 W | 4000 W | 8000 W | |
| Диаметр нагревательного элемента (мм) | 300 | 380 | 540 | 660 |
| Macca (SA/VA кг) | 5,5/13 | 9,1 | 32 | 49 |
Установочный кожух CNC SA/VA:
| Macca (SA/VA kr) | 8,2/7,6 | 9,6 | 55 | 70 |
| P250B, P355B | P500B, P630B |
Гидравлический агрегат:
| Электроподключение......230 V – 50 Hz - 4,17 A....400 V - 50/60 Hz - 2,75 A |
| 230 V – 60 Hz - 4,17 A |
Потребляемая -/ Отдаваемая мощность (Вт).880/550 .....1905/1100
Производительность насоса (л/мин)....2,2/ 2,6....4,5/ 5,4
Объем масляного бака (л) .....1,1 .....3,8
Диапазон давления (бар) 135 135
Гидравлическое масло ....HLP – 46 (№ арт: 53649)
Размеры (Д x Ш x В, мм)....540 x 310 x 433....540 x 310 x 433
Уровень звукового давления дБ (А) L_pA | K_pA .. 62 | 3 .....68 | 3
Уровень звукопроводности дБ (А) LWA | KWA .... 73 | 3 .... 79 | 3
Macca (кг)....33,7....38,2
P250B P355B P500B P630B
Комплектная установка:
Общая электрическая потребляемая
мощность (кВт)....3,2....4,3....7,2....11,7
Размеры транспортировочного ящика:
Уровень шума при работе может превысить 85дБ (А). Пользоваться защитными наушниками!
3 Функции устройства
3.1 Описание приборов
Аппараты ROWELD P250-630B Premium CNC компактные переносные машины для стыковой сварки с нагревательным элементом и модулем CNC для управления, соблюдения и сохранения параметров сварки согласно директиве Немецкого общества сварки (DVS), а также переноса протоколов через USB, разработанные специально для использования в области строительства, в том числе в траншеях для укладки труб.
Разумеется, возможно применение машин на заводах.
Можно производить сварку соединений между Труба - Труба, а колено трубы, тройник и привариваемый торец ниппеля.
Основными компонентами машины являются:
базовая машина, редукционные вставки, гидравлический агрегат с CNC записи, фрезерный агрегат, нагревательный элемент, установочный кожух.
ROWELD P250B Premium CNC: При сварке колен трубопровода с небольшим радиусом относительно макс. диаметра машины необходимо использовать ограниченную верхнюю часть зажимного инструмента, доступную в качестве принадлежности.
ROWELD P500-630B Premium CNC: для установки и снятия фрезерного и нагревательного элементов можно использовать электрическое приспособление, входящее в комплект поставки.
3.1.1 Базовая машина (A)
1 Подвижные зажимные элементы
2 Смещаемый зажимный элемент
3 Подложка с фиксирующими пазами
4 Вытягивающее устройство нагревательного элемента
3.1.2 Гидравлический агрегат (В)
1 Клавиша автоматики
2 Индикатор давления
3 Клавиша сброса давления
4 Ручка настройки
5 Клавиша фрезерования
6 Клавиша вкл/выкл
7 Клавиша нагревания
8 «Подъем» машины
12 Клавиша таймера (время)
13 Штепсельный разъем фрезерного устройства
14 Муфта быстроразъемного соединения
15 Штекер быстроразъемного соединения
16 Штепсельный разъем нагревательного элемента
17 Сетевой штекер
18 Аварийная остановка
19 Сенсорный ПК
9 Индикатор температуры и времени
20 Маслоналивная горловина со стержневым указателем
10 Клавиша деблокирования
21 USB-разъем
11 «Подача» машины
22 Сетевой штекер базовой машины
Гидравлический агрегат позволяет управлять машиной способами, которые обозначены следующими символами:

Клавиша включения/выключения гидравлического агрегата

Включить нагревательный элемент нажатием клавиши «Нагрев». Настроить нужную температуру нагревательного элемента нажатием клавиши «Нагрев» и поворотом ручки, значение отображается в индикации температуры, затем снова отображается фактическое значение

При помощи ручки настроить давление фрезерования, компенсации, нагревания и стыковки, значение отображается в индикации «Давление». Через 3 сек. после настройки отображается фактическое значение. При нажатии кнопки отображаются и настраиваются сервисные параметры

Для сведения зажимных элементов нажать клавишу деблокирования и подачи машины

Клавиша сброса давления

Для разведения зажимных элементов нажать клавишу деблокирования и подъема машины

Нажать кнопку деблокирования и кнопку фрезерования для включения разъема фрезерного устройства, автоматически устанавливается давление 10 бар, которое можно повысить макс. до 20 при помощи кнопки. (в случае особого применения, напр., в висячем положении, можно установить макс. 50 бар, изменяя P004)

Активировать таймер однократным нажатием клавиши. Нажатием клавиши и поворотом ручки можно настроить время t1 в секундах. Удерживание клавиши нажатой переключает на t4. Нажатием клавиши и поворотом ручки можно настроить время t4 в минутах. Краткое нажатие клавиши таймера при горящем индикаторе таймера t1 или t2 запускает таймер вручную

Нажатием клавиши автоматики установленное давление контролируется и при необходимости регулируется во время нагревания (таймер t1 активен) и процесса стыковки (таймер t4 активен)

Кнопка деблокирования для подтверждения сервисных параметров
3.2 Руководство по эксплуатации
Сварочные аппараты подходят для работы при температуре окружающей среды от -10°C до +40°C.
Они подходят для стационарного электропитания 230 В 50/60 Гц и 400 В 50/60 Гц. Если используется электрогенератор, сварщик должен уточнить необходимую мощность у производителя генератора.

К управлению сварочной машиной допускаются только авторизованные специалисты с соответствующей квалификацией согласно DVS 2212, часть 1!
3.2.1 Ввод в эксплуатацию

Перед вводом в эксплуатацию машины для стыковой сварки необходимо внимательно прочесть руководство по эксплуатации и правила техники безопасности!

Не использовать нагревательный элемент во взривоопасной среде и не допускать его контакта с легковоспламеняющимися веществами!

Соблюдать безопасное расстояние до машины, не становиться на нее и не вставлять в нее конечности. Не позволять посторонним лицам входить в рабочую зону!

Перед каждым вводом в эксплуатацию проверять уровень масла гидравлического агрегата, уровень должен находиться между мин. и макс. маркировкой стержневого указателя (20), при необходимости добавить гидравлическое масло HLP 46!

Гидравлический агрегат перемещать и ставить на землю только горизонтально, при перекосе масло выходит из вентиляционных заглушек со стержневым указателем!

В случае опасности нажать переключатель аварийной остановки (18). Перед каждым вводом в эксплуатацию убедиться, что аварийная остановка не включена!
→ Оба гидравлических шланга базовой машины соединить при помощи быстроразъемного соединения (14,15) на гидравлическом агрегате.

Защитить быстроразъемные соединения от загрязнений. Немедленно заменить негерметичные муфты!
→ Подключить сетевой штекер фрезерного устройства к розетке (13), штекер нагревательного элемента – к штепсельному разъему (16) и штекер базовой машины к штепсельному разъему (22).
→ Подключить сетевой штекер гидравлического агрегата (17) к источнику электропитания в соответствии с данными на типовой табличке. Если стартовый экран не появляется, деблокировать аварийную остановку, раздастся звуковой сигнал и на индикаторе (2) загорится точка.
При первом вводе в эксплуатацию проверить дату и время. Для этого нажать клавишу GO. (Для изменения см. пункт 3.6). Для закрытия меню нажать EXIT.
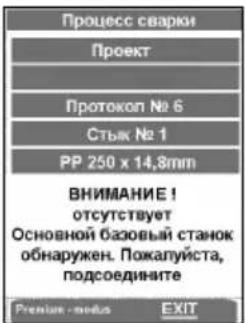
Если клавиша GO была нажата, а базовая машина не подключена, появляется следующее собщение:
„Внимание! Базовая машина не найдена. Подключить базовую машину“
Если сообщение об ошибке появляется и после подключения, связь неисправна; возможна сварка и протоколирование в режиме Premium (см. 3.2.4).
→ При первом вводе в эксплуатацию настроить язык, в заводских настройках установлен немецкий. Для изменения нажать Settings и при помощи OK выбрать Setting 2.

Выбранный язык сохраняется после первого процесса сварки.
Можно переключить экран в режим ожидания, заставка экрана активна, если гидравлика выключается клавишей (6).
→ Включить гидравлический агрегат (нажать клавишу (6)).
После включения нагревательный элемент нагревается.
На индикации (9) отображается актуальная температура. Регулирование активно, если на индикаторе горит точка. При достижении установленной температура загораются оба светодиода actual & set). Через 10 минут после этого нагревательный элемент готов к работе. Температуру необходимо проверить с помощью прибора для измерения температуры.
Компенсацию температуры нагревательного элемента см. в пункте 3.5.

Опасность ожога! Температура нагревательного элемента может достигать 300 °C, поэтому сразу же после использования его необходимо помещать назад в специально предназначенный кожух!
Долгое нажатие клавиши (7) выключает нагревание, точка в индикации (9) гаснет, повторное нажатие снова включает нагревание.

Гидравлический ROWELD P500-630B: Проверить направление вращения! В
заводских настройках машины установлены на вращение вправо. Сводить или разводить базовую машину с гидравлическим агрегатом в случае неподвижности, фазовращатель необходимо переключить при помощи подходящего инструмента!

Указание: Не включать гидравлику при неверном направлении вращения (опасность разрушения)!
→ Ввести или выбрать имя сварщика «Оператор».


При помощи шаблона ввода можно выбрать сохраненных сварщиков, ввести новые имена сварщиков или удалить имеющиеся, используя DEL, и ввести новые. Все шаблоны ввода подтверждаются и сохраняются клавишами ENTER или OK, после чего программа переходит к следующему шагу. Клавиша EXIT закрывает шаблон ввода без сохранения.
→ Создать или выбрать проект.


При помощи шаблона ввода можно выбрать сохраненные проекты и ввести новые названия проектов. Закрыть и сохранить клавишей ENTER.
→ Выбрать трубу.

→ Клавишами со стрелками выбрать нужную трубу и подтвердить нажатием ОК.
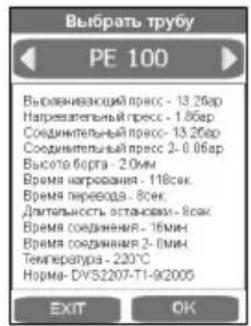

В заключительном обзоре параметров трубы данные отображаются согласно директиве DVS, ОК вызывает окно свариваемых частей и вида проводки.
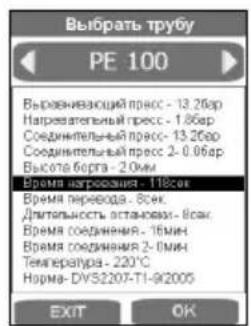

Нажатием соответствующего поля индикации можно ввести отличающиеся от нормы значения и сохранить при помощи ENTER. В пункте «Норма» изменяется обозначение, которое позже перед распечаткой протокола с ПК ввести в поле «Примечание». После подтверждения и сохранения данных трубы при помощи ОК появляется главное меню.
Для P500-630B: Для подъема фрезерного устройства и нагревательного элемента использовать подъемное приспособление арт. № 53410 (P500B) или 53323 (P630B), или подходящий инструмент.
3.2.2 Меры для подготовки к сварке
→ При сварке труб, диаметр которых меньше макс. сварного диаметра машины, необходимо с помощью винтов со внутренним шестигранником (входят в ассортимент принадлежностей) смонтировать редукционные вставки в соответствии с диаметром трубы.
ROWELD P250-355B: состоящие из 6 полумуфт с широкой и 2 полумуфт с узкой плоскостью зажима.
ROWELD P500-630B: до диаметра 450 мм состоящие из 6 полумуфт
с широкой и 2 полумуфт с узкой плоскостью зажима, с 550 мм – 8 полумуфт с широкой плоскостью зажима.
При этом необходимо учесть, что полумуфты с узкой плоскостью зажима вставляются в оба внешних нижних основных зажимных элемента. Только для соединения «труба/колено трубы» они вставляются в левый основной зажимный элемент снизу и сверху.
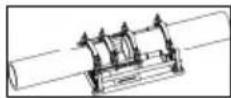
→ Вложить обе подлежащие сварке пластиковые трубы или фасонные детали в зажимное устройство (под трубы длиннее 2,5 необходимо поставить роликоопоры)
и затянуть латунные гайки на верхних зажимных инструментах. Неровности трубы можно выровнять путем затяжки или ослабления латунных гаек.
→ При соединениях «труба/труба» в оба левых зажимных элемента необходимо вставить подложки до слышимой фиксации (условие поставки).

Внимание! Подложки нельзя монтировать с диагональным смещением!
Трубы удерживаются двумя зажимными элементами.
→ P250-355B: При соединениях «труба/фасонная деталь» в оба средних зажимных элемента необходимо до слышимой фиксации вставить подложки и вытягивающее устройство нагревательного элемента подвесить в левые зажимные элементы. При обработке фасонной детали в определенном положении, например, горизонтальной дуги или привариваемого торца, необходимо удалять вытягивающее устройство нагревательного элемента.
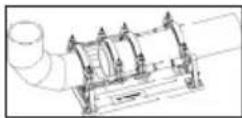
→ P500-630B: При соединении «труба/фасонная деталь» необходимо вставить подложки в перевернутом виде в средний зажимный элемент до слышимой фиксации.

Внимание! Подложки нельзя монтировать с диагональным смещением!
→ Труба вкладывается в три зажимных элемента, а фасонная деталь удерживается только одним. При этом смещаемый зажимный элемент можно переместить на штанге в соответствии с требованиями к свободному пространству при зажатии и сварке.
→ Процесс сварки запускается при помощи GO.

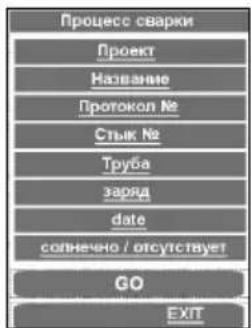
В заключительном обзоре можно внести последние изменения щелчком мыши на соответствующий подпункт, подтвердить при помощи GO.
В режиме CNC управление осуществляется при помощи сенсорного ПК. Все функции, кроме сенсорного ПК, блокированы, клавиши Вкл/выкл (6). Процесс сварки можно прервать клавишей Вкл/выкл или EXIT; блокировка клавиатуры отменяется, и на дисплее появляется соответствующее сообщение.
При помощи клавиш со стрелками машина поднимается.
При помощи EXIT программа без сохранения возвращается в главное меню.
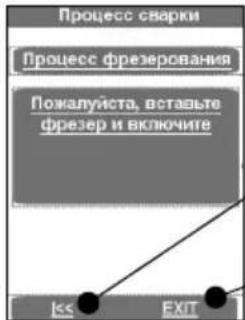
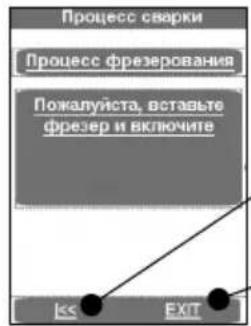
→ Установить электрическое фрезерного устройство между свариваемыми деталями.
→ P250-355B: Включить фрезерный двигатель и зафиксировать переключатель. P500-630B: Проверить направление вращения! В заводских настройках машины установлены на вращение вправо!
→ Включить фрезерное устройство нажатием текстового поля. Резцовые диски должны двигаться в направлении резания, иначе фазовращатель необходимо переключить при помощи подходящего инструмента.


Опасность получения травм! Во время работы фрезерного устройства соблюдать безопасное расстояние до машины и не вставлять конечности во вращающиеся ножи. Фрезу разрешается задействовать только в оснащенном состоянии (в рабочем положении), а затем ее необходимо вложить в специально предназначенный установочный кожух. Предохранительный выключатель на фрезерном агрегате всегда должен оставаться работоспособным, чтобы предотвратить случайный запуск агрегата вне машины!
→ Зажимные элементы автоматически сдвигаются. Давление фрезерования можно повысить при помощи ручки (4). Стандартный предел – 20 бар, давление фрезерования можно повысить до 50 бар, см. пункт 3.5.

Слишком высокое давление фрезерования может привести к перегреву и повреждению привода фрезы. В случае перегрузки или в состоянии покоя необходимо поднять машину и снизить давление (см. пункт 3.5)!
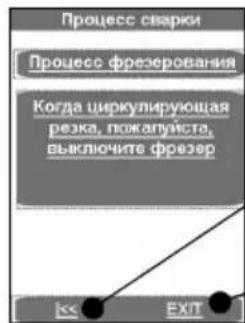
→ После того как из фрезерного агрегата непрерывно начнет поступать стружка толщиной <= 0,2 мм, нажать текстовое поле; фрезерное устройство выключается и зажимные элементы поднимаются.
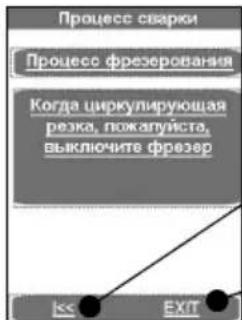
При помощи клавиш со стрелками программа возвращается к «Установить фрезерный агрегат»
При помощи EXIT программа без сохранения возвращается в главное меню
→ Подождать остановки дискового скребка. Вынуть фрезерный агрегат из базового станка и вложить в установочный кожух.
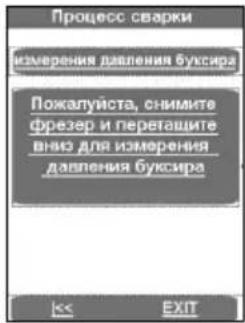
→ Нажать текстовое поле; детали сдвигаются и измеряется давление вынужденного потока.
Измеренное давление вынужденного потока автоматически прибавляется к давлению компенсации, нагревания и стыковки.

Соблюдать безопасное расстояние до машины, не становиться на нее и не вставлять в нее конечности. Не позволять посторонним лицам входить в рабочую зону!
При помощи клавиш со стрелками программа возвращается к «Измерение давления вынужденного потока»
При помощи клавиш со стрелками программа возвращается к «Установить фрезерный агрегат»
При помощи EXIT программа без сохранения возвращается в главное меню
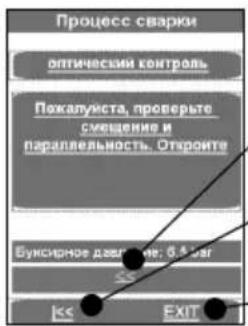
→ Убедиться, что детали хорошо закреплены в зажимных элементах, и что свариваемые поверхности являются плоскими, параллельными и совпадают по осям.
Если это не так, необходимо повторить процесс фрезерования. Осевое смещение между концами заготовок не должно (согласно DVS) превышать 10 % от толщины стенки, а зазор между торцевыми поверхностями не должен быть больше:
≤355 mm=0,5mm,400...<630mm=1,0mm,630...<800mm=1,3mm.
Если внутрь трубы попали стружки, удалить их чистым инструментом (например, кистью).

Важно помнить! К обработанным фрезой, подготовленным к сварке поверхностям запрещается прикасаться руками, и на них не должно быть никаких загрязнений!
3.2.3 Процесс сварки

Опасность защемления! При сведении зажимных инструментов и труб необходимо соблюдать безопасное расстояние до машины. Запрещается стоять внутри машины!
В шаблоне отображается температура нагревательной пластины.
При недостаточной температуре появляется синяя полоса индикатора, при слишком высокой – красная, при нормальной – зеленая.
Возможна подача машины только в зеленом диапазоне.
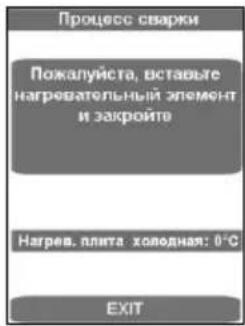
Нагревательный элемент SA: Установить нагревательный элемент между деталями в базовой машине и следить, чтобы опоры нагревательной пластины находились в пазах вытягивающего устройства.
Нагревательный элемент VA: Установить нагревательный элемент на оба зажимных устройства базовой машины и вставить нагревательную пластину между трубами.
→ Свести машину нажатием текстового поля, давление компенсации устанавливается автоматически и удерживается.
Все параметры сварки сохранены, протоколирование активировано.
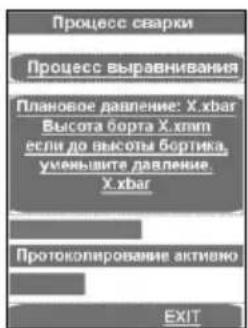
Верхний индикатор выполнения показывает, находится ли давление в правильной области (зеленой), допустимой (желтой) или недопустимой (красной). Фактическое давление отображается на индикаторе (2).
Как только на концах обеих труб достигнута равномерная высота обода по всей окружности, давление автоматически сбрасывается и начинается процесс нагревания..
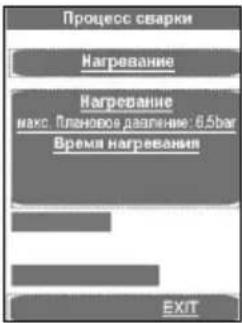
→ Давление настраивается таким образом, чтобы обеспечить еще один соразмерный контакт деталей у нагревательного элемента почти без давления.
Незадолго до окончания времени звучит сигнал.
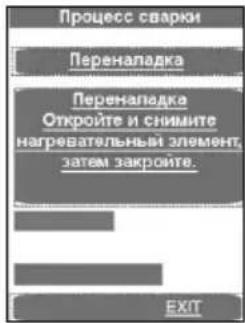
→ После окончания времени нагревания детали автоматически размыкаются, нагревательный элемент SA необходимо извлечь; нагревательный элемент VA автоматически выводится из рабочего положения и концы деталей сводятся.
Давление линейно повышается до соответствующего давления стыковки.
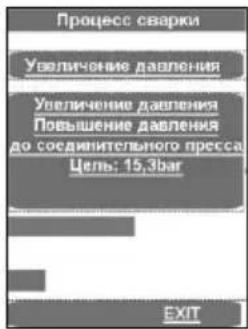
По достижении давления стыковки программа автоматически переходит к процессу стыковки, и запускается таймер t4.

Верхний индикатор выполнения показывает, находится ли давление в правильной области (зеленой), допустимой (желтой) или недопустимой (красной). Нижний показывает отсчет времени. Фактическое давление отображается на индикаторе (2), оставшееся время стыковки t4 – на индикаторе (9).
Давление автоматические контролируется и регулируется. При слишком частом подкачивании (более высокая потеря давления) проверять гидравлическую систему.
→ Вернуть нагревательный элемент обратно в установочный кожух
По истечении времени охлаждения процесс сварки заканчивается и сохраняется, раздается сигнал и давление автоматически сбрасывается.
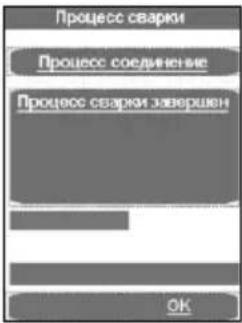
→ Закрыть меню сварки нажатием ОК.
→ Полностью сбросить давление при помощи клавиши (3).
→ Разжать и извлечь сваренные детали.
→ Раздвинуть базовую машину. Машина готова к следующему циклу сварки.
Перенос протокола:
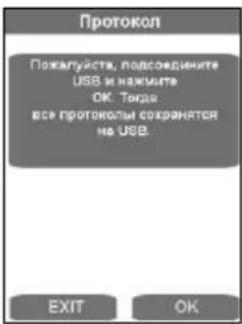
В пункте меню протокола можно записать данные при помощи ОК при подключенном USB-накопителе. Окно закрывается автоматически.
Данный файл протокола обрабатывать при помощи ПК и программного обеспечения ROTHENBERGER Dataline 2.
Все параметры сварки содержатся в приложенных таблицах сварки.
3.2.4 Сварка в режиме Premium
→ Нажать клавишу режима Premium.

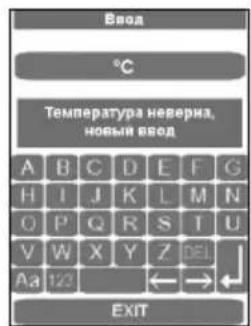
→ Задать температура окружающей среды и подтвердить клавишей Enter. Если температура задана неверно, появляется следующее:
При помощи клавиш со стрелками машина поднимается.
При помощи EXIT программа без сохранения возвращается в главное меню.
→ Установить электрическое фрезерного устройство между свариваемыми деталями.
→ P250-355B: Включить фрезерный двигатель и зафиксировать переключатель.
P500-630B: Проверить направление вращения! В заводских настройках машины установлены на вращение вправо!
→ Включить фрезерное устройство, нажать клавиши (10) и (5) на гидравлическом агрегате. Резцовые диски должны двигаться в направлении резания, иначе фазовращатель необходимо переключить при помощи подходящего инструмента.

Опасность получения травм! Во время работы фрезерного устройства соблюдать безопасное расстояние до машины и не вставлять конечности во вращающиеся ножи. Фрезу разрешается задействовать только в оснащенном состоянии (в рабочем положении), а затем ее необходимо вложить в специально предназначенный установочный кожух. Предохранительный выключатель на фрезерном агрегате всегда должен оставаться работоспособным, чтобы предотвратить случайный запуск агрегата вне машины!
→ Свести зажимные элементы (нажать клавишу 10 + 11). Настроить давление фрезерования при помощи ручки(4). Стандартный предел – 20 бар, давление фрезерования можно повысить до 40 бар, см. пункт 3.5.

Слишком высокое давление фрезерования может привести к перегреву и повреждению привода фрезы. В случае перегрузки или в состоянии покоя необходимо поднять машину и снизить давление (см. пункт 3.5)!
→ После того как из фрезерного агрегата непрерывно начнет поступать стружка толщиной <= 0,2 мм, нажать клавишу фрезерования (5), поднять зажимные элементы (нажать клавишу 10 + 8).
При помощи клавиш со стрелками программа возвращается к «Установить фрезерный агрегат»
При помощи EXIT программа без сохранения возвращается в главное меню
→ Подождать остановки дискового скребка. Вынуть фрезерный агрегат из базового станка и вложить в установочный кожух.

- EU ДЕКЛАРАЦИЯ ЗА СЪОТВЕТСТВИЕ
- ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ СТАНДАРТАМ EU.
- Цялото устройство:
- Описание на уреда
- Настройка на дата и час
- Технически принадлежности
- Правила техники безопасности.... 386
- Технические характеристики .... 388
- Функции устройства 389
- Уход и техническое обслуживание 408
- Принадлежности.... 409
- Обслуживание клиентов 409
- Утилизация 409
- Специальные обозначения в этом документе:
- Опасность!
- Внимание!
- Применение по назначению
- Общие указания по технике безопасности для электроинструментов
- Комплектная установка:
- Размеры транспортировочного ящика:
- Функции устройства
- Описание приборов
- Базовая машина (A)
- Гидравлический агрегат (В)
- Руководство по эксплуатации
- Ввод в эксплуатацию
- Меры для подготовки к сварке
- Процесс сварки
- Перенос протокола:
- Сварка в режиме Premium
Марка : ROTHENBERGER
Модель : ROWELD P500B Premium CNC SA
Категория : Промышленная машина