
ROWELD P500B Premium CNC SA - Priemyselný stroj ROTHENBERGER - Bezplatný návod na obsluhu
Nájdite návod k zariadeniu zdarma ROWELD P500B Premium CNC SA ROTHENBERGER vo formáte PDF.

| Typ produktu | Zváračka na tupé zváranie plastových rúr |
| Značka | Rothenberger |
| Model | ROWELD P500B Premium CNC SA |
| Rozsah zvárania rúr | 200 - 500 mm priemer |
| Maximálny zdvih valcov | 200 mm |
| Celková plocha valcov | 14,13 cm² |
| Rozmery základného stroja (d x š x v) | 1300 x 900 x 800 mm |
| Hmotnosť základného stroja (max.) | 238,5 kg (s vložkami) |
| Elektrické napájanie frézy | 400 V trojfázové, 50/60 Hz, 1,75 A |
| Výkon frézy | 1210 W príkon / 750 W užitočný výkon |
| Rýchlosť otáčania motora frézy | 140 min⁻¹ |
| Napájanie vyhrievacieho telesa | 400 V trojfázové, 4000 W |
| Priemer vyhrievacieho telesa | 540 mm |
| Napájanie hydraulickej jednotky | 400 V trojfázové, 50/60 Hz, 2,75 A |
| Výkon hydraulickej jednotky | 1905 W príkon / 1100 W užitočný výkon |
| Maximálny hydraulický tlak | 135 bar |
| Kapacita olejovej nádrže | 3,8 L |
| Odporúčaný hydraulický olej | HLP 46 (ref. 53649) |
| Celková hmotnosť kompletnej inštalácie | Približne 350 kg (odhad) |
| Rozmery prepravnej skrine | 2240 x 1300 x 1500 mm |
| Hlavné funkcie | Tupé zváranie s CNC riadením, zaznamenávanie parametrov, USB prenos protokolov, režim Premium |
| Údržba | Čistiť vodiace tyče, meniť olej každých 12 mesiacov, kontrolovať tesnosť |
| Bezpečnosť | Núdzové zastavenie, tepelná ochrana, bezpečnostné spínače na fréze |
| Náhradné diely | Dostupné cez zákaznícky servis Rothenberger (sady vložiek, frézovacie nože atď.) |
Často kladené otázky - ROWELD P500B Premium CNC SA ROTHENBERGER
Otázky používateľov k ROWELD P500B Premium CNC SA ROTHENBERGER
0 otázka o tomto zariadení. Odpovedzte na tie, ktoré poznáte, alebo položte vlastnú.
Položte novú otázku o tomto zariadení
Stiahnite si návod pre váš Priemyselný stroj vo formáte PDF zadarmo! Nájdite svoj návod ROWELD P500B Premium CNC SA - ROTHENBERGER a vezmite svoje elektronické zariadenie späť do rúk. Na tejto stránke sú zverejnené všetky dokumenty potrebné na používanie vášho zariadenia. ROWELD P500B Premium CNC SA značky ROTHENBERGER.
NÁVOD NA OBSLUHU ROWELD P500B Premium CNC SA ROTHENBERGER
Vyhlasujeme na vlastnú zodpovednosť, že tento výrobok vyhovuje uvedeným normám a smerniciam.
1.1 Použitie na určený účel.... 337
1.2 Všeobecné bezpečnostné pokyny pre elektrické náradie.... 337
3 Funkcia prístroja 340
3.1 Popis prístrojov 340
3.1.1 Základný stroj (A).... 340
3.1.2 Hydraulický agregát (B) 340
3.2 Návod na obsluhu 341
3.2.1 Uvedenie do prevádzky 341
3.2.2 Opatrenia pre prípravu zvárania 344
3.2.3 Proces zvárania 346
3.2.4 Zváranie v režime Premium 349
3.2.5 Odstavenie z prevádzky 353
3.3 Všeobecné požiadavky 353
3.4 Dôležité pokyny k parametrom zvárania.... 353
3.5 Nastavenie parametrov.... 354
3.6 Nastavenie dátumu a času 355
3.7 Vytvorenie a vol'ba konfigurácií stroja.... 356
3.8 Hlásenia poruchy 357
6 Zákaznícka služba.... 359
7 Likvidácia 359
Označenia v tomto dokumente:

Nebezpečenstvo!
1.1 Použitie na určený účel
Zváracie prístroje ROWELD P250-630B Premium CNC sa smú používať len na vytváranie zvarových spojov PE, PP a PVDF rúr podľa technických údajov. Za škody, ktoré vzniknú nesprávnym používaním, je zodpovedný samotný používatel.
VAROVANIE! Prečítajte si všetky bezpečnostné upozornenia, pokyny, ilustrácie a špecifikácie dodané s týmto elektrickým náradím.
Zanedbanie dodržiavania všetkých uvedených pokynov texte môže mať za následok zásah elektrickým prúdom, spôsobit' požiar a/alebo t'ažké poranenie.
Všetky upozornenia a pokyny si odložte na d'alšie použitie.
Termín „elektrické náradie“ vo výstrahách sa týka sieťového (s napájacím káblom) elektrického náradia alebo akumulátorového (bez napájacieho kábla) elektrického náradia.
1) Bezpečnost' na pracovnom mieste
a) Pracovisko vždy udržiavajte čisté a dobre osvetlené. Neporiadok a neosvetlené priestory pracoviska môžu mať za následok pracovné úrazy.
b) Toto náradie nepoužívajte v prostredí ohrozenom výbuchom, v ktorom sa nachádzajú horľavé kvapaliny, plyny alebo horľavý prach. Ručné elektrické náradie vytvára iskry, ktoré by mohli prach alebo pary zapálit.
c) Nedovol'te det'om a iným nepovolaným osobám, aby sa počas používania ručného elektrického náradia zdržiavali v blízkosti pracoviska. Pri odpútaní pozornosti zo strany inej osoby môžete stratit' kontrolu nad náradím.
a) Zástrčka prívodnej šnúry ručného elektrického náradia musí pasovat do použitej zásuvky. Zástrčku v žiadnom prípade nijako nemeňte. S uzemneným elektrickým náradím nepoužívajte ani žiadne zástrčkové adaptéry. Nezmenené zástrčky a vhodné zásuvky znižujú riziko zásahu elektrickým prúdom.
b) Vyhýbajte sa telesnému kontaktu s uzemnenými povrchmi, ako sú rúry, kúrenia, sporáky alebo chladničky. Keby by bolo Vaše telo uzemnené, hrozí zvýšené riziko zásahu elektrickým prúdom.
c) Chráňte elektrické náradie pred účinkami dažďa a vlhkosti. Vniknutie vody do ručného elektrického náradia zvyšuje riziko zásahu elektrickým prúdom.
d) Nepoužívajte prívodnú šnúru mimo určeného účelu na nosenie ručného elektrického náradia, ani na jeho zavesenie, a zástrčku nevyberajte zo zásuvky t'ahaním za prívodnú šnúru. Zabezpečte, aby sa siet'ová šnúra nedostala do blízkosti horúceho telesa, ani do kontaktu s olejom, s ostrými hranami alebo pohybujúcimi sa súčiastkami ručného elektrického náradia. Poškodené alebo zauzlené prívodné šnúry zvyšujú riziko zásahu elektrickým prúdom.
e) Ked' pracujete s ručným elektrickým náradím vonku, používajte len také predlžovacie káble, ktoré sú schválené aj na používanie vo vonkajších priestoroch. Použitie pred- lžovacieho kábla, ktorý je vhodný na používanie vo vonkajšom prostredí, znižuje riziko zásahu elektrickým prúdom.
f) Ak sa nedá vyhnút' použitiu ručného elektrického náradia vo vlhkom prostredí, použite ochranný spínač pri poruchových prúdoch. Použitie ochranného spínača pri poruchových prúdoch znižuje riziko zásahu elektrickým prúdom.
3) Bezpečnost' osôb
a) Bud'te pozorní, dávajte pozor na to, čo robíte, a zaobchádzajte s elektrickým náradím rozumne. Nepoužívajte elektrické náradie, ak pocit'ujete únavu, alebo ak ste pod vplyvom drog, alkoholu alebo liekov. Malý okamih nepozornosti môže mat' pri používaní náradia za následok vážne poranenia.
b) Noste osobné ochranné vybavenie a vždy ochranné okuliare. Nosenie osobných ochranných pomôcok, ako je ochranná dýchacia maska, bezpečnostná pracovná obuv, ochranná prilba alebo chrániče sluchu, podľa druhu ručného elektrického náradia a spôsobu jeho použitia znižujú riziko poranenia.
c) Vyhýbajte sa neúmyselnému uvedeniu ručného elektrického náradia do činnosti. Pred zasunutím zástrčky do zásuvky a/alebo pred pripojením akumulátora, pred chytením alebo prenášaním ručného elektrického náradia sa vždy presvedčte sa, či je ručné elektrické náradie vypnuté. Ak budete mať pri prenášaní ručného elektrického náradia prst na vypínači, alebo ak ručné elektrické náradie pripojíte na elektrickú sieť zapnuté, môže to mať za následok nehodu.
d) Skôr ako náradie zapnete, odstráňte z neho nastavovacie náradie alebo klúče na skrutky. Nastavovací nástroj alebo klúč, ktorý sa nachádza v rotujúcej časti ručného elektrického náradia, môže spôsobit' vážne poranenia osób.
e) Vyhnite sa abnormálnemu držaniu tela. Zaistite si bezpečný postoj a stále udržujte rovnováhu. Takto budete môčť ručné elektrické náradie v neočakávaných situáciách lepšie kontrolovať.
f) Pri práci noste vhodný pracovný odev. Nenoste široké odevy a nemajte na sebe šperky. Vyvarujte sa toho, aby sa vaše vlasy a odev a rukavice dostali do blízkosti pohyblivých častí. Vol'ný odev, dlhé vlasy alebo šperky môžu byť zachytené rotujúcimi čast'ami ručného elektrického náradia.
g) Ak sa dá na ručné elektrické náradie namontovat' odsávacie zariadenie a zariadenie na zachytávanie prachu, presvedčte sa, či sú dobre pripojené a správne používané. Používanie odsávacieho zariadenia a zariadenia na zachytávanie prachu znižuje riziko oh-rozenia zdravia prachom.
h) Nepodliehajte falošnému pocitu istoty získanej z častého používania náradia a neko-najte v rozpore s princípmi bezpečného používania náradia. Nepozorná práca môže v priebehu zlomkov sekundy viest' k t'ažkému poranenie.
4) Používanie a starostlivost' o elektrické náradie
a) Ručné elektrické náradie nikdy nepret'ažujte. Používajte také elektrické náradie, ktoré je určené pre daný druh práce. Pomocou vhodného ručného elektrického náradia budete pracovať lepšie a bezpečnejšie v uvedenom rozsahu výkonu náradia.
b) Nepoužívajte nikdy také ručné elektrické náradie, ktoré má pokazený vypínač. Náradie, ktoré sa už nedá zapnút alebo vypnút, je nebezpečné a treba ho zverit do opravy odborníkovi.
c) Skôr ako začnete náradie nastavovat' alebo prestavovat', vymieňat' príslušenstvo alebo ako odložíte náradie, vždy vytiahnite koncovku siet'ovej šnúry zo zásuvky a/alebo vyberte akumulátor, ak sa dá vybrat'. Toto preventívne opatrenie zabraňuje neúmyselnému spusteniu ručného elektrického náradia.
d) Nepoužívané ručné elektrické náradie uschovávajte tak, aby bolo mimo dosahu detí. Nedovol'te používat' toto náradie osobám, ktoré s ním nie sú dôverne oboznámené, alebo ktoré si neprečítali tieto Pokyny. Ručné elektrické náradie je nebezpečné vtedy, ked' ho používajú neskúsené osoby.
e) Ručné elektrické náradie a príslušenstvo starostlivo ošetrujte. Kontrolujte, či pohyblivé súčiastky bezchybne fungujú alebo či neblokujú, či nie sú zlomené alebo poškodené niektoré súčiastky, ktoré by mohli negatívne ovplyvňovat' správne fungovanie ručného elektrického náradia. Pred použitím náradia dajte poškodené súčiastky vymenit'. Veľa nehôd bolo spôsobených nedostatočnou údržbou elektrického náradia.
f) Rezné nástroje udržiavajte ostré a čisté. Starostlivo ošetrované rezné nástroje s ostrými reznými hranami majú menšiu tendenciu k zablokovaniu a l'ahšie sa dajú viest'.
g) Používajte ručné elektrické náradie, príslušenstvo, nastavovacie nástroje a pod. podľa týchto výstražných upozornení a bezpečnostných pokynov. Pri práci zohl’adnite konkrétne pracovné podmienky a činnosť, ktorú budete vykonávat’. Používanie ručného elektrického náradia na iný účel ako na predpísané použitie môže viest’ k nebezpečným situáciám.
h) Rukoväti a úchopové povrchy udržujte suché, čisté a bez oleja alebo mazacieho tuku. Šmyklavé rukoväti a úchopové povrchy neumožňujú bezpečnú manipuláciu a ovládanie náradia v neočakávaných situáciách.
5) Servis
a) Ručné elektrické náradie dávajte opravovat' len kvalifikovanému personálu, ktorý používa originálne náhradné súčiastky. Tým sa zabezpečí, že bezpečnosť náradia zostane zachovaná.
2 Technické údaje
| P250B | P355B | P500B | P630B | ||
| Základného stroja CNC SA/VA: | |||||
| Rúra – zváraná oblast' ∅ (mm) | 90-250 | 90-355 | 200-500 315-630 | ||
| Rúra - zvárací výkon | série SDR pozri zváracie stoly brožúra + Max. tlak hydraulický agregát pozorované | ||||
| Max. zdvih valca (mm) | 150 | 150 | 200 200 | ||
| Celkové plochy valca (cm2) | 6,26 | 6,26 | 14,13 14,13 | ||
| Hlavné rozmery: | |||||
| DÍžka (mm) | 810 | 795 | 1300 1300 | ||
| Šírka (mm) | 485 | 600 | 900 1060 | ||
| Výška (mm) | 415 | 535 | 800 920 | ||
| max. Hmotnost' * (SA kg) | 59,0 | 80,2 | 238,5 323,4 | ||
| max. Hmotnost' * (VA kg) | 61,3 | 83,8 | |||
* vrátane redukčné upínacie nadstavce pre najmenších priemer trubice
Frézovacieho zariadenia:
| Elektrické pripojenie | 230 V | 230 V | 400 V, 3~ | 400 V, 3~ |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 3,5 A | 4,8 A | 1,75 A | 2,55 A | |
| Menovitý príkon/ Výkon (W) | 750/470 | 1050/650 | 1210/750 | 1770/110 |
| Otáčky motora (min ^-1 ) | 660 | 726 | 140 | 140 |
| Otáčky pri chode naprázdno (min ^-1 ) | 85 | 66 | 31 | 24 |
| (frézovací kotúč) | ||||
| Hladina akustického tlaku dB(A) L _pA | K _pA | 82 | 3 | 83 | 3 | 48 | 3 | 52 | 3 |
| Hladina akustického výkonu dB(A) L _WA | K _WA | 93 | 3 | 94 | 3 | 59 | 3 | 63 | 3 |
| Hmotnosť (kg) | 15 | 22,4 | 68 | 123 |
Vyhrievacieho článku CNC SA/VA:
| Elektrické pripojenie | 230 V | 230 V | 400 V | 400 V |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 1500 W | 2500 W | 4000 W | 8000 W | |
| Priemer vyhrievacieho článku (mm) | 300 | 380 | 540 | 660 |
| Hmotnost' (SA/VA kg) | 5,5/13 | 9,1 | 32 | 49 |
Odkladacej schránky CNC SA/VA:
| Hmotnost' (SA/VA kg) | 8,2/7,6 | 9,6 | 55 | 70 |
| P250B, P355B | P500B, P630B | |||
Kompletné zariadenie:
Celkový elektrický príkon (kW) 3,2 4,3 7,2 11,7
Rozmery prepravnej debny:
Dížka (mm) 1200 1200 2240 2240
Šírka (mm)....800....800....1300....1300
Hladina hluku pri prácach môže prekročit' 85 dB (A). Používajte ochranu sluchu!
3 Funkcia prístroja
3.1 Popis prístrojov
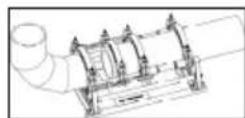
ROWELD P250-630B Premium CNC sú kompaktné, prenosné zváračky na zváranie na tupo s vyhrievacím článkom, s modulom CNC na presné ovládanie, uchovanie a na ukladanie parametrov zvárania podľa smernice DVS, prenos protokolov cez USB pripojenie, ktoré boli navrhnuté špeciálne pre použitie na staveniskách, a tu konkrétne vo výkopoch pre potrubia. Použitie prístrojov je samozrejme možné aj v dielňach.
Zváranie je možné vykonat' Rúra - Rúra, ale aj Rúra - Rúrový oblúk, Rúra - T-kus a Rúra - Privarovacie hrdlo.
Stroje sa skladajú v podstate z:
Základný stroj, redukčné upínacie nadstavce, hydraulický agregát s CNC modulom, frézovacie zariadenie, vyhrievací článok, odkladacia schránka.
ROWELD P250B Premium CNC: Pri zváraní rúrových oblúkov s úzkym polomerom max. priemeru stroja sa používa skosený upínací nástroj horného dielu, ktorý je k dostaniu ako príslušenstvo.
ROWELD P500-630B Premium CNC: Pre umiestnenie a vyzdvihnutie frézy a vyhrievacieho článku je možné použit' elektrické zdvíhacie zariadenie, ktoré je k dostaniu ako príslušenstvo.
| 3.1.1 | Základný stroj | (A) | ||
| 1 | Pohyblivé upínacie prvky | 3 | Dištančný prvok s aretačnými zárezmi | |
| 2 | Posuvný upínací prvok | 4 | Zariadenie na odťahovanie vyhrievacieho článku | |
| 1 | Tlačidlo Automatika | 12 | Tlačidlo Časovač (doba) |
| 2 | Indikátor tlaku | 13 | Zásuvka frézovacieho zariadenia |
| 3 | Tlačidlo zníženia tlaku | 14 | Objímka rýchlospojky |
| 4 | Otočný regulátor | 15 | Konektor rýchlospojky |
| 5 | Tlačidlo Frézovanie | 16 | Konektor vyhrievacieho článku |
| 6 | Tlačidlo zapnutia a vypnutia | 17 | Sietová zástrčka |
| 7 | Tlačidlo Ohrev | 18 | Núdzové vypnutie |
| 8 | Stroj „Oddialit“ | 19 | Dotykový počítač |
| 9 | Indikátor teploty a času | 20 | Plniaca zátka oleja s mierkou oleja |
| 10 | Spúšťacie tlačidlo | 21 | USB pripojenie |
| 11 | Stroj „Prisunút“ | 22 | Zástrčka základného stroja |
Na otočnom regulátore nastavte tlak pre frézovanie, prispôsobenie, ohrevu a spojovania, hodnota sa zobrazí na displeji „Druck“ (Tlak). 3 sekundy po nastavení sa zobrazí skutočná hodnota. Stlačením otočného gombíka sa zobrazia a nastavia servisné parametre

Stlačte spúšťacie tlačidlo a tlačidlo frézovania pre zapnutie zásuvky frézovacieho zariadenia. Tlak bude automaticky nastavený na 10 barov a otočným regulátorom môže byť zvýšený maximálne na 20. (V špeciálnom prípade použitia, napr. zavesená poloha môže byť zmenou P004 nastavený maximálne na 50 barov)

Časovač aktivujte jednorazovým stlačením tlačidla. Stlačením tlačidla a otáčaním otočného regulátora môžete nastavit čas t1 v sekundách. Pri dlhšom stlačení tlačidla dôjde k prepnutia na t4. Stlačením tlačidla a otáčaním otočného regulátora môžete nastavit čas t4 v minútach. Krátkym stlačením tlačidla časovača, keď svieti ukazovatel časovača t1 alebo t2, sa časovač spustí ručne

Stlačením tlačidla Automatika sa bude monitorovať a prípadne dodatočne regulovať nastavený tlak počas zahrievania (aktívny časovač t1) a procesu spájania (aktívny časovať t4)

Povoľovacie tlačidlo pre potvrdenie servisných parametrov
Zváracie stroje sú vhodné na prevádzku pri teplotách okolia od -10 °C do +40 °C.
Sú vhodné pre stacionárne napájanie 230 V 50/60 Hz a 400 V 50/60 Hz. Ak sa používa generátor elektrickej energie, zvárač musí upresnit' požadovaný výkon s výrobcom generátora.

Zvárací stroj smú obsluhovat' len odborní pracovníci, ktorí sú na to oprávnení a primerane kvalifikovaní podľa smernice DVS 2212 časť 1!
3.2.1 Uvedenie do prevádzky

Vyhrievací článok nepoužívajte v prostredí s nebezpečenstvom explózie a neprivádzajte do kontaktu s ľahko horľavými látkami!

Udržiavajte bezpečnú vzdialenost' od stroja, do stroja sa nestavajte ani nesiahajte. Nedovol'te ostatným osobám priblížit' sa do pracovnému priestoru!

Pred každým uvedením do prevádzky skontrolujte hladinu oleja hydraulického agregátu. Hladina oleja musí byť medzi min. a max. značkou na plniacej zátke oleja s mierkou oleja (20), v prípade potreby dolejte hydraulický olej HLP 46!

Hydraulický agregát prepravujte a odstavte len vo vodorovnej polohe, pri šikmej polohe uniká olej z odvzdušňovacej zátky s mierkou oleja!

V prípade nebezpečenstva stlačte vypínač núdzového vypnutia (18). Pred každým uvedením do prevádzky sa ubezpečte, že núdzové vypnutie nie je zablokované!
→ Obe hydraulické hadice základného stroja spojte pomocou rýchlospojky (14,15) na hydraulickom agregáte.

Rýchlospojky chráňte pred znečistením. Netesniace spojky musia byť okamžite vy- menené!
→ Pripojte elektrickú zástrčku frézovacieho zariadenia k zásuvke (13), konektor vyhrievacieho článku k zástrčke (16) a konektor základného stroja k zástrčke (22).
→ Sieťovú zástrčku hydraulického agregátu (17) pripojte k napájaniu elektrickým prúdom podľa typového štítku. Ak sa nezobrazí úvodná obrazovka, odblokujte vypínač núdzového vypnutia. Zaznie signálny tón a na displeji (2) svieti bod.
Pri prvom uvedení skontrolujte dátum a čas. Na to stlačte tlačidlo GO. (Pre zmenu pozri bod 3.6). Pre ukončenie menu stlačte EXIT.

Ked' ste stlačili tlačidlo GO (uvedenie do činnosti) a nie je pripojený žiadny základný stroj, zobrazí sa nasledujúce hlásenie:
„Pozor! Nebol rozpoznaný žiadny základný stroj. Prosím, pripojte ho“
Ked' bude toto chybové hlásenie pretrvávať aj po pripojení, tak je spoj poškodený, ale existuje tu možnosť zvárania a protokolovania v režime Premium (pozri 3.2.4).
→ Pri prvom uvedení do prevádzky nastavte jazyk, zo závodu je nastavený nemecký jazyk. Pre zmenu stlačte Settings (Nastavenia) a zmeňte pomocou OK v Setting 2 (Nastavenie 2).


Existuje možnosť prepnúť obrazovku do pohotovostného režimu (Standby), šetrič obrazovky sa aktivuje, keď bude hydraulika vypnutá pomocou tlačidla (6).
Na displeji (9) sa zobrazí aktuálna teplota. Regulácia je aktívna, keď na displeji svieti bod. Pri dosiahnutí nastavenej teploty sa rozsvietia obe LED kontrolky (aktuálna a nastavená). Po d’alších 10 minútach je vyhrievací článok pripravený na použitie. Teplotu kontrolujte prístrojom na meranie teploty.
Pre porovnanie teploty vyhrievacieho článku pozri bod 3.5.

Nebezpečenstvo popálenia! Vyhrievací článok môže dosiahnut' až teplotu 300° C a bezprostredne po použití musí byt' odložený do odkladacej schránky, ktorá je na to určená!
Dlhším stlačením tlačidla (7) môžete ohrev vypnút. Bod na displeji (9) zmizne, opätovným stlačením ohrev znovu zapnete.
Hydraulika ROWELD P500-630B: Skontrolujte smery otáčania! Stroje sú zo závodu prisvorkované pravotočivo. Základný stroj s hydraulickým agregátom vyved'te alebo naved'te, keď sa neuskutoční žiaden pohyb, pomocou vhodného náradia prepnite prepínač fáz na siet'ovej zástrčke!
Upozornenie: V prípade nesprávneho smeru otáčania nezapínajte hydrauliku (nebezpečenstvo zničenia)!
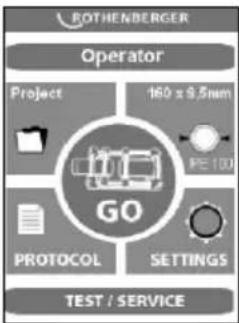
→ Zadajte alebo zvol'te meno zvárača „Operator“.


Pomocou vstupných masiek môžete volit' uložených zváračov, zadávať nové mená zváračov alebo vymazávať existujúce pomocou tlačidla DEL a znovu zadávať. Všetky vstupné masky budú potvrdené pomocou tlačidla ENTER alebo tlačidla OK a uložené, bude vyvolaný nasledovný programový krok. Pomocou tlačidla EXIT bude vstupná maska zatvorená bez uloženia.
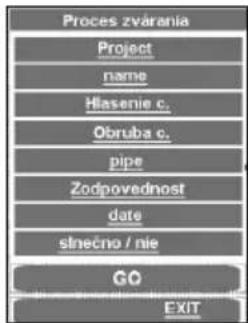
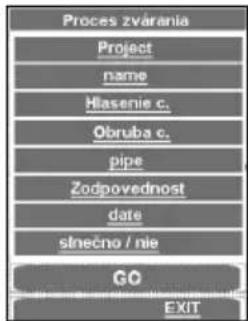
→ Založenie alebo vol'ba projektu.
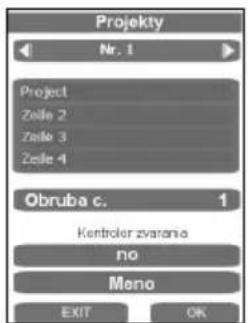

Pomocou vstupných masiek môžete zvolit' uložené projekty, zadávať nové názvy projektov. Zatvorenie a uloženie pomocou tlačidla ENTER.
→ Vol'ba rúry.

→ Pomocou tlačidla šípky zvol'te požadovanú rúru a potvrďte pomocou OK.
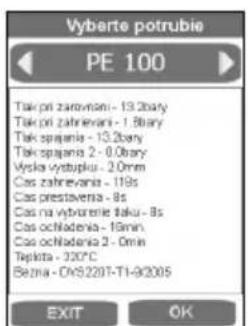

V záverečnom prehl'ade parametrov rúry budú zobrazené údaje o rúre podľa smernice DVS, pomocou tlačidla OK bude zobrazené okno pre zvárané diely a druh uloženia.


Pritlačením na príslušné pole displeja môžete vykonat' zmenu odchyl'ujúcu sa od normy a uložit' ich pomocou tlačidla ENTER. V bode Norm (Norma) sa potom zmení označenie, toto môžete neskôr pred tlačou protokolu na počítači zadať v poli Bemerkung (Poznámka). Po potvrdení a uložení údajov rúry pomocou tlačidla OK sa zobrazí hlavné menu.
Pri P500-630B: Na zdvihnutie frézovacieho zariadenia a vyhrievacieho článku použitie zdvíhacie zariadenie tovar. č. 53410 (P500B) alebo 53323 (P630B) alebo vhodné náradie.
3.2.2 Opatrenia pre prípravu zvárania
→ Pri rúrach, ktoré sú menšie ako priemer, ktorý stroj dokáže maximálne zvarit', je nutné namontovať redukčné nadstavce spracovávaného priemeru rúry pomocou skrutiek s vnútorným šest'hranom, ktoré sa nachádzajú v príslušenstve.
ROWELD P250-355B: Skladajúci sa zo 6 pološkrupín so širokou a 2 pološkrupín s úzkou upína-cou plochou.
ROWELD P500-630B: Skladajúci sa, do priemeru 450 mm, zo 6 pološkrupín so širokou a z 2 pološkrupín s úzkou upínacou plochou, od 500 mm z 8 pološkrupín so širokou upínacou plochou.
Pritom je nutné dodržat', aby pološkrupiny s úzkou upínacou plochou boli vložené do obidvoch vonkajších spodných základných upínacích prvkov. Len pri spojovaní rúry s rúrovým oblúkom sa tieto diely vkladajú do l'avého základného upínacieho prvku dole a hore.
→ Plastové rúry alebo tvarované diely, ktoré sú určené na zváranie, vložte do upínacieho zariadenia (pri rúrach dlhších ako 2,5 m musia byť použité podvalky) a pevne utiahnite mosadzné matice na horných upínacích nástrojoch. Odchýlky kruhovitosti rúr je možné vyrovnat' utiahnutím alebo uvoľnením mosadzných matíc.
→ Pri spojovaní rúry s rúrou musia byť obe dištančné vložky zasunuté do oboch l'avých upínacích prvkov (stav pri dodaní).
! Pozor: Dištančné vložky nesmú byť v žiadnom prípade namontované s priečnym predsa- dením!
Rúry sú vždy držané dvomi upínacími prvkami.
→ P250-355B: Pri spojovaní rúrky a spojovacej tvarovky musia byt' dištančné vložky zasunuté do oboch stredných upínacích prvkov a odťahovací prípravok vyhrievacieho článku doľavých upínacích prvkov. Pri spracovávaní niektorých spojovacích tvaroviek v určitých polohách, napr. oblúk vodorovne, privarovacie hrdlá, je potrebné odstránit' prípravok na odťahovanie vyhrievacích článkov.
→ P500-630B: Pri spojovaní rúry so spojovacou tvarovkou musia byť obe dištančné vložky preklopené a zasunuté do stredného upínacieho prvku.
Pozor: Dištančné vložky nesmú byť v žiadnom prípade namontované s priečnym predsa- dením!
→ Rúra sa vkladá do troch upínacích prvkov a spojovacia tvarovka je držaná jedným upínacím prvkom. Posuvný upínací prvok je pritom možné posúvať na tyči tak, ako to vyžadujú priestorové podmienky pri upínaní a zváraní.
→ Proces zváranie spust'te pomocou tlačidla GO.

V CNC prevádzke sa ovládanie vykonáva prostredníctvom dotykového PC. Všetky funkcie mimo dotykového PC, okrem otočného tlačidla zapnutia/vypnutia (6), sú blokované.
Proces zvárania možno prerušit' pomocou tlačidla zapnutia/vypnutia alebo EXIT, blokovanie tlačidiel sa potom zruší a na displeji sa zobrazí príslušné hlásenie.

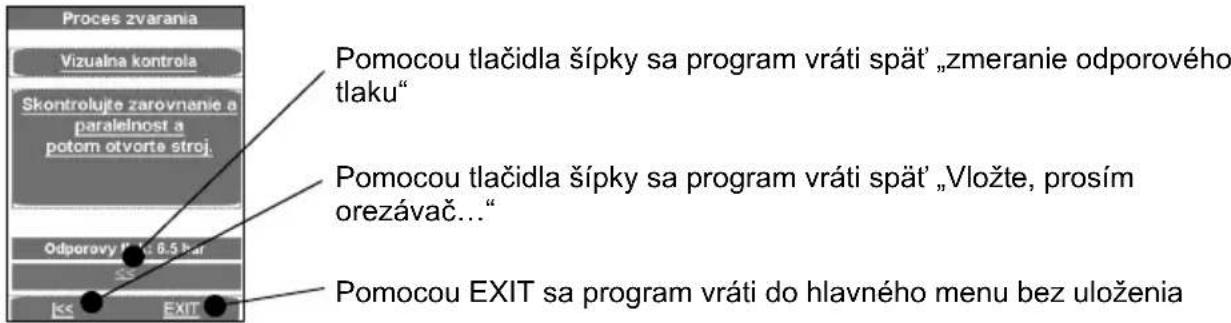
Pomocou tlačidiel so šípkami sa stroj uvedie do činnosti.
Pomocou EXIT sa program vráti do hlavného menu bez uloženia.
→ Elektrické frézovacie zariadenie nasad'te medzi obrobky, ktoré sú určené na zváranie.
→ P250-355B: Zapnite motor frézy a aretujte vypínač.
P500-630B: Skontrolujte smery otáčania! Stroje sú zo závodu prisvorkované pravotočivo!
Frézovacie zariadenie zapnete stlačením textového poľa. Hoblovacie kotúče musia bežat' v smere rezania, v opačnom prípade prepnite pomocou vhodného nástroja prepínač fáz na siet'ovej zástrčke.

Nebezpečenstvo poranenia! Počas prevádzky frézovacieho zariadenia dodržujte bezpečnú vzdialenost' od stroja a nesiahajte do rotujúcich nožov. Frézu aktivujte len v stave nasadenia (pracovná poloha) a nakoniec ju uložte naspät' do odkladacej schránky, ktorá je na to určená. Funkčnosť bezpečnostného vypínača v frézovacom zariadení musí byt' kedykol'vek zaručená, aby sa predišlo neúmyselnému spusteniu mimo stroja!
→ Upínacie prvky sa automaticky spoja. Tlak frézovania možno zvýšit' otočným gombíkom (4). Štandardne je možný až do 20 barov, frézovací tlak je možné zvýšit' až na 50 barov, pozri bod 3.5.

Príliš vysoký frézovací tlak môže spôsobit' prehriatie a poškodenie pohonu frézy. Pri pret'ažení alebo zastavení prevádzky pohonu frézy stroj vyveďte a tlak znížte (pozri bod 3.5)!
→ Potom, ako z frézy neprerušene vystupuje hoblina s hrúbkou <= 0,2 mm, stlačte textové pole, frézovacie zariadenie sa vypne a upínacie prvky vystúpia.
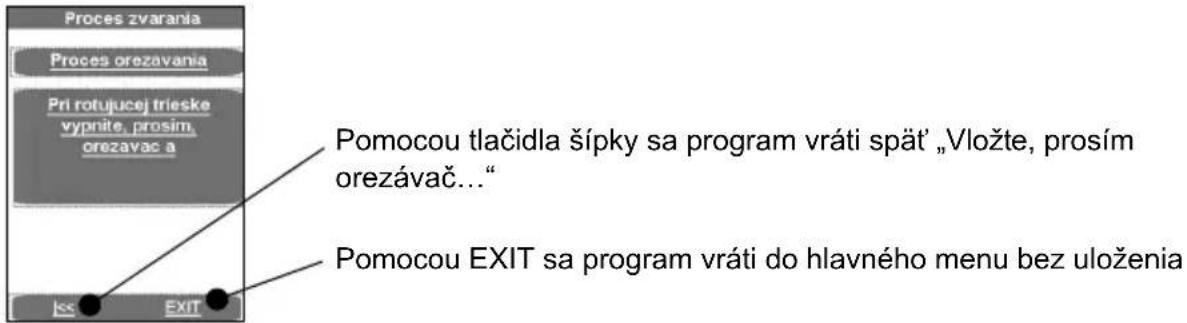
→ Počkajte, pokial' sa hobľovacie kotúče nezastavia. Frézovacie zariadenie vyberte zo základného stroja a odložte do odkladacej schránky.
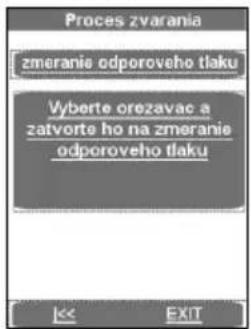
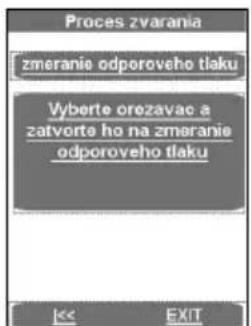
→ Stlačte textové pole, obrobky sa spoja a zmeria sa vlečný tlak.
Nameraný vlečný tlak bude automaticky pridaný ku kontaktnému tlaku, tlaku vyhrievania a tlaku spojovania.

Udržiavajte bezpečnú vzdialenost' od stroja, do stroja sa nestavajte ani nesiahajte. Nedovol'te ostatným osobám priblížit' sa do pracovnému priestoru!
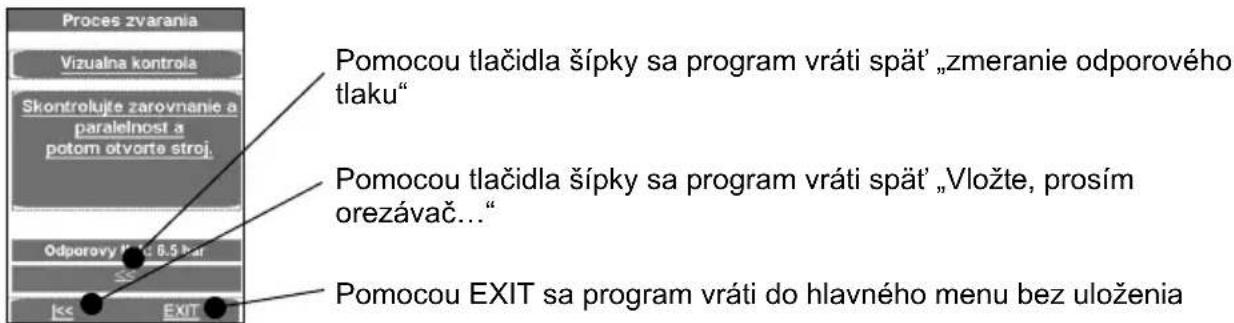
→ Skontrolujte, či sú rúry pevne umiestnené v upínacích prvkoch, či sú zvárané plochy rovno, paralelné a axiálne súosové.
V prípade, že tomu nie je tak, frézovanie musíte zopakovat'. Axiálne predsadenie medzi koncami obrobkov nesmie byt' (podl'a DVS) väčšie ako 10 % hrúbky steny a max. medzera medzi ro-vinnými plochami nesmie byt' väčšia ako:
$$ \varnothing \leq 3 5 5 \mathrm{mm} = 0, 5 \mathrm{mm}, \varnothing 4 0 0 \dots < 6 3 0 \mathrm{mm} = 1, 0 \mathrm{mm}, \varnothing 6 3 0 \dots < 8 0 0 \mathrm{mm} = 1, 3 \mathrm{mm}. $$
Pomocou čistého nástroja (napr. štetec) odstráňte triesky, ktoré sa prípadne nachádzajú v rúre.

Rešpektujte prosím! Ofrézované plochy, ktoré sú pripravené na zváranie, musia byt zbavené akýchkol'vek nečistôt a nesmiete sa ich dotknút rukou!
3.2.3 Proces zvárania

Ak je teplota príliš nízka, indikačná lišta sa zobrazí v modrej farbe, ak je príliš vysoká v červenej farbe a ak je v požadovanom rozsahu, tak je zelená.
Stroj môže vykonať príjazd iba v zelenej požadovanej oblasti.
T. č. vyhrievacieho článku SA: Vyhrievací článok vložte medzi oba obrobky v základnom stroji a dbajte na to, aby dosadacie plochy ležali v zárezoch prípravku na odťahovanie.
T. č. vyhrievacieho článku VA: Vyhrievací článok nasadte v základnom stroji na obidva upínacie prvky a vyhrievaciu platňu nakloňte medzi rúry.
→ Stroj spojte stlačením textového poľa, prispôsobovací tlak sa nastaví a udrží automaticky.
Teraz sa uložia všetky parametre zvárania, aktivujte sa protokolovanie.
Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Skutočný tlak je zobrazený na displeji (2)
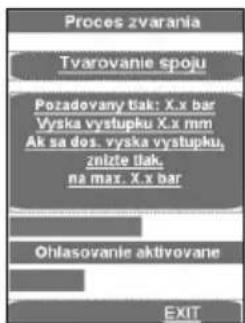
Hned', ako sa dosiahne potrebná výška vydutiny rovnomerne po celom obvode obidvoch rúr, automaticky sa vypustí tlak a spustí sa zahrievací proces.

→ Tlak nastavte tak, aby bolo zaistené rovnomerné, takmer beztlakové dosadnutie koncov obrobkov na vyhrievací článok.
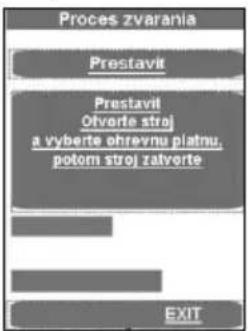
→ Po uplynutí doby zahrievania sa obrobky automaticky rozostúpia, vyhrievací článok SA sa musí odobrat', resp. automaticky sa vykloní vyhrievací článok VA a konce obrobkov sa spoja.
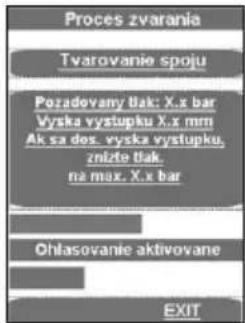
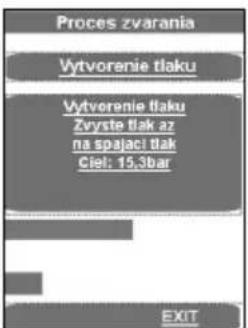
Tlak bude lineárne zvýšení na zodpovedajúci tlak spojovania.
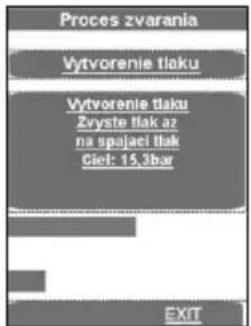
Pri dosiahnutí tlaku spojovania preskočí program automaticky do procesu spojovania a spustí sa časovač t4.

Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Dolná lišta priebehu zobrazuje časový priebeh. Skutočný tlak je zobrazený v indikačnom poli (2) a zostávajúci čas spojovania t4 v indikačnom poli (9).
Tlak sa bude monitorovat' a dodatočne regulovat' automaticky. Pri nadmerne častom dočerpávaní (vel'ký pokles tlaku) nechajte skontrolovat' hydraulický systém.
→ Ponuku zvárania ukončite pomocou OK.
→ Tlak úplne vypustite pomocou tlačidla (3).
→ Zvarené obrobky uvoľnite a vyberte.
→ Základný stroj nechajte oddialit'. Stroj je pripravený na nasledujúci zvárací cyklus.
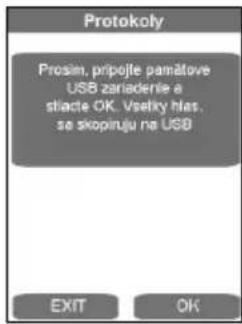
Prenos protokolov:
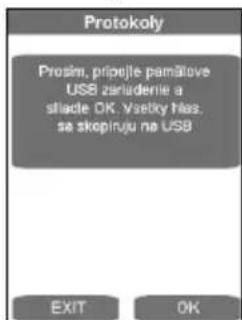
V bode menu Protokolle (Protokoly) je možné tieto uložit' pomocou OK, ako aj pri pripojenom USB klúči. Okno sa potom zatvorí automaticky.
Tento súbor prevádzkového denníka sa musí spracovať prostredníctvom počítača a softvéru ROTHENBERGER Dataline 2.
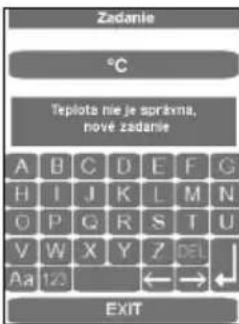
→ Zadajte teplota okolia a potvrďte ju tlačidlom Enter. Ked sa teplota nezadala správne, objaví sa:
Pomocou tlačidiel so šípkami sa stroj uvedie do činnosti.
Pomocou EXIT sa program vráti do hlavného menu bez uloženia.
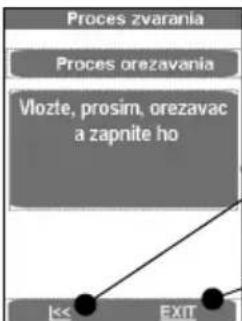
→ Elektrické frézovacie zariadenie nasad'te medzi obrobky, ktoré sú určené na zváranie.
→ P250-355B: Zapnite motor frézy a aretujte vypínač.
P500-630B: Skontrolujte smery otáčania! Stroje sú zo závodu prisvorkované pravotočivo!
→ Zapnite frézovacie zariadenie, stlačte tlačidlá (10) a (5) na hydraulickom agregáte. Hoblova- cie kotúče musia bežať v smere rezania, v opačnom prípade prepnite pomocou vhodného nástroja prepínač fáz na sietovej zástrčke.

Nebezpečenstvo poranenia! Počas prevádzky frézovacieho zariadenia dodržujte bezpečnú vzdialenost' od stroja a nesiahajte do rotujúcich nožov. Frézu aktivujte len v stave nasadenia (pracovná poloha) a nakoniec ju uložte naspät' do odkladacej schránky, ktorá je na to určená. Funkčnosť bezpečnostného vypínača v frézovacom zariadení musí byt' kedykol'vek zaručená, aby sa predišlo neúmyselnému spusteniu mimo stroja!
→ Upínacie prvky naved'te k sebe (stlačte tlačidlo 10 + 11 ). Frézovací tlak nastavte pomocou otočného regulátora (4). Štandardne je možný až do 20 barov, frézovací tlak je možné zvýšit' až na 40 barov, pozri bod 3.5.

Príliš vysoký frézovací tlak môže spôsobit' prehriatie a poškodenie pohonu frézy. Pri preťažení alebo zastavení prevádzky pohonu frézy stroj vyveďte a tlak znížte (pozri bod 3.5)!
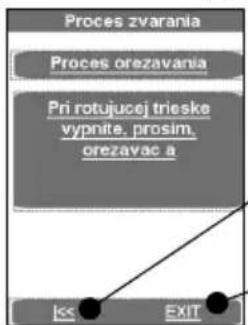
→ Ihned' ako začne z frézy plynule vychádzat' trieska s hrúbkou <= 0,2 mm, stlačte tlačidlo frézovania (5) a upínacie prvky roztiahnite od seba (stlačte tlačidlo 10 + 8).
Pomocou EXIT sa program vráti do hlavného menu bez uloženia
→ Počkajte, pokiaľ sa hobľovacie kotúče nezastavia. Frézovacie zariadenie vyberte zo základného stroja a odložte do odkladacej schránky.
→ Ak sa stroj posúva pomalou rýchlostou, stlačte obrazovku. Nameraný vlečný tlak bude automaticky pridaný ku kontaktnému tlaku, tlaku vyhrievania a tlaku spojovania.
→ Upínacie prvky prisuňte k sebe, nastavte tlak zodpovedajúci rúre a skontrolujte, či sú obrobky pevne uložené v upínacích nástrojoch.

Udržiavajte bezpečnú vzdialenost' od stroja, do stroja sa nestavajte ani nesiahajte. Nedovol'te ostatným osobám priblížit' sa do pracovnému priestoru!
→ Skontrolujte, či sú plochy určené na zváranie rovné, rovnobežné a súosové.
V prípade, že tomu nie je tak, frézovanie musíte zopakovat'. Axiálne predsadenie medzi koncami obrobkov nesmie byt' (podl'a DVS) väčšie ako 10 % hrúbky steny a max. medzera medzi ro-vinnými plochami nesmie byt' väčšia ako:
Pomocou čistého nástroja (napr. štetec) odstráňte triesky, ktoré sa prípadne nachádzajú v rúre.

Rešpektujte prosím! Ofrézované plochy, ktoré sú pripravené na zváranie, musia byť zbavené akýchkol'vek nečistôt a nesmiete sa ich dotknút' rukou!
Ak je teplota príliš nízka, indikačná lišta sa zobrazí v modrej farbe, ak je príliš vysoká v červenej farbe a ak je v požadovanom rozsahu, tak je zelená.
→ Vyhrievací článok vložte medzi oba obrobky v základnom stroji a dbajte na to, aby dosadacie plochy ležali v zárezoch prípravku na odt'ahovanie.
→ Stroj prisuňte k sebe, kontaktný tlak bude automaticky nastavený a udržujte tlak.
Teraz sa uložia všetky parametre zvárania, aktivujte sa protokolovanie.
Ak sa proces zvárania preruší pomocou EXIT, zobrazí sa hlásenie „Zrušenie užívatel'om“, tlak sa vypustí a parametre zvárania sa uložia. Hlásenie potvrďte pomocou OK, program prejde do hlavnej ponuky.
Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Skutočný tlak je zobrazený na displeji (2)
→ Hned', ako sa dosiahne potrebná výška vydutiny rovnomerne po celom obvode obidvoch rúr, vypustite tlak pomocou tlačidla Automatika (1). Doba zahrievania t1 začína plynút'.

→ Tlak nastavte tak, aby bolo zaistené rovnomerné, takmer beztlakové dosadnutie koncov obrobkov na vyhrievací článok.
→ Krátko pred kontaktom koncových častí obrobkov (cca 1 cm) zastavte vzájomný stret pus- tením tlačidiel a ihned’ ich opät’ stlačte .Tlak bude lineárne zvýšení na zodpovedajúci tlak spojovania.
Pri dosiahnutí tlaku spojovania preskočí program automaticky do procesu spojovania a spustí sa časovač t4.

Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Dolná lišta priebehu zobrazuje časový priebeh. Skutočný tlak je zobrazený v indikačnom poli (2) a zostávajúci čas spojovania t4 v indikačnom poli (9).
! Pozor: Tlačidlo spustenia (10) a prisunutia stroja (11) držte stlačené dovtedy, pokial' nebude dosiahnutý tlak spojovania, potom sa vypne hydraulika a tlačidlá môžete pustit!
→ Tlak bude monitorovaný a automaticky doregulovaný. Pri nadmerne častom dočerpávaní (veľký pokles tlaku) nechajte skontrolovať hydraulický systém.
→ Vyhrievací článok odložte naspät do odkladacej skrinky
→ Ponuku zvárania ukončite pomocou OK.
→ Tlak úplne vypustite pomocou tlačidla (3).
→ Zvarené obrobky uvol'nite a vyberte.
→ Základný stroj nechajte oddialiť. Stroj je pripravený na nasledujúci zvárací cyklus.
Prenos protokolov:
V bode menu Protokolle (Protokoly) je možné tieto uložiť pomocou OK, ako aj pri pripojenom USB klúči. Okno sa potom zatvorí automaticky.
Tento súbor prevádzkového denníka sa musí spracovat prostredníctvom počítača a softvéru ROTHENBERGER Dataline 2.
3.2.5 Odstavenie z prevádzky
→ Hydraulický agregát vypnite pomocou tlačidla (6).

Vyhrievací článok nechajte vychladnút alebo ho uložte tak, aby sa nemohli vznietit žiadne látky nachádzajúce sa v blízkosti!
Hydraulický agregát prepravujte a odstavte len vo vodorovnej polohe, pri šikmej polohe uniká olej z odvzdušnovacej zátky s mierkou oleja!
Pozor! Spojky chráňte pred znečistením!
3.3 Všeobecné požiadavky
Vzhľadom na to, že poveternostné vplyvy a vplyvy okolitého prostredia môžu rozhodujúcou mie- rou vplyvať na zváranie, je nevyhnutné dodržovať príslušné predpisy v smernici DVS 2207 časť 1, 11 a 15. Mimo územia Nemecka platia príslušné národné smernice.
Všetky dôležité parametre zvárania, ako je teplota, tlak a čas, je nutné vyhl'adať v smernici DVS 2207 časť 1, 11 a 15. Mimo územia Nemecka platia príslušné národné smernice.
V jednotlivých prípadoch je nevyhnutné vyžiadať si od výrobcu rúr parametre spracovania, ktoré sú špecifické pre daný materiál.
Parametre pre zváranie uvedené v priložených tabuľkách pre zváranie sú orientačné hodnoty, za ktoré firma ROTHENBERGER nepreberá žiadnu záruku!
Hodnoty pre kontaktný a spojovací tlak, ktoré sú uvedené v tabul'kách pre zváranie, boli vypočítané podľa nasledovného vzorca:
Zvárací tlak P [bar] = zváraná plocha A [mm^2] x súčinitel' hodnoty zvaru SF [N/mm^2]
→ Otočný regulátor (4) podržte dlho stlačený (cca 3 sekundy), pokiaľ v homom indikačnom poli nebliká (2).
→ Pomocou otočného regulátora (4) zvolte požadovaný parameter P001 až P009. Ak má byt táto hodnota prestavená alebo zobrazená, krátko stlačte otočný regulátor (4), hodnota (default/prednastavená) bliká v dolnom indikačnom poli (9).
→ Hodnotu nastavte pomocou otočného regulátora (4) a otočný regulátor (4) znovu krátko stlačte, potom parameter znovu bliká v hornom indikačnom poli (2).
→ Pre ukončenie menu stlačte spúšťacie tlačidlo (10), hodnoty budú uložené.
→ Otočný regulátor (4) podržte dlhšie stlačený (cca 6 sekúnd), najprv bliká parameter P001 v hornom indikačnom poli (2), potom „CodE“ a v dolnom indikačnom poli (9) bliká na prvom mieste zvislá čiara.
→ Pomocou otočného regulátora (4) zadajte kód a otočný regulátor (4) krátko stlačte (kód = 8001 – pri prvom uvedení do prevádzky, cez parameter P100 môžete kód l'ubovoľne menit').
→ Pomocou otočného regulátora (4) zvolte požadovaný parameter P101 až P114. Ak má byť táto hodnota prestavená alebo zobrazená, krátko stlačte otočný regulátor (4), hodnota (default/prednastavená) bliká v dolnom indikačnom poli (9).
→ Hodnotu nastavte pomocou otočného regulátora (4) a otočný regulátor (4) znovu krátko stlačte, potom parameter znovu bliká v hornom indikačnom poli (2).
→ Pre ukončenie menu stlačte spúšťacie tlačidlo (10), hodnoty budú uložené.
| Názov parametra | Označenie | Pred-nastavený | Jednotka | Min. | Max. | Oprávnenie |
| P001 Funkcia úspory energie Doba nečinnosti | 99 | minúta | 0 | 99 | ||
| P002* | Funkcia úspory výkonu aktívna | 0 | 0 | 3 | zvárač | |
| P003 | Offset teplota vyhrievacej platne | 5 | °C | -25 | 25 | zvárač |
| P004 | Pmax pre frézovanie | 20 | bar | 10 | 50 | zvárač |
| P005 | Požadovaný tlak | 1/10 bar | zvárač | |||
| P006 | Požadovaná teplota | 210 | °C | P103 | P104 | zvárač |
| P007 | Časovač T1 Požadovaná hodnota | 45 | sekunda | 1 | 1500 | zvárač |
| P008 | Časovač T4 Požadovaná hodnota | 6 | minúta | 1 | 99 | zvárač |
| P009 | Pstart pre frézovanie | 10 | bar | 0 | P004 | zvárač |
| P101 | Odchýlka k dočerpaniu | 5 | % | 1 | 50 | majster |
| P102 Doba | navedenia po frézovaní 10 1/10 | sek. 0 100 | majster | |||
| P103 | Nastavitel'ná teplota (min.) | 160 | °C | 0 | 300 | majster |
| P104 | Nastavitel'ná teplota (max.) | 270 | °C | 0 | 300 | majster |
| P105 | Aretácia tlačidla (áno/nie) | 5 | sek. | 0 | 50 | majster |
| P106 | Tlak pre navedenie | 135 | bar | 10 | 160 | majster |
| P107 Doba | nábehu k zapnutiu bzučia-ka | 50 | 1/10 sek. | 0 | 200 | majster |
| P100 | Zmenit' kód | 8001 | majster | |||
3.6 Nastavenie dátumu a času
Spúšťacia lišta je deaktivovaná a môžete ju vyvolat' pritlačením na dolný l'avý roh.
→ Kliknite na Date/Time (Dátum a čas).

→ Vstupnú masku nastavte dotknutím sa a posunutím lišty dátumu a času. Zvolte príslušnú časovú zónu alebo zadajte čas v okienku Current Time (Aktuálny čas).
Pozor! Berte na vedomie AM / PM! 1:58:09 PM = 13:58:09/1:58:09 AM = 01:58:09
3.7 Vytvorenie a vol'ba konfigurácií stroja
Pre vol'bu alebo vytváranie konfigurácií stroja stlačte tlačidlo SETTINGS (Nastavenia).

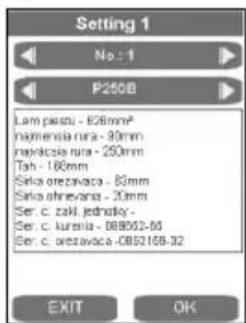
Pomocou tlačidiel šípok môžete zvolit' požadovanú konfiguráciu stroja.
Pre vytvorenie novej konfigurácie spust'te smerom doprava tlačidlom šípky nasledovné číslo, napr. 2.


Pritlačením na príslušné textové pole sa zobrazí vstupná maska. Údaje môžete mazať pomocou tlačidla DEL a zadávať nové, tieto údaje bude neskôr prevzaté do protokolu.
3.8 Hlásenia poruchy
Všeobecné informácie:
| Hlásenie poruchy | Odstránenie poruchy |
| Po frézovaní, pri meraní vlečného tlaku, vykoná základný stroj nájazd namiesto spojenia alebo sa neuvedie do pohybu | 1) Vyvolajte okno „TEST/SERVIS“, skon- trolujte položku „Poloha“ – hodnota musí byt' < 102) Pomocou programu „Prvé uvedenie do prevádzky“ nastavte polohu systému merania dráhy |
| Vyhrievací článok sa nenahreje | Skontrolujte výkon generátora |
| Hlásenie poruchy Pomenovanie Odstránenie poruchy | ||
| Kód 1 Kontaktný tlak príliš vysoký Otestujte hydrauliku bez základného stroja, vytvorte tlak 100 barov, porovnajte požadovanú hodnotu so skutočnou hodnotou, rozdiel má byť menší ako 5 barov | ||
| Kód 2 Kontaktný tlak príliš nízky | ||
| Kód 4 Tlak ohrevu príliš vysoký | ||
| Kód 8 Tlak ohrevu príliš nízky | ||
| Kód 16 Doba zahrievania príliš dlhá | ||
| Kód 32 Doba zahrievania príliš krátka | ||
| Kód 64 Doba prestavovania príliš dlhá | ||
| Kód 128 Doba nárastu tlaku príliš dlhá | ||
| Kód 256 Spojovací tlak príliš vysoký | ||
| Kód 512 Spojovací tlak príliš nízky | ||
| Kód 1024 Doba spojenia príliš krátka | ||
| Kód 2048 Teplota vyhrievacieho článkupríliš nízka | 1) Porovnajte teplotu vyhrievacieho článku so zobrazením na displeji2) Nastavte parameter P002 na hodnotu „0“3) Chráňte vyhrievaciu platňu pred prudkým vetrom | |
| Kód 4096 Prerušenie obsluhou | ||
| Kód 8192 Teplota okolia nebola odmeraná | ||
| Kód 16384 Dráha spojenia nebola dodržaná | ||
| Kód 32768 Vyhrievací článok nebol odstránený | ||
| Kód 65536 Druhá doba ochladzovania nebola dodržaná | ||
| Kód 131072 Teplota vyhrievacieho článku príliš vysoká | Porovnajte teplotu vyhrievacieho článku so zobrazením na displeji |
| Error Dataline 2.0 exe | Vyvolajte súbor „default“ v strede ob-razovky:1) Zatvorte obrazovku „GO“2) Dvakrát kliknite na „default“3) Znovu spustite stroj |
Riadenie:
| Hlásenie poruchy Pomenovanie Odstránenie poruchy | ||
| SER Dátum servisu d | osiahnutý,plánovaný servis | Nechať vykonat’ servis |
| ERR1 Absolútny tlak nie je do-siahnutý | Skontrolovať hladinu oleja, skontrolovaťsnímač tlaku, pokazené ventily, pokazenýmotor | |
| PE-2 | Pokazený snímač tlaku -24V | Vymenit’ snímač tlaku |
| ERR5 Teplota oleja 70 °C – Zasta-venie! | Počkať, pokial’ teplota oleja neklesne pod50 °C | |
| HE-1 | Vyhrievací člápripojený, prerušenie obvodu snímača | Vyhrievací člásnímač |
| HE-0 | Vyhrievací článok príliš horúci | Zmerať teplotu, skontrolovať nastavenie,vymenit’ snímač |
| HE-2 | Vyhrievací čládený | Zhupralí šeplotu, skontrolovať nastavenie,vymenit’ snímač |
Pre zachovanie funkčnosti stroja musia byť dodržané nasledovné body:
- Vodiace tyče musia byt' udržované v čistote. V prípade poškodenie povrchu musia byt' vodiace tyče vymenené, pretože toto by mohlo eventuálne viest' k poklesu tlaku.
- Pre zachovanie bezchybných výsledkov zvárania je potrebné, aby ste vyhrievací článok udržiavali v čistote. V prípade poškodenie povrchu musí byť vyhrievací článok znovu povrstvený alebo vymenený. Zvyšky materiálu na vyhrievacom zrkadle zhoršujú antiadhezívne vlastnosti a je potrebné odstránit’ ich pomocou papiera neuvolňujúceho vlákna a čistiaci prostriedok s obsahom etanolu >99,8 % (podľa DVS 2207) (len vtedy, ked’ je vyhrievací článok studený!).
- Hydraulický olej (HLP – 46 tovar č.: 53649) sa musí vymieňat' každých 12 mesiacov.
- Pre zamedzenie poruchám funkčnosti musíte pravidelne kontrolovať tesnost’ hydraulického agregátu, pevné uloženie skrutkových spojov, ako aj bezchybný stav elektrického kábla.
- Hydraulické rýchlospojky na hydraulickom agregáte a zväzku hadíc musia byt' chránené pred znečistením. V prípade znečistenia musia byt' tieto rýchlospojky pred pripojením vyčistené.
- Frézovacie zariadenie je vybavené obojstranne nabrúsenými nožmi. V prípade zhoršujúceho sa rezného výkonu môžu byť nože otočené alebo vymenené za nové.
- Je nevyhnutné neustále dbať na to, aby konce rúr alebo obrobkov určených na obrábanie, najmä čelné plochy, boli vždy čisté, v opačnom prípade sa skracuje životnosť nožov.

Podľa normy DVS 2208 je potrebné nechat' výrobcom alebo jednou zo servisných staníc, ktorú poveril, vykonať ročnú kontrolu zváračky. V prípade strojov s nadpriemerným zaťažením je potrebné cyklus kontrol skrátit!
5 Príslušenstvo
Vhodné príslušenstvo nájdete v hlavnom katalógu alebo na www.rothenberger.com
6 Zákaznícka služba
Pracovníci na miestach, na których sídli zákaznícka služba firmy ROTHENBERGER, sú vám k dispozícii a radi vám poskytnú pomoc (zoznam miest si pozrite v katalógu alebo online). Na tých istých miestach môžete získat nielen náhradné diely, ale aj poradenstvo zákazníckej služby. Objednajte si vaše príslušenstvo a náhradné diely u vášho špecializovaného obchodníka alebo prostredníctvom našej RO SERVICE+ online: 📞 + 49 (0) 61 95/ 800 8200 📋 + 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Likvidácia
Časti prístroja sú cenné druhotné materiály a môžu byť odovzdané na recykláciu. Pre tento účel sú k dispozícii schválené a certifikované recyklačné závody. Ohľadom ekologicky prijateľnej likvidácie nerecyklovatelňých častí (napr. elektronický odpad) sa prosím informujte na príslušnom úrade pre likvidáciu odpadu.

Len pre krajiny EÚ: Podľa európskej smernice 2012/19/EÚ o odpade z elektrických a elektronických zariadení a podľa jej transpozície v národnom práve sa musí už nepoužitelné elektrické náradie a, podľa európskej smernice 2006/66/ES, poškodené alebo vybité akumulátory/batérie zbierat’ separovane a odovzdat’ na recykláciu v súlade s ochranou životného prostredia.
1 Указания за безопасност.... 361



- Funkcia prístroja 340
- Zákaznícka služba.... 359
- Likvidácia 359
- Označenia v tomto dokumente:
- Použitie na určený účel
- Všetky upozornenia a pokyny si odložte na d'alšie použitie.
- Kompletné zariadenie:
- Rozmery prepravnej debny:
- Funkcia prístroja
- Popis prístrojov
- Stroje sa skladajú v podstate z:
- Uvedenie do prevádzky
- Opatrenia pre prípravu zvárania
- Proces zvárania
- Prenos protokolov:
- Odstavenie z prevádzky
- Všeobecné požiadavky
- Nastavenie dátumu a času
- Vytvorenie a vol'ba konfigurácií stroja
- Hlásenia poruchy
- Príslušenstvo
- Zákaznícka služba
- Likvidácia
- Указания за безопасност.... 361
Značka : ROTHENBERGER
Model : ROWELD P500B Premium CNC SA
Kategória : Priemyselný stroj