
ROWELD P500B Premium CNC SA - Индустриална машина ROTHENBERGER - Безплатно ръководство за потребителя
Намерете безплатно ръководството на устройството ROWELD P500B Premium CNC SA ROTHENBERGER в PDF формат.

| Тип продукт | Машина за челно заваряване на пластмасови тръби |
| Марка | Rothenberger |
| Модел | ROWELD P500B Premium CNC SA |
| Диапазон на заваряване на тръби | 200 - 500 mm диаметър |
| Максимален ход на цилиндрите | 200 mm |
| Обща площ на цилиндрите | 14,13 cm² |
| Размери на основната машина (Д x Ш x В) | 1300 x 900 x 800 mm |
| Тегло на основната машина (макс.) | 238,5 kg (с комплекти вложки) |
| Електрическо захранване на фрезата | 400 V трифазно, 50/60 Hz, 1,75 A |
| Мощност на фрезата | 1210 W консумирана / 750 W полезна |
| Скорост на въртене на мотора на фрезата | 140 min⁻¹ |
| Захранване на нагревателния елемент | 400 V трифазно, 4000 W |
| Диаметър на нагревателния елемент | 540 mm |
| Захранване на хидравличния агрегат | 400 V трифазно, 50/60 Hz, 2,75 A |
| Мощност на хидравличния агрегат | 1905 W консумирана / 1100 W полезна |
| Максимално хидравлично налягане | 135 bar |
| Капацитет на резервоара за масло | 3,8 L |
| Препоръчително хидравлично масло | HLP 46 (реф. 53649) |
| Общо тегло на пълната инсталация | Около 350 kg (приблизително) |
| Размери на транспортния сандък | 2240 x 1300 x 1500 mm |
| Основни функции | Челно заваряване с CNC управление, запис на параметрите, USB трансфер на протоколи, Premium режим |
| Поддръжка | Почистване на направляващи пръти, смяна на масло на всеки 12 месеца, проверка на уплътненията |
| Безопасност | Авариен стоп, термична защита, предпазни превключватели на фрезата |
| Резервни части | Предлагат се чрез клиентската служба на Rothenberger (комплекти вложки, фрезови ножове и др.) |
Често задавани въпроси - ROWELD P500B Premium CNC SA ROTHENBERGER
Въпроси на потребители за ROWELD P500B Premium CNC SA ROTHENBERGER
0 въпрос за това устройство. Отговорете на тези, които знаете, или задайте свой въпрос.
Задайте нов въпрос за това устройство
Изтеглете инструкциите за вашия Индустриална машина в PDF формат безплатно! Намерете ръководството си ROWELD P500B Premium CNC SA - ROTHENBERGER и вземете отново електронното си устройство в ръце. На тази страница са публикувани всички документи, необходими за използването на вашето устройство. ROWELD P500B Premium CNC SA на марката ROTHENBERGER.
РЪКОВОДСТВО ЗА ПОТРЕБИТЕЛЯ ROWELD P500B Premium CNC SA ROTHENBERGER
Ние най-отговорно декларираме, че този продукт съответства на зададените норми и предписания.
1.1 Употреба според техническите Изисквания 361
1.2 Общи указания за безопасна работа 361
2 Технически данни.... 363
3 Функция на устройството 364
3.1 Описание на уреда 364
3.1.1 Основна машина (А) 364
3.1.2 Хидравличен агрегат (В) 365
3.2 Ръководство за обслужване.... 365
3.2.1 Въвеждане в експлоатация.... 366
3.2.2 Мерки за подготовка на заваряването 369
3.2.3 Процес на заваряване 371
3.2.4 Заваряване в режим Премиум.... 373
3.2.5 Извеждане от експлоатация 378
3.3 Общи изисквания 378
3.4 Важни указания за параметрите за заваряване.... 378
3.5 Настройка на параметри 379
3.6 Настройка на дата и час 380
3.7 Създаване и избор на конфигурации от машини.... 381
3.8 Съобщения за грешка.... 382
4 Грижи и поддръжка.... 383
5 Технически принадлежности .... 384
6 Отдел за обслужване на клиенти 384
7 Отстраняване на отпадъците....384
Маркировки в този документ:

Опасност!
Този знак предупреждава за опасност от лични наранявания.

Внимание!
Този знак предупреждава за опасност от щети на имущество и увреждане на околната среда.

Призив към действие
ROWELD P250-630B Premium CNC трябва да се използват само за създаване на заварени съединения от PE, PP и PVDF тръби, в съответствие с техническите данни. За щети, причинени от неправилна употреба се носи от потребителя.
1.2 Общи указания за безопасна работа

Внимание! Прочетете всички предупреждения, указания, запознайте се с фигурите и техническите характеристики, приложени към електроинструмента.
Пропуски при спазването на указанията по-долу могат да предизвикат токов удар и/или тежки травми.
Запазете всички предупреждения и указания за ползване в бъдеще.
Терминът „електроинструмент“ в указанията по-долу се отнася до захранван от електрическата мрежа (с кабел) електроинструмент и до захранван от батерия (безкабелен) електроинструмент.
1) Безопасност на работното място
a) Поддържайте работното си място чисто и добре осветено. Безпорядъкът и недостатъчното осветление могат да спомогнат за възникването на трудова злополука.
6) Не работете с електроинструмента в среда с повишена опасност от възникване на експлозия, в близост до леснозапалими течности, газове или прахообразни материали. По време на работа в електроинструментите се отделят искри, които могат да възпламенят прахообразни материали или пари.
в) Дръжте деца и странични лица на безопасно разстояние, докато работите с електроинструмента. Ако вниманието Ви бъде отклонено, може да загубите контрола над електроинструмента.
2) Безопасност при работа с електрически ток
a) Щепсельт на електроинструмента трябва да е подходящ за ползвания контакт. В никакъв случай не се допуска изменяне на конструкцията на щепсела. Когато работите със занулени електроуреди, не използвайте адаптери за щепсела. Ползването на оригинални щепсели и контакти намалява риска от възникване на токов удар.
б) Избягвайте допира на тялото Ви до заземени тела, напр. тръби, отоплителни уреди, печки и хладилници. Когато тялото Ви е заземено, рискът от възникване на токов удар е по-голям.
в) Предпазвайте електроинструмента си от дъжд и влага. Проникването на вода в електроинструмента повишава опасността от токов удар.
г) Не използвайте захранващия кабел за цели, за които той не е предвиден, напр. за да носите електроинструмента за кабела или да извадите щепсела от контакта. Предпазвайте кабела от нагряване, омасляване, допир до остри ръбове или до подвижни звена на машини. Повредени или усукани кабели увеличават риска от възникване на токов удар.
д) Когато работите с електроинструмент навън, използвайте само удължителни кабели, подходящи за работа на открито. Използването на удължител, предназначен за работа на открито, намалява риска от възникване на токов удар.
e) Ако се налага използването на електроинструмента във влажна среда, използвайте предпазен прекъсвач за утечни токове. Използването на предпазен прекъсвач за утечни токове намалява опасността от възникване на токов удар.
3) Безопасен начин на работа
a) Бъдете концентрирани, следете внимателно действията си и постъпвайте предпазливо и разумно. Не използвайте електроинструмента, когато сте уморени или под влиянието на наркотични вещества, алкохол или упойващи
лекарства. Един миг разсеяност при работа с електроинструмент може да има за последние изключително тежки наранявания.
б) Работете с предпазващо работно облекло и винаги с предпазни очила. Носенето на подходящи за ползвания електроинструмент и извършваната дейност лични предпазни средства, като дихателна маска, здрави плътнозатворени обувки със стабилен грайфер, защитна каска или шумозаглушители (антифони), намалява риска от възникване на трудова злополука.
в) Избягвайте опасността от включване на електроинструмента по невнимание. Преди да включите щепсела в контакта или да поставите батерията, както и при пренасяне на електроинструмента, се уверявайте, че пусковият прекъсвач е позиция "изключено". Носенето на електроинструменти с пръст върху пусковия прекъсвач или подаването на захранващо напрежение, докато пусковият прекъсвач е включен, увеличава опасността от трудови злополуки.
г) Преди да включите електроинструмента, се уверявайте, че сте отстранили от него всички помощни инструменти и гаечни ключове. Помощен инструмент, забравен на въртящо се звено, може да причини травми.
д) Избягвайте неестествените положения на тялото. Работете в стабилно положение на тялото и във всеки момент поддържайте равновесие. Така ще можете да контролирате електроинструмента по-добре и побезопасно, ако възникне неочаквана ситуация.
e) Работете с подходящо облекло. Не работете с широки дрехи или украшения. Дръжте косата и дрехите си на безопасно разстояние от движещи се звена. Широките дрехи, украшенията, дългите коси могат да бъдат захванати и увлечени от въртящи се звена.
ж) Ако е възможно използването на външна аспирационна система, се уверявайте, че тя е включена и функционира изправно. Използването на аспирационна система намалява рисковете, дължащи се на отделящи се при работа прахове.
3) Доброто познаване на електроинструмента вследствие на честа работа с него не е повод за намаляване на вниманието и пренебрегване на мерките за безопасност. Едно невнимателно действие може да предизвика тежки наранявания само за части от секундата.
4) Грижливо отношение към електроинструментите
a) Не претоварвайте електроинструмента. Използвайте електроинструментите само съобразно тяхното предназначение. Ще работите по-добре и по-безопасно, когато използвате подходящия електроинструмент в зададения от производителя диапазон на натоварване.
6) Не използвайте електроинструмент, чиито пусков прекъсвач е повреден. Електроинструмент, който не може да бъде изключван и включван по предвидения от производителя начин, е опасен и трябва да бъде ремонтиран.
в) Преди да извършвате каквито и да е дейности по електроинструмента, напр. настройване, смяна на работен инструмент, както и когато го прибирате, изключвайте щепсела от контакта, респ. изваждайте батерията, ако е възможно. Тази мярка премахва опасността от задействане на електроинструмента по невнимание.
г) Съхранявайте електроинструментите на места, където не могат да бъдат достигнати от деца. Не допускайте те да бъдат използвани от лица, които не са запознати с начина на работа с тях и не са прочели тези инструкции. Когато са в ръцете на неопитни потребители, електроинструментите могат да бъдат изключително опасни.
д) Поддържайте добре електроинструментите си и аксесоарите им. Проверявайте дали подвижните звена функционират безукорно, дали не заклинват, дали има счупени или повредени детайли, които нарушават или изменят функциите на електроинструмента. Преди да използвате електроинструмента, се погрижете повредените детайли да бъдат ремонтирани. Много от трудовите злополуки се дължат на недобре поддържани електроинструменти и уреди.
e) Поддържайте режещите инструменти винаги добре заточени и чисти. Добре поддържаните режещи инструменти с остри ръбове оказват по-малко съпротивление и се водят по-леко.
ж) Използвайте електроинструментите, допълнителните приспособления, работните инструменти и т.н., съобразно инструкциите на производителя. При това се съобразявайте и с конкретните работни условия и операции, които трябва да изпълните. Използването на електроинструменти за различни от пред- видените от производителя приложения повишава опасността от възникване на трудови злополуки.
3) Поддържайте дръжките и ръкохватките сухи, чисти и неомаслени. Хлъзгавите дръжки и ръкохватки не позволяват безопасната работа и доброто контролиране на електроинструмента при възникване на неочаквана ситуация.
5) Сервиз
a) Допускайте ремонтът на електроинструментите Ви да се извършва само от квалифицирани специалисти и само с използването на оригинални резервни части. По този начин се гарантира съхраняване на безопасността на електроинструмента.
2 Технически данни
P250B P355B P500B P630B
| Тръба - диапазон на заваряването ∅ (мм) | 90-250 | 90-355 | 200-500 | 315-630 |
| Тръба - производителност на заваряването | SDR редици вижте заваръчни маси книжка + макс. Налягане Хидравличен агрегат бележка | |||
| Макс. ход на цилиндър (мм) | 150 | 150 | 200 | 200 |
| Общо - повърхности на цилиндри (кв.см) | 6,26 | 6,26 | 14,13 | 14,13 |
| Основни размери: | ||||
| Дължина (мм) | 810 | 795 | 1300 | 1300 |
| Ширина (мм) | 485 | 600 | 900 | 1060 |
| Височина (мм) | 415 | 535 | 800 | 920 |
| макс. Тегло * (SA kg) | 59,0 | 80,2 | 238,5 | 323,4 |
| макс. Тегло * (VA kg) | 61,3 | 83,8 | ||
* включително редукционни челюсти за най-малкия диаметър на тръбата
Фреза:
| Електрическо свързване | 230 V | 230 V | 400 V, 3~ | 400 V, 3~ |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 3,5 A | 4,8 A | 1,75 A | 2,55 A | |
| Консумирана -/Полезна мощност (W) | 750/470 | 1050/650 | 1210/750 | 1770/110 |
| Обороти на двигател (мин ^-1 ) | 660 | 726 | 140 | 140 |
| Обороти на празен ход (мин ^-1 ) | 85 | 66 | 31 | 24 |
| (Диск за фрезоване) | ||||
| Налягане на звука dB(A) L _pA | K _pA | 82 | 3 | 83 | 3 | 48 | 3 | 52 | 3 |
| Звукова мощност dB(A) L _WA | K _WA | 93 | 3 | 94 | 3 | 59 | 3 | 63 | 3 |
| Тегло (кг) | 15 | 22,4 | 68 | 123 |
| Електрическо свързване | 230 V | 230 V | 400 V | 400 V |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 1500 W | 2500 W | 4000 W | 8000 W | |
| Нагревателен елемент - диаметър (мм) | 300 | 380 | 540 | 660 |
| Тегло (SA/VA кг) | 5,5/13 | 9,1 | 32 | 49 |
Предпазна кутия CNC SA/VA:
| Тегло (SA/VA кг) | 8,2/7,6 | 9,6 | 55 | 70 |
P250B, P355B P500B, P630B
Електрическо свързване ....230 V – 50 Hz - 4,17 A ....400 V - 50/60 Hz - 2,75 A 230 V – 60 Hz - 4,17 A
Консумирана -/Полезна мощност (W) .....880/550 .....1905/1100
Съдържание на масло в резервоара (л).....1,1 ....3,8
Електрическа обща потребляема
Размери на транспортната кутия:
Дължина (мм)....1200....1200....2240....2240
Нивото на шум при експлоатация може да превиши 85 децибела (А). Да се носят шумо-пред- пазни слушалки!
3 Функция на устройството
ROWELD P250-630B Premium CNC са компактни преносими машини за челно заваряване с нагревателен елемент с CNC модул за точно управление, съблюдаване и за съхранение на параметри в съответствие с директивата на Немския съюз по заваряване (DVS), пренос на протоколи чрез USB, които са специално разработени за употреба в областта на строителството - в това число специално в траншеи за полагане на тръбопроводи. Естествено възможна е също и употреба на машините в сервиси за техническо обслужване.
Може да се направи заваряване Тръба - Тръба, но също така Тръба - Коляно на тръба, Тръба - Т - образен елемент и Тръба - Връзка за предварително заваряване.
Машините се състоят основно от:
ROWELD P250B Premium CNC: При заваряване на колена на тръби с ограничен радиус на макс. диаметър на машината, трябва да се използва получения като принадлежност скосен затягащ инструмент.
ROWELD P500-630B Premium CNC: За окачване и сваляне на фрезата и нагревателния елемент може да се използва полученото като принадлежност електрическо подемно устройство.
3.1.1 Основна машина (A)
1 Подвижни пристягащи елементи
3 Ограничителен елемент със стопиращи жлебове
4 Устройство за снемане на нагревателния елемент
3.1.2 Хидравличен агрегат
(B)
| 1 | Бутон Автоматика | 12 | Бутон Таймер (Време) |
| 2 | Показание Налягане | 13 | Контакт фреза |
| 3 | Освободете бутона Налягане | 14 | Бърз куплунг муфа |
| 4 | Въртящ се бутон | 15 | Бърз куплунг щекер |
| 5 | Бутон Фрезоване | 16 | Щепселно съединение нагревателен елемент |
| 6 | Бутон за включване/изключване | 17 | Мрежов щекер |
| 7 | Бутон Нагряване | 18 | Авариен прекъсвач |
| 8 | “Издигане на машината” | 19 | Сензорен екран |
| 9 | Показание Температура и време | 20 | Накрайник за пълнене на масло с нивомер |
| 10 | Бутон за деблокиране | 21 | USB-вход |
| 11 | Придвижване на машината “напред” | 22 | Щепселно съединение основна машина |
Хидравличният агрегат прави възможно означеното със следните символи управление на заваръчната машина:

Бутон Включване и изключване на хидравличен агрегат
Чрез натискане на бутона „Нагряване“ включете нагревателния елемент.
Настройте желаната температура на нагревателния елемент чрез натискане на бутона „Нагряване“ и завъртане на въртящия се бутон, стойността се показва в показанието Температура, след това се показва отново реалната стойност

Настройте налягането за фрезоване, изравняване, нагряване и присъединяване чрез въртящия се бутон, стойността се показва в показание „Налягане“. 3 секунди след настройката се показва реалната стойност. Чрез натискане на въртящия се бутон се показват и настройват сервизните параметри

За събиране на пристягащите елементи натиснете бутона за деблокиране и „Задвижване“ на машината
За раздалечаване на пристягащите елементи натиснете бутона за деблокиране и „Издигане“ на машината

Натиснете бутона за деблокиране и бутона Фрезоване, за да включите контакта на устройството за фрезоване, налягането се настройва автоматично на 10 бара и може да бъде повишено с въртящия се бутон на максимально 20. (В случай на специално приложение напр. наклон, може чрез промяна на P004 да бъде настроено на максимально 50 бара)

Активирайте таймера чрез еднократно натискане на бутона. При натискане на бутона и завъртане на въртящия се бутон може да бъде настроено времето t1 в секунди. При по-продължително натискане на бутона се превключва на t4. При натискане на бутона и завъртане на въртящия се бутон може да бъде настроено времето t4 в минути. Чрез кратко натискане на бутона на таймера, когато светне показанието за таймер t1 или t2, таймерът се стартира ръч но

Чрез натискане на бутона Автоматика, настроеното налягане по време на подгряването (Таймер t1 активен) и процеса на съединяване (Таймер t4 активен) се контролират и евентуално се донастройват

Бутон за деблокиране за потвърждението на сервизните параметри
3.2 Ръководство за обслужване
Машините за заваряване са подходящи за работа при температури на околната среда между -10°C и +40°C.
Те са подходящи за стационарно захранване с 230 V 50/60 Hz и 400 V 50/60 Hz. Ако се използва генератор на ток, заварчикът трябва да уточни необходимата мощност с производителя на генератора.

Заваръчната машина трябва да се обслужва само от надлежно квалифициран и обучен професионалисти съгласно DVS 2212 част 1!
3.2.1 Въвеждане в експлоатация

Моля прочетете внимателно ръководството за експлоатация и съветите за безопасност преди въвеждане в експлоатация на машината за челно заваряване!

Не използвайте нагревателния елемент във взривоопасна среда и не позволявайте контакта му с лесно запалими вещества!

Стойте на безопасно разстояние от машината, недейте да направлявате или пипате машината. Не допускайте външни лица на работното място!

Преди всяко пускане в експлоатация проверявайте нивото на маслото на хидравличия агрегат, нивото на маслото трябва да е между мин. макс. маркировка на Накрайника за пълнене на масло с нивомер (20), ако е необходимо долейте хидравлично масло HLP 46!

Хидравличният агрегат трябва да се транспортира и съхранява само в хоризонтална позиция, при наклонена позиция маслото изтича от накрайника за пълнене и обезвъздушаване с нивомер!

При опасност натиснете аварийния прекъсвач (18). Преди всяко пускане в експлоатация се уверете, че аварийният прекъсвач не е блокиран!
→ Свържете двата хидравлични маркуча на основната машина с помощта на бързодействащ съединител (14,15) към хидравличния агрегат.

Пазете бързодействащия съединител от замърсявания. Нехерметичните съединители трябва незабавно да се подменят!
→ Свържете мрежов щекер фреза към контакт (13), щекер нагревателен елемент към щепселно съединение (16) и щекер основна машина към щепселно съединение (22).
→ Свържете мрежовия щекер на хидравличния агрегат (17) към електрозахранването, както е посочено върху фирмената табелка. Ако началният екран не се появи, деблокирайте аварийния прекъсвач, прозвучава звуков сигнал и в показание (2) светва точка.
При първоначално пускане в експлоатация проверете датата и часа. За целта натиснете бутона GO. (За промяна вижте точка 3.6). За затваряне на менюта натиснете EXIT.

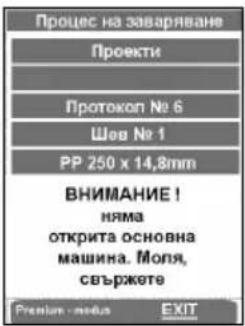
Когато бутонът GO бъде натиснат, а основната машина не е свързана, се появява следното съобщение:
„Внимание! Не е разпозната основна машина. Моля, свържете я“
Ако след присъединяване съобщението за грешка все още се появява, значи връзката е дефектна, но има възможност да се заварява и протоколира в премиум режим (вижте 3.2.4).
→ При първоначално пускане в експлоатация настройте езика, фабричната настройка е на немски език. За промяна натиснете Settings с сменете с OK в Setting 2.
С бутоните със стрелки изберете желания език и потвърдете с ОК . Избраният език се запаметява след първия процес на заваряване.
Възможно е екранът да се включи в режим на изчакване, екранът става активен, когато хидравликата бъде изключена с бутона (6).
→ Включване на хидравличния агрегат (Натиснете бутона (6)).
След включването нагревателният елемент се нагрява.
Върху показанието (9) се показва текущата температура. Управлението е активно, когато в показанието свети точка. При достигане на зададената температура светват двата светодиода (actual & set). След още 10 минути нагревателният елемент е готов за експлоатация. Контролирайте температурата с термометър.
За да уравните температурата на нагревателния елемент, вижте точка 3.5.

Опасност от изгаряне! Нагревателният елемент може да достигне температура до 300° С и непосредствено след употреба трябва да бъде върнат в предвидената за целта предпазна кутия!
Чрез по-продължително натискане на бутона (7) нагряването може да бъде изключено,, точката в показанието (9) изгасва, повторно натискане включва отново нагряването.
Хидравлика ROWELD P500-630B: Проверете посоките на въртене! Фабрично машините са свързани въртящи се надясно. Придвижете основната машина с хидравличен агрегат нагоре или надолу, ако не последва движение, превключете фазовия комутатор на мрежовия щекер с подходящ инструмент!
Указание: При погрешна посока на въртене не включвайте хидравликата (опасност от счупване)!
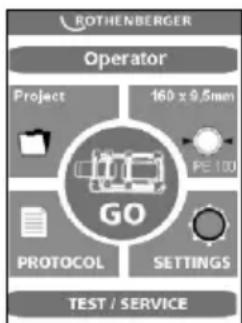
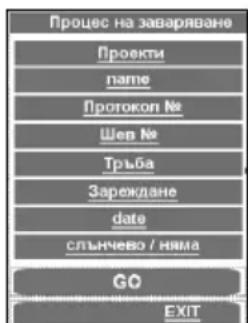
→ Въведете или изберете име на заварчик „Оператор“.


С маските за въвеждане могат да бъдат избирани записаните заварчици, да бъдат въвеждани нови заварчици или наличните да бъдат изтривани с DEL и да бъдат въвеждани отново. Всички маски за въвеждане се потвърждават и запаметяват с ENTER или с бутона ОК, извиква се следващата стъпка от програмата. С бутона EXIT маската се затваря без запаметяване.
→ Създаване или избор на проект.
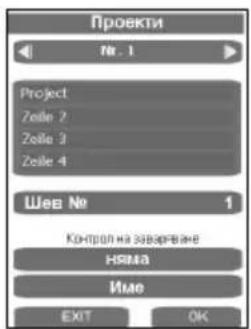

С маските за въвеждане запаметените проекти могат да бъдат избирани, могат да бъдат въвеждани нови имена на проектите. Затваряне и запис с бутона ENTER.
→ Изберете тръба.

→ С бутоните със стрелки изберете желаната тръба и потвърдете с ОК.
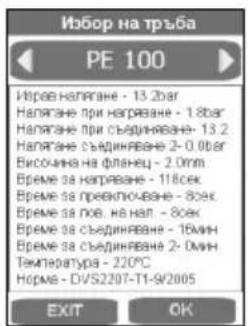

В този краен изглед на параметрите на тръбата се показват данните на тръбата в съответствие с директивата на Германският съюз за заваряване (DVS), с помощта на OK се показва прозорецът за заваръчните елементи и начина на полагане.
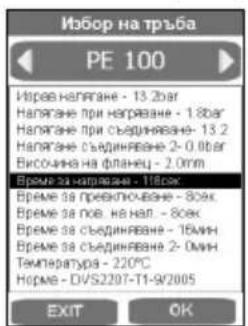

Могат да бъдат правени промени с отклонение от нормата чрез натискане върху съответното поле с показания и запаметявани с ENTER. Тогава в точката Норма се променя наименованието, то може по-късно преди печат на протокола на компютъра да бъде въведено в полето Забележка. След потвърждаване и запаметяване на данните на тръбата с ОК се появява главното меню.
При P500-630В: За повдигане на устройството за фрезоване и нагревателния елемент използвайте подемното устройство 53410 (P500В) или 53323 (P630В) или подходящ инструмент.
3.2.2 Мерки за подготовка на заваряването
→ При тръби, които са по-малки от макс. диаметър за заваряване на машината, трябва да се монтират редукционни челюсти на диаметъра, който трябва да се обработи с намиращите се при принадлежностите винтове с вътрешен шестостен.
ROWELD P250-355B: състояща се от 6 получерупкови конструкции с широка и 2 получерупкови конструкции с тясна затегателна повърхност.
ROWELD P500-630B: състояща се от, до диаметър 450 мм 6 получерупкови конструкции с широка и 2 получерупкови конструкции с тясна затегателна повърхност, от 500 мм 8 получерупкови конструкции с широка затегателна повърхност.
При това трябва да се внимава, получерупковите конструкции с малка затегателна повърхност да са монтирани в двете външни долни основни пристягащи елементи. Само при връзка тръба - коляно на тръба те се монтират в левия основен пристягащ елемент горе и долу.
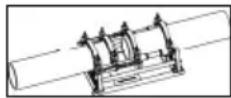
→ Поставете пластмасовите тръби или фитинги за заваряване в затегателното устройство (при по-дълги тръби над 2,5 м трябва да се използват стойки с ролки) и затегнете месинговите гайки към горните затягащи инструменти. Неправилните кръгли форми на тръбите могат да бъдат изравнени чрез затягане или разхлабване на месинговите гайки.
→ При съединения тръба - тръба, дистанционните елементи трябва да са фиксирани в двата леви пристягащите елементи (състояние при доставката).
Внимание: Дистанционните елементи не трябва в никакъв случай да бъдат монтирани диагонално изместени!
Тръбите се поддържат винаги от два пристягащи елементи.
→ P250-355B: При съединения тръба - фитинг дистанционните елементи трябва да са фиксирани в двата среди пристягащи елементи, а устройството за снемане на нагревателния елемент в левите пристягащи елементи. При обработка на някои фитинги в определени позиции, напр. коляно водоравно, връзки за предварително заваряване е необходимо устройството за снемане на нагревателния елемент да се отстрани.
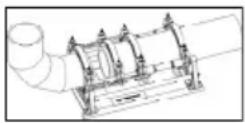
→ P500-630B: При съединения тръба - фитинг дистанционните елементи трябва да бъдат фиксирани завити и в средния пристягащ елемент.
Внимание: Дистанционните елементи не трябва в никакъв случай да бъдат монтирани диагонално изместени!
→ Тръбата се полага в три пристягащи елементи и фитингът се поддържа от един пристягащ елемент. При това подвижният пристягащ елемент може да бъде така преместен върху опората, както го изискват съотношенията на пространствата при затягане и заваряване.
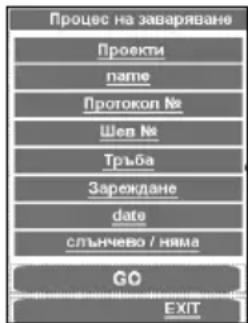
→ Стартирайте процеса на заваряване с GO.
В този краен преглед могат да се извършват последните промени чрез натискане върху съответната подточка, потвърждават се с GO.
В режим CNC управлението се извършва с помощта на компютър със сензорен дисплей. Всички функции, различни от тези на компютъра със сензорен екран, до бутона за Вкл/Изкл (6), са блокирани. Процесът на заваряването може да бъдат прекъснати с бутона за Вкл/Изкл или EXIT, тогава блокировката на клавиатурата е вдигната и на дисплея се появява съответното съобщение.
С бутоните със стрелки машината се издига.
С EXIT програмата преминава без запаметяване в главното меню.
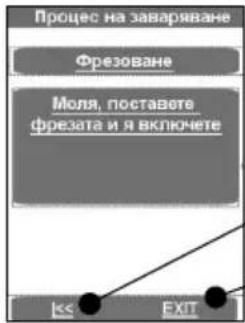
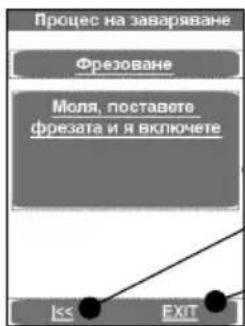
→ Монтирайте електрическата фреза между заготовките за заваряване.
→ P250-355B: Включете двигателя на фрезата и блокирайте прекъсвача.

P500-630B: Проверете посоките на въртене! Фабрично машините са свързани въртящи се надясно!
→ Включете фрезата чрез натискане върху полето в текста. Фрезовите дискове трябва да се въртят по посоката на рязане, в противен случай превключете фазовия комутатор на мрежовия щекер с подходящ инструмент.

Опасност от нараняване! По време на работа на фрезата стойте на безопасно разстояние от машината и не пипайте въртящите се ножове. Пускайте фрезата само в готовност за експлоатация състояние (работна позиция) и накрая я върнете в предвидената за целта предпазна кутия. Функционалността на предпазния прекъсвач във фрезата трябва винаги да е гарантирана, за да се избегне неволно задвижване извън машината!
→ Крепежните елементи автоматично се събират. Налягането на фрезата може да бъде увеличено с въртящия се бутон (4). Стандартно възможно до 20 бара, налягането на фрезата може да бъде повишено до 50 бара, вижте точка 3.5.

Твърде високото налягане при фрезоване може да доведе до прегряване и повреждане на задвижващия механизмъм на фрезата. При претоварване или престой на задвижващия механизмъм на фрезата, издигнете машината и намалете налягането (вижте точка 3.5)!
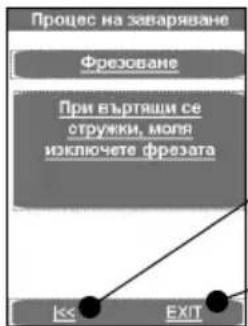
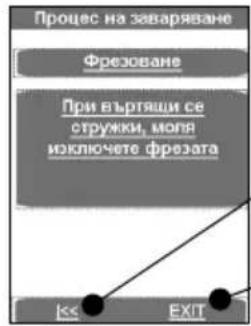
→ След като от фрезата започнат да излизат непрекъснато стружки с дебелина на стружката <= 0,2 мм, натиснете върху полето с текст, фрезата се изключва и крепежните елементи се вдигат.
С бутоните със стрелки програмата преминава обратно към „Моля поставете фреза...“
С EXIT програмата преминава без запаметяване в главното меню
→ Изчакайте докато фрезовите дискове спрат да се движат. Извадете фрезата от главната машина и го поставете в предпазната кутия.
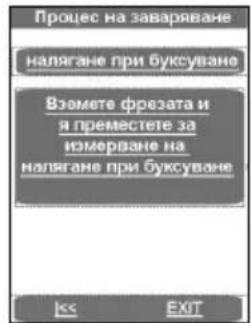
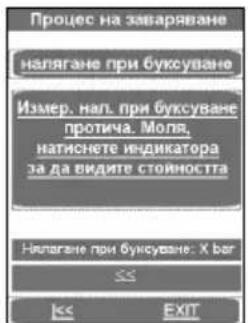
→ Натиснете полето е текста, обработваните детайли се събират и се измерва челното налягане.
Измереното налягане за заваряване чрез допир се прибавя автоматично към налягането за изравняване, нагряване и присъединяване.

Стойте на безопасно разстояние от машината, недейте да направлявате или пипате машината. Не допускайте външни лица на работното място!
С бутоните със стрелки програмата преминава обратно към "Измерване на налягане при заваряване чрез допир"
С бутоните със стрелки програмата преминава обратно към "Моля поставете фреза..."
С EXIT програмата преминава без запаметяване в главното меню
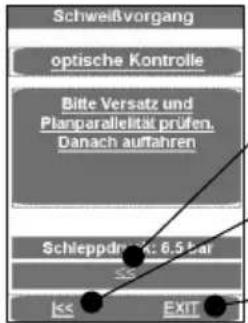
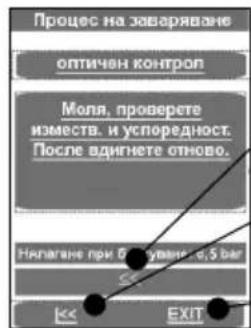
→ Проверете, дали тръбите са стабилно фиксирани в крепежните елементи, дали заваръчните повърхности са равни, успоредни и съосни.
Ако това не е така, процесът на фрезоване трябва да бъде повторен. Осовото изместване между краищата на заготовките (съгласно DVS) не трябва да е по-голямо от 10% от дебелината на стената, а макс. разстояние между челните повърхнини не по-голямо от: ∅ ≤ 355 мм = 0,5мм, ∅ 400...< 630мм = 1,0мм, ∅ 630...< 800мм = 1,3мм.
Отстранете с чист инструмент (напр. четка) евентуално наличните стружки в тръбата.

Моля спазвайте! Фрезованите, подготвени за заваряване повърхности не трябва да бъдат докосвани с ръце и не трябва да са замърсени!
3.2.3 Процес на заваряване

Опасност от премазване! При събиране на пристягащите инструменти и тръбите стойте на безопасно разстояние от машината. Никога не стойте в машината!
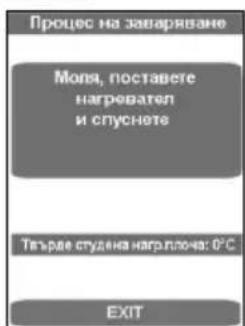
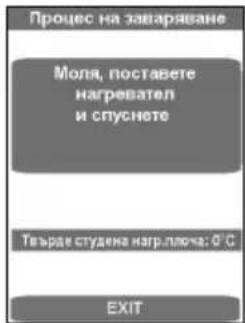
В маската се появява температурата на нагревателната плоча.
Лентата на показанието, когато температурата е твърде ниска се появява в синьо, когато е твърде висока в червено и когато е в допустимия диапазон в зелено.
Машината може да бъде придвижвана само в зеления номибален диапазон.
→ Нагревателен елемент SA: Поставете нагревателния елемент между двете заготовки в основната машина и внимавайте за това, подложките на нагревателната плоча да влизат в жлебовете на устройството за снемане.
→ Нагревателен елемент VA: Поставете нагревателния елемент върху двата държача в основната машина и наместете нагревателната плоча между тръбите.
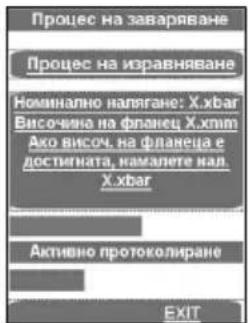
→ Съберете машината чрез натискане върху текстовото поле, регулиращото налягане се настройва и поддържа автоматично.
Сега се запаметяват всички параметри за заваряване, активира се протоколиране.
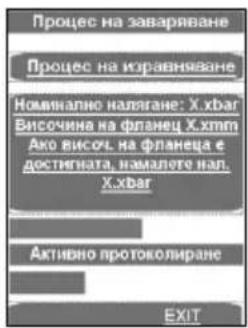
Горната лента показва, дали налягането е в правилния диапазон (зелено), или в полето на допуска (жълто) или извън (червено) полето на допуска. Действителното налягане се показва в показание (2).
След като е достигната необходимата височина на удебеляване по целия обхват на двете тръби, налягането автоматично спада и се стартира процеса на нагряване.
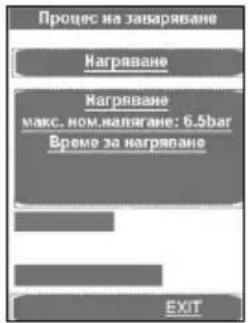
→ Налягането е така настроено, че е гарантирано още едно почни без натиск полагане на краищата на заготовката върху нагревателния елемент.
Малко преди края на времето за нагряване прозвучава звуков сигнал.
→ След преминаване на времето за нагряване, обработваните детайли автоматично се раздалечават, нагревателният елемент SA трябва да бъде изваден, респ. нагревателният елемент VA автоматично се отмества и краищата на обработваните детайли се събират.
Налягането се повишава линейно до съответното налягане за присъединяване.
При достигане на налягането за присъединяване, програмата преминава автоматично в процес на присъединяване и се стартира таймер t4.

Горната лента показва, дали налягането е в правилния диапазон (зелено), или в полето на допуска (жълто) или извън (червено) полето на допуска. Долната показва времето. Действителното налягане се показва в показание(2), а останалото време за присъединяване t4 в показанието (9).
Налягането се контролира и регулира допълнително автоматично. При прекомерно често изпомпване (висока загуба на налягане) проверете хидравличната система.
→ Върнете нагревателния елемент в предпазната кутия
→ След като изтече времето за охлаждане, процесът на заваряване приключва, запаметява се, прозвучава сигнал и налягането се изпуска автоматично.
→ Напуснете меню „Заваряване“ с ОК.
→ Изпуснете налягането напълно с бутон (3).
→ Освободете заварените заготовки и ги извадете.
→ Отделете елементите на основната машина. Машината е готова за следващия цикъл на заваряване.
Пренос на протоколи:

В точката от менюто Протоколи е възможно, ако е свързано USB-устройство, те да бъдат запаметени с OK. След това прозорецът се затваря автоматично.
Този протоколни данни може да се редактират със софтуера ROTHENBERGER Line Data 2 и компютър.
Всички параметри на заваряването могат да бъдат взети от приложените табели за заваряване.
3.2.4 Заваряване в режим Премиум
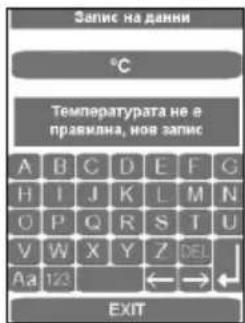
→ Натиснете бутона Premium-modus.

→ Въведете температура на околната среда и потвърдете с бутона Enter. Ако температурата не е правилно въведена се появява:
С бутоните със стрелки машината се издига.
С EXIT програмата преминава без запаметяване в главното меню.
→ Монтирайте електрическата фреза между заготовките за заваряване.
→ P250-355B: Включете двигателя на фрезата и блокирайте прекъсвача.

P500-630B: Проверете посоките на въртене! Фабрично машините са свързани въртящи се надясно!
→ Включете фрезата, натиснете бутоните (10) и (5) на хидравличния агрегат. Фрезовите дискове трябва да се въртят по посоката на рязане, в противен случай превключете фазовия комутатор на мрежовия щекер с подходящ инструмент.

Опасност от нараняване! По време на работа на фрезата стойте на безопасно разстояние от машината и не пипайте въртящите се ножове. Пускайте фрезата само в готовност за експлоатация състояние (работна позиция) и накрая я върнете в предвидената за целта предпазна кутия. Функционалността на предпазния прекъсвач във фрезата трябва винаги да е гарантирана, за да се избегне неволно задвижване извън машината!
→ Съберете пристягащите елементи (Натиснете бутон 10 + 11 ). Настройте налягането на фрезата с въртящия се бутон (4) . Стандартно възможно до 20 бара, налягането на фрезата може да бъде повишено до 40 бара, вижте точка 3.5.

Твърде високото налягане при фрезоване може да доведе до прегряване и повреждане на задвижващия механизмъм на фрезата. При претоварване или престой на задвижващия механизмъм на фрезата, издигнете машината и намалете налягането (вижте точка 3.5)!
→ След като от фрезата започнат непрекъснато да излизат стружки с дебелина <= 0,2мм, натиснете бутона Фрезоване, издигнете пристягащите елементи (5) (Натиснете бутон 10 + 8).
С бутоните със стрелки програмата преминава обратно към „Моля поставете фреза...“
С EXIT програмата преминава без запаметяване в главното меню
→ Изчакайте докато фрезовите дискове спрат да се движат. Извадете фрезата от главната машина и го поставете в предпазната кутия.
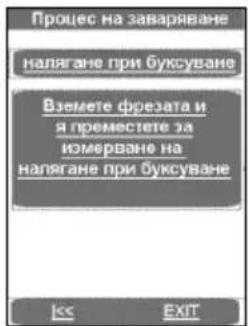
→ Приближете заготовките с минимално налягане (Натиснете бутона 10 + 11) и настройте налягане за заваряване чрез допир с въртящия се бутон(4).
→ Когато машината се задвижи с бавна скорост, натиснете екрана. Измереното налягане за заваряване чрез допир се прибавя автоматично към налягането за изравняване, нагряване и присъединяване. → Съберете пристягащите елементи, настройте съответното за тръбата налягане и проверете, дали заготовките са фиксирани в затегателните инструменти.

Стойте на безопасно разстояние от машината, недейте да направлявате или пипате машината. Не допускайте външни лица на работното място!
С бутоните със стрелки програмата преминава обратно към "Измерване на налягане при заваряване чрез допир"
С бутоните със стрелки програмата преминава обратно към "Моля поставете фреза..."
С EXIT програмата преминава без запаметяване в главното меню
→ Проверте, дали заваръчните повърхности са равни, успоредни и съосни.
Ако това не е така, процесът на фрезоване трябва да бъде повторен. Осовото изместване между краищата на заготовките (съгласно DVS) не трябва да е по-голямо от 10% от дебелината на стената, а макс. разстояние между челните повърхнини не по-голямо от: ∅ ≤ 355 мм = 0,5мм, ∅ 400...< 630мм = 1,0мм, ∅ 630...< 800мм = 1,3мм.
Отстранете с чист инструмент (напр. четка) евентуално наличните стружки в тръбата.

Моля спазвайте! Фрезованите, подготвени за заваряване повърхности не трябва да бъдат докосвани с ръце и не трябва да са замърсени!
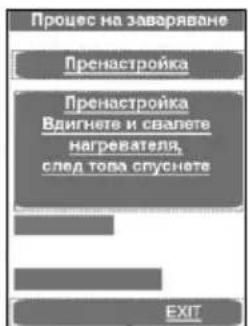
Процес на заваряване в режим Премиум:

Опасност от премазване! При събиране на пристягащите инструменти и тръбите стойте на безопасно разстояние от машината. Никога не стойте в машината!
В маската се появява температурата на нагревателната плоча. Лентата на показанието, когато температурата е твърде ниска се появява в синьо, когато е твърде висока в червено и когато е в допустимия диапазон в зелено.
→ Поставете нагревателния елемент между двете заготовки в основната машина и внимавайте за това, подложките на нагревателната плоча да влизат в жлебовете на устройството за снемане.
→ Издигнете машината, изравняващото налягане се настройва автоматично и поддържайте налягането.
Сега се запаметяват всички параметри за заваряване, активира се протоколиране.
Ако процесът на заваряване бъде прекъснат с EXIT, се появява съобщението "Отказ от потребителя", налягането се освобождава и параметрите за заваряване се запаметяват. Потвърдете съобщението с ОК, програмата преминава с главното меню.
Горната лента показва, дали налягането е в правилния диапазон (зелено), или в полето на допуска (жълто) или извън (червено) полето на допуска. Действителното налягане се показва в показание (2).
→ След като бъде достигната необходимата височина на ръба равномерно по целия обхват на двете тръби, намалете налягането с бутона Автоматика(1). Времето за нагряване t1 започва да тече.
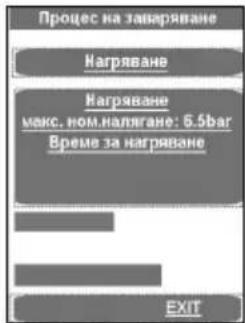
→ Налягането е така настроено, че е гарантирано още едно почни без натиск полагане на краищата на заготовката върху нагревателния елемент.
Малко преди края на времето за нагряване прозвучава звуков сигнал.
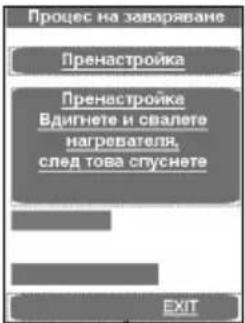
→ След изтичане на времето за нагряване раздалечете заготовките, свалете нагревателния елемент и съберете краищата на заготовките.
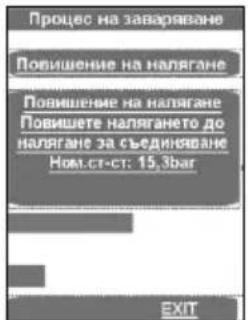
→ Малко преди контакта с изделието (ок. 1 см), прекъснете приближаването с отпускане на бутона и веднага го натиснете отново .Налягането се повишава линейно до съответното налягане за присъединяване.
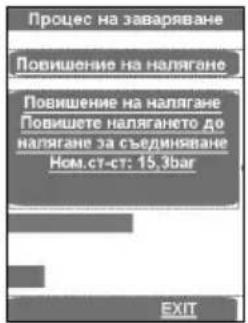
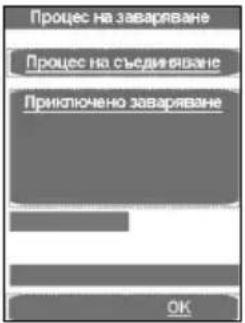
При достигане на налягането за присъединяване, програмата преминава автоматично в процес на присъединяване и се стартира таймер t4.
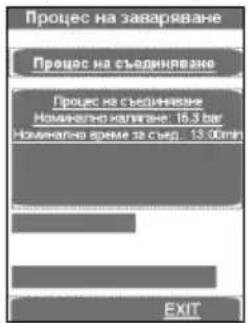
Горната лента показва, дали налягането е в правилния диапазон (зелено), или в полето на допуска (жълто) или извън (червено) полето на допуска. Долната показва времето. Действителното налягане се показва в показание(2), а останалото време за присъединяване t4 в показанието (9).
Внимание: Дръжте бутоните Освобождаване (10) и Задвижване на машина (11) докато бъде достигнато налягане за присъединяване, след това хидравликата се изключва и бутоните могат да бъдат освободени!
→ Налягането се контролира и автоматично дорегулира. При прекомерно често изпомпване (висока загуба на налягане) проверете хидравличната система.
→ Върнете нагревателния елемент в предпазната кутия
→ След като изтече времето за охлаждане, процесът на заваряване приключва, запаметява се, прозвучава сигнал и налягането се изпуска автоматично.

→ Напуснете меню „Заваряване“ с ОК.
→ Изпуснете налягането напълно с бутон (3).
→ Освободете заварените заготовки и ги извадете.
→ Отделете елементите на основната машина. Машината е готова за следващия цикъл на заваряване.
Пренос на протоколи:
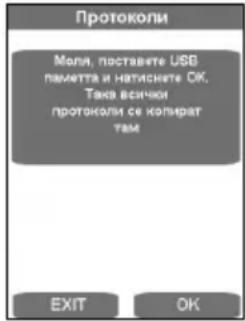
В точката от менюто Протоколи е възможно, ако е свързано USB-устройство, те да бъдат запаметени с OK. След това прозорецът се затваря автоматично.
Този протоколни данни може да се редактират със софтуера ROTHENBERGER Line Data 2 и компютър.
Всички параметри на заваряването могат да бъдат взети от приложените табели за заваряване.
3.2.5 Извеждане от експлоатация
→ Изключете хидравличния агрегат с бутона (6).

Оставете нагревателния елемент да се охлади или го поставете така, че съседни материали да не могат да бъдат възпламенени!
→ Извадете щекера от фрезата, нагревателния елемент и хидравличния агрегат от контактите и навийте кабела.

Хидравличият агрегат трябва да се транспортира и съхранява само в хоризонтална позиция, при наклонена позиция маслото изтича от накрайника за пълнене и обезвъздушаване с нивомер!
→ Освободете хидравличните маркучи и ги навийте.

Внимание! Пазете съединителите от замърсяване!
3.3 Общи изисквания
Тъй като атмосферните условия и въздействията на околната среда оказват значително влияние на заваряването, непременно трябва да се спазват съответните разпоредби в директивите 2207, част 1, 11 и 15 на Германския съюз за заваряване (DVS). Извън Германия са валидни съответните национални директиви.
Заваръчните дейности трябва да се контролират редовно и внимателно!
3.4 Важни указания за параметрите за заваряване
Всички необходими параметри при заваряване като температура, налягане и време трябва да се вземат от директивите 2207 част 1, 11 и 15 на DVS. Извън Германия са валидни съответните национални директиви.
Справка: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
В отделен случай непременно трябва да се изискат специфичните за материала параметри за обработка на производителя на тръбата.
Назованите в приложените таблици на заваряването са приблизителни стойности, за които фирма ROTHENBERGER не носи отговорност!
Зададените в таблиците стойности за налягане за изравняване и присъединяване се изчисляват по следната формула:
Налягане при заваряване P [bar] =
Заваряваща повърхност A [mm²] x Коефициент на якост на заваръчен шев SF [N/mm²]
Площ на цилиндър Az [cm²] x 10
Коефициент за якост на заваръчен шев (SF): PE = 0,15 N/mm², PP = 0,10 N/mm²,
PVDF= 0,10 N/mm²
3.5 Настройка на параметри
Настройване на параметър с правоспособност „Заварчик“:
→ Натиснете въртящия се бутон (4) продължително (ок. 3 сек.), докато P001 в горното показание (2) мига.
→ С въртящия се бутон (4) изберете желания параметър P001 до P009. Ако тази стойност трябва да бъде настроена или показана, натиснете за кратко въртящия се бутон(4), стойността (по подразбиране) мига в долното показание (9).
→ Настройте стойността в въртящия се бутон (4) и отново натиснете за кратко въртящия се бутон (4), след това параметърът в горното показание отново мига (2).
→ За затваряне на менютата натиснете бутона за деблокиране (10), стойностите се записват.
Настройване на параметър с правоспособност „Майстор“:
→ Натиснете въртящия се бутон (4) продължително (ок. 6 сек.), първо мига параметърът P001 в горното показание (2), след това„CodE“, а в долното показание (9) мига чертата на първа позиция.
→ С въртящия се бутон (4) въведете кода и натиснете за кратко въртящия се бутон (4) (Code = 8001 – при първоначално въвеждане в експлоатация, чрез параметър P100 кодът може да бъде променян по желание).
→ С въртящия се бутон (4) изберете желания параметър P101 до P114. Ако тази стойност трябва да бъде настроена или показана, натиснете за кратко въртящия се бутон(4), стойността (по подразбиране) мига в долното показание (9).
→ Настройте стойността в въртящия се бутон (4) и отново натиснете за кратко въртящия се бутон (4), след това параметърът в горното показание отново мига (2).
→ За затваряне на менютата натиснете бутона за деблокиране (10), стойностите се записват.
* P002 - Функция за пестене:
0 - няма,
1 – когато фрезата работи, нагревателният елемент се изключва, (Фабрична настройка)
2 – когато хидравличият двигател работи, нагревателният елемент се изключва,
3 - когато t4 нагревателният елемент се изключва.
| Име на араметър | Означение по | подразбиране | единица | мин. | макс. | Правоспособност |
| Р001 Енерг | оспестяваща функция остатъчно време | 99 | мин. | 0 | 99 | Заварчик |
| Р002* | Функция за пестене на мощност активна | 0 | 0 | 3 | Заварчик | |
| Р003 Несъв | падение температура на нагревателна плоча | 5 | °C | -25 | 25 | Заварчик |
| Р004 | Ртах за фрезоване | 20 | bar | 10 | 50 | Заварчик |
| Р005 | Зададено налягане | 1/10bar | Заварчик | |||
| Р006 | Зададена температура | 210 | °C | P103 | P104 | Заварчик |
| Р007 | Таймер Т1 зададена стойност | 45 | сек. | 1 | 1500 | Заварчик |
| Р008 | Таймер Т4 зададена стойност | 6 | мин. | 1 | 99 | Заварчик |
| Р009 | Pstart за фрезоване | 10 | bar | 0 | P004 | Заварчик |
| Р101 | Отклонение за допълнително изпомпване | 5 | % | 1 | 50 | Майстор |
| Р102 | Издигане след фрезоване | 10 | 1/10сек. | 0 | 100 | Майстор |
| Р103 | Температура за регулиране (мин.) | 160 | °C | 0 | 300 | Майстор |
| P104 | Температура за регулиране (макс.) | 270 | °C | 0 | 300 | Майстор |
| P105 | Бутон блокировка (да/не) | 5 | сек | 0 | 50 | Майстор |
| P106 | Налягане за издигане | 135 | bar | 10 | 160 | Майстор |
| P107 | Време за предварително пускане за включване на зумера | 50 | 1/10сек. | 0 | 200 | Майстор |
| P100 | Промяна на код | 8001 | Майстор |
→ Затворете програмата чрез кликване в горния ляв ъгъл.
→ Натиснете Start, Setting и накрая Control Panel.
Лентата на старт менюто е скрита и може да бъде извикана чрез натискане в горния ляв ъгъл.

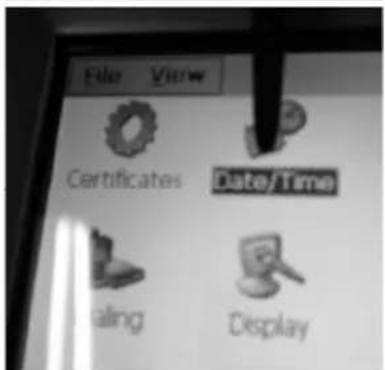
→ Кликнете върху Date/Time.
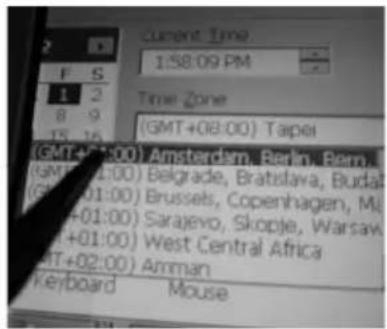
→ Настройте маската за въвеждане чрез докосване и преместване на лентата Date/Time. Изберете съответната времева зона или въведете часово време Current Time.
Внимание! Спазвайте AM / PM! 1:58:09 PM = 13:58:09/1:58:09 AM = 01:58:09
→ Потвърдете с „Apply“ и „OK“. Затворете контролния панел с X.
→ Натиснете бутоните „Start“ и „Run“.
→ Напишете reboot с появилата се клавиатура и натиснете „ОК“, компютърът се рестартира.
3.7 Създаване и избор на конфигурации от машини
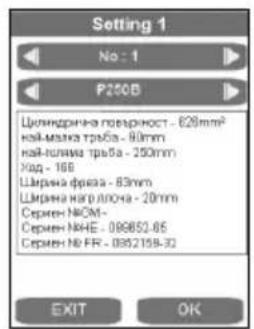
За да изберете или създадете конфигурации от машини, натиснете бутона SETTINGS.
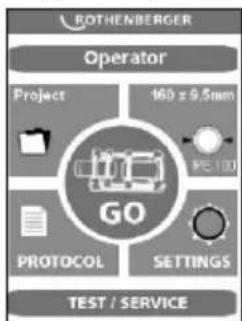
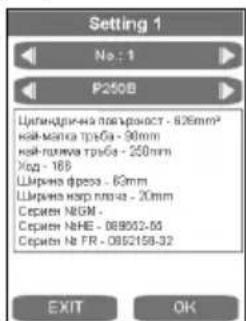
С бутоните със стрелки може да бъде избрана желаната конфигурация от машини.
За да създадете нова конфигурация, натиснете бутона със стрелка надясно, за започнете от следващия номер, напр. 2.


Чрез натискане върху съответното поле с показания се появява полето за въвеждане. Данните могат да бъдат изтрити с DEL и да бъдат въведени нови, тези данни се записват по-късно в протокола.
3.8 Съобщения за грешка
Обща информация:
| Съобщение за грешка | Отстраняване на повреда |
| След фрезоване при измерване на налягането на съпротивление, основната машина се движи нагоре, вместо надолу или не се движи | 1) Извикайте прозорец “TEST/SERVICE”, проверете “Position” - трябва да е < 102) С програмата “Първо пускане в експлоатация”, настройте позицията на системата за измерване на изминатия път |
| Нагревателят не се нагрява | Проверете мощността на генератора |
Сензорен екран и протокол:
| Съобщение за грешка | Име | Отстраняване на повреда |
| Код 1 | Твърде голямо налягане за изравняване | Тествайте хидравликата без основната машина, натрупайте 100 бара, сравнете номиналната с действителната стойност, разликата трябва да бъде по-малко от 5 бара |
| Код 2 | Налягането за изравняване е твърде малко | |
| Код 4 | Твърде голямо налягане за нагряване | |
| Код 8 | Налягането за нагряване е твърде малко | |
| Код 16 | Времето за нагряване е твърде дълго | |
| Код 32 | Времето за нагряване е твърде късо | |
| Код 64 | Времето за превключване е твърде дълго | |
| Код 128 | Времето за натрупване на налягане е твърде дълго | |
| Код 256 | Твърде голямо налягане за присъединяване | |
| Код 512 | Налягането за присъединяване е твърде малко | |
| Код 1024 | Времето за присъединяване е твърде кратко |
| Код 2048 | Температурата на нагревателя е твърде ниска | 1) Сравнете температурата на нагревателя с показанието върху дисплея2) Настройте параметър P002 на „0“3) Пазете нагревателната плоча от силен вятър |
| Код 4096 | Прекъсване от оператор | |
| Код 8192 | Температурата на околната среда не е измерена | |
| Код 16384 | Траекторията на съединяване не е спазена | |
| Код 32768 | Нагревателят не е премахнат | |
| Код 65536 | Второто време на охлаждане не е спазено | |
| Код 131072 | Температурата на нагревателя е твърде висока | Сравнете температурата на нагревателя с показанието върху дисплея |
| Error Dataline 2.0exe | Извикване на файла „default“ в средата на екрана:1) Затваряне на екрана “GO“2) Двойно кликване върху „default“3) Рестартиране на машината | |
Управление:
| Съобщение за грешка | Име | Отстраняване на повреда |
| SER | Достигната дата за техническо обслужване,настъпил е срок за техническо обслужване | Изпълнете техническо обслужване |
| ERR1 | Абсолютното налягане не е достигнато | Проверете нивото на маслото,проверете сензора за налягане,дефектни вентили, дефектен двигател |
| PE-2 | Сензор за налягане -24V е дефектен | Сменете сензора за налягане |
| ERR5 | Температура на маслото 70°C – Стоп! | Изчакайте, докато температурата на маслото спадне под 50°C |
| HE-1 | Нагревателният елемент не е присъединен, повреда на датчик | Сменете датчика |
| HE-0 | Твърде горещ нагревателен елемент | Измерете температурата,контролирайте настройката, сменете датчика |
| HE-2 | Твърде студен нагревателен елемент | Измерете температурата,контролирайте настройката, сменете датчика |
4 Грижи и поддръжка
За да се запази функционалността на машината, трябва да се спазват следните точки:
- Направляващите колони трябва да се поддържат чисти. При повреди по повърхността направляващите колони трябва да се сменят, тъй като това може евент. да доведе до загуба на налягане.
- За да бъдат получени безупречни резултати от заваряването, е необходимо нагревателният елемент да бъде поддържан чист. При дефекти по повърхността, покритието на нагревателния елемент трябва да бъде подновено или той да бъде
сменен. Остатьците от материал върху нагряващата повърхност, намаляват противозалепващите свойства и те трябва да бъдат отстранявани с кърпа без власинки и почистващ препарат със съдържание на етанол >99,8% (съгласно DVS 2207) (само при студен нагревателен елемент!).
- Хидравличното масло (HLP – 46, арт.№: 53649) трябва да се сменя на всеки 12 месеца.
- За да се избегнат смущения във функциите, херметичността на хидравличния агрегат, стабилността на винтовите съединения, както и безупречното състояние на електрокабела трябва редовно да се проверяват.
- Хидравличният бърз куплунг на хидравличния агрегат и на пакета маркучи трябва да се пазят от замърсявания. При замърсяване те трябва да се почистят преди свързване.
- Фрезата е снабдена с два двустранно заточени ножа. При намаляваща продуктивност на рязане ножовете може да бъдат използвани или сменени с нови.
- Винаги трябва да се внимава за това, краищата на тръбите или заготовките, които трябва да бъдат обработени, особено челните повърхности да не са замърсени, тъй като в противен случай се намалява продължителността на живота на ножовете.

Трябва да се провежда ежегодна проверка на заваръчната машина в съответствие с DVS 2208, от производителя или упълномощен от него сервис. При машини с натоварване над средното цикълът на проверките трябва да бъде съкратен!
Можете да намерите подходящи аксесоари в основния каталог или на www.rothenberger.com
6 Отдел за обслужване на клиенти
Центровете за обслужване на клиенти на ROTHENBERGER са на Ваше разположение за съдействие (вижте списъка в каталога или онлайн) и в тях се предлагат резервни части и обслужване на клиента. Поръчайте Вашите принадлежности и резервни части при Вашия специализиран търговец или на RO SERVICE+ online: 📞 + 49 (0) 61 95/ 800 8200 📄 + 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Отстраняване на отпадъците
Части от уреда се състоят от ценни материали, които могат да се предадат на вторична преработка. За целта са на разположение официални и сертифицирани предприятия за преработка на отпадъците. За да се извърши всичко в съгласуваност с околната среда, за отстраняване на частите, които не подлежат на вторична преработка като напр. отпадъците от електрониката, се обърнете към отговорната служба по Чистота.

Не изхвърляйте електроинструменти и акумулаторни или обикновени батерии при битовите отпадъци!
Само за страни от ЕС: Съгласно европейска директива 2012/19/ЕС за старите електрически и електронни уреди и нейното транспортиране в националното право електроинструменти, които не могат да се ползват повече, а съгласно европейска директива 2006/66/ЕО повредени или изхабени обикновени или акумулаторни батерии, трябва да се събират и предават за оползотворяване на съдържащите се в тях сурови.
Содержание Страниц



- Технически данни.... 363
- Функция на устройството 364
- Грижи и поддръжка.... 383
- Технически принадлежности .... 384
- Отдел за обслужване на клиенти 384
- Отстраняване на отпадъците....384
- Маркировки в този документ:
- Общи указания за безопасна работа
- Технически данни
- P250B, P355B P500B, P630B
- Размери на транспортната кутия:
- Функция на устройството
- Основна машина (A)
- Хидравличен агрегат
- Ръководство за обслужване
- Въвеждане в експлоатация
- Мерки за подготовка на заваряването
- Процес на заваряване
- Пренос на протоколи:
- Заваряване в режим Премиум
- Процес на заваряване в режим Премиум:
- Извеждане от експлоатация
- Общи изисквания
- Важни указания за параметрите за заваряване
- Настройка на параметри
- Настройване на параметър с правоспособност „Заварчик“:
- Настройване на параметър с правоспособност „Майстор“:
- Създаване и избор на конфигурации от машини
- Съобщения за грешка
- Грижи и поддръжка
- Отдел за обслужване на клиенти
- Отстраняване на отпадъците
- Содержание Страниц
Марка : ROTHENBERGER
Модел : ROWELD P500B Premium CNC SA
Категория : Индустриална машина