
ROWELD P500B Premium CNC SA - Industrimaskin ROTHENBERGER - Gratis bruksanvisning og manual
Finn enhetens veiledning gratis ROWELD P500B Premium CNC SA ROTHENBERGER i PDF-format.

| Produkttype | Stumpsveisemaskin for plastrør |
| Merke | Rothenberger |
| Modell | ROWELD P500B Premium CNC SA |
| Sveisingsområde for rør | 200 - 500 mm diameter |
| Maks. sylinderslag | 200 mm |
| Totalt sylinderareal | 14,13 cm² |
| Mål grunnmaskin (L x B x H) | 1300 x 900 x 800 mm |
| Vekt grunnmaskin (maks.) | 238,5 kg (med innsatser) |
| Strømforsyning fres | 400 V trefase, 50/60 Hz, 1,75 A |
| Freseeffekt | 1210 W forbruk / 750 W nytteeffekt |
| Rotasjonshastighet fresemotor | 140 min⁻¹ |
| Strømforsyning varmeelement | 400 V trefase, 4000 W |
| Diameter varmeelement | 540 mm |
| Strømforsyning hydraulikkenhet | 400 V trefase, 50/60 Hz, 2,75 A |
| Hydraulikkenhetseffekt | 1905 W forbruk / 1100 W nytteeffekt |
| Maks. hydraulikktrykk | 135 bar |
| Oljetankkapasitet | 3,8 L |
| Anbefalt hydraulikkolje | HLP 46 (ref. 53649) |
| Totalvekt komplett installasjon | Omtrent 350 kg (estimert) |
| Mål transportkasse | 2240 x 1300 x 1500 mm |
| Hovedfunksjoner | Stumpsveising med CNC-styring, parameterregistrering, USB-overføring av protokoller, Premium-modus |
| Vedlikehold | Rengjøre lederstenger, skifte olje hver 12. måned, kontrollere tetthet |
| Sikkerhet | Nødstopp, termisk beskyttelse, sikkerhetsbrytere på fres |
| Reservedeler | Tilgjengelig via Rothenberger kundeservice (innsatser, freseblader, etc.) |
Ofte stilte spørsmål - ROWELD P500B Premium CNC SA ROTHENBERGER
Brukerspørsmål om ROWELD P500B Premium CNC SA ROTHENBERGER
0 spørsmål om dette apparatet. Svar på dem du kjenner, eller still ditt eget.
Still et nytt spørsmål om dette apparatet
Last ned instruksjonene for din Industrimaskin i PDF-format gratis! Finn veiledningen din ROWELD P500B Premium CNC SA - ROTHENBERGER og ta den elektroniske enheten tilbake i hendene. På denne siden er alle dokumenter som er nødvendige for bruken av enheten din publisert. ROWELD P500B Premium CNC SA av merket ROTHENBERGER.
BRUKSANVISNING ROWELD P500B Premium CNC SA ROTHENBERGER
Vi erklærer som eneansvarlig, at dette produkt er i overensstemmelse med anførte standarder, retningslinjer og direktiver.
EU-FÖRSÄKRAN
Vi erklærer på eget ansvar at dette produktet stemmer overens med de følgende normer eller normative dokumenter.
TODISTUS EU-STANDARDINMUKAISUUDESTA
2 Tekniske data.... 152
3 Enhedens funktion.... 153
1.1 Formålsbestemt anvendelse
→ Klik på Date/Time (dato/tid).
ROTHENBERGER servicesteder er til rådighed til at hjælpe dig (se listen i kataloget eller online) og reservedele og service er også tilgængelig via de samme servicesteder. Du kan bestille tilbehør og reservedele fra din forhandler og via RO SERVICE+ online:
+ 49 (0) 61 95/ 800 8200 + 49 (0) 61 95/ 800 7491 service@rothenberger.com - www.rothenberger.com
7 Affaldsbehandling
1.1 Forskriftsmessig bruk.... 196
1.2 Generelle advarsler for elektroverktøy.... 196
2 Tekniske data.... 198
3 Funksjon av enheten.... 199
3.1 Maskinbeskrivelse 199
3.1.1 Grunnmaskin (A).... 199
3.1.2 Hydraulikkaggregat (B) 199
3.2 Bruksanvisning 200
3.2.1 Tai bruk....200
3.2.2 Forberedende tiltak for sveising.... 203
3.2.3 Sveiseprosedyre 205
3.2.4 Sveising i premium-modus 207
3.2.5 Ta ut av bruk 212
3.3 Genrelle krav 212
3.4 Viktige anvisninger om sveiseparametere 212
3.5 Stille inn parameter 212
3.6 Stille dato og tid 214
3.7 Opprette eller velge maskinkonfigurasjon.... 215
3.8 Feilmeldinger 215
4 Pleie og vedlikehold....217
5 Tilbehør 217
6 Kundeservice....217
7 Avfallsdumping 217
Kjennetegn i dette dokumentet:

Fare!
Dette tegnet advarer mot personskader.
OBS!
Dette tegnet advarer mot materielle skader og miljøskader.
→ Oppfordring til handlinger
1 Sikkerhetsmerknader
1.1 Forskriftsmessig bruk
ROWELD P250-630B Premium CNC er kun ment for sveising av rør av PE, PP og PVDF, i henhold til de tekniske data. Brukeren er alene ansvarlig for skader som oppstår pga. uhensiktsmessig bruk.
1.2 Generelle advarsler for elektroverktøy

ADVARSEL! Les alle sikkerhetsanvisningene, instruksjonene, illustrasjonene og spesifikasjonene som følger med dette elektroverktøyet.
Manglende overholdelse av anvisningene nedenfor kan medføre elektrisk støt, brann og/eller alvorlige personskader.
Ta vare på alle advarsler og instruksjoner for fremtidig referanse.
Det nedenstående anvendte uttrykket «elektroverktøy » gjelder for strømdrevne elektroverktøy (med ledning) og batteridrevne elektroverktøy (uten ledning).
1) Sikkerhet på arbeidsplassen
a) Hold arbeidsområdet rent og ryddig og sørg for bra belysning. Rotete arbeidsområder eller arbeidsområder uten lys kan føre til ulykker.
b) Ikke arbeid med elektroverktøyet i eksplosjonsutsatte omgivelser – der det befinner seg brennbare væsker, gass eller støv. Elektroverktøy lager gnister som kan antenne støv eller damper.
c) Hold barn og andre personer unna når elektroverktøyet brukes. Hvis du blir forstyrret under arbeidet, kan du miste kontrollen over elektroverktøyet.
2) Elektrisk sikkerhet
a) Støpselet til elektroverktøyet må passe inn i stikkontakten. Støpselet må ikke forandres på noen som helst måte. Ikke bruk adapterstøpsler sammen med jordede elektroverktøy. Bruk av støpsler som ikke er forandret på og passende stikkontakter reduserer risikoen for elektriske støt.
b) Unngå kroppskontakt med jordede overflater slik som rør, ovner, komfyrer og kjøleskap. Det er større fare ved elektriske støt hvis kroppen din er jordet.
c) Hold elektroverktøyet unna regn eller fuktighet. Dersom det kommer vann i et elektroverktøy, øker risikoen for elektriske støt.
d) Ikke bruk ledningen til andre formål, f. eks. til å bære elektroverktøyet, henge det opp eller trekke det ut av stikkontakten. Hold ledningen unna varme, olje, skarpe kanter eller verktøydeler som beveger seg. Med skadede eller sammenfiltrede ledninger øker risikoen for elektrisk støt.
e) Når du arbeider utendørs med et elektroverktøy, må du kun bruke en skjøteledning som er egnet til utendørs bruk. Når du bruker en skjøteledning som er egnet for utendørs bruk, reduseres risikoen for elektrisk støt.
f) Hvis det ikke kan unngås å bruke elektroverktøyet i fuktige omgivelser, må du bruke en jordfeilbryter. Bruk av en jordfeilbryter reduserer risikoen for elektriske støt.
3) Personsikkerhet
a) Vær oppmerksom, pass på hva du gjør, gå fornuftig frem når du arbeider med et elektroverktøy. Ikke bruk elektroverktøy når du er trett eller er påvirket av narkotika, alkohol eller medikamenter. Et øyeblikks uoppmerksomhet ved bruk av elektroverktøyet kan føre til alvorlige skader.
b) Bruk personlig verneutstyr og husk alltid å bruke vernebriller. Bruk av personlig verneutstyr som støvmaske, sklisikre vernesko, hjelm eller hørselvern - avhengig av type og bruk av elektroverktøyet - reduserer risikoen for skader.
c) Unngå å starte verktøyet ved en feiltagelse. Forviss deg om at elektroverktøyet er slått av før du kobler det til strømmen og/eller batteriet, løfter det opp eller bærer det. Hvis du holder fingeren på bryteren når du bærer elektroverktøyet eller kobler elektroverktøyet til strømmen i innkoblet tilstand, kan dette føre til uhell.
d) Fjern innstillingsverktøy eller skrunøkler før du slår på elektroverktøyet. Et verktøy eller en nøkkel som befinner seg i en roterende verktøydel, kan føre til personskader.
e) Unngå en unormal kroppsholdning. Sørg for å stå stødig og i balanse. Dermed kan du kontrollere elektroverktøyet bedre i uventede situasjoner.
f) Bruk alltid egnede klær. Ikke bruk vide klær eller smykker. Hold hår, tøy og hansker unna deler som beveger seg. Løstsittende tøy, smykker eller langt hår kan komme inn i deler som beveger seg.
g) Hvis det kan monteres støvavsug- og oppsamlingsinnretninger, må du forvisse deg om at disse er tilkoblet og brukes på korrekt måte. Bruk av et støvavsug reduserer farer på grunn av støv.
h) Selv når du er blitt vant til verktøyet, må du ikke bli sløv og ignorere sikkerhetsreglene for verktøyet. En uforsiktig handling kan forårsake alvorlig personskade i løpet av et brøkdels sekund.
4) Omhyggelig bruk og håndtering av elektroverktøy
a) Ikke overbelast verktøyet. Bruk et elektroverktøy som er beregnet til den type arbeid du vil utføre. Med et passende elektroverktøy arbeider du bedre og sikrere i det angitte effektområdet.
b) Ikke bruk elektroverktøy med defekt på/-av-bryter. Et elektroverktøy som ikke lenger kan slås av eller på, er farlig og må repareres.
c) Trekk støpselet ut av stikkontakten og/eller fjern batteriet (hvis demonterbart) før du utfører innstillinger på elektroverktøyet, skifter tilbehør eller legger maskinen bort. Disse tiltakene forhindrer en utilsiktet starting av elektroverktøyet.
d) Elektroverktøy som ikke er i bruk, må oppbevares utilgjengelig for barn. Ikke la maskinen brukes av personer som ikke er fortrolig med dette eller ikke har lest disse anvisningene. Elektroverktøy er farlige når de brukes av uerfarne personer.
e) Vær nøye med vedlikeholdet av elektroverktøyet og tilbehøret. Kontroller om bevegelige verktøydeler fungerer feilfritt og ikke klemmes fast, og om deler er brukket eller skadet slik at dette innvirker på elektroverktøyets funksjon. Få disse skadde delene reparert før elektroverktøyet brukes. Dårlig vedlikeholdte elektroverktøy er årsaken til mange uhell.
f) Hold skjæreverktøyene skarpe og rene. Godt stelte skjæreverktøy med skarpe skjær setter seg ikke så ofte fast og er lettere å føre.
g) Bruk elektroverktøy, tilbehør, verktøy osv. i henhold til disse anvisningene. Ta hensyn til arbeidsforholdene og arbeidet som skal utføres. Bruk av elektroverktøy til andre formål enn det som er angitt, kan føre til farlige situasjoner.
h) Hold håndtak og gripeflater tørre, rene og uten olje eller fett. Glatte håndtak og gripeflater hindrer sikker håndtering og styring av verktøyet i uventede situasjoner.
5) Service
a) Elektroverktøyet ditt skal alltid kun repareres av kvalifisert fagpersonale og kun med originale reservedeler. Slik opprettholdes maskinens sikkerhet.
2 Tekniske data
P250B P355B P500B P630B
Grunnmaskin CNC SA/VA:
Rør – sveiseområde ∅ (mm) .....90-250 ..... 90-355..... 200-500 ..... 315-630
Rør - sveiseeffekt....SDR-rekker se sveising tabeller heftet + notat maks. Trykk hydraulikaggregat
Maks. sylinderløft (mm) 150 150 200 200
Total – sylinderoverflate (cm²) 6,26 6,26 14,13 14,13
Hovedmål:
Lengde (mm)....810....795....1300....1300
Bredde (mm) 485 600 900 1060
Høyde (mm)....415 .... 535.... 800 .... 920
max. Vekt * (SA kg) ....59,0 ....80,2.... 238,5 .... 323,4
max. Vekt * (VA kg) 61,3 83,8
* inkl. reduksjons-spenninnsats for den minste rørdiameter
Freseinnretning:
Elektrisk tilkobling ....230 V ....230 V .... 400 V, 3\~ .... 400 V, 3\~
50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
Lydtrykknivå dB(A) L pA | K pA ....62 | 3....68 | 3
Lydeffektnivå dB(A) LWA | KWA....73 | 3....79 | 3
Vekt (kg) 33,7 38,2
P250B P355B P500B P630B
Totalanlegg:
Elektrisk Total sluttverdi (kW) 3,2 4,3 7,2 11,7
Støynivået kan overskride 85 dB (A) under arbeid. Bruk hørselsvern!
3 Funksjon av enheten
3.1 Maskinbeskrivelse
ROWELD P250-630B Premium CNCer kompakte, transportable varmeelement stumpsveisemaskiner med CNC-modul for lagring av sveiseparametere i henhold til DVS-retningslinjen og protokolloverføring via USB-kobling. De er spesielt utviklet for bruk på byggeplasser - og her spesielt i rørkanaler. Det er selvfølgelig også mulig å bruke maskinen i et verksted.
Sveising av rør-til-rør-tilkoblinger samt T-stykker, rørbøyninger og sveisekraver kan produseres.
Maskinen er hovedsaklig bygget opp av:
Grunnmaskin, reduksjons-spenninnsats, hydraulikkaggregat med CNC-modul, freseinnretning, varmeelement, innstillingsboks.
ROWELD P250B Premium CNC: Ved sveising av røralbuer med radius lik maks. diameter på maskinen, kan det brukes ekstra tibehør „skrått spennverktøy overdel“.
ROWELD P500-630B Premium CNC: For å løfte opp og ned fres og varmeelement kan det monteres en elektrisk løfteinnretning som ekstra tilbehør.
3.1.1 Grunnmaskin (A)
| 1 | Bevegelige spennelementer | 3 | Distansestykke med läsespor |
| 2 | Forskyvbart spennelement | 4 | Varmeelement uttrekksinnretning |
3.1.2 Hydraulikkaggregat (B)
| 1 | Tast Automatikk | 12 | Tast Timer (tid) |
| 2 | Trykkindikator | 13 | Stikkontakt freseinnretning |
| 3 | Tast Slipp av trykk | 14 | Hurtigkobling muffe |
| 4 | Dreieknapp | 15 | Hurtigkobling støpsel |
| 5 | Tast Fres | 16 | Kontakt varmeelement |
| 6 | Tast på/av | 17 | Støpsel |
| 7 | Tast Oppvarming | 18 | Nødstopp |
| 8 | "Kjøre ut" maskinen | 19 | Touch-PC |
| 9 | Indikator Temperatur og tid | 20 | Oljefylling med peilepinne |
| 10 | Godkjenningstast | 21 | USB-kobling |
| 11 | "Kjøre inn" maskinen | 22 | Tilkobling basismaskin |
Hydraulikkaggregatet gir mulighet for følgende handlinger (merket med symboler) på sveisemaskinen:

Tast for hydraulikkaggregat på/av

Trykk på tasten „Oppvarming“ for å slå på varmeelementet. Still inn ønsket temperatur på varmeelementet ved å trykke på tasten „Oppvarming“ og dreie på dreiebryteren, verdien vises på temperaturindikatoren, deretter vil den aktuelle nå-verdien vises

Med dreieknappen stilles inn trykk for fresing, utjevning, oppvarming og fuging, verdien vises på trykkindikatoren. 3 sekunder etter innstilling skifter indikatoren til aktuell nåverdi. Ved å trykke på dreiebryteren kan serviceparametere vises og endres

For å kjøre sammen spennelementene, trykk godkjenningstasten og „Kjør maskin inn“

Tast Slipp av trykk

For å kjøre fra hverandre spennelementene, trykk godkjenningstasten og „Kjør ut maskin“

Trykk godkjenningstasten og tasten Fres samtidig for å slå på stikkontakten for fresen. Trykket stilles inn automatisk til 10 bar og kan økes til maksimalt 20 ved hjelp av dreieknappen. (Ved spesielt brukstilfelle, f.eks. i skråninger, kan det stilles inn maks 50bar ved å endre P0004)

Aktiver Timer ved å trykke en gang på tasten. Ved å trykke på tasten og dreie på dreieknappen kan tiden t1 stilles inn, i sekunder. Ved å trykke lenge på tasten kobles det om til t4. Ved å trykke på tasten og dreie på dreieknappen kan tiden t4 stilles inn, i minutter. Ved å trykke kort på timer-tasten når timerindikator t1 eller t2 lyser blir timeren startet manuelt

Ved å trykke på automatikktasten blir det innstilte trykket overvåket og eventuelt regulert under oppvarmingen (Timer t1 aktiv) og fugeprosessen (Timer t4 aktiv)

Godkjenningstast for bekreftelse av serviceparameter
3.2 Bruksanvisning
Sveiseapparatene er egnet for drift ved omgivelsestemperaturer mellom -10 °C og +40 °C. De er egnet for stasjonær strømforsyning på 230 V 50/60 Hz og 400 V 50/60 Hz. Hvis det brukes et strømaggregat, må sveiseren avklare den nødvendige effekten med produsenten av aggregatet.

Sveisemaskinen skal kun brukes av autoriserte og kvalifiserte fagfolk i henhold til DVS 2212 del 1 eller andre aktuelle regler!
3.2.1 Ta i bruk

Vennligst les bruksanvisningen og sikkerhetsanvisningene nøye før bruk av sveisemaskinen!

Varmeelementet skal ikke brukes i eksplosjonsfarlige områder og må ikke komme i kontakt med lett antennelige materialer.

Hold sikker avstand til maskinen, ikke stig inn i eller sett hånden inn i maskinen. Hold andre personer unna arbeidsområdet!

Før hver oppstart, kontroller at oljenivået er mellom merken min. og max. på peilepinnen i oljefyllestussen (20), etterfyll eventuelt med hydraulikkolje HLP 46!

Hydraulikkaggregatet skal alltid transporteres og settes opp i vannrett posisjon, ved skråstilling vil det renne ut olje fra fylle-/tappe-åpningen (ved peilepinnen)!

Ved fare, trykk nødstopp-knappen (18). Før hver igangkjøring, pass på at nødstopp-knappen ikke er låst!
→ De to hydraulikkslangene på grunnmaskinen kobles med hurtigkobling (14,15) til hydraulikkaggregatet.

Beskytt hurtigkoblingene mot smuss. Utette koblinger skal straks skiftes!
→ Koble støpsel freseinnretning til stikkontakt (13), støpsel varmeelement til tilkoblingen (16) og støpsel basismaskin til tilkoblingen (22).
→ Koble støpselet på hydraulikkaggregatet (17) til strømforsyningen, kontroller data mot type-skiltet. Dersom start-skjermbildet ikke vises, lås opp nødstoppknappen, du hører en signal-tone og det tennes et punkt i indikatoren (2).
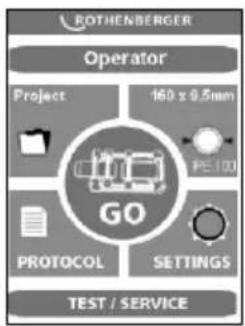
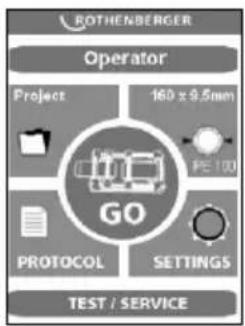
Ved første gangs bruk, kontroller dato og tid. Trykk da på knappen GO. (For endring, se punkt 3.6). For å avslutte, trykk på EXIT i menyen.
Når du trykker tasten GO og det ikke er tilkoblet noen basismaskin, vises følgende melding:
„OBS! Ingen basismaskin funnet. Vennligst koble til“
Dersom feilmeldingen kommer igjen etter tilkobling, da er tilkoblingen defekt, men det er likevel mulig å sveise og protokollføre i Premiummodus (se 3.2.4).
→ Velg språk ved første gangs bruk. Fra fabrikken er det valgt tysk. For å endre, trykk Settings og skift til Settings 2 med OK.

Velg ønsket språk med piltastene og bekreft med OK. Det valgte språket lagres etter den første sveiseprosessen.
Det er mulig å sette skjermen i Standby Modus, skjermspareren aktiveres när hydraulikken slås av med tasten (6).
→ Slå på hydraulikkaggregatet (trykk tast (6)).
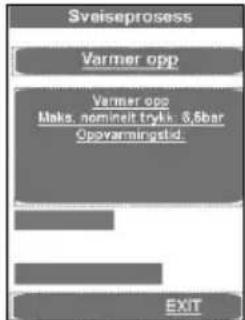
Etter innkobling varmes varmeelementet opp.
Fare for brannskader! Varmeelementet kan nå en temperatur på 300° C og skal derfor straks settes i innstillingsboksen etter bruk!
Ved å trykke lenge på tasten (7) kan oppvarmingen stoppes, punktet i indikatoren (9) slukker, du må trykke en gang til for å starte oppvarmingen igjen.
Hydraulikk ROWELD P500-630B: Kontroller rotasjonsretning! Fra fabrikken er maskinen stilt inn på rotasjon til høyre. Kjør grunnmaskinen inn eller ut med hydraulikkaggregatet, dersom det ikke skjer noen bevegelse, koble om fasene på støpselet med egnet verktøy!
Anvisning: Ved feil rotasjonsretning skal hydraulikken ikke startes (fare for å ødelegge maskinen).
→ Legg inn eller velg sveiser-navnet „Operator“.


I skjermbildet kan det velges lagrede navn på sveisere (brukere), det kan legges inn nye navn på sveisere eller navn kan slettes ved hjelp av DEL og deretter legges inn på nytt. Alle skjermbilder bekreftes med ENTER eller OK-tast, deretter utføres neste programtrinln. Skjermbildet avsluttes uten å lagre ved å trykke EXIT-tasten.
→ Opprette eller velge prosjekt.


Ved hjelp av skjermbildet kan det velges lagrede prosjekter eller legges inn nye prosjektnavn. Lagre og avslutt ved hjelp av ENTER-tasten.
→ Velg rør.

→ Velg ønsket rør med piltastene og bekreft med OK.
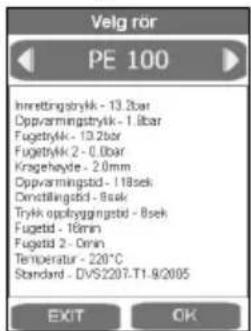

I den følgende oversikten over rørparametere vises rørdata i henhold til DVS-retningslinjen, ved å trykke OK vises vindu for sveisedelene og installasjonsmetode.


Det kan foretas avvik fra standarden ved å trykke på de aktuelle feltene, lagre med ENTER. I punktet Endre standard vil da betegnelsen endres, denne kan senere legges inn i kommentarfeltet før protokollen skrives ut fra PC-en. Etter at rørdataene er bekreftet og lagret med OK vises hovedmenyen på nytt.
Ved P500-630B: For å løfte fresen og varmeelementet, bruk løfteinnretningen art.nr. 53410 (P500B) henholdsvis 53323 (P630B) eller et egnet verktøy.
3.2.2 Forberedende tiltak for sveising
→ Ved rør som er mindre enn maksimal diameter som kan sveises med maskinen, skal reduksjonsinnsats som passer med røret som skal sveises settes inn og festes med umbra-koskruer. Innsatsene finnes i tilbehøret.
ROWELD P250-355B: består av 6 halvskåler med bredere og 2 halvskåler med smalere spennflate.
ROWELD P500-630B: opp til diameter 450mm består av 6 halvskåler med bredere og 2 halvskåler med smalere spennflate, fra 500mm 8 halvskåler med bredere spennflate.
Pass her på at halvskåler med smalere spennflater skal settes inn i de to ytre nedre grunnspennelementene. Kun ved sveising rør/røralbuer skal de settes inn i venstre grunnspenneelementene opp og nede.
→ Plastrør eller formstykker som skal sveises legges i spenninnretningen (ved lengre rør over 2,5m må det brukes rullebukk), trekk til messingmutterne på de øvre spennverktøyene. Urundheter på rørene kan utjevnes ved å trekke til eller løsne messingmutterne.
→ Ved sveising rør/rør skal distansestykket låses i de to venstre spennelementene (leveringstilstand).

OBS: Distansestykkene skal aldri monteres diagonalt forskjøvet!
Rørene holdes av to spennelementer hver.
→ P250-355B: Ved sveising av rør/fitting skal distansestykkene låses i midtre spennelementer og varmeelementets uttrekksinnretning skal festes i venstre spennelementer. Ved bearbeiding av noen fittings i visse posisjoner, f.eks. albuer vannrett, sveisekrage, er det nødvendig å fjerne varmeelementets uttrekksinnretning.

→ P500-630B: Ved sveising rør/fitting skal distansestykkene svinges rundt og låses i midtre spennelement.

OBS: Distansestykkene skal aldri monteres diagonalt forskjøvet!
→ Røret holdes i tre spennelementer og fittingen i ett spennelement. Spennelement kan da forskyves slik på stangen som plassforholdene ved innspenning og sveising krever.
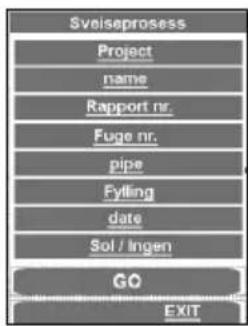
→ Start sveiseprosessen ved å trykke GO.

I den følgende oversikten kan de siste endringene foretas ved å klikke på de aktuelle underpunktene, bekreft med GO.
Ved CNC-drift utføres styringen ved hjelp av touch-skjermen. Alle funksjonene utenom touch-skjermen, unntatt på/av tasten (6) er blokkerte.
Sveiseprosessen kan avbrytes med på/av knappen eller EXIT, tastesperren blir da opphevet og en aktuell melding vises i displayetDisplay.
Ved hjelp av piltastene kjøres maskinen opp
Ved hjelp av EXIT hopper programmet til hovedmenyen uten å lagre.
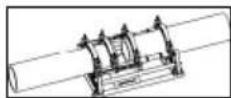
→ Den elektriske freseinnretningen settes inn mellom arbeidsstykkene som skal sveises.
P500-630B: Kontroller rotasjonsretning! Fra fabrikken er maskinen stilt inn på rotasjon til høyre!
→ Slå på freseinnretning ved å trykke på tekstfeltet. Høvelskivene skal gå i skjæreretningen, ellers må fasene byttes om på støpselet ved hjelp av egnet verktøy.


Fare for personskader! Under bruk av freseinnretningen, hold avstand til maskinen og stikk ikke hånden inn i den roterende kniven. Bruk fresen kun i innkjørt posisjon (arbeidsposisjon) og sett den deretter tilbake i innstillingsboksen. Det må alltid sikres at sikkerhetsbryteren i freseinnretningen fungerer, for å unngå at den startes utilsiktet utenfor maskinen!
→ Spennelementene kjøres da automatisk sammen. Fresetrykket kan økes med dreiebryteren (4). Standard er opp til 20bar, fresetrykket kan økes til 50bar, se punkt 3.5.

For høyt fresetrykk kan føre til overoppvarming og skader på fresedrevet. Ved overbelastning eller stopp av fresedrevet, kjør ut maskinen og reduser trykket (s. pt. 3.5)!
→ Etter at høvelspon med spontykkelse <= 0,2mm kommer ubrutt ut av freseren, trykk da på tekstfeltet, freseinnretningen slås av og spennelementene kjøres ut.
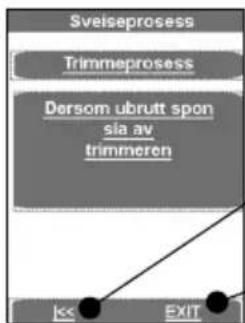
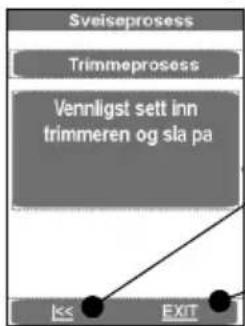
flowchart
graph TD
A["Sveiseprosess"] --> B["Trimmeprosess"]
B --> C["Dersom ubrutt spon sia av trimmeren"]
C --> D["EXIT"]
Ved hjelp av piltastene hopper programmet tilbake til "Vennligst sett inn trimmeren..."
Ved hjelp av EXIT hopper programmet til hovedmenyen uten å lagre
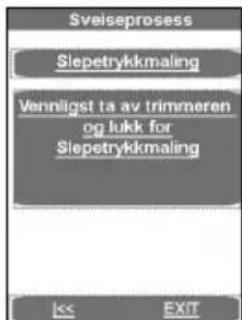
→ Vent til høvelskivene står stille. Ta freseinnretningen ut av grunnmaskinen og sett den i innstillingsboksen.
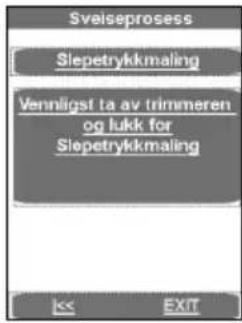
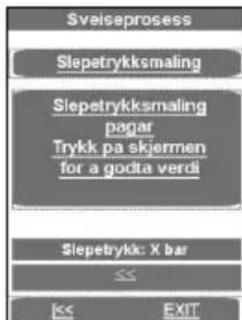
→ Trykk på tekstfeltet, arbeidsstykkene føres sammen og slepetrykket måles.
Det målte slepetrykket blir automatisk lagt til utjevnings-, trykkvarme- og fugetrykket.

Hold sikker avstand til maskinen, ikke stig inn i eller sett hånden inn i maskinen. Hold andre personer unna arbeidsområdet!
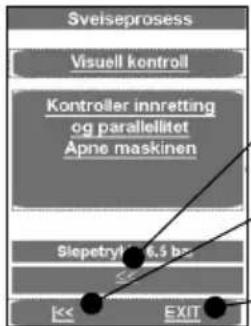
flowchart
graph TD
A["Sveiseprosess"] --> B["Visuell kontroll"]
B --> C["Kontroller innretting og parallellitet Åpne maskinen"]
C --> D["Slepetry 6.5 bps"]
D --> E["EXIT"]
E --> F["<<"]
Ved hjelp av piltastene hopper programmet tilbake til "Slepetrykksmåling"
Ved hjelp av piltastene hopper programmet tilbake til "Vennligst sett inn trimmeren ..."
Ved hjelp av EXIT hopper programmet til hovedmenyen uten å lagre
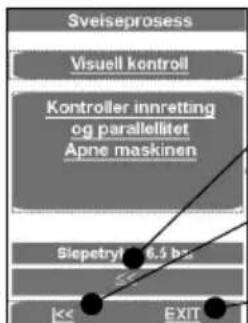
→ Kontroller om rørene sitter fast i spennelementene, og om sveiseflatene er plane, parallelle og aksialt innrettet.
Dersom det ikke er tilfelle må fresingen gjentas. Den aksiale forskyvningen mellom endene på arbeidsstykkene skal (iht. DVS) ikke være større enn 10% av veggtykkelsen og maks spalte mellom planflatene skal ikke være over:
$$ \varnothing \leq 3 5 5 \mathrm{mm} = 0, 5 \mathrm{mm}, \varnothing 4 0 0 \dots < 6 3 0 \mathrm{mm} = 1, 0 \mathrm{mm}, \varnothing 6 3 0 \dots < 8 0 0 \mathrm{mm} = 1, 3 \mathrm{mm}. $$
Vennligst pass på! De freste overflatene som skal sveises skal ikke berøres med hånden, og skal være fri for alt smuss!
3.2.3 Sveiseprosedyre

Klemfare! Ved sammenkjøring av spennverktøyene og rørene, hold alltid sikker avstand til maskinen. Stå aldri i maskinen!
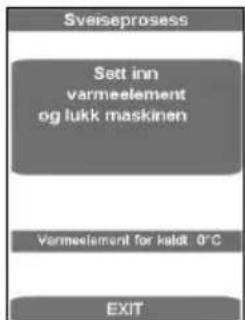
Temperaturen på varmeplaten vises i skjermbildet.
Maskinen kan nå kjøres inn i grønt nominelt område.
→ Varmeelement SA: Varmeelementet settes inn mellom de to arbeidsstykkene i grunnmaskinen, pass da på at festene for varmeplaten sitter fast i sporene på uttrekkingsinnretningen.
→ Varmeelement VA: Sett inn varmeelementet i de to holderne på basismaskinen og swing varmeplaten inn mellom rørene.
→ Kjør sammen maskinen ved å trykke på tekstfeltet, utjevningstrykket stilles inn og opprett-holdes automatisk.
Nå blir alle sveiseparametere lagret og protokollføringen aktiveres.
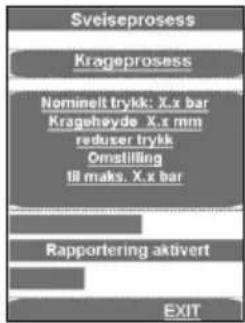
∅vre stolpeindikator viser om trykket er i korrekt område (grønt) eller i godkjent (gult) toleranseområde, eller utenfor toleranseområdet (rød). Det virkelige trykket vises i indikatoren (2).
Så snart den nødvendige fugehøyden er oppnådd jevnt på hele omkretsen av de to rørene, blir trykket automatisk tatt av og oppvarmingsprosessen starter.
→ Still inn trykket slik at det sikres at endene på arbeidsstykkene liger jevnt, nesten trykkløst, an mot varmeelementet.
Kort før slutten av oppvarmingstiden høres et signal.
→ Etter utløpt oppvarmingstid kjøres arbeidsstykkene fra hverandre, varmeelementet SA må tas ut - eller varmeelementet VA svinges ut automatisk - og endene av arbeidsstykkene kjøres sammen.

Trykket økes lineært til det aktuelle fugetrykket.

Når fugetrykket er nådd hopper programmet automatisk til fugeprosedyren og Timer t4 starter.

∅vre stolpeindikator viser om trykket er i korrekt område (grønt) eller i godkjent (gult) toleranseområde, eller utenfor toleranseområdet (rød). Den nedre stolpen viser tiden. Det vikrkelige trykket vises i indikatoren (2) og gjenstående fugetid t4 vises i indikatoren (9).
Trykket overvåkes og opprettholdes automatisk. Ved svært hyppig etterpumping (høyt trykktap), få hydraulikksystemet kontrollert.
→ Sett varmeapparatet tilbake i innstillingsboksen
→ Etter avkjølingstiden blir sveiseprosessen avsluttet, lagret, det høres et signal og trykket slippes av automatisk.

→ Avslutt sveisemenyen med OK.
→ Tapp av trykket fullstendig med tasten (3).
→ Spenn løs arbeidsstykkene og ta dem ut.
→ Kjør grunnmaskinen fra hverandre. Maskien er klar for neste sveisesyklus.
Overføring av protokollen:

I menypunktet Protokoll kan den lagres dersom det er tilkoblet en USB-minnepinne. Vinduet lukker seg så automatisk.
Denne protokollfilen kan behandles med ROTHENBERGER Dataline 2 programmet og en PC. Alle sveiseparametere kan finnes i den vedlagte sveisetabellen.
3.2.4 Sveising i premium-modus

→ Trykk tasten for premium-modus.

Ved hjelp av piltastene kjøres maskinen opp
Ved hjelp av EXIT hopper programmet til hovedmenyen uten å lagre.
→ Den elektriske freseinnretningen settes inn mellom arbeidsstykkene som skal sveises.
→ P250-355B: Slå på fresermotor og lås bryteren.

P500-630B: Kontroller rotasjonsretning! Fra fabrikken er maskinen stilt inn på rotasjon til høyre!
Slå på fresen, trykk tastene(10) og (5) på hydraulikkaggregatet. Høvelskivene skal gå i skjæreretningen, ellers må fasene byttes om på støpselet ved hjelp av egnet verktøy.

Fare for personskader! Under bruk av freseinnretningen, hold avstand til maskinen og stikk ikke hånden inn i den roterende kniven. Bruk fresen kun i innkjørt posisjon (arbeidsposisjon) og sett den deretter tilbake i innstillingsboksen. Det må alltid sikres at sikkerhetsbryteren i freseinnretningen fungerer, for å unngå at den startes utilsiktet utenfor maskinen!
→ Kjør sammen spennelementene (trykk tastene 10 + 11). Still inn fresetrykk med dreieknappen (4). Standard er opp til 20bar, fresetrykket kan økes til 40bar, se punkt 3.5.

For høyt fresetrykk kan føre til overoppvarming og skader på fresedrevet. Ved overbelastning eller stopp av fresedrevet, kjør ut maskinen og reduser trykket (s. pt. 3.5)!
→ Når det kommer høvelspon med spontykkelse <= 0,2mm uavbrtt, trykk tasten Fres (5), kjør ut spennelementene (trykk tastene 10 + 8).

flowchart
graph TD
A["Sveiseprosess"] --> B["Trimmeprosess"]
B --> C["Dersom ubrutt spon sia av trimmeren"]
C --> D["Exit"]
D --> E["SS"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
Ved hjelp av piltastene hopper programmet tilbake til "Vennligst sett inn trimmeren..."
Ved hjelp av EXIT hopper programmet til hovedmenyen uten å lagre
→ Vent til høvelskivene står stille. Ta freseinnretningen ut av grunnmaskinen og sett den i innstillingsboksen.
→ Kjør sammen verktøyene med lavt trykk (trykk tastene 10 + 11) og still inn slepetrykk med dreieknappen (4).
→ Når maskinen kjører med lav hastighet, trykk på skjermen. Det målte slepetrykket blir automatisk lagt til utjevnings-, trykkvarme- og fugetrykket.
→ Kjør sammen spennelementene, still inn trykk som passer til røret og kontroller at arbeid-stykkene sitter fast i spennverktøyene.

Hold sikker avstand til maskinen, ikke stig inn i eller sett hånden inn i maskinen. Hold andre personer unna arbeidsområdet!
flowchart
graph TD
A["Sveiseprosess"] --> B["Visuell kontroll"]
B --> C["Kontroller inmetting og parallellitet Apne maskinen"]
C --> D["Siepetryl 6.4 b%"]
D --> E["EXIT"]
D --> F["<<"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
style F fill:#ffc,stroke:#333
Ved hjelp av piltastene hopper programmet tilbake til "Slepetrykksmåling"
Ved hjelp av piltastene hopper programmet tilbake til "Vennligst sett inn trimmeren ..."
Ved hjelp av EXIT hopper programmet til hovedmenyen uten å lagre
→ Kontroller om sveiseflatene er i flikt i plan, parallelt og aksialt.
Dersom det ikke er tilfelle må fresingen gjentas. Den aksiale forskyvningen mellom endene på arbeidsstykkene skal (iht. DVS) ikke være større enn 10% av veggtykkelsen og maks spalte mellom planflatene skal ikke være over:
$$ \varnothing \leq 3 5 5 \mathrm{mm} = 0, 5 \mathrm{mm}, \varnothing 4 0 0 \dots < 6 3 0 \mathrm{mm} = 1, 0 \mathrm{mm}, \varnothing 6 3 0 \dots < 8 0 0 \mathrm{mm} = 1, 3 \mathrm{mm}. $$
Vennligst pass på! De freste overflatene som skal sveises skal ikke berøres med hånden, og skal være fri for alt smuss!
Sveiseprosess premium-modus:

Klemfare! Ved sammenkjøring av spennverktøyene og rørene, hold alltid sikker avstand til maskinen. Stå aldri i maskinen!
Temperaturen på varmeplaten vises i skjermbildet.
→ Varmeelementet settes inn mellom de to arbeidsstykkene i grunnmaskinen, pass da på at festene for varmeplaten sitter fast i sporene på uttrekkingsinnretningen.
→ Kjør sammen maskinen, utjevningstrykket stilles inn og trykket holdes.
Nå blir alle sveiseparametere lagret og protokollføringen aktiveres.
Dersom sveiseprosessen avbrytes med EXIT, vises meldingen „Avbrutt av bruker“, trykket slippes av og sveiseparameterne lagres. Bekreft meldingen med OK, programmet går til hovedmenyen.

∅vre stolpeindikator viser om trykket er i korrekt område (grønt) eller i godkjent (gult) toleranseområde, eller utenfor toleranseområdet (rød). Det virkelige trykket vises i indikatoren (2).
→ Så snart den øskede limstrenghøyden er nådd jevnt på begge rørene, slipp av trykket med automatikk-tasten (1). Oppvarmingstiden t1 starter.

→ Still inn trykket slik at det sikres at endene på arbeidsstykkene liger jevnt, nesten trykkløst, an mot varmeelementet.
Kort før slutten av oppvarmingstiden høres et signal.
→ Etter utløpt oppvarmingstid, kjør arbeidsstykkene fra hverandre, ta ut varmeelementet og kjør sammen endene på arbeidsstykkene igjen.

→ Kort før kontakt mellom arbeidsstykkeendene (ca.1cm), stopp sammenkjøringen ved å slippe tasten, og trykk den straks på nytt. Trykket økes lineært til det aktuelle fugetrykket.

Når fugetrykket er nådd hopper programmet automatisk til fugeprosedyren og Timer t4 starter.

∅vre stolpeindikator viser om trykket er i korrekt område (grønt) eller i godkjent (gult) toleranseområde, eller utenfor toleranseområdet (rød). Den nedre stolpen viser tiden. Det vikrkelige trykket vises i indikatoren (2) og gjenstående fugetid t4 vises i indikatoren (9).

OBS: Hold tasten for godkjenning (10) og Lukk maskin (11) trykket helt til fugetrykket er nådd, deretter kobles hydraulikken ut og tastene kan slippes!
→ Trykket overvåkes og justeres automatisk. Ved svært hyppig etterpumping (høyt trykktap), få hydraulikksystemet kontrollert.
→ Sett varmeapparatet tilbake i innstillingsboksen
→ Etter avkjølingstiden blir sveiseprosessen avsluttet, lagret, det høres et signal og trykket slippes av automatisk.

→ Avslutt sveisemenyen med OK.
→ Tapp av trykket fullstendig med tasten (3).
→ Spenn løs arbeidsstykkene og ta dem ut.
→ Kjør grunnmaskinen fra hverandre. Maskien er klar for neste sveisesyklus.
Overføring av protokollen:

I menypunktet Protokoll kan den lagres dersom det er tilkoblet en USB-minnepinne. Vinduet lukker seg så automatisk.
Denne protokollfilen kan behandles med ROTHENBERGER Dataline 2 programmet og en PC.
Alle sveiseparametere kan finnes i den vedlagte sveisetabellen.
3.2.5 Ta ut av bruk
→ Slå av hydraulikkaggregatet med tasten (6).

La varmeelementet kjøle seg, eller lagre det slik at det ikke kan antenne materialer i nærheten!
→ Trekk støpslene på freseinnretningen, varmeelementet og og hydraulikkaggregatet ut av stikkontaktene, og vikle opp kablene.

Hydraulikkaggregatet skal alltid transporteres og settes opp i vannrett posisjon, ved skråstilling vil det renne ut olje fra fylle-/tappe-åpningen (ved peilepinnen)!
→ Koble fra og vikle opp hydraulikkslangene.

OBS: Beskytt koblingene mot smuss!
3.3 Genrelle krav
Da nedbør og omgivelser påvirker sveisingen, må alltid de aktuelle angivelsene i DVS - retnignslinjene 2207 del 1, 11 og 15 overholdes. Utenfor Tyskland gjelder de aktuelle nasjonale retningslinjene.
Sveisingen skal overvåkes kontinuerlig og nøye!
3.4 Viktige anvisninger om sveiseparametere
Alle nødvendige sveiseparametere som temperatur, trykk og tid kan finnes i DVS - retningslinjene 2207 del 1, 11 og 15. Utenfor Tyskland gjelder de aktuelle nasjonale retningslinjene.
Kontakt: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel.: +49 (0) 211 / 15 91 - 0
Email: media@dvs-hg.de internet: www.dvs-media.info
I enkelttilfeller skal alltid de materialspesifikke bearbeidsingsparametere fra rørprodusenten sjekkes.
Den angitte sveiseparameterne i den vedlagte sveisetabellen er anslagsverdier, som firmaet ROTHENBERGER ikke tar ansvar for!
De angitte verdiene i sveisetabellen for utlignings- og fugetrykket er beregnet etter følgende formel:
Sveisetrykk P [bar] = Sveiseflate A [mm^2] x Sveisefaktor SF [N/mm^2]
→ Still inn verdien med dreieknappen (4), og trykk kort en gang til på dreieknappen (4), da blinker parameteren igjen i øvre indikator (2).
→ For å avslutte menyen, trykk godkjenningstasten (10), verdien lagres.
* P002 - Effektsparefunksjon:
0 - ingen,
1 – dersom freseren går blir varmeelementet slått av, (Fabrikk setting)
2 – dersom hydraulikkmotoren går blir varmeelementet slått av,
3 - dersom t4 går blir varmeelementet slått av.
3.6 Stille dato og tid

→ Lukk programmet ved å klikke i øvre høyre hjørne.
→ Trykk Start, Setting og deretter Control Panel.
Startlisten er skjult og kan hentes ved å trykke på nedre venstre hjørne.
→ Klikk dato/tid.
→ Rett inn skjermbildet ved å berøre og trekke i dato/tid listen. Velg aktuell tidssone eller legg inn tiden med Current Time.
OBS! Pass på AM / PM! 1:58:09 PM = 13:58:09 / 1:58:09 AM = 01:58:09
→ Bekreft med „Apply“ og „OK“. Lukk Controlpanel med X.

→ Legg inn Reboot på tastaturet som vises og trykk „OK“, PC-en starter på nytt
![Type the name of a program, folder, or document, and Windows will open it for v reboot OK Cancel Brow Funkey 1 2 3 4 5 6 7 8 9 0 - = + q w e r t y u i o p [ ] p a s d f g h j k l ; * ft z x c v n m , . / ← äü : \](/content/2026/04/733840/images/f3fe6f90285f14e62fa506d89674421da44ef5e61bb103e3bce3c3d409109f08.jpg)
3.7 Opprette eller velge maskinkonfigurasjon
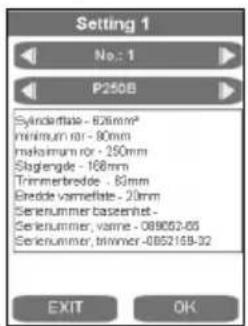
For å velge eller opprette maskinkonfigurasjon, trykk på tasten SETTINGS.

Du kan velge ønsket maskinkonfigurasjon ved hjelp av piltastene.
For å opprette en ny konfigurasjon, bruk piltast høyre til f.eks neste nr. 2.


Ved å trykke på det aktuelle feltet vises innleggingsvinduet. Data kan slettes ved å bruke DEL og legges inn på nytt, disse dataene registreres senwere i protokollen.
3.8 Feilmeldinger
Generelt:
| Feilmelding | Feilretting |
| Etter fresingen, ved slepetrykkmålingen går basismaskinen opp i stedet for å trekke seg samen, eller den beveger seg ikke | 1) Kall opp vinduet „TEST/SERVICE“, kontroller „Posisjon“ - skal være < 102) Med programmet „første gangs bruk“ innstilles retningsmålesystemets posisjon |
| Feilmelding | Betegnelse | Feilretting |
| Kode 1 Utjevningstrykk for høyt Test hydraulikken utten basismaskinen, bygg opp 100 bar, sammenlign skalverdi med faktisk verdi, differensen skal være mindre enn 5 bar | ||
| Kode 2 Utjevningstrykk for høyt | ||
| Kode 4 Oppvarmingstrykk for høyt | ||
| Kode 8 Oppvarmingstrykk for lite | ||
| Kode 16 Oppvarmingstiden for lang | ||
| Kode 32 Oppvarmingstiden for kort | ||
| Kode 64 Omstillingstiden for lang | ||
| Kode 128 Trykkoppbyggingstiden for lang | ||
| Kode 256 Fugetrykk for høyt | ||
| Kode 512 Fugetrykk for lite | ||
| Kode 1024 Fugetiden for kort | ||
| Kode 2048 Temperaturen på varmeelement for lav | 1) Sammenlign temperaturen på varmeelementet med viseren på dis-playet2) Sett parameter P0002 til „0“3) Beskytt varmeplaten fra sterk vind | |
| Kode 4096 Avbrutt av bruker | ||
| Kode 8192 Utendørstemperatur ikke målt | ||
| Kode 16384 Fugevei ikke medregnet | ||
| Kode 32768 Varmeelementet ikke fjernet | ||
| Kode 65536 Avkjølingstid nr 2 ikke medregnet | ||
| Kode 131072 Temperaturen på varmeelement for høy | Sammenlign temperaturen på var-meelementet med viseren på displayet | |
| Error Dataline 2.0exe | Kall opp denne filen midt i skjermen som standard (default)1) „GO“ lukk skjermen2) Dobbeltklikk på „default“3) Start maskinen på nytt | |
Styring:
| Feilmelding | Betegnelse | Feilretting |
| SER Servicedato nådd, service kreves | Få gjennomført service | |
| ERR1 Absolutt trykk ikke nådd Kontroller oljenivå, kontroller trykksensor, ventielr defekt, motor defekt | ||
| PE-2 | Trykksensor -24V defekt | Skift trykksensor |
| ERR5 | Oljetemperatur 70°C – Stopp! | Vent til oljetemperatur er under 50°C |
| HE-1 | Varmeelement ikke tilkoblet, følerbrudd | Skift føler |
| HE-0 | Varmeelement for varmt | Kontroller temperatur, kontroller innstilling, skift føler |
| HE-2 | Varmeelement for kaldt | Kontroller temperatur, kontroller innstilling, skift føler |
4 Pleie og vedlikehold
For å opprettholde funksjonen av maskinen skal følgende punkter følges:
- Føringsstengerne må holdes fri for smuss. Ved skader på overflatene skal føringsstengerne skiftes da dette eventuelt føre til trykktap.
- For å opprettholde feilfri sveising er det nødvendig å holde varmeelementet rent. Ved skader på overflatene skal varmeelementet lakkeres på nytt eller skiftes ut. Materialrester på va- remflaten reduserer slippegenekapene og kan fjernes med papir og vaskemiddel med en Etanolinnhold >99,8 % (i henhold til DVS 2207) (kun ved kaldt varmeelement!).
- Hydraulikkoljen (HLP – 46 art.nr.: 53649) skal skiftes hver 12. måned.
- For å unngå funksjonsfeil skal hydraulikkanlegget kontrolleres regelmessig for tetthet,
- at skruene sitter godt og at strømkablene er i orden.
- Hydraulikk-hurtigkoblingene på hydraulikkaggregatet skal beskyttes mot smuss. Ved tilsmussig må de rengjøres før tilkobling.
- Freseinnretningen er utstyrt med to dobbeltsidig slipte kniver. Ved redusert skjæreeffekt kan knivene snus eller skiftes av nye.
- Du må alltid passe på at røret/endene som bearbeides, spesielt frontendene, er frie for smuss. Ellers kan levetiden av knivene reduseres.

Det skal gjennomføres årlig kontroll i henhold til DVS 2208, ved produsenten eller et autorisert serviceverksted. Ved maskiner med belastning over det manlige skal kontrol-Isyklusen forkortes!
5 Tilbehør
Du finner passende tilbehør i hovedkatalogen eller på www.rothenberger.com
6 Kundeservice
ROTHENBERGER servicesentere kan hjelpe deg (se liste i katalogen eller på nettet) og reservedeler/service kan du også få fra de samme stedene. Bestill tilbehør og reservedeler fra din spesialistforhandler eller bruk RO SERVICE+ online: +49 (0) 61 95/ 800 8200
+ 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Avfallsdumping
Deler av apparatet er verdifulle stoffer, og kan tilføres resirkuleringen. Du kan bruke tillatte og sertifiserte resirkuleringsbedrifter til dette. For miljøvennlig avfallsdumping av de delene som ikke kan resirkuleres (f.eks. elektronikksøppel) spør du vennligst etter hos ansvarlige for avfallsdumping.

Elektroverktøy og batterier må ikke kastes i vanlig søppe!
Kun for EU-land: Ifølge det europeiske direktivet 2012/19/EU om brukt elektrisk og elektronisk utstyr og gjennomføringen av dette i nasjonalt lovverk må elektroverktøy som ikke lenger kan brukes, og ifølge det europeiske direktivet 2006/66/EC må defekte eller brukte oppladbare batterier / engangsbatterier, sorteres og gjenvinnes på en miljøvennlig måte.
Sisältö Sivu
1 Turvallisuus 219


- EU-FÖRSÄKRAN
- TODISTUS EU-STANDARDINMUKAISUUDESTA
- Tekniske data.... 152
- Enhedens funktion.... 153
- Formålsbestemt anvendelse
- Affaldsbehandling
- Tekniske data.... 198
- Funksjon av enheten.... 199
- Pleie og vedlikehold....217
- Tilbehør 217
- Kundeservice....217
- Avfallsdumping 217
- Kjennetegn i dette dokumentet:
- Sikkerhetsmerknader
- Forskriftsmessig bruk
- Generelle advarsler for elektroverktøy
- Tekniske data
- Grunnmaskin CNC SA/VA:
- Freseinnretning:
- Totalanlegg:
- Funksjon av enheten
- Maskinbeskrivelse
- Grunnmaskin (A)
- Hydraulikkaggregat (B)
- Bruksanvisning
- Ta i bruk
- Forberedende tiltak for sveising
- Sveiseprosedyre
- Overføring av protokollen:
- Sveising i premium-modus
- Sveiseprosess premium-modus:
- Ta ut av bruk
- Genrelle krav
- Viktige anvisninger om sveiseparametere
- Stille dato og tid
- Opprette eller velge maskinkonfigurasjon
- Feilmeldinger
- Pleie og vedlikehold
- Tilbehør
- Kundeservice
- Avfallsdumping
- Sisältö Sivu
- Turvallisuus 219
Merke : ROTHENBERGER
Modell : ROWELD P500B Premium CNC SA
Kategori : Industrimaskin