
ROWELD P500B Premium CNC SA - Industrimaskin ROTHENBERGER - Gratis bruksanvisning och manual
Hitta enhetens manual gratis ROWELD P500B Premium CNC SA ROTHENBERGER i PDF-format.

| Produkttyp | Stumsvetsmaskin för plaströr |
| Märke | Rothenberger |
| Modell | ROWELD P500B Premium CNC SA |
| Rörsvetsområde | 200 - 500 mm diameter |
| Max. cylinder slaglängd | 200 mm |
| Total cylinderarea | 14,13 cm² |
| Basmaskinens mått (L x B x H) | 1300 x 900 x 800 mm |
| Basvikt (max.) | 238,5 kg (med insatser) |
| Fräsens strömförsörjning | 400 V trefas, 50/60 Hz, 1,75 A |
| Fräseffekt | 1210 W förbrukad / 750 W nominell |
| Fräsmotorns rotationshastighet | 140 min⁻¹ |
| Värmeelementströmförsörjning | 400 V trefas, 4000 W |
| Värmeelementdiameter | 540 mm |
| Hydraulenhetens strömförsörjning | 400 V trefas, 50/60 Hz, 2,75 A |
| Hydraulenhetens effekt | 1905 W förbrukad / 1100 W nominell |
| Max. hydraultryck | 135 bar |
| Oljetankkapacitet | 3,8 L |
| Rekommenderad hydraulolja | HLP 46 (ref. 53649) |
| Totalvikt komplett installation | Cirka 350 kg (uppskattning) |
| Transportlåda mått | 2240 x 1300 x 1500 mm |
| Huvudfunktioner | Stumsvetsning med CNC-styrning, parameterregistrering, USB-överföring av protokoll, Premium-läge |
| Underhåll | Rengöra ledarstänger, byta olja var 12:e månad, kontrollera täthet |
| Säkerhet | Nödstopp, termiskt skydd, säkerhetsbrytare på fräsen |
| Reservdelar | Tillgängliga via Rothenbergers kundservice (insatser, fräsblad, etc.) |
Vanliga frågor - ROWELD P500B Premium CNC SA ROTHENBERGER
Användarfrågor om ROWELD P500B Premium CNC SA ROTHENBERGER
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Industrimaskin i PDF-format gratis! Hitta din manual ROWELD P500B Premium CNC SA - ROTHENBERGER och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. ROWELD P500B Premium CNC SA av märket ROTHENBERGER.
BRUKSANVISNING ROWELD P500B Premium CNC SA ROTHENBERGER
Vi försäkrar på eget ansvar att denna produkt uppfyller de angivna normerna och riktlinjerna.
EU-SAMSVARSERKLÆRING
1 Anvisningar om säkerhet 173
1.1 Föreskriven användning 173
1.2 Allmänna säkerhetsanvisningar för elverktyg 173
2 Teknisk data.... 174
3 Funktion hos enheten....175
3.1 Beskrivning 175
3.1.1 Basmaskin (A) 176
3.1.2 Hydraulaggregat (B) 176
3.2 Bruksanvisning 177
3.2.1 Idrifttagning 177
3.2.2 Åtgärder för att förbereda svetsen 179
3.2.3 Svetsning 182
3.2.4 Svetsning i premium-läge 184
3.2.5 Urdrifttagning 188
3.3 Allmänna krav 188
3.4 Viktig information om svetsdata.... 189
3.5 Inställning av parametrar 189
3.6 Inställning av datum och tid 190
3.7 Maskinkonfigurationer, skapa och välja.... 191
3.8 Felmeddelanden 192
4 Skötsel och underhåll 193
5 Tillbehör 193
6 Kundservice....194
7 Avfallshantering 194
Symboler i detta dokument:

Fara!
Denna symbol varnar för personskador.
OBS!
Denna symbol varnar för skador på material eller miljö.
→ Uppmaning till att agera
1.1 Föreskriven användning
ROWELD P250-630B Premium CNC är endast avsedd för produktion av svetsfogar av PE-, PP- och PVDF-rör enligt de tekniska specifikationerna. Användaren ansvarar för skador som uppstår pga. ej avsedd användning.
1.2 Allmänna säkerhetsanvisningar för elverktyg

WARNING! Läs alla säkerhetsvarningar, instruktioner, illustrationer och specifikationer som ingår med detta elverktyg.
Fel som uppstår till följd av att instruktionerna nedan inte följts kan orsaka elstöt, brand och/eller allvarliga personskador.
Förvara alla varningar och anvisningar för framtida bruk.
Nedan använt begrepp "Elverktyg" hänför sig till nätdrivna elverktyg (med nätsladd) och till batteridrivna elverktyg (sladdlösa).
1) Arbetsplatssäkerhet
a) Håll arbetsplatsen ren och välbelyst. Oordning på arbetsplatsen och dåligt belyst arbetsområde kan leda till olyckor.
b) Använd inte elverktyget i explosionsfarlig omgivning med brännbara vätskor, gaser eller damm. Elverktygen alstrar gnistor som kann antända dammet eller gaserna.
c) Håll under arbetet med elverktyget barn och obehöriga personer på betryggande avständ. Om du störs av obehöriga personer kan du förlora kontrollen över elverktyget.
2) Elektrisk säkerhet
a) Elverktygets stickpropp måste passa till vägguttaget. Stickproppen får absolut inte förändras. Använd inte adapterkontakter tillsammans med skyddsjordade elverktyg. Oförändrade stickproppar och passande vägguttag reducerar risken för elektriskt slag.
b) Undvik kroppskontakt med jordade ytor som t. ex. rör, värmeelement, spisar och kylskåp. Det finns en större risk för elektriskt slag om din kropp är jordad.
c) Skydda elverktyget mot regn och väta. Tränger vatten in i ett elverktyg ökar risken för elektriskt slag.
d) Missbruka inte nätsladden och använd den inte för att bära eller hänga upp elverktyget och inte heller för att dra stickproppen ur vägguttaget. Håll nätsladden på avständ från värme, olja, skarpa kanter och rörliga maskindelar. Skadade eller tilltrasslade ledningar ökar risken för elstöt.
e) När du arbetar med ett elverktyg utomhus använd endast förlängningssladdar som är avsedda för utomhusbruk. Om en lämplig förlängningssladd för utomhusbruk används minskar risken för elstöt.
f) Använd ett felströmsskydd om det inte är möjligt att undvika elverktygets användning i fuktig miljö. Felströmsskyddet minskar risken för elstöt.
3) Personsäkerhet
a) Var uppmärksam, kontrollera vad du gör och använd elverktyget med förnuft. Använd inte elverktyget när du är trött eller om du är påverkad av droger, alkohol eller mediciner. Under användning av elverktyg kan även en kort ouppmärksamhet leda till allvarliga kroppsskador.
b) Bär alltid personlig skyddsutrustning och skyddsglasögon. Den personliga skyddsutrustningen som t. ex. dammfiltermask, halkfria säkerhetsskor, hjälm eller hörselskydd – med beaktande av elverktygets modell och driftsätt – reducerar risken för kroppsskada.
c) Undvik oavsiktlig igångsättning. Kontrollera att elverktyget är fränkopplat innan du ansluter stickproppen till vägguttaget och/eller ansluter/tar bort batteriet, tar upp eller bär elverktyget. Om du bär elverktyget med fingret på strömställaren eller ansluter påkopplat elverktyg till nätströmmen kan olycka uppstå.
d) Ta bort alla inställningsverktyg och skruvnycklar innan du kopplar på elverktyget. Ett verktyg eller en nyckel i en roterande komponent kan medföra kroppsskada.
e) Undvik onormala kroppsställningar. Se till att du står stadigt och håller balansen. I detta fallkan du lätttare kontrollera elverktyget i oväntade situationer.
f) Bär lämpliga kläder. Bär inte löst hängande kläder eller smycken. Håll håret, kläderna och handskarna på avständ från rörliga delar. Löst hängande kläder, smycken och långt här kann dras in av roterande delar.
g) När elverktyg används med dammutsugnings- och -upsamlingsutrustning, se till att dessa är rätt monterade och används på korrekt sätt. Användning av dammutsugning minskar de risker damm orsakar.
h) Låt inte vanan att ofta använda verktygen göra att du blir slarvig och ignorerar verktygets säkerhetsprinciper. En vårdslös åtgärd kan leda till allvarlig personskada inom bråkdelen av en sekund.
4) Korrekt användning och hantering av elverktyg
a) Överbelasta inte elverktyget. Använd för aktuellt arbete avsett elverktyg. Med ett lämpligt elverktyg kan du arbeta bättre och säkrare inom angivet effektområde.
b) Ett elverktyg med defekt strömställare får inte längre användas. Ett elverktyg som inte kan kopplas in eller ur är farligt och måste repareras.
c) Dra stickproppen ur vägguttaget och/eller ta bort batteriet, om det kan tas ut ur elverktyget, innan inställningar utförs, tillbehörsdelar byts ut eller elverktyget lagras. Denna skyddsåtgärd förhindrar oavsiktlig inkoppling av elverktyget.
d) Förvara elverktygen oåtkomliga för barn. Låt elverktyget inte användas av personer som inte är förtrogna med dess användning eller inte läst denna anvisning. Elverktygen är farliga om de används av oerfarna personer.
e) Underhåll elverktyg och tillbehör omsorgsfullt. Kontrollera att rörliga komponenter fungerar felfritt och inte kärvar, att komponenter inte brustit eller skadats; orsaker som kan leda till att elverktygets funktioner påverkas menligt. Låt skadade delar repareras innan elverktyget tas i bruk. Många olyckor orsakas av dåligt skötta elverktyg.
f) Håll skärverktygen skarpa och rena. Omsorgsfullt skötta skärverktyg med skarpa eggar kommer inte så lätt i kläm och går lättare att styra.
g) Använd elverktyget, tillbehör, insatsverktyg osv. enligt dessa anvisningar. Ta hänsyn till arbetsvillkoren och arbetsmomenten. Om elverktyget används på ett sätt som det inte är avsett för kan farliga situationer uppstå.
h) Håll handtag och greppytor torra, rena och fria från olja och fett. Hala handtag och greppytor ger ingen säker hantering och kontroll över verktyget i oväntade situationer.
5) Service
a) Låt endast kvalificerad fackpersonal reparera elverktyget och endast med originalreservdelar. Detta garanterar att elverktygets säkerhet upprätthålls.
2 Teknisk data
| P250B | P355B | P500B | P630B | ||
| Basmaskin CNC SA/VA: | |||||
| Rör- svetsområde ∅ (mm) | 90-250 | 90-355 | 200-500 315-630 | ||
| Rör - svetseffekt | SDR-serien, se bifogade svetstabellerna + max. tryck hydraulikaggregat beakta | ||||
| Max slaglängd (mm) | 150 | 150 | 200 200 | ||
| Totalt - cylindriska ytor (cm2) | 6,26 | 6,26 | 14,13 14,13 | ||
| Huvudmätt: | |||||
| Längd (mm) | 810 | 795 | 1300 1300 | ||
| Bredd (mm) | 485 | 600 | 900 1060 | ||
| Höjd (mm) | 415 | 535 | 800 920 | ||
| max. Vikt * (SA kg) | 59,0 | 80,2 | 238,5 323,4 | ||
| max. Vikt * (VA kg) | 61,3 | 83,8 | |||
* inkl. reducerade spänninsatser för de minsta rördiameter
| Fräs: | ||||
| Elanslutning | 230 V | 230 V | 400 V, 3~ | 400 V, 3~ |
| 50/60 | 50/60 Hz | 50/60 Hz | 50/60 Hz Hz | |
| 3,5 A | 4,8 A | 1,75 A | 2,55 A | |
| Märkeffekt / Avgiven effekt (W) | 750/470 | 1050/650 | 1210/750 | 1770/110 |
| Motorvarvtal (min-1) | 660 | 726 | 140 | 140 |
| Tomgångsvarvtal skärhjul (min-1) | 85 | 66 | 31 | 24 |
| Ljudtrycksnivå dB(A) LpA | KpA | 82 | 3 | 83 | 3 | 48 | 3 | 52 | 3 |
| Ljudeffektnivå dB(A) LWA | KWA | 93 | 3 | 94 | 3 | 59 | 3 | 63 | 3 |
| Vikt (kg) | 15 | 22,4 | 68 | 123 |
| Värmare CNC SA/VA: | ||||
| Elanslutning | 230 V | 230 V | 400 V | 400 V |
| 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | |
| 1500 W | 2500 W | 4000 W | 8000 W | |
| Värmare - Diameter (mm) | 300 | 380 | 540 | 660 |
| Vikt (SA/VA kg) | 5,5/13 | 9,1 | 32 | 49 |
| Isoleringsbox CNC SA/VA: | ||||
| Vikt (SA/VA kg) | 8,2/7,6 | 9,6 | 55 | 70 |
| P250B, P355B P500B, P630BHydraulikaggregat: | ||||
| Elanslutning | 230 V – 50 Hz - 4,17 A | 400 V - 50/60 Hz - 2,75 A | ||
| 230 V – 60 Hz - 4,17 A | ||||
| Märkeffekt / Avgiven effekt (W) | 880/550 | 1905/1100 | ||
| Pumpkapacitet (l/min) | 2,2/ 2,6 | 4,5/ 5,4 | ||
| Olja - tankinnehåll (l) | 1,1 | 3,8 | ||
| max. tryck (bar) | 135 | 135 | ||
| Hydraulik - olja | HLP – 46 (no.: 53649) | |||
| Mätt (LxBxH, mm) | 540 x 310 x 433 | 540 x 310 x 433 | ||
| Ljudtrycksnivå dB(A) LpA | KpA | 62 | 3 | 68 | 3 | ||
| Ljudeffektnivå dB(A) LWA | KWA | 73 | 3 | 79 | 3 | ||
| Vikt (kg) | 33,7 | 38,2 | ||
| P250B | P355B | P500B | P630B | |
| Totalt för anläggningen: | ||||
| EL totalt märkeffekt (kW) | 3,2 | 4,3 | 7,2 | 11,7 |
| Mätt för transportlåda: | ||||
| Längd (mm) | 1200 | 1200 | 2240 | 2240 |
| Bredd (mm) | 800 | 800 | 1300 | 1300 |
| Höjd (mm) | 900 | 900 | 1500 | 1500 |
| Ljudtrycksnivån kan vara högre än 85 dB (A) när man arbetar med produkten. | ||||
3 Funktion hos enheten
3.1 Beskrivning
ROWELD P250-630B Premium CNC är en kompakt, bärbar stumsvetsmaskin med CNC-modul för exakt styrning och lagring av svetsparametrar enligt DVS-anvisningen med dataöverföring via USB-porten, speciellt avsedd för användning på byggarbetsplatser - och här speciellt vid arbete på rör/rörschakt. Naturligtvis går det även att använda maskinerna i verkstad.
Svetsning av rör-till-rör-anslutningar samt T-stycken, rörböjningar och svetsfogar kan produce-ras.
Maskinen består i huvudsak av:
Basmaskin, reducerade spänninsatser, hydraulisk motor med CNC-modul, fräsenhet, värmare, isoleringsbox.
ROWELD P250B Premium CNC: Vid svetsning av rörböjar med en snäv radie på maskinens maxdiameter finns ett tillbehör för att använda avsmalnande spännverktygs övre del.
ROWELD P500-630B Premium CNC: För in- och utlyftning av fräs och värmare kan tillvalet elektrisk lyftanordning användas.
3.1.1 Basmaskin (A)
1 Rörliga spännelement 3 Mellanlägg med spärrar
2 Skjutbart spännelement 4 Uppvärmningsanordning
3.1.2 Hydraulaggregat (B)
| 1 | Knapp Automatik | 12 | Knapp Timer (tid) |
| 2 | Visning av tryck | 13 | Uttag fräs |
| 3 | Knapp Släpp ut tryck | 14 | Snabbkoppling krage |
| 4 | Vred | 15 | Snabbkoppling kontakt |
| 5 | Knapp fräs | 16 | Kontaktanordning värmare |
| 6 | Av/på-knapp 17 Stickkontakt | ||
| 7 | Knapp uppvärmning | 18 | Nödstopp |
| 8 | Maskin „höja“ 19 Touch-PC | ||
| 9 | Visar temperatur och tid | 20 | Oljepåfyllningslock med oljesticka |
| 10 | Frigöringsknapp | 21 | USB-anslutning |
| 11 | Maskin „sänka“ | 22 | Plug-in-enhet basmaskin |
Hydraulaggregatet är markerat med följande symboler för användning av svetsmaskinen:









Knapp hydraulaggregat på och av
Genom att trycka på knappen „värme“ (Heizung) slås värmaren på. Önskad temperatur på värmaren fås genom att trycka på „värme“ och vrida vredet så att det verkliga värdet visas, och där ändra inställningen
Vid vredet för att justera trycket för skärning, justering, uppvärmning och sammanfogning, Värdet visas i displayen „Tryck“ (Druck). 3 sekunder efter inställningsvärdet visas ärvärdet. Genom att trycka på vredet kommer serviceparametrarna att visas och ställas in
För att sammanföra spännementen trycker du på frigöringsknappen och på maskinens „sänk“
Knapp för att släppa ut tryck
För utvidgning av spännementen trycker du på frigöringsknappen och på maskinens „höj“
Tryck på frigöringsknappen och fräsknappen för att slå på fräsinställningen vid eluttaget. Trycket ställs automatiskt in på 10 bar och kan ökas med vredet till max 20. (I särskilda fall, t.ex. vid lutning kan inställning till maximalt 50 bar göras genom att ändra P004)
Timern aktiveras genom att trycka på knappen en gång. Om du trycker på knappen och vrider på vredet kan tiden t1 justeras i sekunder. Håller du ner knappen ändras detta till t4. Om du trycker på knappen och vrider på vredet kan tiden t4 justeras i minuter. Genom ett kort tryck på Timer-knappen när timerindikatorn lyser t1 eller t2, kommer timern att startas manuellt
Genom att trycka på knappen Automatik kommer det inställda trycket att övervakas under uppvärmningen (timern t1 aktiv) och sammanfogningsprocessen (timern t4 aktiv) och justeras vid behov
Släpp knappen för att bekräfta serviceparametrarna
3.2 Bruksanvisning
Svetsmaskinerna är lämpliga för drift i omgivningstemperaturer mellan -10°C och +40°C. De är lämpliga för en stationär strömförsörjning på 230 V 50/60 Hz och 400 V 50/60 Hz. Om en generator används måste svetsaren kontrollera den erforderliga effekten med generators tillverkare.

Svetsmaskinen får endast användas av vederbörligen kvalificerad och lämplig utbildad personal enligt DVS 2212 del 1!
3.2.1 Idrifttagning

Vänligen läs bruksanvisningen och säkerhetsanvisningarna noga innan du använder maskinen!
Använd inte värmeelementet i en explosiv miljö och låt det inte komma i kontakt med brännbart material!
Se till att hålla säkert avständ från maskinen, ställ dig inte i maskinen eller ta tag i den. Håll andra människor borta från arbetsområdet!
Före varje användning ska oljenivån i den hydrauliska enheten kontrolleras vid oljepåfyllningslocket med oljestickan, så den ligger mellan markeringarna min.och max. Fyll på vid behov!
Hydraulaggregatet får endast vara i horisontellt läge vid transport och avställning, vid lutning tränger olja ut från på- och avluftningsenheten med oljestickan!
Tryck på nödstoppsreglaget (18) vid fara. Kontrollera före varje användning att nödstoppsreglaget inte är låst!
→ De bägge hydraulslangarna i basmaskinen ansluts med snabbkoppling (14,15) på den hydrauliska enheten.

Skydda snabbkopplingarna mot föroreningar. Läckande kopplingar måste bytas omedelbart!
→ Anslut nätkontakten för fräsen till fräsuttaget (13), kontakten för värmaren till värmaruttaget (16) och kontakten för basmaskinen till uttaget för basmaskinen (22).
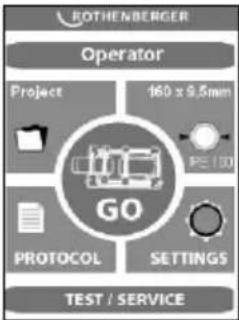
→ Anslut hydraulaggregatets nätkontakt (17) till elnätet enligt specifikationen på märkskylten. Om startskärmen inte visas, släpp nödstoppsknappen, ett pip hörs och skärmen (2) visar en prick.
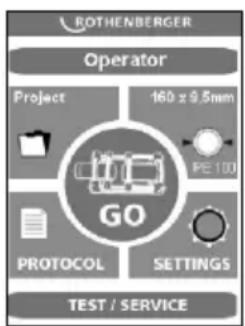
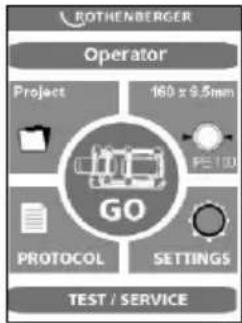
Kontrollera datum och tid vid första start. Tryck sedan på GO-knappen. (För att ändra se avsnitt. 3.6). För att stänga menyn, tryck på EXIT.

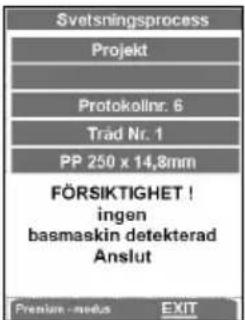
Om GO-knappen har tryckts ner och ingen basmaskin är ansluten visas följande meddelande: „Varning! Ingen basmaskin hittades. Anslut basmaskin“
Om felmeddelandet fortfarande visas när du ansluter är förbindelsen bruten, men det är i premiumläget fortfarande möjligt att svetsa och registrera (se 3.2.4)).
→ Ställa in språk för inledande drift, grundinställningen är tyska. För att ändra inställningar, tryck och bekräfta med OK för att växla till inställning 2.


Använd piltangenterna för att välja önskat språk och klicka på OK. Det valda språket sparas efter den första svetsprocessen.
Det är möjligt att koppla skärmen till viloläge, skärmsläckaren blir aktiv när det hydrauliska systemet stängs av med knappen (6).
→ Slå på den hydraulisk enheten (tryck på knapp (6)).
Efter inkoppling värms värmeelementet upp.
På displayen (9) visas den aktuella temperaturen. Reglaget är aktivt när det tänds en punkt på displayen. När den inställda temperaturen nätts tänds båda lysdioderna (faktisk och inställd). Efter ytterligare 10 minuter är värmaren driftsklar. Kontrollera temperaturen med en termometer.
För att justera temperaturen på värmaren, se avsnitt 3.5.

Risk för brännskador! Värmeelementet kan nå en temperatur på upp till 300 ° C och ska omedelbart ställas tillbaka efter användning i den därför avsedda isoleringsboxen!
Genom att trycka på knappen (7) länge kommer värmaren stängas av, punkten på displayen släcks (9), och värmaren kan sättas på igen genom att knappen trycks in på nytt.
Hydraulisk ROWELD P500-630B: Kontrollera rotation! På fabriken är maskinerna fastklämda medurs. Basmaskinen med hydraulisk drivenhet på eller av kan köras när ingen rörelse sker, koppla om fasvändaren på huvudströmbrytaren med lämpliga verktyg!
! Obs: Vid fel riktning, är hydrauliken inte på (risk för skador)!
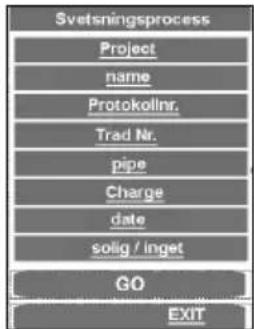
→ Välj eller ange svetsarnamn „operatör“.


Med inmatningsmasken kan sparade svetsare väljas, nya svetsare läggas till eller så kan befintliga namn raderas med DEL och nya kan läggas in. Alla inmatningsmasker bekräftas och sparas med ENTER eller OK, sedan kommer nästa programsteg att visas. EXIT stänger inmatningsrutan utan att spara.
→ Välj eller skapa ett projekt.
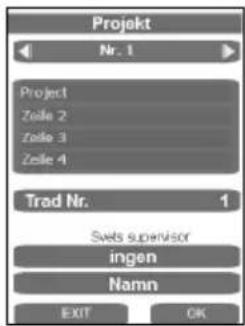

Med inmatningsmasken kan sparade projekt väljas och nya projektnamn anges. Stäng och spara med Enter.
→ Välj rör.
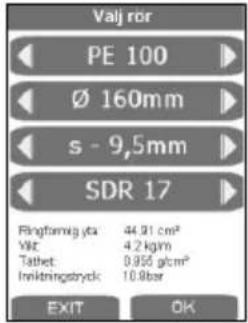
→ Använd piltangenterna för att välja önskat rör och klicka på OK.


I denna sista översikt av rörparametrarna visas rördatan enligt DVS riktlinjer, med OK visas fönstret för svetsdel och inläggningstyp.


Olika standardändringar kan göras genom att trycka på motsvarande visningsfält och spara genom att trycka på ENTER. I punkten Norm ändrar du namnet, detta kan senare anges i fältet Kommentar på datorn innan utskrift av dataloggen/protokollet. Efter att röruppgifterna bekräftats med OK och sparats visas huvudmenyn.
Gäller P500-630B: För lyft av fräsningsenheten och värmare, ska lyftanordning med art.nr 53410 (P500B) eller 53323 (P630B) eller lämpligt verktyg användas.
3.2.2 Åtgärder för att förbereda svetsen
→ För rör som är mindre än den maximala diametern måste enheten förses med reduceringsinsatser för den rördiameter som ska bearbetas med insexskruvarna som finns i tillbehören.
ROWELD P250-355B: bestående av 6 halvskal med bred och 2 halvskal med smal klämyta.
ROWELD P500-630B: består av till 450 mm diameter på 6 halvskal med bred och 2 halvskal med smal klämyta, från 500 mm 8 halvskal med bred klämyta.
Det bör noteras att halv-skalen med den smala klämytan ska införas i de två yttre nedre bass-spännelementen. Endast för rör/rörböjanslutning som kan sättas in i det vänstra gripelementet ovanför och nedanför.
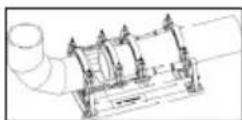
→ Lägg i de plaströr eller beslag som ska svetsas i spännanordningen (vid långa rör över 2,5 m måste rullblock användas) och sätt i mässingsmuttrarna för att dra åt vid det övre fast-spänningsverktyget. Rörens rundhet kan kompenseras genom att dra åt eller los-samässingsmuttrarna.
→ För rör / rör - föreningar måste distanser användas i de bägge vänstra spännelementen (standard).


Varning: Distanserna får aldrig monteras diagonalt!
Rören hålls av två spännelement.
P250-355B: Vid rör/monterings - anslutningar, måste distanserna användas i de bägge mittersta spännelementen och värmaravsågsinställningen hängas upp i de vänstra spännelementen. Vid arbete på vissa rördelar på särskilda platser, t.ex. horisontella böjar eller svetsbuntar är det nödvändigt att ta bort värmaravsågsinställningen.
→ P500-630B: För rör/monterings-föreningar måste distanser snurras och användas i de bägge mittersta spännelementen.

Varning: Distanserna får aldrig monteras diagonalt!
→ Röret sätts in i tre spännelement, monteringen hålls av ett klämelement. Härmed kan det rörliga klämelementet förflyttas på stången, beroende på vilket utrymme som krävs för fast-spänning och svetsning.
→ Starta svetsprocessen med GO.
I denna sista översikt kan du göra ändringar i sista minuten genom att klicka på den relevanta delposten och bekräfta med GO.
Vid CNC-drift utförs styrningen av pekdatorn. Alla funktioner utförs av pekdatorn, då på/avknappen (6) är blockerade.
Svetsprocessen kan avbrytas med på/av-knappen eller EXIT-knappen. Låset släpps sedan och motsvarande meddelande visas på displayen.
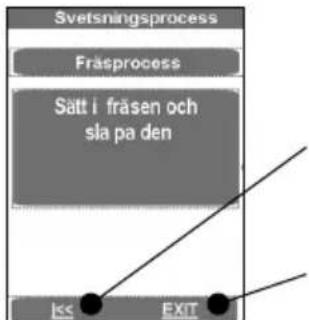
flowchart
graph TD
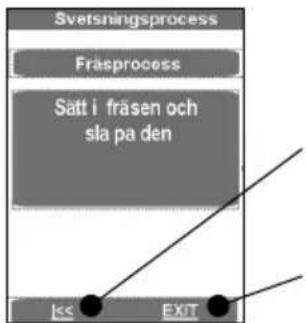
A["Svetsningsprocess"] --> B["Fräsprocess"]
B --> C["Sätt i fräsen och slå på den"]
C --> D["Exit"]
D --> E["Exit"]
Använd pilknapparna så åker maskinen ut
Med EXIT hoppar programmet till huvudmenyn utan att spara
→ Sätt in elfräsen mellan arbetsstyckena som skall svetsas.
→ P250-355B: Slå på fräsermotorn och lås brytaren.
P500-630B: Kontrollera rotation! På fabriken är maskinerna fastklämda medurs!

Fräsenheten slås på genom att trycka på textrutan. Hyvlingsskivorna måste köras i skärriktningen, annars måsta fasvändaren på huvudströmbrytaren kopplas om med ett lämpligt verktyg.

Risk för skador! Under drift av fräsen är det viktigt att att hålla säkert avständ från maskinen så att ingen fastnar i de roterande knivarna. Använd endast fräsen i insatt tillstånd (arbetsläge), och sätt den sedan i den därför avsedda isoleringsboxen. Funktionen hos säkerhetsbrytaren vid fräsen måste alltid kontrolleras för att undvika oavsiktlig start utanför maskinen!
→ Spännelementen går ihop automatiskt. Frästrycket kan ökas med vredet (4). Som standard kan upp till 20 bar möjligt frästryck ökas upp till 50 bar, se avsnitt 3.5.

För högt frästryck kan leda till överhettning och skador på skärenheten. Vid överbelastning eller stillestånd hos fräsen lyfts maskinen och trycket minskas (se avsnitt 3.5)!
→ Efter det att hyvelspan med en tjocklek på <= 0,2 mm kommer ut ur fräsern, tryck på textrutan så stängs fräsenheten och spännelementen åker ut.

flowchart
graph TD
A["Svetsningsprocess"] --> B["Fråsprocess"]
B --> C["Vid obrutna andlosa span"]
C --> D["stäng av fråsen"]
D --> E["EXIT"]
Använd pilknapparna så återgår programmet till "Sätt i fräsen ..."
Med EXIT hoppar programmet till huvudmenyn utan att spara
→ Vänta tills hyvelskivorna står still. Ta ut fräsenheten ur basmaskinen och sätt in den i isoleringsboxen.

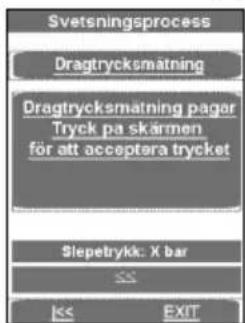
→ Tryck på textrutan så skjuts arbetsstyckena ihop och dragtrycket mäts.
Den uppmätta bromstrycket läggs automatiskt till matchningstryck, blötläggningstryck och fogtryck.

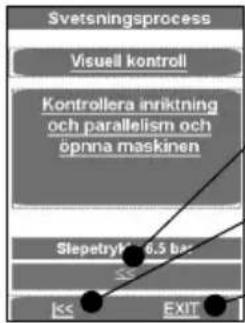
Se till att hålla säkert avständ från maskinen, ställ dig inte i maskinen eller ta tag i den. Håll andra människor borta från arbetsområdet!
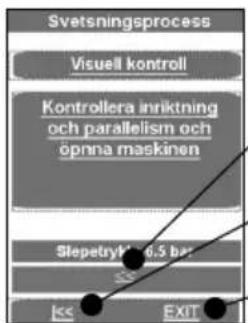
flowchart
graph TD
A["Visuell kontroll"] --> B["Kontrollera inriktning och parallelism och öpna maskinen"]
B --> C["Slepetryl: 0.5 bar"]
C --> D["EXIT"]
D --> E["Exit"]
Använd pilknapparna så återgår programmet till "Dragtrycksmätning"
Använd pilknapparna så återgår programmet till "Sätt i fräsen ..."
Med EXIT hoppar programmet till huvudmenyn utan att spara
→ Kontrollera om rören sitter ordentligt i spännelementen, och att svetsytorna är plana, parallella och axiellt inriktade.
Om detta är inte fallet, måste fräsprocessen upprepas. Den axiella förskjutningen mellan ändarna av arbetsstycket får (enligt DVS) inte är större än 10 % av väggtjockleken, och max. avständ mellan de plana ytorna får inte vara större än:
≤355mm=0,5mm,400...<630mm=1,0mm,630...<800mm=1,3mm.
Använd ett rent verktyg (t.ex. en borste) och ta bort eventuella spån i röret.

Observera! De frästa ytorna som är preparerade för svetsning bör inte vidröras med händerna, och måste vara fri från föroreningar!
3.2.3 Svetsning

Klämrisk! När spännverktygen och rören åker samman är det viktigt att hålla ett säkert avständ till maskinen. Stå aldrig i maskinen!
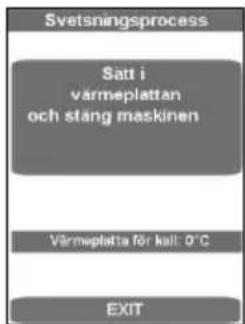
I masken visas värmeplattans temperatur.
Förloppsindikatorn visar när temperaturen är för låg i blått, och när den är för hög i rött och om den är inom standarden i grönt.
Maskinen kan endast köras tillbaka i det gröna standardområdet.
→ Värmare SA: Sätt in värmeelementet mellan de två delarna i basmaskinen och säkerställ att stöden i värmeplattan sitter i skårorna på utsugsmekanismen.
→ Värmare VA: Sätt in värmeelementet på de bägge stöden i basmaskinen och vrid in värmeplattan mellan rören.
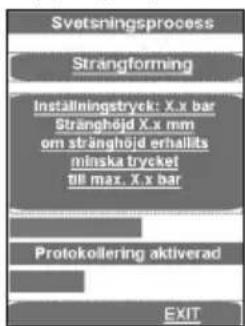
→ Skjut ihop maskinen genom att trycka på textrutan, matchningstrycket ställs in automatiskt och håller trycket.
Nu sparas alla svetsparametrar och loggning aktiveras.
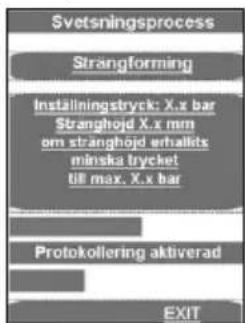
Den övre förloppsindikatorn visar om trycket är i rätt intervall (grön) eller i det tillåtna toleransområdet (gul) eller på gränsen (röd) inom toleransområdet. Den faktiska trycket visas i displayen (2).
När önskad höjd uppnås jämnt runt hela omkretsen av båda rören, släpper trycket automatiskt och uppvärmningsprocessen börjar.

→ Justera trycket så att arbetsstyckenas ändar ligger an liksidigt och nästan trycklöst mot vär-meelementet.
Strax före slutet av uppvärmningen ljuder en signal.
→ Efter att uppvärmningen är klar åker arbetsstyckena automatiskt isär, och värmaren SA måste tas bort, värmaren svängs automatiskt in och arbetsstyckena skjuts ihop.

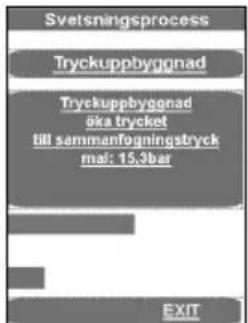
Trycket ökas linjärt till motsvarande sammanfogningstryck.

När sammanfogningstrycket har uppnåtts återgår programmet automatiskt till monteringen, och timern t4 startar.

Den övre förloppsindikatorn visar om trycket är i rätt intervall (grön) eller i det tillåtna toleransområdet (gul) eller på gränsen (röd) inom toleransområdet. Den nedre visar tiden. Det verkliga trycket visas i displayen (2) och den återstående sammanfogningstiden t4 på displayen (9).
Trycket övervakas och justeras automatiskt. Vid alltför kraftig efterpumpning (högt tryckfall) ska hydraulsystemet kontrolleras.
→ Sätt tillbaka värmeelement i isoleringsboxen.
→ Efter kylningen är avslutad är svetsningen klar, sparas, en signal ljuder och trycket släpps automatiskt.

→ Lämna svetsmenyn med OK.
→ Tryck på knapp (3) för hel tömning.
→ Lossa de svetsade arbetsstyckena och ta ut dem.
→ Basmaskinen flyttas isär. Maskinen är klar för nästa svetscykel.
Överföring av data:

I menyalternativet Datalogg (Protokoll) kan dessa sparas genom att trycka på OK, om en USB-enhet är ansluten. Fönstret stängs sedan automatiskt.
Denna loggfil kan redigeras genom att använda programvaran ROTHENBERGER Dataline 2 och en dator.
Samtliga svetsparametrar kan anges ges i de bifogade svetstabellerna.
3.2.4 Svetsning i premium-läge
→ Tryck på knappen Premium-läge.

→ Ange omgivningstemperatur och tryck Enter. Om temperaturen inte visas korrek:

Använd pilknapparna så åker maskinen ut
Med EXIT hoppar programmet till huvudmenyn utan att spara
→ Sätt in elfräsen mellan arbetsstyckena som skall svetsas.
→ P250-355B: Slå på fräsermotorn och lås brytaren.

P500-630B: Kontrollera rotation! På fabriken är maskinerna fastklämda medurs!
→ Slå på fräsenheten, tryck på knapparna (10) och (5) på hydraulaggregatet. Hyvlingsskivorna måste köras i skärriktningen, annars måsta fasvändaren på huvudströmbrytaren kopplas om med ett lämpligt verktyg.


Risk för skador! Under drift av fräsen är det viktigt att att hålla säkert avständ från maskinen så att ingen fastnar i de roterande knivarna. Använd endast fräsen i insatt tillstånd (arbetsläge), och sätt den sedan i den därför avsedda isoleringsboxen. Funktionen hos säkerhetsbrytaren vid fräsen måste alltid kontrolleras för att undvika oavsiktlig start utanför maskinen!
→ Skjut ihop spännelementen (tryck på 10 + 11). Justera frästrycket med vredet (4). Som standard kan upp till 20 bar möjligt frästryck ökas upp till 40 bar, se avsnitt 3.5.

För högt frästryck kan leda till överhettning och skador på skärenheten. Vid överbelastning eller stillestånd hos fräsen lyfts maskinen och trycket minskas (se avsnitt 3.5)!
→ Efter det att hyvelspan med en tjocklek på <= 0,2 mm kommer ut ur fräsen, tryck på fräsknappen (5) och kör ut spännelementen (tryck på knapp 10 + 8).

flowchart
graph TD
A["Svetsningsprocess"] --> B["Fråsprocess"]
B --> C["Vid obrutna ändlosa span stäng av fråsen"]
C --> D["EXIT"]
D --> E["<<"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
Använd pilknapparna så återgår programmet till "Sätt i fräsen ..."
Med EXIT hoppar programmet till huvudmenyn utan att spara
→ Vänta tills hyvelskivorna står still. Ta ut fräsenheten ur basmaskinen och sätt in den i isoleringsboxen.

→ Skjut samman arbetsstyckena med ett lätt tryck (knapp 10 + 11) och ställ in bromstrycket med vredet (4).
→ Om maskinen rör sig med låg hastighet, tryck på bildskärmen. Den uppmätta bromstrycket läggs automatiskt till matchningstryck, blötläggningstryck och fogtryck.
→ Spännelementen slås ihop, röret kontrolleras och justeras för motsvarande tryck och delarna testas så att de sätter ordentligt fast i spännverktyget.

Se till att hålla säkert avständ från maskinen, ställ dig inte i maskinen eller ta tag i den. Håll andra människor borta från arbetsområdet!
flowchart
graph TD
A["Visuell kontroll"] --> B["Kontrollera inriktning och parallelism och öpna maskinen"]
B --> C["Slepetryl: 6.5 ba"]
C --> D["EXIT"]
D --> E["Exit"]
Använd pilknapparna så återgår programmet till "Dragtrycksmätning"
Använd pilknapparna så återgår programmet till "Sätt i fräsen ..."
Med EXIT hoppar programmet till huvudmenyn utan att spara
→ Kontrollera att svetsytorna är plana, parallella och axiellt inriktade.
Om detta är inte fallet, måste fräsprocessen upprepas. Den axiella förskjutningen mellan ändarna av arbetsstycket får (enligt DVS) inte är större än 10 % av väggtjockleken, och max. avständ mellan de plana ytorna får inte vara större än:
Använd ett rent verktyg (t.ex. en borste) och ta bort eventuella spån i röret.

Observera! De frästa ytorna som är preparerade för svetsning bör inte vidröras med händerna, och måste vara fri från föroreningar!
Svetsning i premiumläge:

Klämrisk! När spännverktygen och rören åker samman är det viktigt att hålla ett säkert avständ till maskinen. Stå aldrig i maskinen!

I masken visas värmeplattans temperatur.
Förloppsindikatorn visar när temperaturen är för låg i blått, och när den är för hög i rött och om den är inom standarden i grönt.
→ Sätt in värmeelementet mellan de två delarna i basmaskinen och säkerställ att stöden i värmeplattan sitter i skårorna på utsugsmekanismen.
→ Maskinen går ihop, matchningstrycket stäls automatiskt in och håller trycket.
Nu sparas alla svetsparametrar och loggning aktiveras.
Svetsprocessen avbryts med EXIT, meddelandet „Abbruch durch Bediener“ (avbrutet av användare) visas, trycket släpps och svetsparametrarna sparas. Bekräfta meddelandet med OK, så hoppar programmet till huvudmenyn.
Den övre förloppsindikatorn visar om trycket är i rätt intervall (grön) eller i det tillåtna toleransområdet (gul) eller på gränsen (röd) inom toleransområdet. Den faktiska trycket visas i displayen (2).
→ När önskad höjd uppnås jämnt runt hela omkretsen av båda rören, släpper du trycket med Automatik-knappen (1). Upphettingstiden t1 börjar.

flowchart
graph TD
A["Svetsningsprocess"] --> B["Uppvarming"]
B --> C["Max installationstryck & Star"]
C --> D["Uppvarmingstid"]
D --> E["EXIT"]
→ Justera trycket så att arbetsstyckenas ändar ligger an liksidigt och nästan trycklöst mot vär-meelementet.
Strax före slutet av uppvärmningen ljuder en signal.
→ Efter uppvärmningstiden glider arbetsstyckena isär igen, ta bort värmaren och kör ihop ändarna på arbetsstycket.

→ Precis innan kontakten med arbetsstycket (1cm) avbryter du ihopflyttningen genom att släppa knappen och trycker omedelbart igen. Trycket ökas linjärt till motsvarande sammanfogningstryck.
När sammanfogningstrycket har uppnåtts återgår programmet automatiskt till monteringen, och timern t4 startar.

Den övre förloppsindikatorn visar om trycket är i rätt intervall (grön) eller i det tillåtna toleransområdet (gul) eller på gränsen (röd) inom toleransområdet. Den nedre visar tiden. Det verkliga trycket visas i displayen (2) och den återstående sammanfogningstiden t4 på displayen (9).

Varning: Knappen frisättning (10) och maskin På (11) hålls intryckt tills sammanfognings- trycket har uppnåtts, sedan stängs hydrauliken av och knappen kan släppas!
→ Så att trycket övervakas och regleras automatiskt. Vid alltför kraftig efterpumpning (högt tryckfall) ska hydraulsystemet kontrolleras.
→ Sätt tillbaka värmeelement i isoleringsboxen.
→ Efter kylningen är avslutad är svetsningen klar, sparas, en signal ljuder och trycket släpps automatiskt.

→ Lämna svetsmenyn med OK.
→ Tryck på knapp (3) för hel tömning.
→ Lossa de svetsade arbetsstyckena och ta ut dem.
→ Basmaskinen flyttas isär. Maskinen är klar för nästa svetscykel.
Överföring av data:

I menyalternativet Datalogg (Protokoll) kan dessa sparas genom att trycka på OK, om en USB-enhet är ansluten. Fönstret stängs sedan automatiskt.
Denna loggfil kan redigeras genom att använda programvaran ROTHENBERGER Dataline 2 och en dator.
Samtliga svetsparametrar kan anges ges i de bifogade svetstabellerna.
3.2.5 Urdrifttagning
→ Stäng av den hydrauliska enheten med knapp (6).

Låt värmaren svalna och tillse att inga intilliggande material kan antändas!
→ Dra ut kontakten för fräs, värmare och hydraulisk enhet från vägguttaget och rulla ihop kabeln.

Hydraulaggregat får endast stå i horisontellt läge vid transport och avställning, vid lutning tränger olja ut från på- och avluftningsenheten med oljestickan!
→ Koppla loss hydraulslangarna och vira ihop dem.

Varning! Skydda kopplingarna från smuts!
3.3 Allmänna krav
Eftersom vädret och miljömässiga faktorer påverkar svetsningen måste motsvarande anvisningar i DVS - Riktlinjer 2207 Del 1, 11 och 15 följas. Utanför Tyskland gäller motsvarande nationella riktlinjer.
Svetsning skall övervakas kontinuerligt och noggrant!
3.4 Viktig information om svetsdata
Alla nödvändiga svetsdata såsom temperatur, tryck och tid ska beaktas med hänsyn till DVS - Riktlinjer 2207 Del 1, 11 och 15. Utanför Tyskland gäller motsvarande nationella riktlinjer.
Referenser: DVS Media GmbH, Aachener Str. 172, 40223 Düsseldorf
Postfach 10 19 65, 40010 Düsseldorf, Tel: +49 (0) 211/ 15 91 – 0
E-post: media@dvs-hg.de internet: www.dvs-media.info
I individuella fall skall de grundläggande materialspecifika bearbetningsparametrarna hämtas från rörtillverkaren.
De medföljande svetstabellerna med nämnda svetsparametrar är endast referensvärden för vilka bolaget ROTHENBERGER inte lämnar några garantier!
De värden som anges i svetstabellerna för matchnings-tryck och sammanfogningstryck beräknades med användning av följande formel:
Svetstryck P [bar] = svetsområdet A [mm²] x svetsfaktor SF [N/mm²]
3.5 Inställning av parametrar
Inställning av parametrar med tillstånd „Svetsare“:
→ Tryck på knappen (4) länge (ca 3 sekunder) tills P001 i övre blinkar (2).
→ Välj med vredet (4) önskade parametrar P001 till P009. Om detta värde ska justeras eller visas trycker du snabbt på vredet (4), så värdet (standard) blinkar på den nedre displayen (9).
→ Ställ in värdet med vredet (4) och tryck kort på vredet (4) igen, sedan blinkar parametern igen på den övre displayen (2).
→ Lämna menyn genom att trycka frigöringsknappen (10) så sparas värdena.
Inställning av parametrar med tillstånd „Master“:
→ Tryck på vredet (4) länge, först blinkar parametern P001 i den övre displayen (2), sedan „CodE“ och i den nedre displayen (9) blinkar strecket i första hand.
→ Med vredet (4) anger du koden och trycker kort på och släpper vredet (4) (kod = 8001 - för idrifttagning, via parameter P100 kan koden ändras).
→ Välj med vredet (4) önskade parametrar P101 till P114. Om detta värde ska justeras eller visas trycker du snabbt på vredet (4), så värdet (standard) blinkar på den nedre displayen (9).
→ Ställ in värdet med vredet (4) och tryck kort på vredet (4) igen, sedan blinkar parametern igen på den övre displayen (2).
→ Lämna menyn genom att trycka frigöringsknappen (10) så sparas värdena.
* P002 - Energisparfunktion:
0 - ingen
1 - när fräsern är på slås värmaren av (Fabriksinställning)
2 - när hydraulmotorn är igång slås värmaren av
3 - när t4 är igång slås värmaren av.
| Parame-ternamn | Beteckning | Standard | Enhet | |||
| P001 | Energisparlägestid | 99 | min | 0 | 99 | Svetsare |
| P002* | Energisparfunktion aktiv | 0 | 0 | 3 | Svetsare | |
| P003 | Offsetplåtar temperatur | 5 | °C | -25 | 25 | Svetsare |
| P004 | Pmax för fräsning | 20 | bar | 10 | 50 | Svetsare |
| P005 | Börtryck | 1/10bar | Svetsare | |||
| P006 | Börtemperatur | 210 | °C | P103 | P104 | Svetsare |
| P007 | Timer T1 börvärde | 45 | sek | 1 | 1500 | Svetsare |
| P008 | Timer T4 börvärde | 6 | min | 1 | 99 | Svetsare |
| P009 | Pstart för fräsning | 10 | bar | 0 | P004 | Svetsare |
| P101 | Avvikelse från efterpumping | 5 | % | 1 | 50 | Master |
| P102 | Upptid efter fräsning | 10 | 1/10sek | 0 | 100 | Master |
| P103 Inställd temperatur (min) 160 °C 0 300 Master | ||||||
| P104 Inställd temperatur (max) 270 °C 0 300 Master | ||||||
| P105 Knapplås (ja / nej) 5 sek 0 50 Master | ||||||
| P106 Tryck för höjning 135 10 160 Master | ||||||
| P107 Tid för att stänga av summern 50 | 1/10sek 0 200 Master | |||||
| P100 | Ändra kod | 8001 | Master | |||
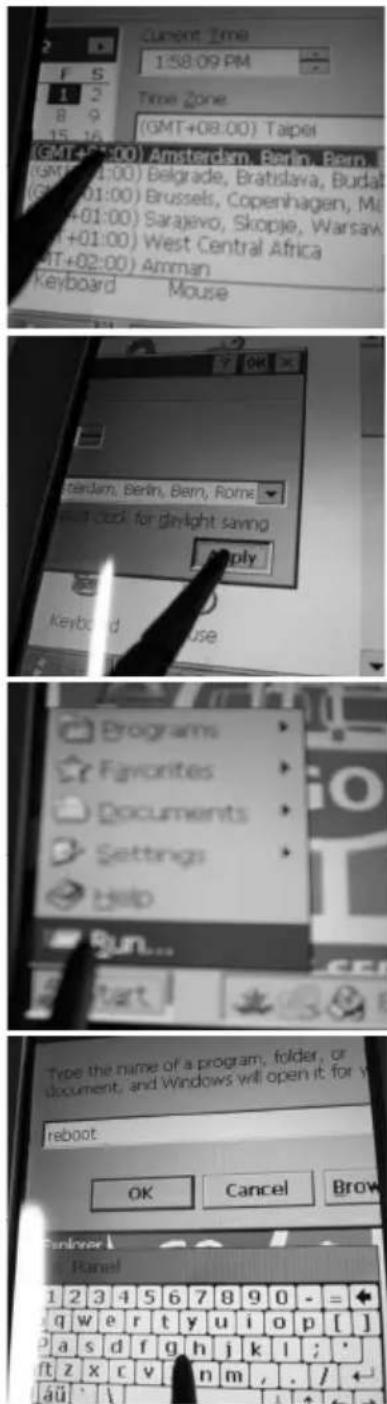
3.6 Inställning av datum och tid
→ Stäng programmet genom att klicka i det övre vänstra hörnet.
→ Start, Setting och tryck sedan på Control Panel.
Aktivitetsfältet är dolt och kan nås genom att trycka på nedre vänstra hörnet.

→ Ange tid och datum på skärmen genom att trycka och flytta upp datum/ tid-stapeln. Välj din tidszon eller ange tiden Current Time.
Se upp! Observera FM/ EM! 1:58:09 EM = 13:58:09 / 1:58:09
FM = 01:58:09
→ Bekräfta med „Apply“ och „OK“. Stäng Kontrollpanelen med X.
→ Tryck på „Start“ och „Run“-knappen
→ Ange reboot på tangentbordet som visas och tryck på „OK“ för att datorn ska startas om
3.7 Maskinkonfigurationer, skapa och välja
Välj eller skapa maskinkonfigurationer genom att trycka på knappen SETTINGS.

Använd pilknapparna och välj önskad maskinkonfiguration.
Om du vill skapa en ny konfiguration trycker du med piltangenten höger för att starta nästa nummer, t.ex. nr 2.


Genom att trycka på motsvarande inmatningsfält visar indatamasken. Uppgifterna kan raderas med DEL och nya kan läggas in, dessa data kommer senare att läggas till i protokollet.
3.8 Felmeddelanden
Allmänt:
| Felmeddelande | Felsökning |
| Efter fräsningen, vid mätningen av släptrzycket, öppnas grundmaskinen i stället för att köra ihop, eller förflyttar sig inte | 1) Öppna fönstret „TEST/SERVICE“, kontrollera „Position“ - måste vara < 102) Ställ in avständsmätningssystemets position med programmet „Första ibruk- tagandet“ |
| Värmeelementet blir inte varmt Kontrollera generators effekt | |
Pekdator och protokoll:
| Felmeddelande | Benämning Felsökning | |
| Kod 1 Matchningstryck för stort Kontrollera hydraulik | en utan grundmaskinen, generera 100 bar, jämför börvärdet med ärvärdet, skillnaden bör vara mindre än fem bar | |
| Kod 2 Utjämningstryck för lågt | ||
| Kod 4 Värmetryck för stort | ||
| Kod 8 Värmetryck för lågt | ||
| Kod 16 Uppvärmningstid för lång | ||
| Kod 32 Uppvärmningstid för kort | ||
| Kod 64 Omställningstid för lång | ||
| Kod 128 Tryckgenereringstid för lång | ||
| Kod 256 Sammanfogningstryck för stort | ||
| Kod 512 Sammanfogningstryck för lågt | ||
| Kod 1024 Sammanfogningstid för kort | ||
| Kod 2048 Värmeelementets temperatur för låg | 1) Jämför värmeelementets temperatur med visningen på displayen2) Ställ parameter P002 på „0“3) Skydda värmeplattan mot kraftig vind | |
| Kod 4096 Avbröts av användaren | ||
| Kod 8192 Omgivningstemperaturen har inte mätts | ||
| Kod 16384 Fogsträckan hölls inte | ||
| Kod 32768 Värmeelement inte avlägsnat | ||
| Kod 65536 Den andra nedkylningstiden hölls inte | ||
| Kod 131072 Värmeelementtemperaturen för hög | Jämför värmeelementets temperatur med visningen på displayen | |
| Error Dataline 2.0exe | Öppna filen „default“ mitt på bildskär-men:1) Stäng “GO” bildskärmen2) Dubbelklicka på „default“3) Starta om maskinen |
Kontroll:
| Felmeddelande | Benämning Felsökning | |
| SER Servicedatum | nått, service behövs | Genomför service |
| ERR1 Absolut tryck | nås inte Kontrollera oljenivån, kontrollera tryckgivare ,kontrollera om ventiler är defekta, om motorn är defekt | |
| PE-2 | Tryckgivare 24V | defekt Byt |
| ERR5 | Oljetemperatur 70 °C - Stopp! | Vänta tills oljetemperaturen är under 50 °C. |
| HE-1 Värmeaggregatet inte är anslutet, givarbrott | Byt givare | |
| HE-0 Värmeelement för varmt Mät temperatur, kontrollera inställning, byt sensorn | ||
| HE-2 Värmeelement för kallt Mät temperatur, kontrollera inställning, byt sensorn | ||
tryckgiv
4 Skötsel och underhåll
För att bevara funktionaliteten hos maskinen, ha följande punkter i åtanke:
- Styrstängerna måste hållas fri från smuts. I händelse av skada på ytan ska styrstängerna bytas ut, eftersom detta kan leda till tryckfall.
- För att erhålla perfekt svetsresultat är det nödvändigt att värmeelementet hålls rent. Vid skador på ytan, måste värmeelementet få en ny yta eller ersättas. Material som ligger kvar på uppvärmningsspegeln minskar antihäftegenskaperna och bör därför tas bort med luddfritt papper och tvättmedel med en Etanolhalt >99,8 % (enligt DVS 2207) (endast på kall värmare!).
- Hydraulik - olja (HLP – 46 Art. nr.: 53649) bör bytas ut var 12:e månad.
- För att undvika störningar ska den hydrauliska enheten inspekteras regelbundet för läckor, lösa beslag och att elkabeln är i gott skick.
- Hudrauliksnabbkopplingen på den hydrauliska enheten och slangpaketet måste skyddas från föroreningar. Om de är smutsiga de måste rengöras före anslutning.
- Fräsen är försedd med två vässade dubbelsidiga knivar. Vid minskad skärkraft kan knivarna vändas eller ersättas med nya.
- Det måste alltid säkerställas att röret som skall bearbetas - och arbetsstyckets ändar, i synnerhet ändytorna, är fria från föroreningar, annars minskas knivens livslängd.

En årlig översyn av svetsmaskinen, enligt DVS 2208, ska ske av tillverkaren eller av en verkstad som är auktoriserad av denne. På maskiner med mer än genomsnittlig belastning bör intervallet förkortas!
5 Tillbehör
Du hittar lämpliga tillbehör i huvudkatalogen eller på www.rothenberger.com
6 Kundservice
ROTHENBERGER serviceplatser finns tillgängliga för att hjälpa dig (se listan i katalogen eller online) och reservdelar och service finns också tillgängligt via samma serviceplatser.
Beställ dina tillbehör och reservdelar från din specialiståterförsäljare eller använd RO SERVICE+ online: 📞 + 49 (0) 61 95/ 800 8200 📄 + 49 (0) 61 95/ 800 7491 ✉ service@rothenberger.com - www.rothenberger.com
7 Avfallshantering
Vissa delar i detta verktyg innehåller ämnen som kan återvinnas. Detta kan utföras av certifierade återvinningsföretag. Vid skrotning av icke återvinningsbara ämnen (t.ex. elektronikskrot) skall du ta kontakt med ansvarig kommunal instans.

Släng inte elverktyg och inte heller batterier i hushållsavfall!
Gäller endast EU-länder: Enligt det europeiska direktivet 2012/19/EU om avfall som utgörs av eller innehåller elektrisk och elektronisk utrustning och dess tillämpning i nationell rätt ska förbrukade elverktyg, och enligt det europeiska direktivet 2006/66/EG felaktiga eller förbrukade batterier, samlas in separat och tillföras en miljöanpassad avfallshantering.
Innhold Side
1 Sikkerhetsmerknader.... 196
Mål på transportkassen:
Lengde (mm) 1200 1200 2240 2240
Bredde (mm)....800....800....1300....1300
Høyde (mm)....900....900....1500....1500
Indikatorstolpen vises blått när temperaturen er lav, rød när den er for høy og grønn när den er korrekt.
Indikatorstolpen vises blått när temperaturen er lav, rød när den er for høy og grønn när den er korrekt.


- EU-SAMSVARSERKLÆRING
- Anvisningar om säkerhet 173
- Teknisk data.... 174
- Funktion hos enheten....175
- Skötsel och underhåll 193
- Tillbehör 193
- Kundservice....194
- Avfallshantering 194
- Symboler i detta dokument:
- Föreskriven användning
- Allmänna säkerhetsanvisningar för elverktyg
- Funktion hos enheten
- Beskrivning
- Basmaskin (A)
- Bruksanvisning
- Idrifttagning
- Åtgärder för att förbereda svetsen
- Svetsning
- Svetsning i premium-läge
- Svetsning i premiumläge:
- Överföring av data:
- Urdrifttagning
- Allmänna krav
- Viktig information om svetsdata
- Inställning av parametrar
- Inställning av parametrar med tillstånd „Svetsare“:
- Inställning av parametrar med tillstånd „Master“:
- Inställning av datum och tid
- Maskinkonfigurationer, skapa och välja
- Felmeddelanden
- Skötsel och underhåll
- Tillbehör
- Kundservice
- Avfallshantering
- Innhold Side
- Sikkerhetsmerknader.... 196
- Mål på transportkassen:
Märke : ROTHENBERGER
Modell : ROWELD P500B Premium CNC SA
Kategori : Industrimaskin