
YT-73938 - Automatyczna maska spawalnicza Yato - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia YT-73938 Yato w formacie PDF.

| Typ produktu | Automatyczna maska spawalnicza |
| Marka i model | Yato YT-73938 |
| Kategoria ŚOI | Środki ochrony indywidualnej kategoria II (ochrona oczu i twarzy) |
| Normy | EN 175:1997, EN ISO 16321-2:2021, Rozporządzenie o ŚOI 2016/425/UE |
| Materiał kaptura | Poliamid |
| Materiał opaski na głowę | PE z wyściółką z pianki PE |
| Materiał szyb ochronnych | Poliwęglan |
| Wymiary (szacunkowe) | Ok. 30 x 20 x 15 cm |
| Waga (szacunkowa) | Ok. 500 g |
| Zasilanie | 2 baterie CR2450 (w zestawie) |
| Czas reakcji filtra | 1/25 000 sekundy |
| Zakres poziomów zaciemnienia | 4 do 14 (tryb CUT: 4-8, tryb WELD: 9-14) |
| Tryby pracy | Spawanie (WELD), Cięcie (CUT), Szlifowanie (GRIND - stan jasny stały) |
| Ustawienia | Czułość (0-9), opóźnienie (0-9), zaciemnianie ręczne/automatyczne, pamięć 10 ustawień, okna boczne |
| Wskaźnik baterii | Wyświetlacz 4-poziomowy na panelu sterowania |
| Zakres temperatury pracy | -5°C do +55°C |
| Konserwacja i czyszczenie | Miękka wilgotna ściereczka; bez rozpuszczalników; nie zanurzać filtra |
| Przechowywanie | W oryginalnym opakowaniu, chronić przed światłem, sucho, wentylowane, -20°C do +70°C |
| Bezpieczeństwo | Ochrona przed cząstkami przy 120 m/s (kaptur) i 45 m/s (szyba tylna); nie używać bez szyby; zatrzymać w przypadku awarii |
| Dostępne części zamienne | Szyba przednia YT-73939, baterie CR2450, szyby ochronne tylne i boczne |
| Możliwość naprawy | Wymieniać tylko na oryginalne części; nie modyfikować; skontaktować się z serwisem po uderzeniu |
Często zadawane pytania - YT-73938 Yato
Pytania użytkowników dotyczące YT-73938 Yato
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Automatyczna maska spawalnicza w formacie PDF za darmo! Znajdź swoją instrukcję YT-73938 - Yato i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. YT-73938 marki Yato.
INSTRUKCJA OBSŁUGI YT-73938 Yato
TOYA S.A. ul. Sołtysowicka 13-15, 51-168 Wrocław, Polska
PL EN DE RU UA LT LV CZ SK HU RO ES FR IT NL GR BG PT HR AR
PL
- szybka ochronna
- osłona spawalnicza
- pokrętło regulacyjne taśmy
- fi ltr spawalniczy
- przełącznik trybu pracy
- wizjer fi ltru
- czujnik fi ltru
- ogniwa słoneczne
- panel sterujący fi ltru
- zaczep fi ltru
- taśma systemu nośnego
- pokrywa komory baterii
EN
Ten symbol informuje o zakazie umieszczania zużytego sprzętu elektrycznego i elektronicznego (w tym baterii i akumulatorów) łącznie z innymi odpadami. Zużyty sprzęt powinien być zbierany selektywnie i przekazany do punktu zbierania w celu zapewnienia jego recyklingu i odzysku, aby ograniczać ilość odpadów oraz zmniejszyć stopnień wykorzystania zasobów naturalnych. Niekontrolowane uwalnianie składników niebezpiecznych zawartych w sprzęcie elektrycznym i elektronicznym może stanowić zagrożenie dla zdrowia ludzkiego oraz powodować negatywne zmiany w środowisku naturalnym. Gospodarstwo domowe pełni ważną rolę w przyczynianiu się do ponownego użycia i odzysku, w tym recyklingu zużytego sprzętu. Więcej informacji o właściwych metodach recyklingu można uzyskać u władz lokalnych lub sprzedawcy.
Treść instrukcji wg norm: EN 175:1997; EN ISO 16321-2:2021 / Rozporządzenia PPE 2016/425/EU
Opisy wyrobu: Spawalnicza osłona twarzy z automatycznym filtrem spawalniczym z dostrojeniem ręcznym jest środkiem ochrony oczu i twarzy II kategorii, przeznaczonymi do indywidualnej ochrony oczu i twarzy przed zagrożeniami mechanicznymi i świetlnymi. Osłona posiada podwyższoną odporność mechaniczną. Osłona nie chroni przed kroplami i rozbryzgami cieczy, grubymi i drobnymi cząsteczkami pyłu, gazem oraz łukiem powstającym przy zwarciu elektrycznym. Osłona została wykonana z poliamidu oraz wyposażona w taśmę pozwalającą na utrzymanie jej na głowie, wykonaną z HD-PE z wyściółką z pianki PE. Filtr spawalniczy chroni wzrok przed promieniowaniem powstającym podczas spawania za pomocą łuku elektrycznego i posiada regulację stopnia zaciemnienia w zakresie 4 – 14. Filtr jest chroniony przez szybki wykonane z poliwęglanu. U osób uczulonych na ww. materiały może wystąpić reakcja alergiczna.
Okres trwałości: Produkt nie posiada określonego okresu trwałości. Należy zwracać uwagę na zużycie eksploatacyjne i uszkodzenia elementów osłony. Wymieniać zgodnie z zaleceniami zawartymi w instrukcjach użytkowania.
Jednostka notyfikowana: DIN CERTCO Gesellschaft für Konformitätsbewertung mbH (0196), Alboinstraße 56, 12103 Berlin, Niemcy Objaśnienie oznaczeń filtru: YXE – oznaczenie producenta; YATO – oznaczenie importera; D33MAX+ – model filtru; 16321 – nr normy europejskiej dotyczącej ochrony oczu i twarzy do zastosowań zawodowych; W3/4-8/9-14 – oznakowanie filtru spawalniczego z ręcznym ustawianiem stopnia ochrony: W3 – nr stanu jasnego; 4 – nr najjaśniejszego stanu ciemnego; 14 – nr stanu najciemniejszego; W3/7<14 – oznakowanie filtru spawalniczego z automatycznym ustawianiem stopnia ochrony; W3 – nr stanu jasnego; 7 – nr najjaśniejszego stanu ciemnego; 14 – nr stanu najciemniejszego; M – ręczne ustawienie zakresu przesunięcia; W3/10 – oznakowanie okien bocznych filtru; W3 – nr stanu jasnego; 10 – nr stanu ciemnego; V1 – klasa zależności współczynnika przepuszczania światła od kąta; CE – znak zgodności z dyrektywami nowego podejścia WE.
Objaśnienie oznaczeń przyłbicy: YXE – oznaczenie producenta; YATO – oznaczenie importera; YT-73938 – nr katalogowy importera, TITAN – model osłony twarzy; EN 175 – nr normy europejskiej dotyczącej środków ochrony oczu i twarzy stosowanych podczas spawania; 16321 – nr normy europejskiej dotyczącej ochrony oczu i twarzy do zastosowań zawodowych; W14 – maksymalna liczba zaciemnienia filtra; B / E – ochrona przed cząstkami o dużej prędkości (120 m/s); 1-M – rozmiar głowy; CE – znak zgodności z dyrektywami nowego podejścia WE; książka z literą „i” – oznaczenie informujące, że powinny być przeczytane informacje uzupełniające.
Objaśnienie oznaczeń przedniej szybki: 16321 – nr normy europejskiej dotyczącej ochrony oczu i twarzy do zastosowań zawodowych; YXE – oznaczenie producenta; E – ochrona przed cząstkami o dużej prędkości (120 m/s); CE – znak zgodności z dyrektywami nowego podejścia WE; książka z literą „i” – oznaczenie informujące, że powinny być przeczytane informacje uzupełniające.
Objaśnienie oznaczeń tylnej szybki: 16321 – nr normy europejskiej dotyczącej ochrony oczu i twarzy do zastosowań zawodowych; YXE – oznaczenie producenta; C – ochrona przed cząstkami o dużej prędkości (45 m/s); CE – znak zgodności z dyrektywami nowego podejścia WE; książka z literą „i” – oznaczenie informujące, że powinny być przeczytane informacje uzupełniające.
Instrukcje użytkowania
Przed pierwszym użyciem osłony należy usunąć folię ochronną z szybek ochronnych. Pozostawienie folii na szybkach ochronnych zmniejsza przejrzystość oraz zaburza działanie filtru spawalniczego. Do usunięcia folii ochronnej może być konieczny demontaż filtra i/lub szybek ochronnych opisany w dalszej części instrukcji.
Należy upewnić się, że czujniki filtru nie są zakurzone. W przypadku zaobserwowania zanieczyszczeń należy zdemontować filtr w sposób opisany w punkcie instrukcji „Wymiana filtru spawalniczego”, a następnie oczyścić za pomocą miękkiej i wilgotnej szmatki. Nie stosować środków czyszczących powodujących zarysowania. Nie stosować rozpuszczalników do czyszczenia filtru. Filtru spawalniczego nie zanurzać w wodzie. Zamontować filtr w osłonie spawalniczej.
Przed każdym użyciem należy sprawdzić stan szybek ochronnych. W przypadku zaobserwowania rys, pęknięć, zmatowień lub innych uszkodzeń szybek ochronnych należy je wymienić na nowe, wolne od wad.
Zużyte lub uszkodzone elementy wymieniać tylko na oryginalne części. Nie modyfikować samodzielnie osłony. Zabronione jest użytkowanie osłony w przypadku zaobserwowania, że jakikołwiek element nosi ślady uszkodzeń, pęknięć, jest zużyty lub wymaga wymiany. Osłona, która uległa uderzeniu mechanicznemu nie może być używana ponownie. Należy ją wymienić na nową wolną od wad.
Regulacja systemu nośnego osłony
Osłone założyć na głowę, w razie potrzeby wyregulować ustawienie obu górnych taśm, tak aby osłona znajdowała się na odpowiedniej wysokości. Kręcąc pokrętem na taśmie potylicznej wyregulować jej długość tak, aby nie uciskała podczas pracy, a jednocześnie osłona nie przemieszczała się podczas ruchów głowy (II). Pokrętłami bocznymi wyregulować siłę potrzebną do opuszczania i podnoszenia osłony (II). Przyciskając zatrzask znajdujący się przy mocowaniu taśm wewnątrz osłony możliwa jest regulacja odległości osłony od twarzy (III). Po zwolnieniu nacisku osłona powinna się zablokować w jednej z kilku pozycji (III). Należy zadbać aby obie strony były ustawione na tę samą pozycję. Po wewnętrznej stronie osłony przy lewym i prawym pokrętle znajduje się regulacja kąta osłony przy maksymalnym opuszczeniu i podniesieniu. Unieść górne skrzydełko regulacyjne (IV) przemieścić go względem dolnego, a następnie opuścić i zablokować w pożądanej pozycji (IV).
Obsługa automatycznego filtru spawalniczego
UWAGA! Przed rozpoczęciem pracy należy upewnić się czy filtr jest ustawiony w odpowiednim trybie do rodzaju wykonywanej
PL
pracy. Zabroniona jest praca z niedziałającym filtrem spawalniczym podczas spawania, może to prowadzić do nieodwracalnego uszkodzenia wzroku.
Panel sterujący (I)
Na panelu sterującym znajdują się przyciski pozwalające na sterowanie pracą filtru. Przyciski oznaczone dwoma kolorami są dwufunkcyjne. Krótkie naciśniecie spowoduje uruchomienie jednej funkcji, natomiast naciśniecie i przytrzymanie przycisku przez ok. 1 sekundę spowoduje uruchomienie drugiej funkcji. Oznaczenie przycisków oraz komunikaty wyświetlane na wyświetlaczu są w języku angielskim. Nastawy parametrów dokonuje się za pomocą przycisku zwiększania lub zmniejszania nastawy. Poniżej znajduje się opis przycisków i funkcji filtru spawalniczego:
a. przycisk trybu pracy „MODE / HOLD:ON/OFF” – Naciśnięcie i przytrzymanie przycisku przez ok. 1 sekundę uruchamia pracę filtru. Krótkie naciśnięcie przycisku pozwala na wybór trybu pracy oznaczonego na wyświetlaczu: „WELD” – W tym trybie możliwe jest ustawienie stanu ciemnego w zakresie 9-14. „CUT” – W tym trybie możliwe jest ustawienie stanu ciemnego w zakresie 4-8. „GRIND” – w tym trybie funkcja automatycznego ściemniania jest wyłączona i niezależnie od warunków zewnętrznych filtr pozostanie w stanie jasnym. Wybranie trybu jasnego sygnalizowane jest również za pomocą kontrolki w kolorze czerwonym, oznaczonej jako „GRIND” na panelu sterowania. Po wybraniu trybu jasnego kontrolka zaświeci się najpierw światłem ciągłym, a następnie będzie świecić światłem przerywanym.
b. przycisk pamięci oznaczony jako „MEMORY, HOLD:SAVE” – W pamięci filtru spawalniczego możliwe jest zapisanie 10 ustawień stanu ciemnego. W celu zapisania ustawionej wartości nacisnąć i przytrzymać przycisk pamięci przez ok. 1 sekundę. W lewym górnym rogu wyświetlacza wyświetli się znacznik M/W oznaczający funkcję zapisywania oraz będzie pulsował numer miejsca zapisu. Za pomocą przycisków zmniejszania lub zwiększania nastawy należy wybrać numer miejsca zapisu ustawienia w zakresie 1-9, a następnie w celu potwierdzenia należy odczekać ok. 6 sekund do czasu wygaśnięcia znaczników. W celu zapisania ustawionej wartości w miejscu zapisu pod nr. 0, nacisnąć i przytrzymać przycisk pamięci przez ok. 1 sekundę. W lewym górnym rogu wyświetlacza wyświetli się znacznik M/W oznaczający funkcję zapisywania oraz będzie pulsował numer miejsca zapisu. Nacisnąć i przytrzymać ponownie przycisk pamięci przez ok. 1 sekundę, numer miejsca zapisu zmieni się na nr. 0, następnie w celu zapisania należy odczekać ok. 6 sekund do czasu wygaśnięcia znaczników.
W celu wczytania zapisanej wartości nacisnąć krótko przycisk pamięci. W lewym górnym rogu wyświetlacza wyświetli się znacznik M/R oznaczający funkcję wczytywania oraz będzie pulsował numer miejsca zapisu. Za pomocą przycisków zmniejszania lub zwiększania nastawy należy wybrać numer miejsca wczytywanego ustawienia w zakresie 1-9, a następnie w celu potwierdzenia odczekać ok. 6 sekund do czasu wygaśnięcia znaczników. W celu wczytania zapisanej wartości w miejscu zapisu pod nr. 0, nacisnąć krótko przycisk pamięci. W lewym górnym rogu wyświetlacza wyświetli się znacznik M/R oznaczający funkcję wczytywania oraz będzie pulsował numer miejsca zapisu. Nacisnąć i przytrzymać ponownie przycisk pamięci przez ok. 1 sekundę, numer miejsca zapisu zmieni się na nr. 0, następnie w celu wczytania ustawienia należy odczekać ok. 6 sekund do czasu wygaśnięcia znaczników.
c. przycisk czułości oznaczony jako „SENSI., HOLD:AUTO” – Krótkie naciśnięcie przycisku pozwala na regulację czułości, czyli progu zadziałania filtru w stanie ciemnym. Ustawiana wartość zacznie pulsować na wyświetlaczu. Za pomocą przycisku zwiększania lub zmniejszania nastawy możliwe jest ustawienie czułości w zakresie 0-9. Ustawienie „0” – oznacza najmniejszą czułość, filtr zareaguje dopiero na większą zmianę natężenia światła padającego na sensory. Ustawienie „9” oraz wyświetlenie się znacznika „SUPER” – oznacza największą czułość, filtr zareaguje na mniejszą zmianę natężenia światła padającego na sensory. Do większości prac spawalniczych, a w szczególności podczas spawania z zastosowaniem niskiego natężenia prądu zaleca się ustawienie „8”. Ustawioną wartość potwierdza się naciskając ponownie przycisk czułości lub wartość zostanie potwierdzona samoczynnie po upływie ok. 6 sekund beczynności.
Naciśnięcie i przytrzymanie przycisku czułości przez ok. 1 sekundę uruchamia automatyczne dostosowanie czułości do warunków otoczenia, co zostanie potwierdzone przez wyświetlienie się znacznika „AUTO” przed wyświetlaną wartością.
d. przycisk zaciemnienia oznaczony jako „SHADE, HOLD:AUTO” – Krótkie naciśnięcie przycisku pozwala na ręczny wybór stopnia zaciemnienia filtru. Ustawiana wartość zacznie pulsować na wyświetlaczu oraz w pobliżu ustawianej wartości wyświetl się znacznik „MANUAL”. W zależności od wybranego trybu zaciemnienia za pomocą przycisku zwiększania lub zmniejszania nastawy możliwy jest wybór stopnia zaciemnienia w zakresie 4-8 w trybie pracy oznaczonym na wyświetlaczu jako „CUT” lub w zakresie 9-14 w trybie oznaczonym na wyświetlaczu jako „WELD”. Ustawioną wartość potwierdza się naciskając ponownie przycisk zaciemnienia lub wartość zostanie potwierdzona samoczynnie po upływie ok. 6 sekund beczynności. Dzięki sensorom zaciemnienie filtru do ustawionego stopnia zaciemnienia następuje samoczynnie po wykryciu jasnego światła pochodzącego z procesu spawania. Przy wyborze stanu ciemnego można się kierować tabelą zawartą w instrukcji pokazującą zalecane stopnie ochrony przy spawaniu łukowym.
Naciśnięcie i przytrzymanie przycisku zaciemnienia w trybie pracy oznaczonym na wyświetlaczu jako „WELD” przez ok. 1 sekundę uruchamia automatyczne dostosowanie zaciemnienie filtru. Wartość odchylenia automatycznego zaciemnienia zacznie pulsować na wyświetlaczu oraz w pobliżu ustawianej wartości wyświetl się znacznik „AUTO”. Za pomocą przycisków zwiększania lub zmniejszania nastawy można ustawić odchylenie w zakresie „-2” do „+2”. Ustawioną wartość potwierdza się naciskając ponownie przycisk zaciemnienia lub wartość zostanie potwierdzona samoczynnie po upływie ok. 6 sekund beczynności.
Jednoczesne naciśniecie przycisku zwiększania i zmniejszania nastawy pozwala na zablokowanie zaciemnienia filtru na wybranym
PL
poziomie, niezależnie od aktualnie wybranego trybu pracy. Za pomocą przycisku zwiększania lub zmniejszania nastawy możliwy jest wybór stopnia zaciemnienia w zakresie 4-14. Zaciemnienie filtru jest stałe, niezależne od zmiany światła padającego na sensory. Blokadę zaciemnienia filtru na wybranym poziomie można wyłączyć, naciskając jednocześnie przyciski zwiększania i zmniejszania nastawy. Naciśniecie i przytrzymanie przycisku oznaczonego jako „TRS, HOLD:SIDE” przez ok. 1 sekundę pozwala na zablokowanie zaciemnienia okien bocznych filtru, niezależnie od wybranego trybu pracy. Zaciemnienie okien bocznych filtru jest stałe, niezależne od zmiany światła padającego na sensory. W celu wyłączenia blokady zaciemnienia okien bocznych nacisnąć i przytrzymać ponownie przez ok. 1 sekundę przycisk oznaczony jako „TRS, HOLD:SIDE”.
e. przycisk opóźnienia oznaczony jako „DELAY, HOLD:AUTO” – Krótkie naciśniecie przycisku pozwala na ręczną zmianę czasu opóźnienia filtru, czyli czas w jakim filtr zareaguje na zmianę natężenia światła. Ustawiana wartość zacznie pulsować na wyświetlaczu. Za pomocą przycisku zwiększania lub zmniejszania nastawy możliwe jest ustawienie czasu opóźnienia filtru w zakresie od 0-9. Ustawienie „0 TACK” oznacza najmniejsze opóźnienie zaciemnienia filtru, odpowiednie podczas spawania szczepowego. Ustawienie „1” i „2” będzie odpowiednie w przypadku zgrzewania punktowego. Ustawienie „9” oznacza największe opóźnienie zaciemnienia filtru, odpowiednie do większości zastosowań, a w szczególności podczas spawania z zastosowaniem wysokiego natężenia prądu i dłuższych przerw między spawaniem.
Naciśnięcie i przytrzymanie przycisku opóźnienia przez ok. 1 sekundę pozwala na ustawienie automatycznego opóźnienia. Wartość odchylenia automatycznego opóźnienia zacznie pulsować na wyświetlaczu oraz w pobliżu ustawianej wartości wyświetl się znacznik „AUTO”. Za pomocą przycisków zwiększania lub zmniejszania nastawy można ustawić wartość w zakresie „-9” do „+9”. Ustawioną wartość potwierdza się naciskając ponownie przycisk opóźnienia lub wartość zostanie potwierdzona samoczynnie po upływie ok. 6 sekund beczynności.
f. przycisk gradientu oznaczony jako „TRS, HOLD:SIDE” – Krótkie naciśniecie przycisku gradientu uruchamia funkcję która pozwala na płynne przejście ze stanu ciemnego do stanu jasnego. Funkcja ta nie uruchomi się w przypadku, gdy zostało wybrane automatyczne opóźnienie filtru. Wybranie funkcji zostanie potwierdzone przez wyświetlenie się na wyświetlaczu znacznika „TRS”. Wybór tej funkcji nie jest zalecany w przypadku spawania szczepowego lub punktowego.
g. przycisk zwiększania nastawy
h. przycisk zmniejszania nastawy
i. wyświetlacz
j. kontrolka oznaczona „GRIND” – Wybranie trybu jasnego sygnalizowane jest za pomocą kontrolki w kolorze czerwonym, oznaczonej jako „GRIND” na panelu sterowania. Po wybraniu trybu jasnego kontrolka zaświeci się najpierw światłem ciągłym, a następnie będzie świecić światłem przerywanym.
k. wskaźnik baterii – Filtr spawalniczy posiada wskaźnik naładowania baterii zasilających. Jeżeli symbol baterii na wyświetlaczu jest wypełniony oznacza to w pełni naładowaną baterię. Zmniejszenie wypełnienia symbolu baterii oznacza stopniowe rozładowanie baterii. Brak wypełnienia symbolu baterii oznacza wyczerpane baterie, które należy wymienić na nowy komplet. Wymiana baterii zasilających opisana jest w dalszej części instrukcji.
Przycisk zmiany trybu pracy
Przycisk zmiany trybu pracy znajdujący się na zewnątrz osłony jest dwufunkcyjny. Naciśniecie i przytrzymanie przycisku przez ok. 1 sekundę umożliwia szybkie przełączenie się z trybu ciemnego do trybu jasnego lub na odwrót. Krótkie naciśnięcie przycisku umożliwia szybkie zapisanie ustawień stanu ciemnego pod nr. 0 w pamięci filtru spawalniczego.
Wymiana baterii zasilających
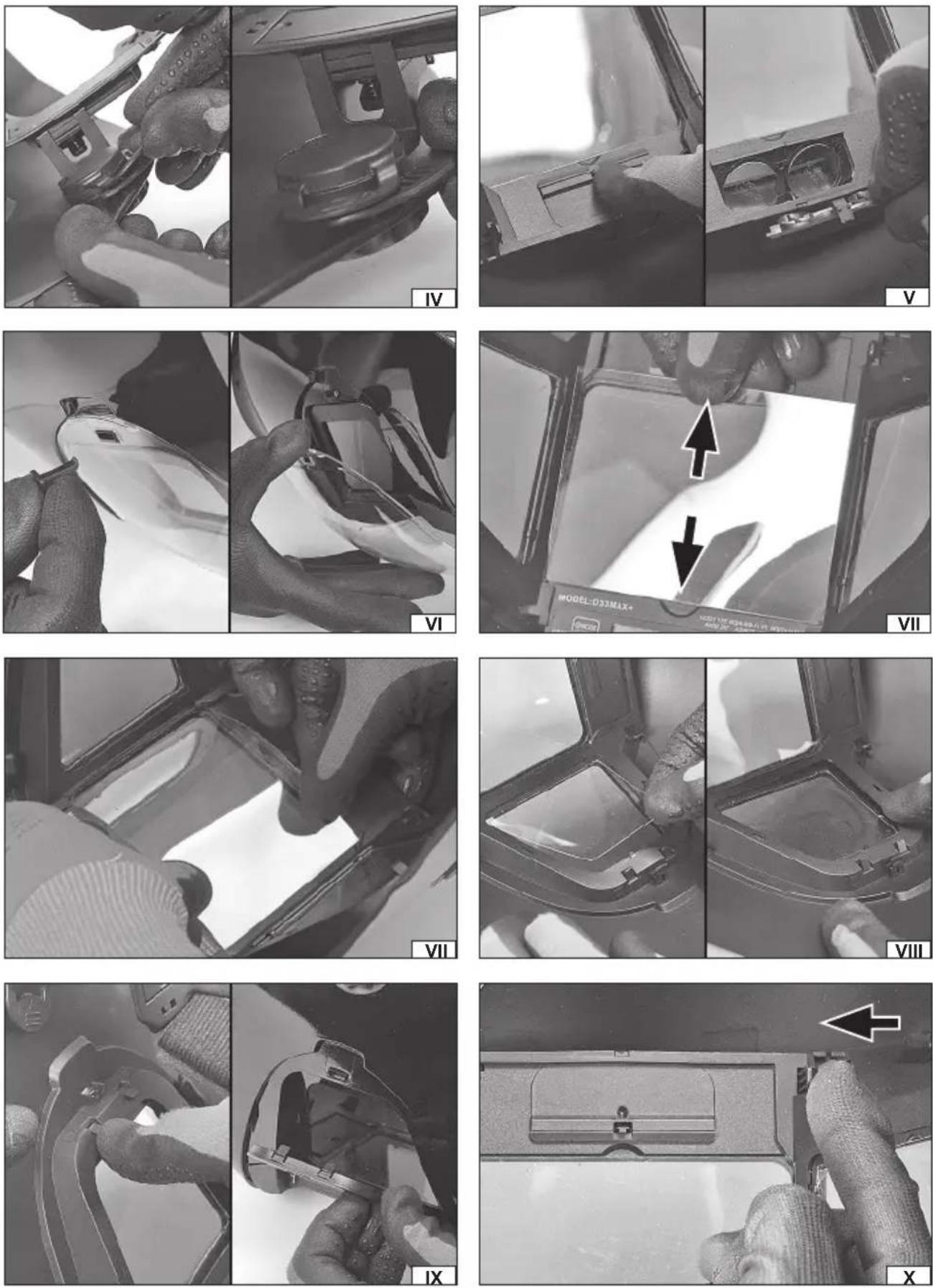
Filtr spawalniczy do poprawnego działania wymaga dwóch baterii typ CR 2450. Baterie zawsze należy wymieniać parami. Komora baterii znajduje się w obudowie filtra. Należy otworzyć pokrywę komory i wymienić baterie (V). Baterie umieścić w komorze baterii tak, aby biegun dodatni znalazł się na górze. Zamknąć pokrywę baterii. Uruchomić filtr i sprawdzić stan nowej baterii. Zużytą baterię oddać do utylizacji zgodnie z regionalnymi przepisami regulującymi utylizacje tego typu materiałów.
Wymiana szybek ochronnych
Przed każdym użyciem należy sprawdzić stan szybek ochronnych. W przypadku zaobserwowania rys, pęknięć, zmatowień lub innych uszkodzeń szybek ochronnych należy je wymienić na nowe, wolne od wad. Przednia szybka jest zamocowana bezpośrednio w przyłbicy. W celu wymiany przedniej szybki należy wyciągnąć plastikową zawleczkę znajdującą się po prawej i lewej stronie przedniej szybki (VI). W celu łatwiejszego demontażu zaczep zawleczki znajdujący się od wewnętrznej strony przyłbicy można delikatnie odciągnąć do siebie a następnie wysunąć na zewnątrz. Zdemontować szybkę (VI). Nową szybkę umieścić w przyłbicy a następnie zablokować wsuwając zawleczki do momentu zablokowania. Przednia szybka ochronna dostępna jest osobno jako YATO YT-73939.
Tylne szybki ochronne są zamocowane w obudowie filtru. W celu demontażu szybki ochronnej filtru należy podważzyć szybkę przy wycięciu, które znajduje się po obu stronach szybki, a następnie wysunąć ją z zaczepów filtru (VII). Nowa szybkę nieco zgiąć, a następnie boczne krawędzie wsunąć pod zaczepy w obudowie filtru (VII). Nie należy zginać szybki ochronnej zbyt mocno, aby jej nie uszkodzić. W celu demontażu szybki ochronnej okna bocznego filtru, należy delikatnie podważzyć szybkę a następnie wysu-
PL
nąć ją z zaczepów filtru (VIII). Nowa szybkę wsunąć pod zaczepy w obudowie filtru. Szybkę ochronną drugiego okna bocznego wymienić w ten sam sposób. Uwaga! Zabronione jest stosowanie osłony bez szybek ochronnych.
Demontaż fi ltru spawalniczego
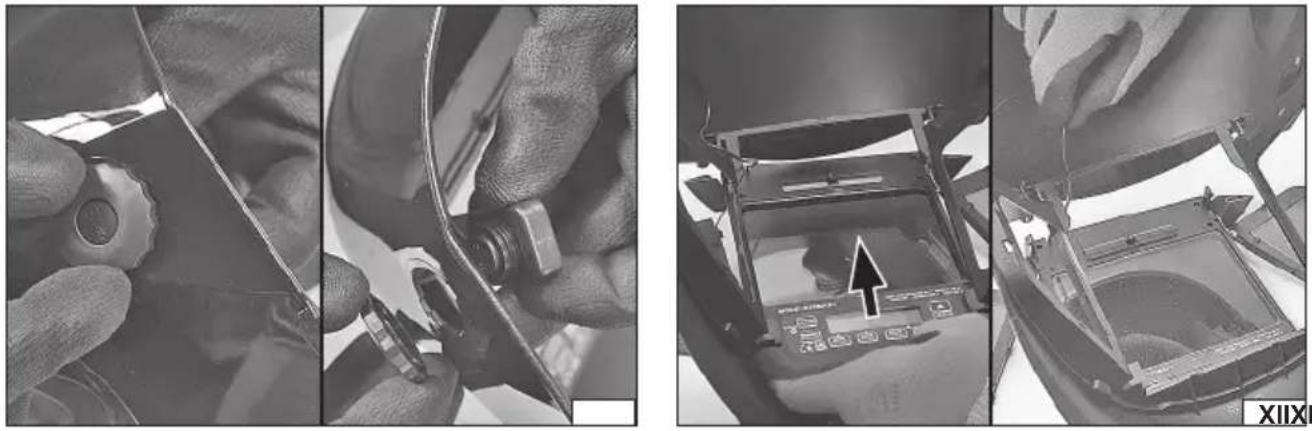
W celu demontażu filtru spawalniczego należy w pierwszej kolejności zdemontować przednią szybkę przyłbicy w sposób opisany powyżej. W kolejnym kroku należy zdemontować boczne okienka filtru. W tym celu nacisnąć zaczepy, a następnie wysunąć okno boczne na zewnątrz przyłbicy (IX). Czynność powtórzyć w ten sam sposób w przypadku drugiego okna bocznego. W kolejnym kroku należy zdemontować przycisk zmiany trybu pracy. W tym celu odkręcić nakrętkę mocującą przycisk, a następnie zdemontować w sposób przedstawiony na ilustracji (X). Następnie zdemontować filtr spawalniczy. W tym celu ostrożnie odchylić jeden zaczep filtru przesuwając go do wewnątrz (X) oraz wysunąć na zewnątrz przyłbicy narożnik filtru. Czynność powtórzyć w ten sam sposób w przypadku drugiego mocowania. W kolejnym kroku, chwycić dolną krawędź panelu sterowania i wysunąć filtr z zaczepów na zewnątrz przyłbicy (XII). Wyciągnąć przewód łączący filtr z obudową przycisku zmiany trybu pracy z mocowania znajdującego się wewnątrz przyłbicy (XII). Ponowny montaż filtru przeprowadzić w kolejności odwrotnie do demontażu. Upewnić się, że wszystkie zaczepy mocujące filtr są prawidłowo zatrzaśnięte i filtr nie będzie przemieszczał się podczas pracy.
Praca z osłoną spawalniczą
Filtr zamontowany w osłonie zadziała automatycznie w przypadku oświetlenia go łukiem elektrycznym powstającym podczas spawania. Czas reakcji to 1/25 000 sekundy. Przed rozpoczęciem spawania należy się upewnić, że filtr spawalniczy został ustawiony na stan ciemny właściwy dla rodzaju wykonywanego spawania. Jeżeli w trakcie pracy zostanie zauważone, że filtr nie ściemnia się automatycznie, należy natychmiast przerwać pracę i wyregulować filtr. Jeżeli mimo regulacji filtr nie działa prawidłowo, należy skontaktować się z autoryzowanym serwisem importera. Zabroniona jest praca z niedziałającym filtrem spawalniczym, może to prowadzić do nieodwracalnego uszkodzenia wzroku. Zakres temperatur otoczenia pracy od -5 st. C do +55 st. C. Filtr nie jest przeznaczony do ochrony wzroku podczas spawania lub cięcia laserowego.
Instrukcje eksploatacyjne
Czujniki filtru należy utrzymywać w czystości oraz nie przesłaniać ich. W automatycznym filtrze spawalniczym z ręcznym dostrajaniem - maksymalny i minimalny stopień ochrony jest wtedy, gdy dostrojenie jest ustawione na zero. Środki ochrony oczu chroniące przed uderzeniem cząstek o dużej prędkości, noszone wraz ze standardowymi okularami leczniczymi, mogą przenosić uderzenie, wywołując zagrożenie dla użytkownika.
Uwaga! Jeśli wymagana jest ochrona przed uderzeniem cząstek o dużej prędkości w ekstremalnych temperaturach, wybrany środek ochrony oczu powinien być oznaczony literą T bezpośrednio po literze określającej symbol uderzenia, tj. FT, BT lub AT. Jeśli litera określająca symbol uderzenia nie znajduje się bezpośrednio przed literą T, wtedy środek ochrony oczu może być używany jedynie do ochrony przed cząstkami o dużej prędkości w temperaturze pokojowej.
Konserwacja, przechowywanie i transport
Po skończonej pracy osłonę należy oczyścić za pomocą miękkiej i wilgotnej szmatki. Większe zabrudzenia usuwać za pomocą wody z mydłem i osuszyć za pomocą szmatki. Nie stosować środków czyszczących powodujących zarysowania. Nie stosować rozpuszczalników do czyszczenia filtru i osłony. Filtru spawalniczego nie zanurzać w wodzie. Wyrób należy przechowywać w dostarczonych opakowaniach jednostkowych w ciemnym, suchym, przewiewnym i zamkniętym pomieszczeniu. Podczas przechowywania, nie przekraczać zakresu temperatur od -20 st. C. do +70 st. C. Chronić przed kurzem, pyłem i innymi zanieczyszczeniami (worki foliowe, torebki itp.) Chronić przed uszkodzeniami mechanicznymi. Transport - w dostarczanych opakowaniach jednostkowych, w kartonach, w zamkniętych środkach transportu.
Deklaracja zgodności: Dostępna na stronie toya24.pl w karcie produktu.
Tabela zalecanych stopni ochrony stosowanych przy spawaniu łukowym
| Proces | Natężenie prądu [A] | |||||||||||||||||||||||||||
| 1,5 6 | 10 15 | 30 40 | 60 70 | 100 125 | 150 175 | 200 | 225 250 | 300 | 350 | 400 | 450 | 500 | 600 | |||||||||||||||
| Elektrody otulone | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |||||||||||||||||||||
| MAG | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |||||||||||||||||||||
| TIG | 8 | 9 | 10 | 11 | 12 | 13 | ||||||||||||||||||||||
| MIG metali ciężkich | 9 | 10 | 11 | 12 | 13 | 14 | ||||||||||||||||||||||
| MIG dla stopów lekkich | 10 | 11 | 12 | 13 | 14 | |||||||||||||||||||||||
| Elektrożłobienie | 10 | 11 | 12 | 13 | 14 | 15 | ||||||||||||||||||||||
| Cięcie strumieniem plazmy | 9 | 10 | 11 | 12 | 13 | |||||||||||||||||||||||
| Spawanie mikroplazmowe | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||||||||||||
| 1,5 6 | 10 15 | 30 40 | 60 70 | 100 125 | 150 175 | 200 | 225 250 | 300 | 350 | 400 | 450 | 500 | 600 | |||||||||||||||
| UWAGA! Termin „metale ciężkie" stosuje się do stali, stopów stali, miedzi, stopów miedzi, itp. | ||||||||||||||||||||||||||||
EN
Rażotājs: TOYA S.Á., ul. Sołtysowicka 13/15, 51-168 Wrocław, Polija




- PL
- EN
- Instrukcje użytkowania
- Regulacja systemu nośnego osłony
- Obsługa automatycznego filtru spawalniczego
- Panel sterujący (I)
- Przycisk zmiany trybu pracy
- Wymiana baterii zasilających
- Wymiana szybek ochronnych
- Demontaż fi ltru spawalniczego
- Praca z osłoną spawalniczą
- Instrukcje eksploatacyjne
- Konserwacja, przechowywanie i transport
Marka : Yato
Model : YT-73938
Kategoria : Automatyczna maska spawalnicza