
KFMV 17-15 F - Frezarka METABO - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia KFMV 17-15 F METABO w formacie PDF.

| Typ produktu | Frezarka do fazowania (górnowrzecionowa) |
| Marka | Metabo |
| Model | KFMV 17-15 F |
| Napięcie zasilania | 230 V ~ (szacunkowo) |
| Częstotliwość | 50/60 Hz |
| Moc pobierana | 1700 W (szacunkowo) |
| Zakres prędkości obrotowej biegu jałowego | 6200 - 12 000 obr/min (6 pozycji) |
| Materiały obrabiane | Stal, stal nierdzewna, aluminium, stopy aluminium |
| Regulowany kąt fazowania | Tak, za pomocą skali (17) |
| Wysokość fazowania na przejście (max. przy 45°) | 9 mm |
| Waga (bez kabla) | 5,5 kg (szacunkowo) |
| Rękojeści | Rękojeść pałąkowa (1) + boczna rękojeść (5) zdejmowana |
| System elektroniczny | VTC (utrzymywanie prędkości pod obciążeniem), zabezpieczenie przed przeciążeniem |
| Zabezpieczenie | Klasa ochronności II (podwójna izolacja) |
| Urządzenie zabezpieczające | Zabezpieczenie przed ponownym uruchomieniem, zalecany wyłącznik różnicowoprądowy RCD |
| Konserwacja i czyszczenie | Regularnie czyścić szczeliny wentylacyjne, wymieniać płytki wymienne |
| Naprawialność | Naprawy przez elektryka, części zamienne dostępne przez Metabo |
| Akcesoria | Płytki wymienne węglikowe, śruby mocujące itp. |
| Zastosowanie zgodne z przeznaczeniem | Frezowanie krawędzi metali, zastosowanie profesjonalne |
Często zadawane pytania - KFMV 17-15 F METABO
Pytania użytkowników dotyczące KFMV 17-15 F METABO
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję KFMV 17-15 F - METABO i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. KFMV 17-15 F marki METABO.
INSTRUKCJA OBSŁUGI KFMV 17-15 F METABO
pl Instrukcja oryginalna 88
Instrukcja oryginalna
1. Deklaracja zgodności
Oświadczamy z pełną odpowiedzialnością, że frezarki krawędziowe oznaczone typem i numerem seryjnym *1) spełniają wszystkie obowiązujące przepisy dyrektyw *2) i norm *3). Dokumentacja techniczna *4) - patrz strona 4.
2. Użytkowanie zgodne z przeznaczeniem
Frezarka krawędziowa jest przeznaczona do profesjonalnego frezowania krawędzi stalowych, wykonanych ze stali szlachetnej, aluminium oraz stopów aluminium.
Odpowiedzialność za szkody powstałe w wyniku użytkowania niezgodnego z przeznaczeniem ponosi wyłącznie użytkownik.
Przestrzegać ogólnie obowiązujących przepisów BHP oraz dołączonych uwag dotyczących bezpieczeństwa.
3. Ogólne uwagi dotyczące bezpieczeństwa

Dla bezpieczeństwa użytkownika oraz w celu ochrony elektronarzędzia zwrócić szczególną uwagę na miejsca w tekście oznaczone tym symbolem!

OSTRZEŻENIE – W celu zminimalizowania ryzyka obrażeń zapoznać się z treścią instrukcji obsługi.

OSTRZEŻENIE – Przeczytać wszystkie uwagi dotyczące bezpieczeństwa, instrukcje, materiały graficzne i dane techniczne, którymi opatrzono elektronarzędzie. Nieprzestrzeganie poniższych uwag może się stać przyczyną porażenia prądem elektrycznym, pożaru i/albo poważnych obrażeń ciała.
Starannie przechowywać wszystkie uwagi dotyczące bezpieczeństwa i zalecenia, aby móc z nich skorzystać w przyszłości. Przekazując elektronarzędzie innym osobom, należy przekazać również niniejszą dokumentację.
4. Specjalne uwagi dotyczące bezpieczeństwa
a) Podczas prac, przy których narzędzie robocze może natrafić na własny kabel sieciowy, trzymać elektronarzędzie za izolowane uchwyty. Kontakt z przewodem znajdującym się pod napięciem może spowodować przepływ prądu przez metalowe elementy urządzenia i w efekcie doprowadzić do porażenia prądem.
b) Zamocować i zabezpieczyć obrabiany element na stabilnym podłożu za pomocą zaci-
sków lub w inny sposób. Przytrzymywanie
elementu ręką lub opieranie o własne ciało sprawia, że element nie jest stabilnie zamocowany i podczas obróbki użytkownik może utracić kontrolę.
c) Nie stosować osprzętu, którego producent nie przewidział i nie dopuścił do współpracy z tym elektronarzędziem. Sama możliwość zamocowania osprzętu do elektronarzędzia nie zapewnia jego bezpiecznego użytkowania.
d) Nie używać uszkodzonych narzędzi roboczych. Przed każdym użyciem sprawdzić wieloosstrzowe płytki przestawne pod kątem ubytków materiału, występowania pęknięć oraz silnego zużycia. Jeśli elektronarzędzie lub narzędzie robocze upadnie na podłogę, sprawdzić, czy nie jest uszkodzone, lub użyć nieuszkodzonego narzędzia roboczego.
e) Nosić środki ochrony indywidualnej. Zależnie od rodzaju wykonywanych prac stosować pełną ochronę twarzy, ochronę oczu lub okulary ochronne. O ile zachodzi taka potrzeba, stosować maskę przeciwpyłową, ochronniki słuchu, rękawice ochronne lub specjalny fartuch chroniący przed drobnymi cząstkami materiału. Chronić oczy przed ciałami obcymi odrzucanymi podczas wykonywania różnych prac. Maska przeciwpyłowa i maska ochronna dróg oddechowych muszą być w stanie odfiltrować pył powstający podczas pracy. Długotrwałe narażenie na duży hałas może spowodować utratę słuchu.
f) Upewnić się, że inne osoby znajdują się w bezpiecznej odległości od obszaru roboczego. Każda osoba, która wchodzi do strefy roboczej musi nosić środki ochrony indywidualnej.
Odlamki obrabianego elementu lub pęknięte narzędzia robocze mogą zostać wyrzucone i spowodować obrażenia również poza bezpośrednią strefą roboczą.
g) Mocno trzymać elektronarzędzie w trakcie jego uruchamiania. Przy rozruchu do pełnej prędkości obrotowej moment reakcji silnika może doprowadzić do obrócenia elektronarzędzia.
h) W miarę możliwości używać zacisków mocujących do przytwierdzenia obrabianego elementu. Podczas pracy nie wolno trzymać obrabianego elementu w jednej ręce, a elektronarzędzia w drugiej. Dzięki zamocowaniu niewielkich obrabianych elementów użytkownik ma obie ręce wolne, co pozwala lepiej kontrolować elektronarzędzie.
i) W żadnym wypadku nie wolno odkładać elektronarzędzia, zanim narzędzie robocze całkowicie się nie zatrzyma. Obracające się narzędzie robocze może zetknąć się z powierzchnią, na którą zostanie odłożone i w konsekwencji spowodować utratę kontroli nad elektronarzędziem.
j) Nie wolno przenosić pracującego elektronarzędzia. Na skutek przypadkowego dotknięcia ubranie użytkownika może zostać pochwycone przez wirujące narzędzie robocze, które może wwiercić się w ciało.
k) W regularnych odstępach czasu należy czyścić szczeliny wentylacyjne elektronarzędzia. Wentylator silnika wciąga pył do obudowy, a duże nagromadzenie pyłu metalowego może spowodować zagrożenia związane z prądem elektrycznym.
1) Nie używać elektronarzędzia w pobliżu materiałów palnych. Iskry i gorące wióry mogą spowodować zapłon tych materiałów.
m) Nie używać narzędzi roboczych wymagających stosowania chłodziw ciekłych. Stosowanie wody lub innych ciekłych chłodziw może spowodować porażenie prądem elektrycznym.
4.1 Odrzut i odpowiednie uwagi dotyczące bezpieczeństwa
Odrzut jest gwałtowną reakcją spowodowaną zahaczeniem lub zablokowaniem wirującego narzędzia roboczego. Zahaczenie lub zablokowanie powoduje nagłe zatrzymanie się narzędzia roboczego. Wskutek tego niekontrolowane elektronarzędzie uzyskuje przyspieszenie w kierunku przeciwnym do kierunku obrotów zablokowanego narzędzia roboczego.
Jeśli wieloosstrzowa płytka przestawna ulegnie zakleszczeniu lub zablokowaniu w obrabianym materiale, zablokowana krawędź wieloosstrzowej płytki przestawnej zagłębiona w przedmiocie może spowodować wyłamanie wieloosstrzowej płytki przestawnej lub odrzut. Uchwyt wieloosstrzowej płytki przestawnej przemieszcza się wtedy w kierunku operatora lub przeciwnym, zależnie od kierunku obrotów zablokowanej wieloosstrzowej płytki przestawnej. W takim przypadku może również dojść do pęknięcia wieloosstrzowej płytki przestawnej.
Odrzut jest konsekwencją niewłaściwego lub niezgodnego z przeznaczeniem użytkowania elektronarzędzia. Podjęcie odpowiednich, opisanych poniżej środków ostrożności pozwala zapobiec temu zjawisku.
a) Mocno trzymać elektronarzędzie oraz utrzymywać ciało i ramiona w pozycji, która pozwoli zamortyzować siłę odrzutu. Stosując odpowiednie środki ostrożności operator może zapanować nad siłą odrzutu.
b) Szczególną ostrożność zachować podczas pracy w strefie narożników, ostrych krawędzi itp. Unikać sytuacji, w których narzędzia robocze odskakują od elementu obrabianego lub ulegają zakleszczeniu. W narożnikach, na ostrych krawędziach lub w przypadku uderzenia wirujące narzędzie robocze łatwo zakleszcza się w obrabianym przedmiocie. Powoduje to utratę kontroli lub odrzut.
c) Narzędzie robocze wprowadzać w obrabiany materiał zawsze w tym samym kierunku, w którym krawędzi tnąca opuszcza materiał (odpowiada to temu samemu kierunkowi, w którym następuje wyrzut wiórów). Prowadzenie elektronarzędzia w niewłaściwym kierunku powoduje wyłamanie krawędzi tnącej narzędzia roboczego z obrabianego elementu, przez co elektronarzędzie jest ściągane w kierunku posuwu.
d) Unikać blokowania wieloosstrzowej płytki przestawnej oraz zbyt dużego nacisku. Nie ustawiać większej wysokości fazki niż maksymalna wartość dopuszczalna.
Przeciążenie wieloosstrzowych płytek przestawnych zwiększa ich naprężenia i podatność na zakleszczenie lub zablokowanie, a tym samym możliwość odrzutu lub pęknięcia.
e) Unikać dotykania ręką strefy przed i za obracającą się wieloostrzową płytką przestawną. W przypadku odsunięcia wieloostrzowej płytki przestawnej w obrabianym elemencie od siebie, w razie odrzutu elektronarzędzie z wirującą wieloostrzową płytką przestawną zostanie wyrzucone bezpośrednio w kierunku użytkownika.
W odpowiednim czasie obracać lub wymieniać stępione wieloosstrzowe płytki przestawne oraz takie, których powłoka uległa zużyciu. Stępione wieloosstrzowe płytki przestawne zwiększają ryzyko zakleszczenia i wyłamania urządzenia.
4.2 Dalsze uwagi dotyczące bezpieczeństwa: Elektronarzędzie trzymać wyłącznie za izolowane uchwyty, ponieważ frezarka może natrafić na własny przewód zasilający.
Zetknięcie z przewodem znajdującym się pod napięciem może spowodować wystąpienie napięcia również na metalowych częściach urządzenia i doprowadzić do porażenia prądem.
Miejsce pracy należy utrzymywać w czystości i zapewnić jego dobre oświetlenie. Nieporządek i brak oświetlenia miejsc pracy mogą doprowadzić do wypadków.

OSTRZEŻENIE – Zawsze nosić okulary ochronne.

Nosić ochronniki słuchu.

Nosić odpowiednią odzież ochronną.

Uważać, aby nie zranić nikogo przedmiotem odrzuconym mocą urządzenia.

Ludzie i zwierzęta domowe muszą przebywać w bezpiecznej odległości od urządzenia.

Nie zbliżać do urządzenia włosów, luźnej odzieży, palców i innych części ciała. Istnieje ryzyko pochwycenia i wciągnięcia. Wadku długich włosów nosić siatkę na włosy.

Uwaga: obracające się narzędzie robocze.

Przed przystąpieniem do regulacji ustawień, przezbrajania, konserwacji lub czyszczenia wyciągnąć wtyczkę z gniazda sieciowego.

OSTRZEŻENIE – Elektronarzędzie obstugiwać zawsze obiema rękami.
POLSKIpl

Niebezpieczeństwo zmiażdżenia i zranienia ostrymi krawędziami. Używać rękawic ochronnych.
Wieloostrzowe płytki przestawne, uchwyt wieloostrzowych płytek przestawnych, obrabiany element i wióry mogą być gorące po zakończeniu pracy. Używać rękawic roboczych.
W przypadku długotrwałej pracy stosować ochronniki słuchu. Dłuższe oddziaływanie wysokiego poziomu hałasu może spowodować uszkodzenie słuchu.
Używać wyłącznie ostrych i nieuszkodzonych wielostrzowych płytek przestawnych.
Obrabiany element musi być mocno oparty i zabezpieczony przed przesunięciem, np. za pomocą urządzeń mocujących. Duże elementy poddawane obróbce muszą być odpowiednio podparte.
Uważać, aby iskry i gorące wióry powstające podczas używania urządzenia nie stanowiły bezpośredniego zagrożenia dla użytkownika lub innych osób oraz nie spowodowały zapalenia łatwopalnych substancji. Zagrożone obszary chronić trudnopalnymi osłonami. W strefach zagrożonych pożarem przechowywać odpowiednie środki gaśnicze.
Urządzenie zawsze trzymać oburącz za przewidziane do tego celu rękojeści, przyjąć bezpieczną postawę i skoncentrować uwagę na wykonywanej pracy.
Utrzymywać dłonie w bezpiecznej odległości od strefy frezowania i obracającego się narzędzia roboczego.
Nie wolno dotykać obracającego się narzędzia roboczego! Wióry i podobne zanieczyszczenia usuwać wyłącznie po wyłączeniu urządzenia.
Nie wolno używać uszkodzonych, nieokrągłych lub wibrujących narzędzi roboczych.
Odpowiednio mocno dokręcić śruby regulacji kąta szyny prowadzącej i śruby płyt prowadzących.
Nie pracować trzymając urządzenie ponad głową.
Osoby, które nie zapoznały się z instrukcją obsługi, nie mogą używać urządzenia. Dopilnować, aby dzieci nie bawiły się urządzeniem.
Urządzenia nie wolno go używać i przechowywać poza pomieszczeniami ani w warunkach wysokiej wilgotności.
Redukcja zapylenia:

OSTRZEŻENIE – Niektóre rodzaje pytów, które powstają podczas szlifowania papierem
ściernym, cięcia, szlifowania, wiercenia i innych prac, zawierają substancje chemiczne, o których wiadomo, że wywołują raka, wady wrodzone lub zaburzają zdolność rozrodczą. Takie chemikalia to na przykład:
- ołów z farb zawierających ołów,
- pył mineralny z cegieł, cementu i innych wyrobów murarskich,
- arsen i chrom zawarty w drewnie poddanym obróbce chemicznej.
Ryzyko narażenia zależy od częstotliwości
wykonywania takich prac. Aby zmniejszyć
zagrożenie ze strony substancji chemicznych: pracować w obszarze o dobrej wentylacji i stosować atestowane środki ochronne, np. maski przeciwpyłowe zaprojektowane do filtrowania cząstek mikroskopijnej wielkości.
Powyższe informacje odnoszą się również do pytów powstających przy obróbce innych materiałów, np. niektórych rodzajów drewna (drewno dębowe lub bukowe), metali, azbestu. Inne znane schorzenia, to np. reakcje alergiczne i choroby układu oddechowego. Zapobiegać przedostawaniu się cząstek pyłu do organizmu.
Przestrzegać wytycznych dotyczących obrabianego materiału, pracowników, rodzaju i miejsca zastosowania oraz przepisów krajowych (np. przepisów dotyczących ochrony pracy, utylizacji).
Eliminować szkodliwe cząstki z powietrza w miejscu ich emisji i zapobiegać ich odkładaniu się w otoczeniu.
Do prac specjalnych używać odpowiedniego osprzętu. Pozwoli to ograniczyć ilość cząstek przenikających w niekontrolowany sposób do otoczenia.
Stosować odpowiedni układ odsysania pyłu.
W celu zminimalizowania zagrożenia pyłem:
- Nie kierować uwalnianych cząstek i strumienia powietrza wylotowego z maszyny w stronę samego siebie, w kierunku innych osób znajdujących się w pobliżu ani na osiadły pył.
- Używać systemów odpylania i/albo oczyszczaczy powietrza.
- Żapewnić dobrą wentylację miejsca pracy oraz jego czystość dzięki stosowaniu wyciągu powietrza. Zamiatanie lub nadmuch powodują wzbijanie pyłu.
- Odkurzać lub prać odzież ochronną. Nie przedmuchiwać, nie trzepać, nie czyścić szczotką.
4.3 Specjalne zasady bezpieczeństwa dla urządzeń zasilanych z sieci:
Przed przystąpieniem do regulacji ustawień, przezbrajania, konserwacji lub czyszczenia wyciągnąć wtyczkę z gniazda sieciowego.
Zaleca się stosowanie stacjonarnego urządzenia odsysającego. Na zasilaniu elektrycznym zainstalować wyłącznik różnicowoprądowy (RCD) o maks. prądzie wyzwalającym 30 mA. W razie wyłączenia urządzenia przez wyłącznik różnicowoprądowy sprawdzić i oczyścić urządzenie. Patrz rozdział 10. Czyszczenie.
5. Elementy urządzenia
Patrz strona 2 i 3.
1 Uchwyt pałąkowy
2 Tarcze podziałowe ustalacza
3 Śruby skrzydełkowe
4 Gwintowane otwory na obudowie przekładni
5 Uchwyt boczny *
6 Skala (wysokość fazki)
7 Pierścień nastawczy (wysokość fazki)
8 Śruby blokujące pierścienia ze skalą
9 Pierścień ze skalą (wysokość fazki)
10 Rękojeść
11 Śruby blaszanych osłon przed wiórami
12 Blaszane osłony przed wiórami
13 Podstawa
14 Strzałka = zadany kierunek pracy
15 Pokrętło nastawcze prędkości obrotowej
16 Elektroniczny wskaźnik sygnałowy
17 Skala (kąt fazki)
18 Śruby (kąt fazki)
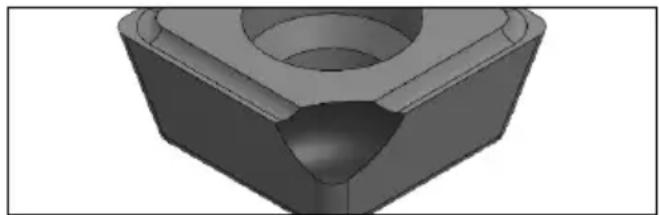
19 Uchwyt wielostrzowej płytki przestawnej / głowica frezowa
20 Wieloostrzowa płytka przestawna
21 Śruba mocująca wieloosstrzowej płytki przestawnej
22 Przycisk włącznika
23 Rolka prowadząca
24 Skala (średnica rury)
6. Uruchomienie

Przed uruchomieniem urządzenia sprawdzić, czy napięcie zasilania i częstotliwość sieci
podane na tabliczce znamionowej są zgodne z parametrami zasilania sieciowego w miejscu pracy.

Na zasilaniu elektrycznym zainstalować wyłącznik różnicowoprądowy (RCD) o maks.
prądzie wyzwalającym 30 mA.
6.1 Zamocować rękojeść pomocniczą

Pracować wyłącznie z zamontowaną rękojeścią pałąkową (1) lub rękojeścią boczną
Metabo (5)! Zamocować uchwyt zgodnie z ilustracją (patrz strona 2, zdj. A).
Zamocować (1) uchwyt pałąkowy
- Nasadzić podkładki ustalające (2) z lewej i prawej strony uchwytu (1).
- Wsunąć uchwyt (1) podkładkami ustalającymi (2) z przodu na obudowę przekładni.
- Śruby skrzydełkowe (3) wetknąć z lewej i prawej strony w uchwyt (1) i lekko przykręcić.
- Ustawić żądany kąt uchwytu (1).
- Mocno dociągnąć ręcznie śruby skrzydełkowe (3) z lewej i prawej strony.
Zamocować rękojeść boczną (5)

Przy frezowaniu krawędzi o niewielkich kątach (ustawienie < 30°) zależnie od warunków
przydatne może się okazać stosowanie rękojeści bocznej zamiast (5) rękojeści pałąkowej (1).
- Rękojeść boczną (5) mocno przykręcić z lewej lub z prawej strony urządzenia. Dopuszczalne jest stosowanie wszystkich rękojeści bocznych Metabo z gwintem M8.
7. Ustawianie

Przed przystąpieniem do regulacji ustawień, przezbrajania, konserwacji lub czyszczenia ągnąć wtyczkę z gniazda sieciowego.

Wieloostrzowe płytki przestawne, uchwyt wieloostrzowych płytek przestawnych,
obrabiany element i wióry mogą być gorące po zakończeniu pracy. Używać ochronnych rękawic roboczych.
7.1 Ustawianie kąta fazki
- Odczytać na skali (17) ustawiony kąt fazki.
- Odkręcić śruby (11) i przesunąć do góry obie blaszane osłony przed wiórami (12) (po lewej i prawej stronie urządzenia).
- Odkręcić śruby (18) (przednią i tylną), a następnie ustawić żądany kąt fazki obracając płytę podstawy (13) do odpowiedniego ustawienia kątowego. Odczytać na skali (17) ustawiony kąt fazki.
- Mocno dokręcić obie śruby (18) (przednią i tylną).
- Obie blaszane osłony przed wiórami (12) (po lewej i prawej stronie urządzenia) przesunąć całkowicie w dół. Dokręcić śruby (11) (po lewej i prawej stronie urządzenia).
- Poprzez zmianę kąta fazki zmienia się też wysokość fazki (w zależności od konstrukcji). Dlatego po każdym przestawieniu kąta fazki należy też na nowo ustawić wysokość fazki. Patrz rozdział 7.2
7.2 Ustawianie wysokości fazki
Najpierw ustawić kąt fazki:
- Najpierw sprawdzić, czy ustawiono żądany kąt fazki: odczytać na skali (17) ustawiony kąt fazki. Ew. ustawić. Patrz rozdział 7.1
Określenie wartości nastawczej:
Wskazówka: fazki o dużej wysokości należy wykonywać zawsze w kilku frezowaniach (przynajmniej 3). Twarde materiały wymagają jeszcze więcej frezowań. Zaletami takiego sposobu pracy są: dłuższa żywotność wieloostrzowej płytki przestawnej, wyższa jakość powierzchni produktu i przyjemniejsza praca.

Nie przekraczać podanej niżej „wartości maksymalnej wysokości fazki na jednoowanie”.
Przykład przy 45°
- frezowanie: maks. 9 mm
- i 3. frezowanie: maks. 3 mm
Nie przekraczać maksymalnej dopuszczalnej wysokości fazki ( h_max ) (patrz rozdział Dane techniczne).
W celu uzyskania optymalnej jakości powierzchni, w ostatnim frezowaniu zalecane jest skrawanie minimalnej ilości materiału.
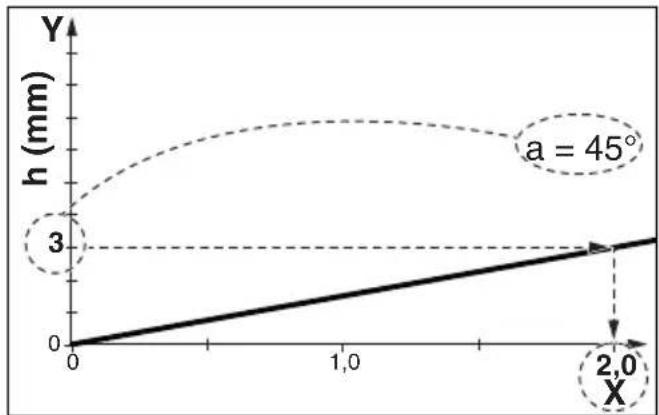
- Wybrać właściwą linię dla ustawionego kąta fazki. (patrz wykres na stronie tylnej)
- Przykład dla kąta fazki 45° i żądanej wysokości fazy 3 mm (patrz rys. poniżej). Wynik: wartość nastawcza = 2,0.
POLSKIpl
line
| X | h (mm) | | ---- | ------ | | 0 | 0 | | 2.0 | 3 |Na osi Y wybrać wysokość fazki, która ma zostać ustawiona. Przeprowadzić poziomą linię aż do punktu przecięcia z linią. Od tego punktu przecięcia przeprowadzić pionową linię aż do osi X. Odczytać wartość na osi X. Tę wartość „X” należy teraz ustawić w urządzeniu w następujący sposób.
Wskazówka: wykres odnosi się elementów obrabianych o ostrych krawędziach. Zaokrąglone krawędzie elementów obrabianych trzeba uwzględnić ustawiając wysokości fazki.
Ustawianie wysokości fazki:
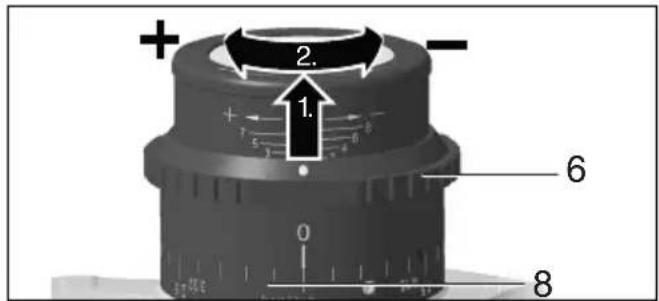
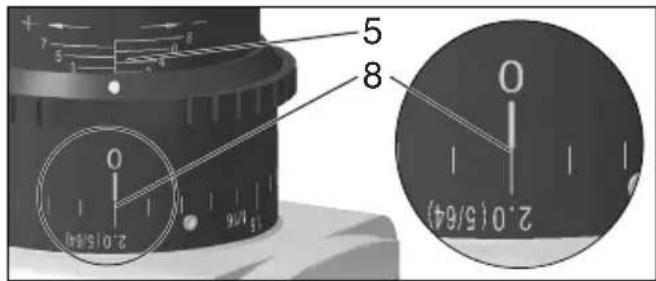
- Pociągnąć do góry pierścień nastawczy (7) i obrócić tak, aby na skali (9) była ustawiona wartość „X” z wykresu. Patrz ilustracja (na dole): ustawiona wartość „X” = 2,0. (jeden obrót odpowiada „X”=3. Dla uzyskania wyższych wartości X należy wykonać więcej obrotów. Skala (6) służy do przybliżonej orientacji podczas regulacji).
-
Przeprowadzić próbne frezowanie.
-
Jeżeli zachodzi konieczność bardzo dokładnego ustawienia wysokości fazki dla ostatniego frezowania, należy wykonać następującą procedurę: Wykonać frezowanie próbne. Zmierzyć wysokość wyfrezowanej fazki i w razie potrzeby dostosować poprzez obrócenie pierścienia nastawczego (7) o jedną kreskę na skali: obrót w
kierunku zgodnym z kierunkiem ruchu wskazówek zegara = większa wysokość fazki. obrót w kierunku przeciwnym do kierunku ruchu wskazówek zegara = mniejsza wysokość fazki. Wykonać kolejne frezowanie próbne. Ewentualnie powtórzyć tę czynność.
8. Użytkowanie
8.1 Włączanie i wyłączanie

Maszynę zawsze prowadzić obiema rękami.

Najpierw włączyć maszynę, a dopiero potem przyłożyć narzędzie robocze do obrabianego entu.

Unikać niezamierzonego uruchomienia: zawsze wyłączać maszynę po wyciągnięciu zki z gniazda wtykowego lub w przypadku rwy w dopływie prądu.

Po włączeniu trybu pracy ciągłej maszyna będzie pracować nadal, nawet jeżeli
wypadnie z ręki. Z tego względu maszynę zawsze trzymać oburącz za przewidziane do tego celu rękojeści, przyjąć bezpieczną postawę i skoncentrować uwagę na wykonywanej pracy.

Nie dopuszcać do wzbijania bądź zasysania pyłu i wiórów przez maszynę. Po wyłączeniu dzenie wolno odkładać dopiero po całkowitym ymaniu silnika.
Włączanie chwilowe (Patrz strona 3, rys. B):
Włączanie: przesunąć przycisk włącznika (22) do przodu, następnie wcisnąć przycisk włącznika (22) do góry.
Wyłączanie: zwolnić przycisk włącznika (22).
Włączanie pracy ciągłej:
Włączanie: włączyć urządzenie, jak opisano powyżej. Ponownie przesunąć przycisk włącznika (22) do przodu i zwolnić w pozycji przedniej, aby zablokować przycisk włącznika (22) (tryb pracy ciągłej).
Wyłączanie: wcisnąć przycisk włącznika (22) do góry i zwolnić.
8.2 Ustawianie prędkości obrotowej
Pokrętem nastawczym (15) można wstępnie wybrać i płynnie zmieniać prędkość obrotową.
Ustawienia 1-6 odpowiadają w przybliżeniu następującym prędkościom obrotowym na biegu jałowym:
1 ..... 6200 obr./min 4.....9600 obr./min
2 ...... 7100 obr./min 5......11 100 obr./min
3 ...... 8300 obr./min 6......12 000 obr./min
Układ elektroniczny VTC umożliwia pracę w zależności od rodzaju materiału i niemal stałą prędkość obrotową niezależnie od obciążenia.
Prędkość obrotowa zalecana do różnych materiałów:
Aluminium, miedź, mosiądz.... 4-6
Stal do 400 N/mm ^2 ...... 4-6
Stal do 600 N/mm ^2 ...... 3-5
Stal do 900 N/mm ^2 2-4
Stal nierdzewna 1-3
Optymalne ustawienie najlepiej jest ustalić na podstawie prób.
8.3 Ogólne instrukcje robocze
- Sprawdzić wieloosstrzowe płytki przestawne (20). Wymienić uszkodzone lub zużyte wieloosstrzowe płytki przestawne.
- Zamocować element obrabiany w narzędziach mocujących, wykluczając jego drgania.
- Podczas obróbki rur stosować się do informacji podanych w rozdziale 8.4.
- Ústawić wysokość fazki (patrz rozdział 7.1).
- Ustawić wysokość fazki (patrz rozdział 7.2).
- Urządzenie zawsze trzymać oburącz za przewidziane do tego celu rękojeści, przyjąć bezpieczną postawę i skoncentrować uwagę na wykonywanej pracy.
- Wieloostrzowe płytki przestawne (20) nie stykają się z obrabianym elementem. Najpierw włączyć urządzenie, następnie przyłożyć płytę podstawy (13) do obrabianego elementu i dopiero wtedy powoli dosunąć narzędzie robocze do obrabianego elementu.
- Urządzenie przesuwać wyłącznie w kierunku wskazywanym przez strzałkę (14) na urządzeniu.
Przesuwać urządzenie tylko w kierunku wskazywanym przez strzałkę (14). W przeciwnym razie występuje ryzyko odbicia. Pracować z umiarkowanym posuwem dostosowanym do obrabianego materiału. Nie ustawiać pod skosem, nie naciskać, nie kołysać.
-
Prowadzić urządzenie w taki sposób, żeby płyta podstawy (13) przylegała do obrabianego elementu.
-
Zakończenie pracy: odsunąć narzędzie robocze od obrabianego elementu, wyłączyć urządzenie. Odczekać, aż silnik znajdzie się w bezruchu, i odstawić urządzenie.
8.4 Obróbka zewnętrznych krawędzi rur
- Określić średnicę obrabianej rury.
-
Patrz strona 3, rys. C: rolkę prowadzącą (23) zamontować w pokazany sposób do płyty podstawy (13). Przesunąć rolkę prowadzącą (23) i ustawić średnicę rury na skali (24). Dokręcić kluczem płaskim nakrętkę rolki prowadzącej i w ten sposób zamocować rolkę prowadzącą.
-
Przestrzegać ogólnych instrukcji roboczych (rozdział 8.3).
-
Urządzenie zawsze trzymać oburącz za przewidziane do tego celu rękojeści, przyjąć bezpieczną postawę i skoncentrować uwagę na wykonywanej pracy.
-
Ustawić urządzenie rolką prowadzącą (23) na rurze. Następnie przyłożyć płytę podstawy do powierzchni końca rury.
-
Wieloostrzowe płytki przestawne (20) nie stykają się jeszcze z obrabianym elementem. Najpierw włączyć maszynę, następnie przechylić ją powoli wokół rolki prowadzącej (23) i w ten sposób dostawić głowicę frezową do obrabianego elementu.
-
Przestrzegać ogólnych instrukcji roboczych (rozdział 8.3).
8.5 Opcja obracania płyty podstawy (13)
Jeśli płyta podstawy (13) musi zostać zamontowana poprzecznie celem realizacji specjalnych zadań roboczych, Dział Obsługi Klienta Metabo udostępni na żądanie instrukcje przezbrojenia, jeżeli nie została ona dołączona do zestawu. Stosowne informacje można również znaleźć na stronie www.metabo.com.
9. Konserwacja
9.1 Wymiana wielostrzowych płytek przestawnych
Przed przystąpieniem do regulacji ustawień, przezbrajania, konserwacji lub czyszczenia wyciągnąć wtyczkę z gniazda sieciowego.
Wieloostrzowe płytki przestawne, uchwyt wieloostrzowych płytek przestawnych, obrabiany element i wióry mogą być gorące po zakończeniu pracy. Używać ochronnych rękawic roboczych.
Regularnie sprawdzać uchwyt wieloosrzowych płytek przestawnych (19). W przypadku uszkodzenia lub zużycia uchwytu wieloosrzowych płytek przestawnych zlecić naprawę/wymianę.
Regularnie sprawdzać wszystkie wieloosrzowe płytki przestawne (20). Wymienić uszkodzone lub zużyte wieloosrzowe płytki przestawne.
W odpowiednim czasie obracać lub wymieniać stępione wieloosrzowe płytki przestawne oraz takie, których powłoka uległa zużyciu. Stępione wieloosrzowe płytki przestawne zwiększają ryzyko zablokowania i wyrwania urządzenia lub uszkodzenia uchwytu wieloosrzowych płytek przestawnych (19).
Nie używać mocno zużytych lub uszkodzonych wieloosstrzowych płytek przestawnych.
Zawsze obracać lub wymieniać wszystkie wielostrzowe płytki przestawne.
Stosować wyłącznie wieloosrzowe płytki przestawne dopuszczone do użytku przez Metabo. Patrz rozdział Akcesoria.

Zdjęcie A: normalne zużycie: obrócić/wymienić wielooszowe płytki przestawne.
Zdjęcie B: zużycie przy obróbce twardych materiałów: płytkę przestawną obrócić/wymienić. Mocno zużyte wieloosstrzowe płytki przestawnych wymienić, nie używać.
POLSKIpl
- Odkręcić śruby (11) i przesunąć do góry blaszaną osłone przed wiórami (12).
- W razie potrzeby ręcznie obrócić wielooszowej płytki przestawnej (19).
- Wykręcić śrubę mocującą (21) i wyjąć wieloosstrzową płytkę przestawną (20).
- Oczyścić wielooszową płytkę przestawną (20) i powierzchnie mocowania na uchwycie wielooszowych płytek skrawających (19).
- Obrócić wieloosstrzową płytkę przestawną lub zamontować nową wieloosstrzową płytkę przestawną, jeżeli wszystkie ostrza są stępione.
- Ponownie dokręcić wielooszową płytkę przestawną (20) śrubą mocującą (21). Moment dokręcania: 3,5 Nm.
- Przesunąć całkowicie do dołu blaszaną ostone przed wiórami (12). Dokręcić śruby (11).
Wskazówka: przyczyny wyłamywania naroży lub w skrajnych przypadkach pękania wieloosstrzowych płytek przestawnych:
- uderzenia w wielostrzową płytkę przestawną spowodowanie niewłaściwą techniką pracy, przestrzegać zapisów rozdziału 8.3.
- drgania elementu obrabianego: element obrabiany zamocować w narzędziach napinających wykluczając jego drgania.
- nieprawidłowy montaż wieloosstrzowej płytki przestawnej: zawsze czyścić powierzchnie mocowania i przestrzegać momentu dokręcania.
- nieprawidłowy montaż wieloosstrzowej płytki przestawnej: mocno zużyte wieloosstrzowe płytki przestawne nie posiadają wystarczających powierzchni kontaktu i są wystarczająco mocowane. Mocno zużyte wieloosstrzowe płytki przestawne trzeba wymienić.
10. Czyszczenie
Wyciągnąć wtyczkę sieciową z gniazda.
Na głowicy frezowej (19) mogą się osadzać wióry i cząstki materiału. Może to prowadzić do zablokowania głowicy frezowej. Regularnie czyścić głowicę frezową i jej otoczenie oraz usuwać wióry i cząstki materiału.
Regularnie przeprowadzać oględziny głowicy frezarskiej pod kątem uszkodzeń i zużycia.
Podczas obróbki drobiny zanieczyszczeń mogą się osadzać wewnątrz elektronarzędzia. Ma to negatywny wpływ na chłodzenie elektronarzędzia. Przewodzące prąd osady mogą zaburzyć izolację ochronną elektronarzędzia i nieść ze sobą ryzyko porażenia prądem.
Regularnie, często i dokładnie odsysać zanieczyszczenia przez wszystkie otwory wentylacyjne z przodu i z tyłu elektronarzędzia. Na czas czyszczenia odłączyć elektronarzędzie od zasilania i nosić okulary ochronne oraz maskę przeciwpyłową.
Sygnalizator elektroniczny (16) świeci się, a prędkość obrotowa pod obciążeniem spada. Obciążenie maszyny jest zbyt duże! Posuw roboczy redukować do momentu, gdy zgaśnie elektroniczny wskaźnik sygnałowy.
-Maszyna nie pracuje. Sygnalizator elektroniczny (16) (zależnie od wyposażenia) miga. Zadziałało zabezpieczenie przed ponownym uruchomieniem. Po włożeniu wtyczki przewodu zasilającego do gniazda przy włączonej maszynie lub po przywróceniu zasilania po wcześniejjszym zaniku napięcia maszyna nie uruchamia się. Wyłączyć i ponownie włączyć maszynę.
- Zabezpieczenie przed ponownym uruchomieniem: w przypadku włożenia wtyczki przewodu zasilającego do gniazda przy włączonym urządzeniu lub przywróceniu zasilania po wcześniejszym zaniku napięcia urządzenie nie uruchomi się. Wyłączyć i ponownie włączyć maszynę.
- Procesy włączania powodują krótkotrwałe spadki napięcia. Przy niekorzystnych warunkach zasilania sieciowego mogą wystąpić niekorzystne oddziaływania na inne urządzenia. Przy impedancjach sieciowych mniejszych niż 0,4 oma nie należy oczekiwać żadnych zakłóceń.
12. Akcesoria
Używać wyłącznie oryginalnego osprzętu Metabo. Stosować wyłącznie osprzęt, który spełnia wymogi i parametry określone w niniejszej instrukcji obsługi. Bezpiecznie zamocować osprzęt. Jeżeli maszyna pracuje w uchwycie mocującym: stabilnie przymocować maszynę. Utrata kontroli nad urządzeniem może prowadzić do obrażeń.
A Uniwersalne płytki wieloosstrzowe 10 WS......
6.23564000
B Płytki wieloostrzowe 10 WS – stal nierdzewna 6.23565000
C Płytki wieloosstrzowe 10 WS – aluminium ......
6.23559000
D Śruba mocująca do
płytek wielooszowych ......6.23566000
Kompletny program osprzętu można znaleźć na stronie www.metabo.com lub w katalogu.
13. Naprawy
Wszelkie naprawy elektronarzędzi wolno wykonywać wyłącznie elektrykom!
W sprawie naprawy elektronarzędzia należy się zwrócić do przedstawiciela Metabo. Adresy są dostępne na stronie www.metabo.com.
Wykazy części zamiennych można pobrać pod adresem www.metabo.com.
14. Ochrona środowiska
Przestrzegać lokalnych przepisów dotyczących ekologicznej utylizacji i recyklingu zużytych maszyn, opakowań i osprzętu.
Materiały opakowaniowe utylizować zgodnie z ich oznakowaniem i wytycznymi obowiązującymi na terenie danej gminy. Więcej informacji można znaleźć w dziale Serwis na stronie www.metabo.com.

Dotyczy tylko państw UE: nie wyrzucać elektronarzędzi wraz z odpadami komunalnymi! Zgodnie z dyrektywą europejską 2012/19/UE
o zużytych urządzeniach elektrycznych i elektronicznych oraz jej implementacją w prawodawstwie krajowym zużyte elektronarzędzia trzeba segregować i poddawać odzyskowi surowców wtórnych zgodnie z przepisami o ochronie środowiska.
15. Dane techniczne
Wyjaśnienia do informacji podanych na stronie 4. Prawo do zmian związanych z postępem technicznym zastrzeżone.
n = prędkość obrotowa na biegu jałowym (maksymalna prędkość obrotowa)
P_1 =moc znamionowa
P_2 =moc oddawana
h_max =maks. wysokość fazki
b_max =maks. szerokość fazki
a = kąt fazy
d_min =minimalna średnica rury
m = ciężar bez kabla sieciowego
Wartości pomiarów ustalone w oparciu o normę EN 62841.
□ Maszyna w klasie ochronności II
\~ prąd przemienny
Zamieszczone dane techniczne podlegają tolerancji (odpowiednio do obowiązujących standardów).
Wartości emisji
Wartości te umożliwiają oszacowanie emisji elektronarzędzia i porównanie różnych elektronarzędzi. W zależności od warunków użytkowania, stanu elektronarzędzia lub narzędzi roboczych rzeczywiste obciążenie może być większe lub mniejsze. Podczas dokonywania oceny uwzględnić przerwy w pracy i fazy mniejszego obciążenia. Na podstawie odpowiednio dopasowanych wartości szacunkowych określić środki ochrony dla użytkownika, np. działania organizacyjne.
Całkowita wartość drgań (suma wektorowa trzech kierunków) określona zgodnie z normą EN 62841:
a_h,SG =wartość emisji drgań
K_h,SG = niepewność wyznaczenia (drgania)
Typowe poziomy hałasu A w ocenie akustycznej:
L_pA =poziom ciśnienia akustycznego
L_WA = poziom mocy akustycznej
K_pA, K_WA = niepewność wyznaczenia
Podczas pracy poziom hałasu może przekraczać wartość 80 dB(A).

Nosić ochronniki słuchu!
Zakłócenia elektromagnetyczne:
W przypadku oddziaływania ekstremalnych, zewnętrznych zakłóceń elektromagnetycznych mogą się sporadycznie pojawić przejściowe wahania prędkości obrotowej lub może zadziałać zabezpieczenie przed ponownym uruchomieniem. W takim przypadku wyłączyć i ponownie włączyć urządzenie.





- Instrukcja oryginalna
- Deklaracja zgodności
- Użytkowanie zgodne z przeznaczeniem
- Ogólne uwagi dotyczące bezpieczeństwa
- Specjalne uwagi dotyczące bezpieczeństwa
- Odrzut i odpowiednie uwagi dotyczące bezpieczeństwa
- Dalsze uwagi dotyczące bezpieczeństwa: Elektronarzędzie trzymać wyłącznie za izolowane uchwyty, ponieważ frezarka może natrafić na własny przewód zasilający.
- POLSKIpl
- Redukcja zapylenia:
- Specjalne zasady bezpieczeństwa dla urządzeń zasilanych z sieci:
- Elementy urządzenia
- Uruchomienie
- Zamocować rękojeść pomocniczą
- Zamocować (1) uchwyt pałąkowy
- Zamocować rękojeść boczną (5)
- Ustawianie
- Ustawianie kąta fazki
- Ustawianie wysokości fazki
- Użytkowanie
- Włączanie i wyłączanie
- Włączanie pracy ciągłej:
- Ustawianie prędkości obrotowej
- Ogólne instrukcje robocze
- Obróbka zewnętrznych krawędzi rur
- Opcja obracania płyty podstawy (13)
- Konserwacja
- Wymiana wielostrzowych płytek przestawnych
- Czyszczenie
- Akcesoria
- Naprawy
- Ochrona środowiska
- Dane techniczne
- Wartości emisji
- Nosić ochronniki słuchu!
- Zakłócenia elektromagnetyczne:
Marka : METABO
Model : KFMV 17-15 F
Kategoria : Frezarka