
KFM 1510 F - Frezarka METABO - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia KFM 1510 F METABO w formacie PDF.
| Typ produktu | Profesjonalna frezarka do fazowania (frezarka do faz) |
| Marka | Metabo |
| Model | KFM 1510 F |
| Moc pobierana (P1) | 1510 W |
| Moc wyjściowa (P2) | ~1300 W |
| Zakres prędkości biegu jałowego | 7800 – 12200 obr/min (6 pozycji) |
| Maksymalna wysokość fazy (hmax) | 12 mm (przy 45°) |
| Maksymalna szerokość fazy (bmax) | 18 mm |
| Kąt fazy | 15° – 60° (regulowany) |
| Minimalna średnica rury | 20 mm |
| Waga (bez kabla) | 4,5 kg |
| Zasilanie | 230 V ~ 50/60 Hz |
| Klasa ochronności | II (podwójna izolacja) |
| Elektronika | VTC (stała prędkość pod obciążeniem), regulacja ciągła |
| Główne funkcje | Fazowanie stali, stali nierdzewnej, aluminium; dla krawędzi prostych i rur |
| Konserwacja i czyszczenie | Regularnie czyścić głowicę frezującą i szczeliny wentylacyjne; odsysać pył |
| Bezpieczeństwo | Zabezpieczenie przed ponownym uruchomieniem, zabezpieczenie przeciążeniowe, wyłącznik bezpieczeństwa, wyłącznik awaryjny (w zależności od wersji) |
| Części zamienne i naprawialność | Wymienne płytki (ref. 6.23564), śruby mocujące (6.23566), smar w sztyfcie (6.23443); naprawy przez wykwalifikowanego elektryka |
| Informacje ogólne | Dostarczana z uchwytem kabłąkowym, prowadnicą, kluczem; akcesoria opcjonalne |
Często zadawane pytania - KFM 1510 F METABO
Pytania użytkowników dotyczące KFM 1510 F METABO
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję KFM 1510 F - METABO i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. KFM 1510 F marki METABO.
INSTRUKCJA OBSŁUGI KFM 1510 F METABO
pl Oryginalna instrukcja obstugi 88
el Pnwtotuno o8nyw vIeitoupyia 96
hu Eredeti hasznalatiutasitas 105
ru OpHnHaJIbHOe pyKOBOdCTBO NO 3KcIyatauN 113
uk OpriHaJIbHa iHCTpyKciJ3 eknIyatauii 122

A
B
KFM 15-10 F

KFMPB 15-10 F

KFM 16-15 F
C
| 15. | KFM 15-10 F *1) Serial Number: 01752.. | KFMPB 15-10 F *1) Serial Number: 01755.. | KFM 16-15 F *1) Serial Number: 01753.. | |
| n min | -1 (rpm) | 7800 - 12200 | 12500 12000 | |
| P1 | W | 1500 1550 | 1600 | |
| P2 | W | 990 840 900 | ||
| hmax(45°) | mm (in) | 10(3/8) 10 | 3/8) 15 ( | 19/32) |
| hmax(30°) | mm (in) | 13(1/2) 13 | 1/2) 20 ( | 25/32) |
| bmax(45°) | mm (in) | 14(9/16) 14 | 9/16) 21 ( | 13/16) |
| a° | 0 - 90° 0 - 90° | 0 - 90° | ||
| dmin | mm (in) | 75 (215/16) 75 | (2 15/16) 100 | (3 15/16) |
| m kg (lbs) | 4,9 (10.8) 5,1 | (11.2) 6,9 (15.2) | ||
| ah/Kh | m/s2 | <2,5/1,5 | <2,5/1,5<2,5/1,5 | |
| LpA/KpA | dB(A) | 92/3 | 91/3 | 93/3 |
| LWA/KWA | dB(A) | 103/3 | 102/3 | 104/3 |


*2) 2014/30/EU, 2006/42/EC, 2011/65/EU
*3) EN 60745-1:2009+A11:2010, EN ISO 12100:2010, EN IEC 63000:2018

2023-01-04, Bernd Fleischmann
Oryginalna instrukcja obstugi
1. Deklaracja zgodnosci
Oswiadczamy z pełna odpowiedzialnoscia, ze frezarki krawędziowe oznaczone typem i numerem seryjnym 1) spełniaja wszystkie obłowiazujuce przyopsis dyrektyw 2) i norm 3). Dokumentacja techniczna 4) - patrz strona 4.
2. Uzytkowanie zgodne z przyeznaczeniem
Frezarka krawedziowa jest przyznaczona do profesjonalnéozykowania krawedzi stalowych, wykonanych ze stali szlachetnej, aluminium oraz stopów aluminium.
Do obrobki aluminium, stopów aluminium oraz stali szlachetnej bezwzgliednie stosowej odpowiedni srodek smarowy (nr kat.: 6.23443).
Takze podczas obróbki stali zalecane jest stosowanie tego srodka smarowej, ponieważ wyraźnie wyduza on zwyotnosć narźedzi, a urzadzenia时常nej przyśuwa są po obrabianym elemencie.
Za szkody powstate w dyniku uzytkowania niezgodnego z przyznaczeniem odpowiedzialnosc ponosi wyłacznie uzytkownik.
Przestręgac odólnie obłowiazujacych przyepsów BHP oraz dołoczonych uwag dotyczych bezpieczędsta.
3. Ogólne uwagi dotyczę bezpieczność

Dla bezpieczestrewa uzytkownika oraz w celu ochry elektronarzedzia nalezy zworci szcęgólna uwage na miajsca w tekscie oznaczone tym symbolem!

OSTRZEZENIE! W celu zminimalizowania rzyka obrazen zapoznać sie ztreścia instrukcji obstugi.

OSTRZEZENIE! Przechytac wszystkie uwagi dotyczne bezpiecznychstwa i
instruktje. Nieprzestrzeganie uwag dotycznych bezpiecznych i instrukcji sąbć przycznych porazenia prądem elektrycznym, pożaru i/lub powaznych obrażnychciała.
Wszystkie uwagi dotyczace bezpieczeneistwa i instrukcje starannie przechowyac, by moc z nich skorzystać w przysztość.
Przekazuć elektronarżędzie innym osobom naleźy
przekazać równieź dołaczoną dokumentacja.
4. Specjalne uwagi dotyczę bezpieczność
a) Nie stosowac osprzetu ani wyposazenia, ktorego producent nie przywidzial iNie dopuscil do wspolpracy z przyedstawionym tu elektronarzedzium. Sama moziwość
zamocowania elementu wyposazenia do elektronarzdzia nie zapewnia loro bezpiecznego uzytkowania.
b) Nie uzywać uszkodzonych narȩdzi roboczych. Przed kaźdym użyciem sprawdzić wielostrzowej płytki przystawne pod katem ubytków materiafu, wystepowania pewknięc oraz silnégo zuźycia. Jesli elektronarżedzie lub narȩdzie robocze upadnie na pod✕gę, sprawdzić,czyNie jest uszkodzone, lub uzyć nieuszkodzonego narȩdzia roboczego.
c) Stosowac srodki ochry indywidualnej. Zależnie od rodzaju wykonywanych prac stosowac pełna ochrone twarzy, ochrone oczu lub okulary ochonne. O ile zachodzi tak potrzeba, stosowac maske przeciwyłowoa, ochronniki sluchu, rekawice ochronne lub spezialny fartuch chroniacy przed drobnymi czastkami materiau. Chronic oczy przyd cialemi obcymi odrzucanymi podczas wykonywania rożnych prac. Maska przeciwyłowoa i ochrona dróg oddechowych musza byc w stanie odfiltrować pyf powstajcy podczas pracy. Dlugotrwale narażenie na znaczny hałasMZe spowodować utrata sluchu.
d) Nalezy zwracać uwage, aby内在someby zachowaty bezpieczna odleglosć od strefy roboczej. Kaźda osoba, ktora wchodzi do strefy roboczej, musi stosowac srodki ochrony indywidualnej. Odlamki obrabianego elementu lub pękniète narȩdzia robocze mogą zostAAC wyrzucone i spowodowej obrażenia równieź poza bezposrednia strefa robocza.
e) Mocno trzymać elektronarżędzie w trakcie.gojo uruchamiania.Przy rozruchu do pełnych obrotów reakcja silnikaMZe doprowadzićdo obrćenia elektronarżędzia.
f) W miarę最少ność uzywać zaciskowy mocujacych do przytwierdzenia obrabianego elementu. Podczas pracyNie wolno trzymac obrabianego elementu w jedernej rece, a elektronarżedzia w drugiej. Dzieki zamocowaniu niewielkich obrabianych elementów uzytkownik ma obie rAce wolne, co pozwala lepiej kontrolłowac elektronarżedzie.
g) Wźadnym wypadku nie wolno odkląć elektronarżedzia, zanim narȩźdie robocze calkowicie są nie zatrzyma. Obracȩść są narȩźcie robocze要去 zetakné są powierzchnia, na ktorę zostanie odłozone, i w konsekwenci spowodowej utrata kontroli nad elektronarżedzie.
h) Nie wolno przenosić pracujucego elektronarzedzia. Na skutek przypadkowej kontaktu ubranie uzytkownika sąze zostac pochwycone przyez narzejdie robocze, które sąze wwiercić sie w ciało.
i) W regularnych odstepach czasu czysciuszczeliny wentylacyjne elektronarzędzia. Wentlyator silnika wciaga pyl do obudowy, a duze nagromadzenie pu metalowego moze powodowac zagrozenia zwiazane z pradem elektrycznym.
j) Nie uzywać elektronarżędzia w poplizu materialów palnych. Iskry i gorace wióry moga spowodstaw zapfon tych materialów.
k) Nie wolno uzywac zadnych narzedzi roboczych wymagajych stosowania ciekthy chtodziw. Stosowanie wody lub innych ciekthy chtodziw要去 doprowadzic do porazenia przem elektrycznym.
4.1 Odrzut i odpwiednie uwagi dotyczne bezpieczeNSTwa
Odrzut jest gwaltowna reakacja spowodowan zahaczeniem lub zablokowaniem wirujucego narędzia roboczego. Zahaczenia lub zablokowanie powoduje nagle zatrzymanie są narȩdzia roboczego. Wskutek togo niekontrolowane elektronarȩźcie uzyskuje przyspieszemen w kierunku przyciwnym do kierunku obrotów zablokowanego narȩdzia roboczego.
Jesli wielostrzowa płytka przystawna ulegnie zakleszczeniu lub zablokowaniu w obrabianym materiale, zablokowana krawędź wielostrzowej płytki przystawnej zagrebiona w przyedmiacie要去 spowodowej wylamanie wielostrzowej płytki przystawnej lub oderzut. Uchwyt wielostrzowej płytki przystawnej przyemieszczaa sie wtedy w kierunku operatora lub przyeciwnym,azolemie od kierunku obrotów zablokowanej wielostrzowej płytki przystawnej. W takim przypadku要去 rownikę dojsć do出入境cie wielostrzowej płytki przystawnej.
Odrzut jest konsekwencja niewlasciwo go lub niezgodnego z przyznaczeniem uzytkowania elektronarzedzia. Podjecie odpowiednich, opisanych ponizej srodkow ostroznosci pozwala zapobiec temu zjawisku.
a) Mocno trzymac elektronarzedzie oraz utrzymywać ciało i ramiona w pozycji, która pozwoli zamortyzowych site odrzutu. Stosujac odpowiednie srodki ostrożnosci operatorMZ zapanowac nad sila odrzutu.
b) Szczególna ostrożnosć zachować podczas pracy w strefie narozników, ostrych krawędzi itp. Unikać sytuacje, w którch narȩźia robocze oskakuju od elementu obrabianego lub ulegaj zakleszczeniu. W naroznikach, na ostrych krawędziach lub w przypadku uderzenia wiruju narȩźcie robocze latwo zakleszcza są w obrabianym przytedmiocese. Powoduje to utrata kontroli lub odrzut.
c) Naręźedzie robocze w povadzac w obrabiany materiał zawsze w tym samym kierunku, w którym krawędź tnąca opuszcza obrabiany materiał (odpwiada to temu samemu kierunkowy, w którym nastepuju wyrzut wiórow). Prowadzenia elektronarżędzia w niewlasciwym kierunku powoduje wyframanie krawędź tnącej narȩźdia robociego z przyedmiotu obrobki, przyez co elektronarżędzie jestSciagane w kierunku przysemwu.
d) Unikać blokowania wielostrzowej płytki przechawnej oraz zbyt duźego nacisku. Nie ustawiać wiekszej wysokość fazki niz maksymalna wartość dopuszczalna. Przechość wielostrzowych płytek przechawnych
zwieksza ich naprezenia i podatnosc na zakleszczenia lub zablokowanie, a tym samym mozliwość odrzutu lub pękniȩcia.
e) Unikać dotykania reka strefy przyded i za obracajacja sie wieloostrzowa plytka przystawna. W przypadku odsuniść wieloostrzowej plytki przystawnej w obrabianym elementenci od siebie, w razie oderzuti elektronarżędzie z wirujuć wieloostrzowa plytka przystawna zostanie wyrzucone bezposrednio w kierunku uzytkownika.
W odpowiednim czasie obracac lub wymieniac stepione wielostrzowe phtki przystawne oraz takie, ktorych powloka ulegla zuzyciu. Stepione wielostrzowe phtki przystawne zwiekszaja ryzyko zakleszczenia i wyftamania urzadzenia.
4.2 Dalsze uwagi dotyczne bezpieczenstwa: Elektronarzędzie trzymać wyłącznie za izolowane uchwyt, poniewaz fremzarka要去 natrafić na własny przywoźd zasilajczy.
Zetkniecie z przywodem znajdujocy m sie pod napieciem moze spowodowac wystapienie napiecia rowniez na metalowych czeciach urzadzenia i doprowadzić do porazenia przem.
Miejsce pracy nalezy utrzmywac w czystosci i zapewnic loro dobre oswietlenie. Nieporzadek i brak oswietlenia.),规模最大 doprowadzic do wypadkow.

OSTRZEJELENIE - Zawsze nosić okulary ochonne.

Nosić ochronniki stuchu.

Przed przystapieniem do regulacci ustawien, przyżbrajania, konserwacje lub czyszczenia wymiąnac wtyczkę z gniaźda sieciowego.

Nosić odpowiednia odziež ochronna.

Uwazać, aby nikt nie odnióst obrazen spowodowanych ciatem obcym wyrzuonym przyez urzadzenia.

Ludzie i zwierzeta domowe musza przebywac w bezpiecznej odlegosto ci od urzadzenia.

Nie zbližać do urzadzenia włosów, lużnej odziezy, palcow i innych czȩci ciała. Istnieje ryzyko pochwycenia i wciagniecia. Wradku dlugich włosów nosić siatkB na włsy.
Uwaga:OCRACYE.

Przy wykonywaniu pracy za pomocą urzadzenia zawsze nosić okulary ochonne, rękawice robocze oraz obuwie robocze!
Niebezpieczestrewo zranienia ostrymi krawedziami. Uzywac ochronnych rrekawic roboczych.
Wielostrzowe płytki przystawne, uchwyt wielostrzowych płytek przystawnych, obrabiany element i wióry moga byc gorace po zakończeniu pracy. Uzywac ochronnych rrekawic roboczych.
POLSKIpl
Uszkodzona lub pęknieta rekojeść pomocnicza naleź wymiennie. Nie walno uzywać urȩdzenia z uszkodzona rekojejność pomocnicza.
Przed przystapieniem do regulacci ustawien,\ przezbrajania, konserwaczji lub czyszczenia\ wyciagnac wtyczke z gniazda sieciowego.
Zaleca sie stosowanie stacionarnego urzadzenia odsysajacego. Na zasilaniu elektrycznym zaintalowac wytacznik roznicowopradowy (RCD) o maks. pradzie wzywalajacym 30 mA. W przypadku wytaczenia urzadzenia przyez wytacznik roznicowopradowy sprawdzić i ocyszcie urzadzenia. Patrz rozdiaz 10. Czyszczenie.
W przypadku dlugotrwalej pracy stosować ochronniki stuchu. Dędzse oddziawyanie wysokiego poziomu hałasu要去 spowodować uszkodzenia stuchu.
Uzywać wyłącznie ostrych i nieuszkidzonych wieloostrzowych płytek przyestawnych.
Obrabiany element musi byc mocno oparty i zabezpieczony przyd przesunieciem, np. za pomocza urzadzen mocujacych. Duze elementy poddawane obrobce musza byc odpowiednio podparte.
Uwazac, aby iskry i gorace wiorygowstajace podczas uzywania urzadzenia nie stanowily bezposredniego zagrozenia dla uzytkownika lub innych osob oraz nie spowodowy zapalenia latwopalnych substancji. Zagrozone obszary chronic trudnopalnymi oslonami. W strefach zagrozonych pozarem przechowywać odpowiednia srodki gaśnicze.
Urzejdenie zawsze trzymać oburacz za przyweedziane dokiego celu rekojesci, przyjacbezmęczna postawe i skoncentrować uwage na wykonywanej przyca.
Utrzymywać dIonie w bezpiecznej odlegosto ci od strefy frezowania i obracajacego sie narzedzia roboczego.
Nie wolno dotykać obracajęcego sie narźedzia roboczego! Wióry i podobne zanieczyszczenia usuwac wyłacznie po wylączeniu urzadzenia.
Wyciagnac wtyczke sieciowa z gniaiazda.
Nie wolno uzywac uszkodzonych, nieokragtych lub wibrujacych narzedzi roboczych.
Nie pracstawczrzymajac urzadzenie ponad glowa.
W zadnym wypadku nie wolno korzystac z urzadzenia niedokompletnégo lub takiego, w ktorym wpwadzono niedozwolona zmian.
Redukcja zapylenia:
Czastki uwalniane podczas uzywania urzadzenia moga zawierać substancje wywofujace raka, reakcie allergicze, schorzenia dróg oddechowych i wady wrodzone lub zarburzac zdolnosć Rozrodcza. Spośród tych substancji przy na wymienc olów (farby zawierajce olów), pyt mineralny (z kamienia, betonu itp.), domieszki stosowane podczas obrobki drewna (chromiany, srokdi ochonne do drewna), niedźto gre katunki drewna (pyt z obrobki dębu lub buka), metale, azbest.
Poziom ryzyka zaleź od unto, przyzek jak dlugi czas
uzytkownik lub znajdujace sie w povlizu osoby beda narazone na dziatanie pytu.
Wyeliminowac mozliwość przygodostania są czasteczek pytu do organizmu.
W celu zredukowania zagrozenia ze strony wymienionych substantenci nalezy zapewnic所提供 wentrejow mięsću pracy i nosić odpowiednie srodki ochrony, na przykidad maski przyceiwypłowe, kto're są w stanie filtrrować mikroskopijnie moje czastki.
Przestrzegać wytycznych dotycznych obrabianego materiały, personelu, rodzaju zastosowania i.),.), zastosowania (np. przypeśów o ochrionie pracy, utylizacja).
Szkodlwe czastki eliminacja zgowietrza w mistręschu ich emisi i zapobiegać ich odkładaniu są w otoczenia.
W celu zminimalizowania zagrozenia pylem:
- Nie kierować uwalnianych czastek i strumienia powietrza wylotowej z urzadzenia w strone samego siebie ani innych osob znajdujacych sie w povlizu,czy też na osiadny pyt
- Uzywac systemów odpylania i/lub oczyszczaczy powietrza.
- Zapewnic扭矩 wentylacje.), pracy i czystość ), wymiągowi powietrza. Zamiatanie lub nadmuch powoduje wzbijanie pylu.
- Odzież ochronna odkurzac lub prac. Nie przytedmUCHIWAC, nie trzepa, nie czysciuszczotka.
5. Elementy urzadzenia
Patrz strona 2 i 3.
1 Uchwyt pałąkowy
2 Tarcze podzialewce ustanacza
3 Sruby skrzydetydelkowe
4 Gwintowane otwory na obudowie przyekträdni
5 Uchwyt boczny
6 Skala (wysokość fazki)
7 Pierscien nastawczy (wysokość fazki)
8 Šruby blokujace pierscienia ze skalá
9 Pierscien ze skal (wysokocf fazki)
10 Pokrétlo nastawczy prędkość obrotowej *
11 Elektroniczny wskaznik sygnatowy
12 Rekojesc
13 Šruby blaszanych ošton pržed wiórami
14 Blaszane oslony przed wiórami
15 Szyna prowadźadc
16 Strzata = zadany kierunek pracy
17 Skala (kāt fazki)
18 Sruby (kāt fazki)
19 Uchwyt wieloostrzowej płytki przystawnej / głowica frezowa
20 Wielostrzowa plytka przystawna
21 Sruba mocujaca wieloostrzowej plytki przystawnej
22 Przelacznik suwakowy *
23 Wyętacznik skrzydełkowy *
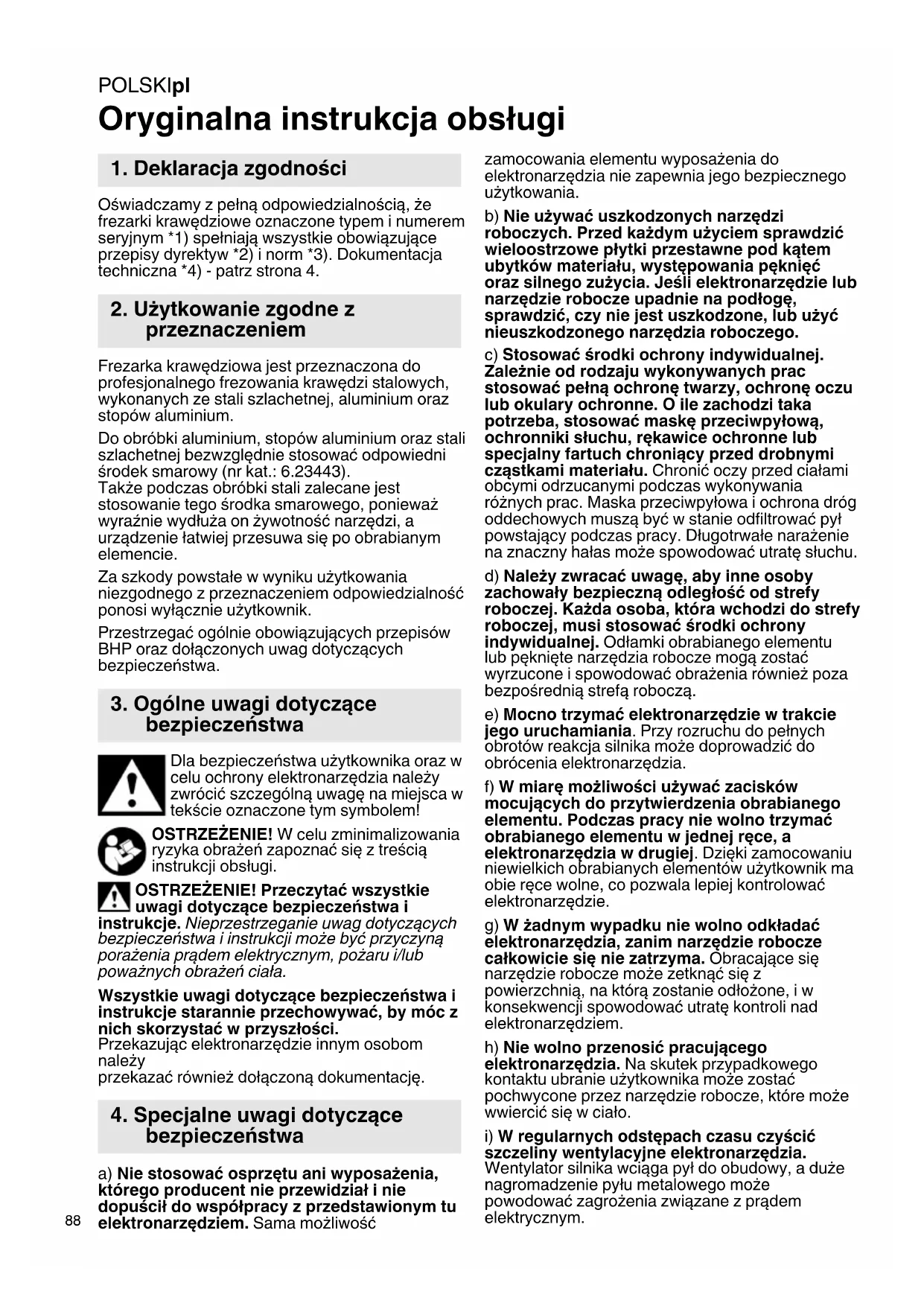
24 Blokada *
25 Przycisk wącznika *
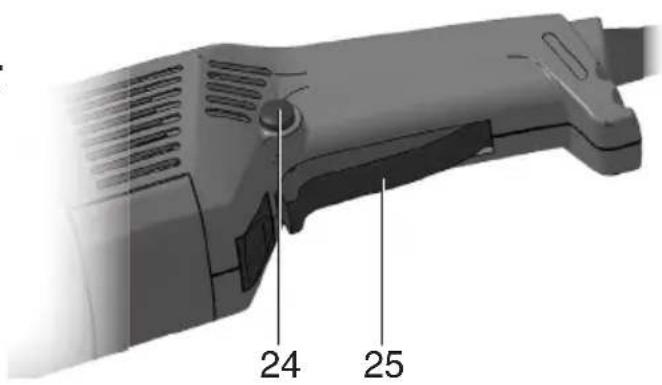
26 Rolka prowadzęca
27 Skala (srednica rury)
- w zależnosci od wyposzazenia
6. Uruchomienie
Przed uruchomieniem urzadzenia sprawdzić,czy napiecie i czestotliwość sieci podane na tabliczce znamionowej są zgodne z parametrami zasilania sieciowego w miejscu pracy.
Na zasilaniu elektrycznym zainstalować wyłącznik roźnicowoprádowy (RCD) o maks. pradzie wyzwalajacym 30 mA.
6.1 Zamocowac uchwyt dodatkowy
Zawsze pracstaw z zamocowanym uchwytem pałakowym (1) albo uchwytem boczonym (5) (zależnie od wyposañenia)! Zamocstaw uchwyt zgodnia z ilustracja (patrz strona 2, zdj. A).
Zamocowac (1) uchwyt pałąkowy
- Nasadzić podkładki ustalajace (2) z lewej i prawej strony uchwytu (1).
- Wsunac uchwyt (1) podkadjkami ustalajacymi (2)
z przodu na obudowe przyekjadni. - Šruby skrzydelkowe (3) wětknac z lewej i prawej strony w uchwyt (1) i leukko przykrećić.
-Ustawic zadany katuchwytu (1). - Mocno dociagnac ręcznie s Ruby skrzydełkowe (3)
z lewej i prawej strony.
Przymocowauchwyt boczny (5) (zaleznie od wyposazenia, tylko dla modeli KFM 15-10 F, KFMPB 15-10 F):
Przy frezowani krawędzi o niewielkich kąch (ustawuminium < 30°)azole od warunków przydatne要去kać stosowanie uchwytu bocznych zamiast (5) uchwytu pałakowej (1). Aby pewnie trzymać urzadzenia, przyȩkszych kąch zawsze uzywać uchwytu pałakowej (1).
- Uchwyt boczny (5) mocno przykrecić z lewej lub z prawej strony urzadzenia.
7. Ustawianie
Przed przystapieniem do regulacji ustawien, przyezbrajania, konserwacji lub czyszczenia wciagnac wtyczke z gniazda sieciowego.
Wielostrzowe płytki przystawne, uchwyt wielostrzowych płytek przystawnych, aberriany element i wiorny moga byc gorace po zakoniceniu pracy. Uzywac ochronnych rrekawic roboczych.
Niebezpieczenstwo zmieiazdzenia! Uzywac ochronnych rrekawic roboczych.
7.1 Ustawianie kata fazki
- Odczytać na skali (17) ustawiony kát fazki.
- Odkrećić Sruby (13) i przyzesunac do góry obie blasphzane osłony przyded wiórami (14) (po lewej i prawej stronie urzadzenia).
- Odkrećić Sruby (18) (przednia i tylna), a nastepnie ustawic zadany kat fazki obracajac
szynę prowadzacq (15). Odczytać na skali (17) ustawiony kát fazki.
- Mocno dokrecic obie s Ruby (18) (przednia i tylna).
- Obie blaszane ostony przyd wiórami (14) (po lewej i prawej stronie urzadzenia) przyzesunancałkowicie w doł. Dokrecic s Ruby (13) (po lewej i prawej stronie urzadzenia).
- Poprzej zmieje kata fazki zmienia sie tez wysokość fazki (w zależnosci od konstrukcji). Dlatego po kaźdym przystawieniu kata fazki naleź teź na nowo ustawic wysokość fazki. Patrz Rozdziat 7.2
7.2 Ustawianie wysokość fazki
Najpierw ustawic kat fazki:
- Najpiew sprawdzić,czyustawionoźadany kát fazki:odczytać na skali (17)ustawiony kát fazki. Ew.ustawic.Patrz Rozdzial 7.1
Okreslenie wartosci nastawczyj:
Wskazówka: fazki o dujej wysokość naleź wykonywać zawsze w kilku frezowaniach (przynajmiej 3). Twarde materiały wymagaju jestecz wieciej frezowan. Zaletami takiego sposobu pracy są: dędźsa zwywotnosc wielostrżowej płytki przystawnej, wyźsa jakość powierzchni produktu i przyjemniejsza prac.
! Nie przyekraczać podanej niżej „wartosci maksymalnej wysokość fazki na jeder frezowanie".
KFM 15...(przy 45° ):
- frezowanie: maks. 6 mm
- i 3. frezowanie: maks. 2 mm
KFM 17...(przy 45° ):
- frezowanie: maks. 9 mm
- i 3. frezowanie: maks. 3 mm
Nie przyekraczać maksymalnej dopuszczalnej wysokość fazki (hmax) (patrz rozdziel Dane techniczne).
W celu uzyskania optymalnej jakosci powierzchni, w ostatnim frezowaniu zalecane jest skrawanie minimalnej ilosci materia'u.
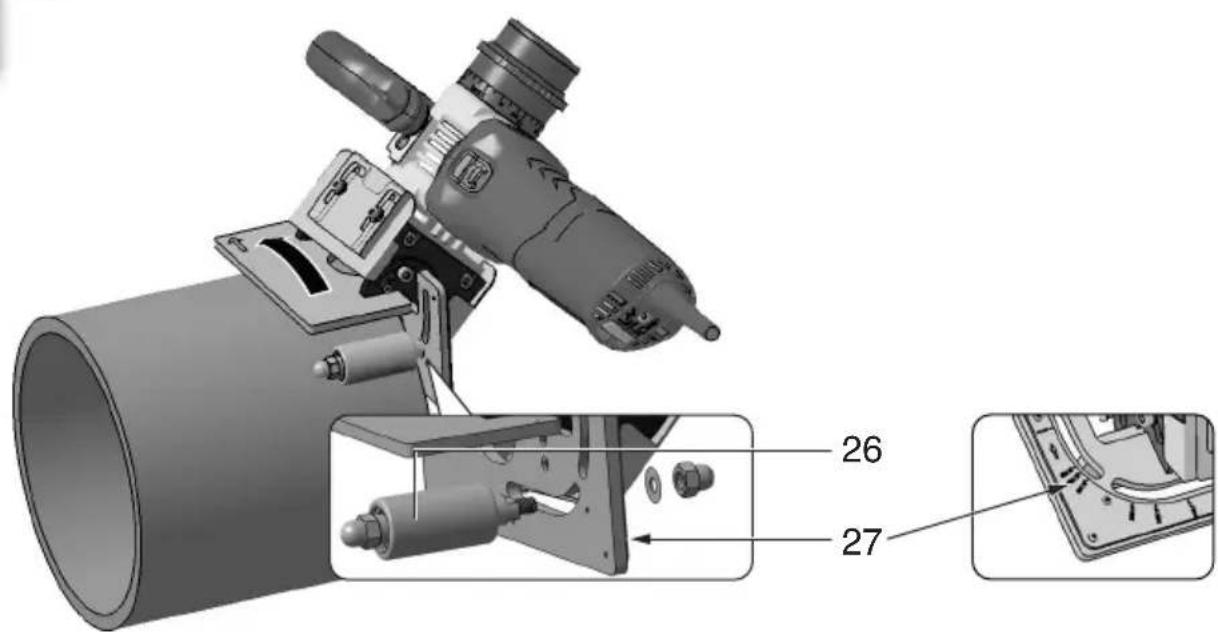
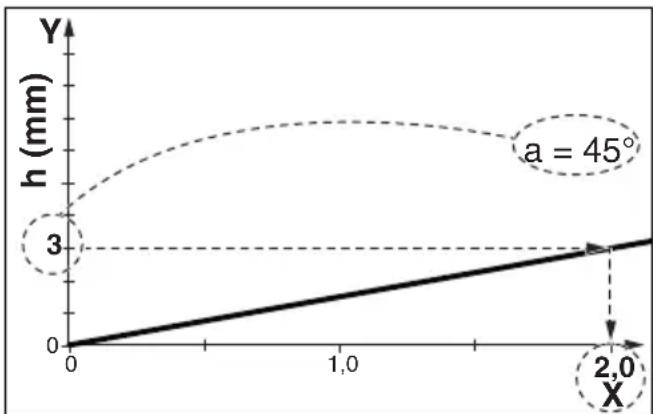
- Wybrać wykres wąsciwy dla danego urzadzenia (patrz strona tylna).
- Wybrać wąsciwa linie dla ustawionego kata fazki (patrz strona tylna).
- Przyklad dla kata fazki 45° i zadanej wysokość fazki 3 mm (patrz il. ponijej). Wyncik: wartość nastawczna = 2,0.
POLSKIpl
Na osi Y wybrać wysokość fazki, która ma zostac ustawiona. Przeprowadzić poziomą linie są do punktu przyciecia z linia. Od unto punktu przyciecia przypewadzić pionowa linie są do osi X. Odczytać wartosci na osi X. Te wartosci „X" naleź teraz ustawic w urzadzeniu w nastepujczy sposob.
Wskazowka: wykres odnosi sie elementow aberrianych o ostrych krawedziach. Zaokraglone krawedzie elementow aberrianych trzeba uwzgldenic ustawiajac wysokoosci fazki.
Ustawianie wysokość fazki:
- Pociąnac do góry pierScién nastawczy (7) i obrócić tak, aby na skali (9) byla ustawiona wartosć „X" z wykresu. Patrz ilustracja (na dole): ustawiona wartosć „X" = 2,0. (jeden obr odpwiada „X" =3. Dla uzyskania wyźSZych wartosci X nalewy wykonacość obrotów. Skala (6) sLUzy do przyblizzonej orientacijs podczas regulazioni).


-
Przempowadzic prôbn frezowanie.
-
Jeźeli zachodzi koniecznosć bardzo dokląndo ustawienia wysokość fazki dla ostatniego frezOWANIA, naleź wykonac nastepujacja procedure: Wykonac frezOWANIE robne. ZmierZYC wysokość wyfrezOWANEJ fazki i w razie potrzeby dostosowac poprzej obrocenie pierścienia nastawczygo (7) o jeder kresk na skali: obrt w kierunku zgodnym z kierunkiem ruchu wskazowej zegara = Większa wysokość fazki. obrt w kierunku przywnym do kierunku ruchu wskazowej zegara = mniejsza wysokość fazki. Wykonac kolejne frezOWANIE robne. Ewertualnie powtorzyc t czynnosc.
8. Uzytkowanie
8.1 Włęczanie i wymiędzanie
Urzadzenie nalezy prowadzić zawsze obiema rękami.
Najpierw wączyc urzadzenia, a dopiero potem przyloźcy narędzie robocze do obrabianego elementu.
Unikać niedzamierzonego uruchomienia: zawsze wyłaczać urzadzenia po wymiagnęci wtyczki z gniażda wtykowygo lub w przypadku przyzewy w dopływie prȩdu.
Przywczenia trybu pracy ciagnej urzadzenia bedzie pracowac nadal, nawet jeźeli wypadnie z reki. Z togo względu urzadzenia danezy zawsze trzymać oburacz za przewidziane do togo celu rkojesci, przyjac bezpieczna postawe i skoncentrować uwage na wykonywanej pracy.
Niedopuszczacdo wzbijania badzzasysania pytu i wiórow przyze urzadzenie. Po wylaczeniu urzadzenie wolno odlozyc dopiero po calkowitym zatrzymaniu silnika.
KFM 15-10 F (patrz strona 3, il. B):
Włacznie: przyśsunać przyȩclaznik suwakowy (22) do przyd. Nastepnie w celu przyczenia trybu pracy ciąglej wcijsć przyȩclaznik w dót do zablokowania.
Wylaczanie: nacinac na tylna koncowke przelacznika suwakowego (22) i zwolnic przylacznik.
KFMPB 15-10 F (patrz strona 3, il. B):
Włuczanie: przyśsunać wylącznik skrzydeftkowy (23) w kierunku wskazywanym przyszne strzały, a natestPNie nacisnac wylącznik skrzydeftkowy (23).
Wylaczanie: zwolnic wylacznik skrzydektkowy (23).
KFM 16-15 F (patrz strona 3, il. B):
Włacznie chwilowe:
Włuczanie: wcisnac blokade (24), a nastepnie nacinisnac przycisk wącznika (25). Zwolnic blokade (24).
Wylaczanie: zwolnic przycisk wącznika (25).
Włacznie przycymi sągnej:
Włuczanie: wcisnac i przytrzymac blokade (24).
Nacisnac przycisk (25) i przytrzymac.
Urżadzenie jest wączone. Nastepnie ponownie wcisnac blokade (24), aby zablokowania przycisk (25) (tryb ciagly).
Wylacznie: nacinac, a nastepnie zwolnic przycisk wlacznika (25).
8.2 Ustawianie prędkosci obrotowej (KFM 15-10 F)
Pokretlem nastawczym (10)UNCTA wstepnie wybrać prędkość obrotowej i bezstopniowo sązmieniac.
Ustawenia 1-6 odpwiadaja w przyblzeniu nastepujacym prędkosciom obrotowym biegu luzem:
- 7800 obr./min 4. 10200 obr./min
2......8600 obr./min 5.....11100 obr./min - 9400 obr./min 6. 12200 obr./min
Ukfad elektroniczny VTC umozliwia prace w zaleznosci od rodzaju materialu i niemal stała prędkość obrotowa niedzialeznie od obciȩzenia.
Prędkość obrotowa zalecana do rożnych materiały:
Aluminium, miedź, mosiadz 4-6
Stal do 400 N/mm2. 4-6
Stal do 600 N/mm2.3-5
Stal do 900 N/mm2.2-4
Stal niedzewna 1-3
Optymalne ustawieuie najlepiej jest ustalic na podstawie prob.
8.3 Ogólne instrukcje robocze
- Sprawdzić wielostrzowe płtyk przystawne (20). Wymiennie uzzkodzone lub zuzyte wielostrzowe płtyk przystawne.
- Element aberriany zamocowac w narzedziach mocujacych wykluczajac loro drgania.
- Podczas obróbki rur stosowac sie do informaci podanych w rozdziele 8.4.
- Ustawic wysokość fazki (patrz rozdziaj 7.1).
- Ustawic wysokość fazki (patrz rozdziaf 7.2).
- Urzadzenia zawsze trzymac oburacz za przywidziane dokiego celu rkojesci, przyjac bezpieczna postawe i skoncentrowac uwage na wykonywanej pracy.
- Wielostrzowe płytki przystawne (20) nie stykaja sie z obrabianym elementem. Najpierw wączy urzadzenia, nastepnie przytozyme szynę prowadzacā (15) do obranego elementu i dopiero wtedy powoli dosunć narźedzie robocze do detalu.
- Urzadzenie przyśwac wyłącznie w kierunku wskazywanym przyez strzaftke (16) na urzadzeniu.
Przesuwac urzadzenie tylko w kierunku wskazywanym przyez strzałke (16). W przyceiwyn razie wystepuju rzyko odbicia. Pracowac z umiarkowanym posuwem, dostosowanym do obradianego materia'u. Nie ustawiać pod skosem, nie naciskać, nie kołysać.
- Prowadzić urzadzenia w taki sposob, zeby szyna prowadzacá (15) przylega do obrabianego elementu.
- Zakończenie pracy: odsunac narźedzie robocze od obrabianego elementu, wyłączy urzadzenia. OdczekAAC, az silnik znajdzie są w bezruchu, i odstawic urzadzenia.
8.4 Obróbka zewétrznych krawędzi rur
- Okreslic srednice obradianj rury.
- Patrz strona 3, il. C. Zamocowac rolke prowadzaca (26) na szynie prowadzacej (15), zgodnie z ilustracja. Przesunac rolke prowadzaca (26) i ustawic srednice rury na skali (27). Dokrecic kluczem plaskim nakretke rolki prowadzacej i w ten sposob zamocowac rolke prowadzaca.
- Przestrzegać ogólnych instrukcji roboczych (rozdzial 8.3).
- Urzadzenie zawsze trzymać oburucz za przywidźiane do tego celu rękojeść, przyjacźne zȩzyte zȩrowicye zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyte zȩzyde zȩzyde
bezpiegznapostaweiskoncentrowacuwagyn wykonywanejpracy.
- Ustawic urzadzenie rolka prowadzacag (26) na turze. Nastepnie przylozyc szynę prowadzacag do powierzchni konca rury.
- Wielostrzowe płytki przystawne (20) nie stykaj są jest eszcze z obrabianym elementem. Najpierw wączyc maszyne, nastepnie przechylic są powoli wokór rolki prowadzacej (26) i w ten sposob dostawic glowice frezowa do obrabianego elementu.
- Przestrzegać ogólnych instrukcji roboczych (rozdzial 8.3).
8.5 KFM 16-15 F: mözgliwość obracania szyny prowadźacej (15)
W przypadku KFM 16-15 szyna prowadzac (15) jest zamontowana poprzejcie. Ták rozwiazanie umozliwia podczas wiekszość wykonywanych prac lepsza absorpcje duzych sil i komfortowa, moło meczacprace.
Ježeli do specialné rodzaju wykonywanych prac potrzebne jest wźdlużne zamontowanie szyny prowadȩczęj (15), serwis Metabo udostepnia na zyczenia odpowiednia instrukcję modyfikacje.
9. Konserwacja
9.1 Wymiana wielostrzowych pfytek przyestawnych
Przed przystapieniem do regulacji ustawien, przyezbrajania, konserwacci lub czyszczenia wciagnac wtyczke z gniazda sieciowego.
Wielostrzowe płytki przystawne, uchwyt wielostrzowych płytek przystawnych, aberriany element i wióry moga byc gorace po zakończeniu pracy. Uzywać ochronnych rękawic roboczych.
Regularnie sprawdzać uchwyt wielostrzowych płytek przystawnych (19). W przyypadu uszkodzenia lub zuźycia uchwytu wielostrzowych płytek przystawnych zlecić naprawe/wymiane.
Regularnie sprawdzać wszystkie wielostrzowe płytki przystawne (20). Wymienic uszkodzone lub zuzyte wielostrzowe płytki przystawne.
W odowiednim czasie obracac lub wymieniac stepione wielostrzowe pflytki przystawne oraz takie, ktorych powfoka ulegla zuzyciu. Stepione wielostrzowe pflytki przystawne zwieksza ja rzyko zablokowania i wyrwania urzadzenia lub uszkodzenia uchwytu wielostrzowych pflytek przystawnych (19).
Nie uzywać mocno zuzytych lub uszkodzonych wieloostrzowych płytek przystawnych.
Zawsze obracac lub wymeniac wzystkie wielostrzowe plytki przystawne.
Stosowac wyłacznie wieloostrzowej płytki przystawne dopuszczone do uzytku przyez Metabo. Patrz roździal Akcesoria.

Zdjecie A: normalne zuzycie: obróc/ymienic wieloostrzowe ptyki przystawne.
Zdjecie B: zuzycie przy obrbc twardych materialow: phtke przystawna obrc/wymienic. Mocno zuzyte wielostrzowe phtki przystawnych wymienic, nie uzywac.
- Odkrécic s Ruby (13) i przyzesunuć do góry blaszana oslone przyd wiórami (14).
- W razie potrzeby ręcznie obróciwoe wieloostrzowej płytki przystawnej (19).
- Wykręcić srubemocujac (21) i wyjac wielostrzowaptykoprestawna (20).
- Ocyszcie wieloostrzowa plytke przystawna (20) i powierzchnie mocowania na uchwycie wieloostrzowych plytek skrawajczych (19).
- Obrócić wielostrzowa płytké przystawna lub zamontowac nowa wielostrzowa płytké przystawna, jeźeli wzystkie ostrza sa stepped.
- Ponownie dokrecic wieloostrzowa plytke przyestawna (20) sruba mocujaca (21). Moment dokrecania: 3,5 Nm.
- Przesunarć calkowicie do dołu blaszania ostone przydzwiorami (14). Dokręciść s Ruby (13).
Wskazowka: przyczyny wyłamywania naroź lub w skrajnych przypadkach出入境 wielostrzowych płytek przystawnych:
- uderzenia w wieloostrzowa plytke przystawną spowodawanie niewlasciwa technika pracy, przyestręgać zapisów rozdziały 8.3.
- drgania elementu obradianego: element obrany zamocowac w narzedziach napinajacych wykluczajac loro drgania.
- nieprawidów montañ wielostrzowej plytki przystawnej: zawsze czyscić powierzchnie mocowania i przyestrzejć momentu dokrecania.
- nieprawidlowy montaż wielostrzowej płytki przechawnej: mocno zuzyte wielostrzowe płytki przechawneNie posiadaj wystarczajych powierzchnikontaku i są wystarczajco mocowane. Mocno zuzyte wielostrzowe płytki przechawne trzeba wymienic.
10. Czyszczenie
Wyciagnac wtyczke sieciowa z gniaiazda.
Na glowicy frezowej (19) moga sie osadzać wióry i czastki materiafu. Moze to prowadzić do zablokowania glowicy frezowej. Regularnie czyscić
głowice frezowa i jej otoczenia oraz usuwac wióry i czastki materia'u.
Podczas obrobki drobiny zanieczyszczen moga sie osadzać wewnatrix elektronarzędzia. Ma to negatwy nwy wptyw na chlodzenie elektronarzędzia. Przewodzace prad osady moga jaburzyc izolacje ochronna elektronarzędzia i niesc ze soba ryzyko porazenia pradem.
Nalezy regularnie, czesto i dokladnie odsysac z elektronarzędzia zanieczyszczenia przyez wszystkie otwory wentylacyjne z przyodu i z tyfu urzadzenia. Na czas czyszczenia odłączy elektronarzȩdzie od zasilania i nosić okulary ochronne oraz maskę przechiwypłowā.
Świeci sie elektroniczny wskaźnik sygnałowy (11) i zmniejsza sie prędkość obrotowa pod obcieżemien. Obcieżenie urzadzenia jest zbyt duze! Pozostawic urzadzenia na biegu jałowym do momentu, ale zgaśnie elektroniczny wskaźnik sygnałowy.
-Urzadzenie nie pracuje. Elektroniczny wskažnik sygnałowy (11) (zależnie od wyposzazenia) miga. Zadziatało
zabezmie przed ponownym uruchomieniem. W przypadku wlozenia wtyczki przywodu zasilajacego do gniażda przy wączonym uradzeniu lub przywroceniu zasilania powczesniejszym zaniku nap引擎ia uradzenie nie uruchomi sie. Wyćczyć uradzenie i ponownie wączyc.
KFM 16-15 F:
- Zabezpieczenie przy pożęwne wędniwość zȩzyte wędniwość wędniwość zȩzyte wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźem wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte wȩźom uzyte w.Weightznejszym zaniku napiędia urzadzenia nie uruchomi są. Wętćzyc urzadzenia i pożcie iruzejne zęsztymi zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawicy zozstawICY
- Zabezpieczenie przyd przyciezenia: prędkość obrotowa spada. Temperatura uzwojenia jest zbyt wysoka! Pozostawic urzadzenia na biegu jałowym do momentu, az ostygniie.
- Procesy włuczania powoduja krótkotrwale spadki napiecia. Przy niedkorzystnych warunkach zasilania sieciowego moga wystapić niedkorzystne oddziawymania na innre urzadzenia. Przy impedancjach sieciowych mniejszych niz 0,4 omanie naleź oczekiwacźadnych zaklocen.
12. Akcesoria
Stosowac wyłacznie oryginalne akcesoria Metabo.
Stosowac wyłacznie akcesoria, któ speñniaja wymagania i parametry okreslone w niniejszej instrukcji obstugi.
Akcesoria nalezy bezpiecznie zamocowych. Praca urzadzeniem w uchwycie: urzadzenie bezpiecznie
zamocowa. Utrata kontrl nad urzadzeniem moze stać sie przyczyna obraźen.
A Wielostrzowe płytki przyestawne 10 HM
uniwersalne 6.23564
B Šruba mocujaca wieloostrzowe
plytki przystawne 6.23566
C Trzpien smarowy 6.23443
Kompletny program akcesoriow所提供 znalezć na stronie www.metabo.com lub w katalogu.
13. Naprawa

Wszelkie naprawy elektronarzedzi wolno wykonywać wyłącznie elektrykom!
W sprawie naprawy elektronarzedzia nalezy sie zworcić do przystawciela Metabo. Adresy są dostepne na stronie www.metabo.com.
Wykazy częsci zamiennychość poprác pod adresem www.metabo.com.
14. Ochronaśrodowiska
Przestręgać krajowych przyepsów dotycznych usuwania i recyklingu zuzytych urzemden, opakowan i akcesoriow.
Materialy opakowaniowe utylizowac zgodnie z ich oznakowianiem i wytycznymi obowiazujacymi na terenie danej gminy. Wiecej informacijsmaybe znalez c w dziale Serwis na stronie www.metabo.com

Dotyczy tylko państw UE: nie wolno
wyrzućec elektronarźedzi wraz z odpadami
komunalnymi! Zgodnia z dyrektywa euro
pejska 2012/19/EU o zuzytych urzadzeniach elektrycznych i elektronicznych oraz jej implementacja w prawodawstwie krajowym zuzyte elektronarzedzia musza byc segregowane i poddawane odzyskowy surowcow wtornych zgodnie z przyopsisami o ochronie srodowiska.
15. Dane techniczne
Wyjasnienia do informaci podanych na stronie 4.
Prawo dozmian zwiazanych z postepem technicznym zastrzezone.
n = prędkość obrotowa biegu sągowego (maksymalna prȩdkości obrotowa)
P1 =nominalnypobormocy
P2 =moc oddawana
hmax =maks. wysokosc fazki
bmax = maks.szerokosc fazki
a=katfazki
d =minimalna srednica rury
m =噤žar bez przyzewodu zasilajacego
Wartosci pomiarów ustalone w oparciu o EN 60745.
Urzadzenie w klasie ochronnosci II
Prad przemienny
Zamieszczone dane techniczne podlegajtolerancji (odpowednio do obowiazujacychstandardów).

Wartosci emisji
Wartosci te umozliwiaja oszacowanie emisi
elektronarzędzia i porownanie rożnych
elektronarzędzi. W zależnosci od warunków
uzytkowania, stanu elektronarzędzia lub narźedzi
roboczych rzechywiste obciezenia sąbyć
wieksze lub mniejsze. Podczas dokonywnia oceny
naleź użwg.§dnić przerwy w pracy i fazy
mniejszego obciezenia. Na podstawie odpopiewnio
dopasowanych wartosci szacunkowych okreslic
Środki ochry dlauzytkownika, np. dziatania
organizacyjne.
łuczna wartość wibraci (suma wektorowa dla trzech kierunków) okreslona zgodnia z norma EN 60745:
ah,SG = wartosciemisjdrgan Kh,SG = Niepewnosc wyznaczenia (drgania)
Typowe poziomy halasu w ocenie A:
LDA =poziom ciśnienia akustycznégo
LWA =poziom mocy akustycznej
KpA KWA = niepewnosc wyznaczenia
Podczas pracy poziom halasu要去 przykraczać wartość 80 dB(A).

Nosić ochronniki sąchu!
Zaklocenia electromagnetyczne
W przypadku oddziaływnia ekstremalnych, zewétrznych zakłocen elektromagnetycznych moga sie sporadycznie pojawic przy.§ciowej wahania prędkosci obrotowej lubMZa zabezpieczenie przy ponownym rozruchem. W takim przypadku wyćzyc i ponownie wączyć urzadzenia.
EAAHNIKAeI
PpwtotuO o8nyiwv 5eitoupyiaC
1. Δ λωσσµµφωσσ
Δηλω µ µ aKuW, nou avaywpiOovTai eoW tunou kai apiou oEipac1),avtanokpivovTai e oAec Tc g xETiKec diataeic twv obnyiw2) kai twv npotwnw*3).TeviKa eyypafo 4)-BLepe 6eia 4.





- ORYGINALNA INSTRUKCJA OBSTUGI
- DEKLARACJA ZGODNOSCI
- UZYTKOWANIE ZGODNE Z PRZYEZNACZENIEM
- OGÓLNE UWAGI DOTYCZĘ BEZPIECZNOŚĆ
- SPECJALNE UWAGI DOTYCZĘ BEZPIECZNOŚĆ
- 4.1 ODRZUT I ODPWIEDNIE UWAGI DOTYCZNE BEZPIECZENSTWA
- 4.2 DALSZE UWAGI DOTYCZNE BEZPIECZENSTWA: ELEKTRONARZĘDZIE TRZYMAĆ WYŁĄCZNIE ZA IZOLOWANE UCHWYT, PONIEWAZ FREMZARKA要去 NATRAFIĆ NA WŁASNY PRZYWOŹD ZASILAJCZY
- POLSKIPL
- REDUKCJA ZAPYLENIA
- ELEMENTY URZADZENIA
- URUCHOMIENIE
- 6.1 ZAMOCOWAC UCHWYT DODATKOWY
- ZAMOCOWAC (1) UCHWYT PAŁĄKOWY
- PRZYMOCOWAUCHWYT BOCZNY (5) (ZALEZNIE OD WYPOSAZENIA, TYLKO DLA MODELI KFM 15-10 F, KFMPB 15-10 F)
- USTAWIANIE
- 7.1 USTAWIANIE KATA FAZKI
- 7.2 USTAWIANIE WYSOKOŚĆ FAZKI
- NAJPIERW USTAWIC KAT FAZKI
- OKRESLENIE WARTOSCI NASTAWCZYJ
- UZYTKOWANIE
- 8.1 WŁĘCZANIE I WYMIĘDZANIE
- KFM 15-10 F (PATRZ STRONA 3, IL. B)
- KFMPB 15-10 F (PATRZ STRONA 3, IL. B)
- KFM 16-15 F (PATRZ STRONA 3, IL. B)
- WŁACZNIE CHWILOWE
- WŁACZNIE PRZYCYMI SĄGNEJ
- 8.2 USTAWIANIE PRĘDKOSCI OBROTOWEJ (KFM 15-10 F)
- 8.3 OGÓLNE INSTRUKCJE ROBOCZE
- 8.4 OBRÓBKA ZEWÉTRZNYCH KRAWĘDZI RUR
- 8.5 KFM 16-15 F: MÖZGLIWOŚĆ OBRACANIA SZYNY PROWADŹACEJ (15)
- KONSERWACJA
- 9.1 WYMIANA WIELOSTRZOWYCH PFYTEK PRZYESTAWNYCH
- CZYSZCZENIE
- KFM 16-15 F
- AKCESORIA
- NAPRAWA
- OCHRONAŚRODOWISKA
- DANE TECHNICZNE
- NOSIĆ OCHRONNIKI SĄCHU
- ZAKLOCENIA ELECTROMAGNETYCZNE
- EAAHNIKAEI
- PPWTOTUO O8NYIWV 5EITOUPYIAC
- Δ ΛΩΣΣΜΜΦΩΣΣ
Marka : METABO
Model : KFM 1510 F
Kategoria : Frezarka