
DESMi180 - Zvárací stroj DEDRA - Bezplatný návod na obsluhu
Nájdite návod k zariadeniu zdarma DESMi180 DEDRA vo formáte PDF.

| Typ produktu | Zváracia stanica invertorová |
| Značka | DEDRA |
| Model | DESMi180 |
| Hmotnosť | 12 kg |
| Napájanie | 230 V ~ 50 Hz jednofázové |
| Rozsah zváracieho prúdu | 20 - 180 A |
| Maximálne zváracie napätie (MIG/MAG) | 23 V (pri 180 A) |
| Priemer drôtu | 0,8 mm a 1 mm |
| Pracovný cyklus (X) | 20% pri 180 A, 60% pri 120 A, 100% pri 100 A |
| Chladenie | Ventilátor |
| Stupeň krytia | IP21S |
| Zváracie procesy | MIG/MAG |
| Ochranný plyn | CO₂, Ar alebo zmesi |
| Tepelná ochrana | Áno (dióda a automatické vypnutie) |
| Systém ľahkého zapálenia oblúka | Áno |
| Systém proti lepeniu | Áno |
| Nastavenie napätia | Otočný volič |
| Nastavenie rýchlosti drôtu | Otočný volič |
| Príslušenstvo v balení | Zvárací kábel, uzemňovací kábel, zváracia maska so sklom, kefa s kladivom |
| Záruka | 48 mesiacov |
| Údržba | Čistiť vzduchové vstupy stlačeným vzduchom |
| Bezpečnosť | Používať zváraciu masku a ochranné rukavice |
| Popredajný servis | Kontaktovať DEDRA EXIM Sp. z o.o. |
Často kladené otázky - DESMi180 DEDRA
Otázky používateľov k DESMi180 DEDRA
0 otázka o tomto zariadení. Odpovedzte na tie, ktoré poznáte, alebo položte vlastnú.
Položte novú otázku o tomto zariadení
Stiahnite si návod pre váš Zvárací stroj vo formáte PDF zadarmo! Nájdite svoj návod DESMi180 - DEDRA a vezmite svoje elektronické zariadenie späť do rúk. Na tejto stránke sú zverejnené všetky dokumenty potrebné na používanie vášho zariadenia. DESMi180 značky DEDRA.
NÁVOD NA OBSLUHU DESMi180 DEDRA
Užívatel'ská príručka a záručný list
LT Inverterinis suvirinimo aparatas
Naudojimo instrukcija su garantiniu lapu
- Obrázky, nákresy a schémy
- Informácie týkajúce sa používania tejto užívatel'skej príručky
- Účel zváračky
- Obmedzenie používania
- Technická špecifikácia
- Príprava na prácu
- Pripojenie k el. sieti
- Zapínanie zváračky
- Používanie zváračky
- Priebežné obslužné činnosti
- Samostatné odstraňovanie porúch
- Záverečné poznámky, diely
- Záručný list
POZOR
Počas používania zariadenia odporúčame vždy dodržiavať základné zásady bezpečnosti práce, aby ste sa vyhli prípadnému výbuchu požiaru, zásahu el. prúdom alebo inému zraneniu.
Predtým, ako začnete zariadenie používať, dôkladne sa oboznámte s obsahom užívatel'skej príručky. Užívatel'skú príručku a Vyhlásenie o zhode zachovajte, pre prípadnú potrebu v budúcnosti.
Presne a dôkladne dodržiavajte odporúčania a pokyny, ktoré sú uvedené v Užívatel'skej príručke, predížite tým životnosť vášho zariadenia.
Vyhlásenie o zhode je k dispozícii v sídle výrobcu Dedra-Exim Sp. z o.o.
Kontakt:
DEDRA - EXIM Sp. z o.o.
Všetky práva vyhradené. Tieto materiály sú chránené autorskými právami. Kopírovanie a šírenie niektorej časti alebo celej užívatel'skej príručky je bez súhlasu spoločnosti DEDRA-EXIM je zakázané.
Spoločnosť Dedra-Exim si vyhradzuje právo na vykonávanie konštrukčno-technických zmien, na zmenu súčiastok, ako aj doplnkového príslušenstva, bez predchádzajúceho upozornenia.
Opis používaných piktogramov

L'ahké zapálenie oblúka – systém ul'ahčujúci vzplanutie oblúka

Príkaz – oboznámte sa s užívatel'skou príručkou
Štartový nárast zváracieho prúdu – systém regulujúci dynamiku oblúka a jeho stabilitu

Príkaz – používajte ochranu tváre (zváračská maska)

Systém predchádzajúci zničeniu elektródy následkom jej privarenia

Príkaz – používajte rukavice

Prispôsobené na napájanie z generátora a informácia o jeho minimálnom príkone

Výstraha – intenzívne infračervené žiarenie

Signalizácia aktivácie tepelnej poistky

Označenie konektora záporného pólu (-) pred pripojením skontrolujte odporúčania výrobcu elektród – väčšinou sa pripája kábel MIG/MAG

Označenie konektora kladného pólu (+) pred pripojením skontrolujte odporúčania výrobcu elektród – väčšinou sa pripája elektródový kábel.

Označenie konektora záporného pólu (-) pred pripojením skontrolujte odporúčania výrobcu elektród – väčšinou sa pripája uzemňujúci kábel.
2. Informácie týkajúce sa používania tejto užívatel'skej príručky Pozor!
Počas práce bezpodmienečne dodržujte pokyny a odporúčania uvedené v príručke bezpečnosti práce. Príručka bezpečnosti práce je pripojená k zariadeniu ako osobitná brožúra. Uchovajte ju pre prípadnú potrebu v budúcnosti. Ak zariadenie odovzdáte inej osobe, odovzdajte jej aj užívatel'skú príručku, príručku bezpečnosti práce ako aj vyhlásenie o zhode. Spoločnosť DEDRA EXIM nezodpovedá za havárie a úrazy, ktoré vznikli následkom nedodržiavania pokynov bezpečnosti práce.
POZOR
Dôkladne sa oboznámte s bezpečnostnou a s užívatel'skou príručkou.
Nedodržiavanie výstrah, varovaní a pokynov môže viest' k úrazu, k zásahu el. prúdom, k požiaru a/alebo iným vážnym úrazom. Všetky príručky a vyhlásenie o zhode zachovajte, pre prípadnú potrebu v budúcnosti
3. Účel zariadenia
Invertorové zváračky DESMi180 a DESMi160M sú zariadenia určené na oblúkové zváranie v ochrannej atmosfére. Zváračka DESMi160M tiež umožňuje zvárat' obalenými elektródami. V zariadení sa používajú tranzistory IGBT (angl. Insulated Gate Bipolar Transistor) – bipolárny tranzistor s izolovanou bránou. Je to silový polovodičový prvok, ktorý sa používa v energoelektronických konvertoroch. Spája výhody dvoch typov tranzistorov: jednoduchosť ovládania unipolárnych tranzistorov, vysoké dosahované napätie, ako aj rýchlost' prepínania bipolárnych tranzistorov.
Vďaka využitiu tranzistorov IGBT v zváračke, zariadenie dosahuje vysokú efektívnosť pri malých rozmeroch a nevel’kej hmotnosti v porovnaní so zváračkami so silovými obvodmi založenými na iných technológiách.
Oba modely sú predovšetkým určené na oblúkové zváranie v ochrannej atmosfére plynových zmesí. Atmosfére oxidu uhličitého (reakčná atmosféra) pri metóde MAG a zváranie v atmosfére Ar (inertný plyn). Môžu sa používať s drôt s priemerom 0,8 mm a 1,0 mm, podľa zadaného zváracieho prúdu, potrieb a typu vykonávanej činnosti pomocou zváračky. Zváračky sa napájajú el. napätím 240 V \~ 50 Hz (jednofázovo)
4. Obmedzenie používania
Zváračka bola naprojektovaná na priemyselné používanie. Zváračka sa môže používať aj v domácich (amatérskych) podmienkach, ale iba vtedy, ak sú splnené príslušné normy, ako aj špeciálne zabezpečenia potrebné na minimalizovanie vplyvu elektromagnetického poľa. Ale napriek tomu, že zváračka bola naprojektovaná tak, aby vytvárané elektromagnetické pole čo najmenšie, zariadenie môže vytvárať elektromagnetické rušenie, ktoré môže ovplyvňovať prácu počítačov, zariadení bezpečnostných systémov, meracích zariadení, rádiových zariadení, zariadení riadených bezdrôtovo ap.
Zariadenie bolo naprojektované tak, aby ho mohli používať aj amatéri.
Neautorizované zásahy a zmeny mechanickej, elektrickej alebo elektronickej konštrukcie, všetky úpravy a obslužné činnosti neopísané v tejto užívatel'skej príručke, sú protiprávne a znamenajú okamžitú stratu Záručných práv, a Vyhlásenie o zhode prestáva platit.
! Pozor!
- Zváračku neumiestňujte na šikmom, nestabilnom alebo sypkom podklade.
- Zváračka môže ovplyvňovať zariadenia ovládané bezdrôtovo. Miesto práce musí byť príslušne pripravené a v blízkosti zváračky sa nesmú používať rádiové zariadenia.
- Zariadenie sa nesmie používať v zaprášených miestnostiach. Zváračka sa môže používať v nezaprášenej a čistej miestnosti, s voľnou cirkuláciou vzduchu a so správne fungujúcím odsávacím systémom.
- Zariadenie sa nesmie používať vo vlhkých miestnostiach. Zváračka sa nesmie používať pri teplote vyššej ako 40°C.
•Zváračku nepreťažuje. Dodržujte daný pracovný cyklus (koeficient X) so správnym nastavením úrovne prúdu počas zvárania
Invertorové zváračky sa nesmie používat' v priestoroch, v których sa vykonávajú práce ako brúšenie či orezávanie, vzhľadom na vznikajúce kúsky kovu. Čiastočky kovu môžu byt' nasaté do vnútra ventilátora a vážne poškodiť elektronik Invertorové zváračky .
Stupne znečistenia definuje norma PN-EN 60974-1
Maximálny pracovný prúd sa dá dosiahnuť iba vtedy, ak napájacia siet' zaručuje maximálny prúdový výkon. Invertorové zváračky sa pripája k el. sieti s hodnotou napájacieho napätia 230 V. Predlžovacie káble s malým prierezom výrazne znižujú výkon Invertorové zváračky. Invertorové zváračky sa môže napájať z generátora s nominálnym príkonom 10 kW. Používanie generátorov s nižším výkonom nedovoľuje, aby bola rezačka používaná v plnom prúdovom rozsahu.
Zváračka sa nesmie používať na rozmrazovanie rúr.
Podl'a normy PN-EN 60974-1 Zariadenia na oblúkové zváranie 1. časť: Zváračské zdroje energie, rozlišujú sa nasledujúce typy znečistenia:
a) 1. stupeň znečistenia: Bez znečistenia alebo iba suché, nevodivé znečistenie. Znečistenie nemá význam.
b)2. stupeň znečistenia: Iba nevodivé znečistenie, niekedy ale môže dôjst' k vodivosti spôsobenej kondenzáciou.
c) 3. stupeň znečistenia: Vodivé znečistenie ale nevodivé suché znečistenie, ktoré začína byť vodivé kvôli kondenzácii.
d) ) 4. stupeň znečistenia: Znečistenie vytvára stálu vodivosť spôsobenú vodivým prachom, dažďom alebo snehom.
Stupne znečistenia mikroprostredia boli určené pre definovanie izolačného odstupu vo vzduchu a na povrchu podľa 2.5.1 IEC 60664-1
(Termíny a definície bod. 3.40 str. 13 podl'a normy PN-EN 60974-1)
Podl'a normy PN-EN 60974-1 a IEC 60664-1 väčšina zváračských zdrojov energie patrí do 3. kategórie skratov. Musia byt naprojektované na používanie v podmienkach s minimálne 3. stupňom znečistenia. Súčiastky zariadenia alebo komponenty so vzduchovými a s povrchovými izolačnými odstupmi splňajúce požiadavky 2. Stupňa znečistenia sú povolené, ak sú úplne obalené, tesne zamontované alebo zaliate podl'a IEC 60664-1.
Priemer drôtu
Priemer drôtu závisí predovšetkým od hrúbky zváraného materiálu, od pozície zvárania. Orientačné hodnoty predstavujú:
pre základný materiál s hrúbkou do 2 mm – drôt 0,8 mm
pre základný materiál s hrúbkou 2-10 mm – drôty s priemerom 1,0 a 1,2 mm.
Tabuľka nastavení a pracovného cyklu je umiestnená na zadnom paneli alebo na bočnej strane zariadenia. Legenda:
X - Pracovný cyklus I_2 - Nominálny zvárací prúd U_2 - Napätie pri zaťažení
Predpokladá sa, že celý pracovný cyklus trvá 10 min. (napríklad: X = 60% znamená, že záťaž trvá 6 min., a po cykle nasleduje prestávka trvajúca 4 min.)
5. Technická špecifikácia
Model invertorovej zváračky
DESMi180
DESMi160M
Napätie zdroja
230 V\~ 50 Hz
230V\~50Hz
Maximálny zvárací prúd pri zváraní metódou MIG/MAG
180A
160A
Maximálny zvárací prúd pri zváraní metódou MMA
- 140A
Rozsah nastavenia prúdu zvárania
20 - 180 A
20 - 160A
Rozsah priemerov zváracieho drôtu
0,8 a 1 mm
0,8 a1 mm
Hmotnost'
12 kg
12 kg
Chladenie
ventilátor
ventilátor
Stupeň ochrany
IP 21S
IP21S
6. Príprava na prácu
Zváračka musí byť postavená na dobre osvetlenom mieste, bez prístupu vlhkosti. Pred každým použitím zváračky skontrolujte stav napájacieho kábla, zváracích káblov, elektródovej a uzemňujúcej svorky. Nepoužívajte poškodené. Poškodené vymeňte na bezchybné a nepoškodené.
Počas zvárania prúdové káble vytvárajú silné elektromagnetické pole. Aby ste znížili intenzitu elektromagnetického žiarenia, položte ich pri sebe.
Zariadenie MAG je vybavená podávačom drôtu, ktorého úlohou je plynulo neustále podávať drôt cez flexibilnú rúrku. Podávač sa skladá z (pozri fot. C alebo F):
- hnacieho motora
- hnacieho valca podávajúceho drôt (C-4; F-4)
- kotúča s drôtom (C-6: F-6)
Motor cez prevod pohána valce, ktoré podávajú drôt. Valec sa môže líšit' tvarom drážky, ktorou sa presúva drôt. V oboch modeloch je valec s drážkami určenými na podávanie dvoch drôtov - 0,8 mm a 1,00 mm. V prípade nesprávnej vol'by veľkosti drážky k priemeru drôtu, ako aj nesprávny prítlak valcov môže byť príčinou nesprávneho fungovania podávacieho systému, čo sa môže prejaviť napr. deformovaním drôtu - pri príliš silnom prítlaku na drôt, objavovaním sa preliačením - zle vybraný valec a príliš silný prítlak na drôt, nepresúvanie sa drôtu - príliš veľký klin drážky v porovnaní s priemerom drôtu.
Ak chcete zvárat' drôtom s priemerom 1 mm, odkrú'te skrutku hnacieho valca (C-5: F-5), zložte kotúč (C-4: F-4), valec obrát'te tak, aby sa väčšia drážka nachádzala z vnútornej strany zváračky. Následne založte na valec kotúč, a dokrú'te skrutku.
NEZABÚDAJTE
Ak sa hnací valec po drôt šmýka znamená to, že prítlak je príliš malý. Ak sa drôt zasekáva v pancieri, alebo ak s prechádzajúc cez valec deformuje, znamená to, že prítlak je príliš silný.
Ak chcete zvárat' práškovým drôtom nezabúdajte, že zariadenie sa na také zváranie musí pripravit', tzn. musí sa zmenit' polarizácia výstupného napätia na zápornú (kábel zváracej rukoväte sa musí pripojit' k zápornej svorke, a uzemňujúci kábel ku kladnej svorke).
V komore dávkovača drôtu, klúčom 17, odkrúťte skrutky upevňujúce prúdové káble (C-1, C-2; F-1, F-2), svork polarizácie výstupného napätia (označené „+” a „-”) a následne ich navzájom vymeňte a dotiahnite. Pri zvárar práškovým drôtom sa musia používať vhodné vodiace valce (so správnym tvarom drážky, ako aj s kvalitou povrchu drážky). Zariadenie je po vybalení pripravené na zváranie plným drôtom. Zváračky DESMi180 a DESMi160M sú továrensky pripravené na zváranie plným drôtom.
Zložte regulačný mechanizmus prítlaku drôtu, na ktorý sa upevňuje prítlačný valec.
- založte bubon tak, aby sa drôt podával zdola (fot. C alebo fot. F),
- začiatok drôtu odseknite pomocou bočných kliešťov (napr. model DEDRA 1245) pod uhlom 45 stupňov,
- drôt vsuňte do podávacieho mechanizmu (C-7; F-7),
- drôt vsuňte do vodidla drôtu,
- drôt presúvajte až kým sa nevysunie z otvoru zváracieho drôtu (A-6; D-7),
- vložte prítlačný valec a založte prítlak, nastavte prítlak tak, aby valec pracoval s malým odporom,
- zakrúťte zvárací kábel do zdierky,
- Pre zváračku DESMi180: stlačte zapínač zváracieho drôtu a podržte tak dlho, kým sa drôt nevysunie.
- Pre zváračku DESMi160M: stlačte tlačidlo vo vnútri komory drôtu (obr. F-8)
7. Pripojenie k el. sieti
Elektrický obvod používaný na napájanie zváračky musí byť z medených vodičov s minimálnym prierezom 3 × 2,5 mm2, musí byť zabezpečený ističom minimálne 16 A (napr. prúdovým chráničom série S300 (C)) s tým predpokladom, že k obvodu bude pripojené iba jedno zariadenie, a musí splňať všetky príslušné bezpečnostn predpisy a normy. Zváračku nepripájajte k el. sieti, a ani ju nepoužívajte, ak obvod nemá ochranný vodič.
Montáž napájania môže vykonať iba kvalifikovaný a oprávnený technik. Ak používate predlžovacie šnúry skontrolujte, používajte iba tie, ktoré sú prispôsobené na nominálnu záťaž a majú ochranný vodič. Napájací kábel sa vždy musí umiestnit' tak, aby nebol počas práce vystavený riziku preseknutia, prepálenia alebo stopenia. Nepoužívajte poškodené predlžovacie káble.
Ak je potrebné zvárat' v príliš veľkej vzdialenosti od zdroja napájania, vzhľadom na možný výrazný pokles napätia v napájacom kábli, môžu sa používat' predlžovacie káble s prierezom vodičov väčším ako 2,5 mm2. Predlžovac kábel musí mať ochranný vodič. Uistite sa, že el. obvod, z ktorého sa napája zariadenie, má ochranný vodič. Musí sa používať trojvodičová predlžovacia šnúra (s ochranným vodičom) s dostatočným prierezom vodičov pre danú nominálnu záťaž.
Zapínač zváračky je umiestnený na zadnom paneli zariadenia. Skontrolujte, či je zapínač vo vypnutej polohe (označená OFF alebo 0) – pozri obr. B-2 alebo E-2. Napätie sa zapne prepnutím tlačidla zapínača do zapnutej polohy (označená C alebo I) – pozri obr. B-2 alebo E-2.
- Zvárací kábel, uzemňujúci – koncovku kábla zasuňte do lôžka označeného (uzemňujúcim konektorom A-5) a prekrútt vpravo do konca – horná zdierka.
- Zvárací drôt založte podľa pokynov uvedených v bode 7 „Príprava na prácu”.
- Zvárací drôt privádzajúci prúd do elektródovej rukoväte pripojte k zdierke označenej (držiakom MAG: A-6).
Na prednom paneli zváračky (obr. B-1: E-1) nachádzajú sa dva regulačné gombíky, pozri obr. B-3 alebo E-3
- Pravý gombík: regulácia nastavenia parametru zvárania (opísaná napäťovou mierkou).
Pre model DESMi160M je gombík opísaný dvojitou mierkou s nanesenými hodnotami pre metódu MIG/MAG a hodnotami zváracieho prúdu pre metódu MMA.
-
L'avý gombík: nastavenie rýchlosti vysúvania zváracieho drôtu.
-
Zadný panel (obr. B-2; E-2): Ochranný plyn pripojte v súlade s predpismi BOZP.
-
Zadný panel (obr. B-2; E-2): Zapínač zváračky.
Príklad:
Pravý gombík je nastavený na hodnoty parametrov energie zvárania.
L'avý gombík, opísaný rastúcou mierkou, slúži na nastavovanie rýchlosti vysúvania drôtu. Zvárací drôt sa bude vysúvať takou rýchlostou, aká je nastavená týmto gombíkom.
Pred začatím riadneho zvárania vykonajte skúšobné zváranie podobného materiálu s takou istou hrúbkou.
Po skončení zvárania zváraciu dýzu neodsúvajte od spájaného miesta, pretože po skončení zvárania ešte cca 2 sekund prichádza ochranný plyn.
9. Používanie zariadenia
Materiál, ktorý sa bude zvárat', očistite na miestach zvaru a na miestach upevnenia svoriek. Hrdzu, farbu, lak a podobné nečistoty odstráňte drôtenou kefou, brúsnym papierom alebo chemicky odmastením. Elementy, ktoré budete zvárat', očistite na šírku približne 25 mm.
Všetky prípadné nečistoty, ktoré sa nachádzajú na materiáli, odstráňte, pretože počas zvárania sa uvolňuje velké množstvo plynov a oxidov, a dodatočne sú príčinou poklesu odolnosti zvaru.
Zváranie metódou MIG / MAG
Názvy metód zvárania MIG / MAG tavnými elektródami pochádzajú od typov ochranných atmosfér. V prípade MAG (Metal Active Gas) ochrannými reaktivnymi plynmi sú (CO2) a zmesi plynov (CO2+Ar, CO2+Ar+O2). Pri metóde MIG (Metal Inert Gas) sa používajú inertné plyny ako Ar – argón, He – hélium a zmesi týchto plynov. Pri výbere plynu sa zohl'adňuje zváraný materiál ako aj metóda zvárania (pozri Dodatočné informácie). Ovplyvňuje to zvárací oblúk, dodávanie roztaveného kovu, híbku pretavenia ako aj chemické zloženie výsledného zvaru. V oboch metódach zvárania tavnými elektródami sa môže používať plný drôt alebo práškový drôt. Drôt sa podáva mechanicky do zváracej rukoväte pomocou podávača. Koncovka drôtu sa vysúva z dýzy a taví sa v oblúku, vytvárajúc kúpel' tekutého kovu.
Optimálna úroveň zváracieho prúdu závisí od elektródového drôtu, priemeru elektródového drôtu, typu plynu, indukčnosti obvodu zvárania.
- Skratový – charakterizuje sa drobnými kvapkami, tekutý kov z drôtu prechádza do kúpele následkom styku kvapky s kúpelom. Tekutý kov prechádza slobodne vo forme kvapiek. Pri zváraní tohto typu je rozptyľovanie malé a škára sa dobr formuje a správne taví. Odporúča sa zvárať materiály s hrúbkou 1,5 mm - 3 mm s drôtom s priemerom 0,8 mm - 1,2 mm
- Prechodný – charakterizuje sa prechodom tekutého kovu z drôtu do zváracej kúpele v zmiešanej forme (kvapkami a prúdom). Touto metódou sa zvárajú materiály s hrúbkou 3 mm - 6 mm. Je potrebné nastavit vyššiu úroveň prúdu.
- Bezkontaktné – charakterizuje sa prenášaním spojiva vo forme drobných kvapôčok cez elektrický oblúk, bez vytvárania skratov. Pri tejto metóde drobné kvapky priliehajú k zváraným prvkom prúdovej koncovky a k zváracej rukoväti. Touto metódou sa dajú zvárať hrubšie prvky.
Zváranie metódou MMA obalenou elektródou (iba model DESMi160M)
Zváračka DESMi160M umožňuje zvárat' obalenými elektródami.
Pred začatím zvárania touto metódou sa oboznámte s pokynmi týkajúcimi sa správneho pripojenia (polarizácie) káblov, ktoré poskytuje výrobca elektród. Také informácie by mali byt' uvedené na balení elektród.
Principom oblúkového zvárania obalenou elektródou je vytvorenie oblúka zváračom medzi koncom elektródy a materiálom zváraného predmetu. Je to proces, v ktorom sa trvalé spojenie získava roztavením jadra obalenej elektródy, kovových zložiek obalu elektródy, ako aj zváraného materiálu teplom elektrického oblúka. Zvárač elektródu ručne presúva pod istým uhlom. Vytvára sa zvar. Obal elektródy, podľa typu elektródy, počas zvárania vytvára na mieste zvárania ochrannú plynovú atmosféru, ktorá chráni zvar pred prístupom vzduchu z okolia. Do oblasti zvárania sa tiež dostávajú antioxidacně prvky a vytvára sa troskový obal.
Základnými parametrami zvárania sú: úroveň zváracieho prúdu (nastavovatel'ná, regulovaná zváračom regulačným gombíkom prúdu), napätie elektrického oblúka (regulované zváračom vzdialenost'ou elektródy od materiálu), rýchlost' zvárania (regulovaná zváračom zrýchlovaním alebo spomaľovaním rýchlosti ručného posúvania elektródy), ako aj priemery elektródy a jej poloha voči spoju.
Vzhľadom k tomu je proces zvárania v značnej miere závislý od vedomostí, skúseností, schopností a praxe zvárača.
Odporúčame, aby menej skúsený operátor (zvárač) vykonal skúšky zvárania na odpadových kúskoch materiálu.
Pred začatím zvárania vždy vykonajte všetky vyššie opísané činnosti. Zvláštnu pozornosť venujte predovšetkým všetkým bezpečnostným prvkom a príprave miesta práce, očisteniu materiálu, ktorý budete zvárať, ako aj príprave zariadenia na použitie.
Prúdové káble pripojte k zváračke, zachovávajte polarizáciu odporučenú výrobcom elektród, zástrčku vsuňte do el. siete (tlačidlo zapínača musí byť vo vypnutej polohe), svorku uchopte na materiáli, ktorý budete zvárat', obalenú elektródu vsaděte do držiaka. Zapnite zváračku a regulačným gombíkom nastavte požadovaný zvárací prúd. Vytvorte oblúk skratovaním elektródy s materiálom, a následne odtiahnite elektródu na požadovanú vzdialenosť, ktorá umožňuje udržat' oblúk, alebo potieraním elektródy o povrch predmetu. Oblúk vždy vytvorte na mieste zvaru, ktorý chcete urobit'. Vykonajte operáciu zvárania. Po zváraní zvar očistite, a zvyšky trosky odstráňte pomocou kladiva. V žiadnom prípade nenanášajte d'alšiu vrstvu zvaru na neočistený povrch.
Elektródy
Správny výber priemeru obalenej elektródy ako aj jej typu vzhľadom k zváranému materiálu je veľmi dôležitý parameter ovplyvňujúci vykonanie operácie zvárania. Priemer elektródy má podstatný vplyv na tvar zvaru, ako aj na híbku roztavenia. Ak sa zväčší priemer elektródy a zachová úroveň prúdu, zníži sa híbka roztavenia a zväčšuje sa šírka zvaru. Obalené elektródy môžu mať priemer: 1,6 - 2,0 - 2,5 - 3,2 - 4,0 - 6,0 - 8, mm. Dĺžka elektródy závisí od priemeru elektródy, napríklad: elektródy s priemerom 2,5 mm; 250 - 300 - 350 mm, a elektródy s priemerom 3,2 mm; 300 - 350 - 400 - 450 mm. Kompletná zostava vlastností elektród je uvedená v technických charakteristikách, ktoré poskytujú výrobcovia elektród. V týchto charakteristikách by mali byť zohl’adnené všetky údaje vyžadované normami, medzi inými: označenie elektródy, typ obalu, použitie elektródy, pozície zvárania, typ a úroveň zváracieho prúdu v závislosti od priemeru elektródy, polarita pripojenia elektródy, nevyhnutné tepelné činnosti pri zváraní, podmienky sušenia a skladovania elektród.
Označovanie obalených elektród podľa PN-EN 499 - “Zváranie. Dodatočné materiály na zváranie. Obalené elektródy na ručné oblúkové zváranie nezliatinových a jemnozrných ocelí. Značenie”, sa skladá z ôsmych symbolov, napr.
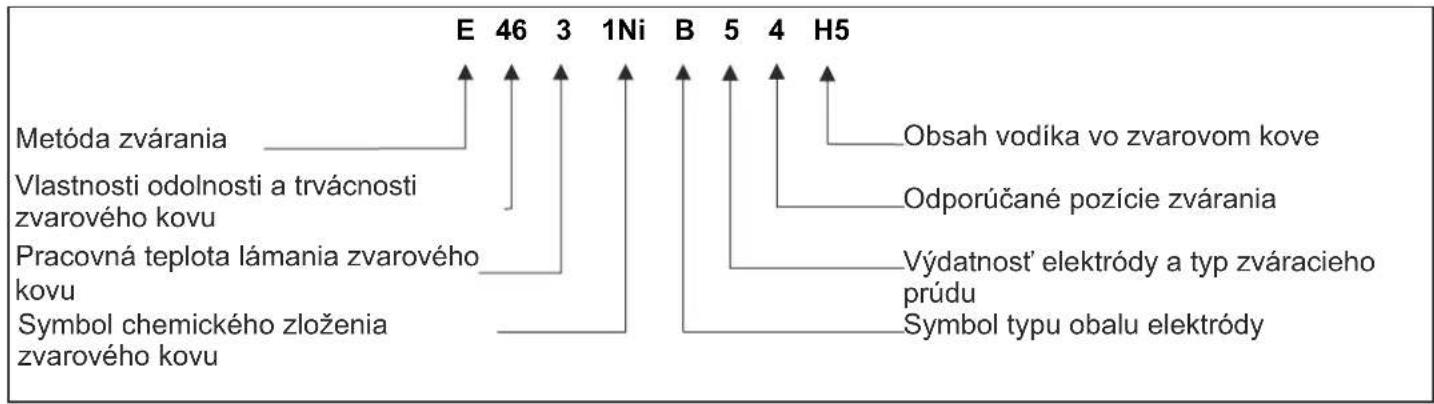
Okrem normativneho značenia výrobcovia môžu používať vlastné označovanie elektród. Obalené elektródy na ručné oblúkové zváranie podľa určenia zvárania konkrétnych druhov ocelí sú klasifikované aj podľa noriem: PN-EN 757 týka sa vysoko odolnej ocele, PN-EN 1599 týka sa tepelne odolnej ocele, PN-EN 1600 týka sa nehrdzavejúcej a žiaruvzdornej ocele.
Na zváračské práce pomocou zváračky DESMi160M sa môžu používať obalené elektródy rôznych výrobcov, ktorú sú dostupné.
Neprekračuje odporúčané a povolené priemery elektród, vždy vyberte elektródu s vhodným a správnym priemerom, aby bol vykonaný zvar optimálny a kvalitný. Správne vyberajte typ obalu, tzn. typ elektródy, vzhľadom na zváraný materiál ako aj typ vykonávaného zvaru.
Priebežné obslužné činnosti vykonávajte iba ked' je zástrčka odpojená od el. siete.
Vždy skontrolujte technický stav zváračky. Kontrolujte, či prúdové káble sú funkčné a či nie sú viditel'né žiadn mechanické poškodenia. Skontrolujte stav oboch držiakov. Skontrolujte stav napájacieho kábla.
Pri každej príležitosti, hlavne po skončení práce, očistite vstupné prieduchy ventilátora chladiaceho obvody zváračky. Túto činnosť najlepšie vykonajte prúdom stlačeného vzduchu. Oba držiaky prúdových káblov udržiavajte v čistote.
11. Samostatné odstraňovanie porúch
| PROBLEM | Príčina | riešenie |
| Kontrolka napájania sa nesvieti, ventilátor nefunguje, žiadny prúd na výstupe. | Napájací kábel je zle pripojený, alebo je poškodený. | Zástrčku zasuňte hlbšie, skontrolujte napájací kábel |
| V el. zásuvke nie je el. napätie | Skontrolujte napätie v el. zásuvke, alebo či sa neaktivoval istič. | |
| Poškodený vypínač | Vymeňte vypínač na nový | |
| Kontrolka napájania sa svieti, ventilátor nefunguje alebo funguje iba chvíľu, žiadny prúd na výstupe. | Napätie el. siete je iné ako 220-240 V | Zástrčku vložte do el. zásuvky s napätím 230 V ~ 50 Hz |
| Zváračka môže byť v havarijnom režime | Zváračku vypnite na 2-3 minúty a opätovne zapnite | |
| Kontrolka tepelnej poistky sa nesvieti, žiadny prúd na výstupe. | Poškodené alebo zle pripojené jeden alebo oba prúdové káble: držiaka elektródy a svorky | Skontrolujte oba káble a ich pripojenia. V prípade potreby správne zatlačte alebo vymeňte na nové |
| Kontrolka tepelnej poistky sa svieti, žiadny prúd na výstupe. | Aktivovala sa teplotná poistka | Zváračku nechajte zapnutú až kým nevychladne |
12. Záverečné poznámky, diely
Diely
Súčast'ou zariadenia je nasledujúce príslušenstvo:
- Zvárací kábel (1 ks), 2. Uzemňujúci kábel so svorkou (1 ks), 4. Ochranná maska (1 ks) + clona (1 ks), 5. Kefka s kladivkom (1 ks), 6. Kábel elektródy so svorkou (iba model DESMi160M)
Záverečné poznámky
Pri objednávaní náhradných dielov opíšte poškodenú súčiastku a uvedte približný dátum nákupu zváračky. Počas trvania záruky sú prípadné opravy vykonávané podľa zásad uvedených v záručnom liste, ktorý je uvedený na posledných stranách tejto príručky. Reklamovaný výrobok odovzdajte na opravu na mieste náku (predajca je povinný prijať reklamovaný výrobok), alebo ho zašlite do centrálného servisu spoločnosti DEDR/ EXIM. Adresa je uvedená d’alej ako aj v záručnom liste. Zváračka musí byť počas prepravy dobre zabezpeče pred poškodením (najlepšie z balená v originálnom balení). Prosíme, pripojte záručný list vystavený importérom a doklad o nákupe. Bez týchto dokladov opravu vykonáme ako pozáručný servis. Po skončení záručnej lehoty opravy vykonáva centrálny sklad. Poškodený výrobok pošlite do servisu (náklad zásielky hradí užívateľ).
DEDRA-EXIM Sp. z o.o. si vyhradzuje právo na konštrukčné zmeny alebo zmenu komponentov zariadenia bez predchádzajúceho upozornenia.
Záručný list
Pečiatka predajcu
Dátum a podpis
Katalógové č.
Názov:
Číslo šarže: ....
ZÁRUČNÉ PODMIENKY
- Garantujeme riadnu funkciu výrobku v súlade s technicko-úžitkovými podmienkami opísanými v návode na použitie. Poskytujeme záruku na 48 mesiacov od dátumu nákupu nachádzajúceho sa v súčasnom dokumente. Záruka je platná na celom území Poľskej republiky a EÚ. Adresy servisov pre jednotlivé štáty sú dostupné na stránkach www.dedra.pl Ak nie je v danom štáte dostupný servis, rolu ručitel’a realizuje centrálny servis. Reklamácie musia byť nahlásené písomne v čase trvania záručnej lehoty.
- Ručitel' má právo vybrat' si spôsob uspokojenia uznaného reklamačného nároku (bezplatná oprava, výmena výrobku na nový alebo odstúpenie od dohody).
- Záruka sa vzťahuje iba na poškodenia, ktoré vznikli počas trvania záruky, a ktoré vyplývajú z príčin spočívajúcich v predávanom výrobku alebo z chýb spôsobených nesprávnou výrobnou technológiou.
- Chyby odhalené počas trvania záručnej lehoty spoločnosť DEDRA-EXIM odstráni v lehote nie dlhšej ako 14 pracovný dní od dňa doručenia do servisu. Čas opravy sa môže predlížit, ak bude potrebné objednať náhradné diely nevyhnutné na opravu, o čom bude užívatel' náležite informovaný.
-
Reklamovaný výrobok doručte do predajného miesta. Podmienkou preskúmania reklamácie je:
-
predloženie správne vyplneného záručného listu,
-predloženie dokladu potvrdzujúceho skutočnosť nákupu vrátane dátumu predaja (napr. pokladničný blok, faktúra) -
doručenie kompletného kompletu v súlade s bodom užívatel'skej príručky „Zloženie/Finalizácia“.
-
Záruka sa nevztahuje na chyby vzniknuté následkom:
-
používaním výrobku v rozpore s jeho určením a pokynmi uvedenými v užívatel'skej príručke,
- preťaženia zariadenia následkom nedodržiavania pracovného cyklu zariadenia,
- vykonania opráv neoprávnenými osobami,
- modifikovania konštrukcie zariadenia,
- mechanického, fyzického a chemického poškodenia, prípadne poškodenia spôsobeného vonkajšími silami a faktormi, znečistením mikroprostredia,
- poškodení spôsobených: montážou nesprávnych dielov alebo príslušenstva zariadenia, používaním nesprávnych mazív, olejov alebo konzervačných prípravkov.
7.Záruka sa nevzt'ahuje na časti, ktoré sa prirodzene opotrebovávajú normálnym používaním zariadenia, ako sú:
teplotné poistky, uhlíkové zberače, hnacie laná, klinové remene, držiaky náradí, pracovné koncovky elektronáradí (kotúčové píly, vrtáky, frézy ap.) zváracie káble, držiaky elektród a uzemňujúce svorky.
- Výrobný štítok zariadenia musí byť čitateľný. Reklamovaný exemplár dôkladne zabezpečte pred poškodením počas prepravy. Pokial' je to možné, zariadenie doručte v originálnom balení.
Vyhlásenie kupujúceho
Oboznámil som sa so záručnými podmienkami, čo potvrdzujem vlastnoručným podpisom:
DEDRA
ZÁZNAMY O VYKONANÝCH OPRAVÁCH
DEDRA EXIM Sp. z o.o. 05-80 0 Prusz ków u l. 3 Maja 8 tel: (+48/22) 73-83-777 fax: (+48/22) 73-83-779 http://www.dedra.pl e-mail: info@dedra.pl
| Por. č | Dátum odovzdania do opravy | Dátum vykonania opravy | Rozsah opravy, opis vykonaných opravných činností | Podpis osoby vykonávajúcej opravu |
