
DESMi180 - Metināšanas iekārta DEDRA - Bezmaksas lietošanas instrukcija
Atrodiet ierīces rokasgrāmatu bez maksas DESMi180 DEDRA PDF formātā.

| Produkta veids | Invertora metināšanas iekārta |
| Zīmols | DEDRA |
| Modelis | DESMi180 |
| Svars | 12 kg |
| Barošana | 230 V ~ 50 Hz vienfāze |
| Metināšanas strāvas diapazons | 20 - 180 A |
| Maksimālais metināšanas spriegums (MIG/MAG) | 23 V (pie 180 A) |
| Vada diametrs | 0,8 mm un 1 mm |
| Darba cikls (X) | 20% pie 180 A, 60% pie 120 A, 100% pie 100 A |
| Dzesēšana | Ventilators |
| Aizsardzības pakāpe | IP21S |
| Metināšanas procesi | MIG/MAG |
| Aizsarggāze | CO₂, Ar vai maisījumi |
| Termiskā aizsardzība | Jā (diode un automātiska izslēgšanās) |
| Viegla aizdedzes sistēma | Jā |
| Pretpielipšanas sistēma | Jā |
| Sprieguma regulēšana | Rotācijas selektors |
| Vada ātruma regulēšana | Rotācijas selektors |
| Iekļautie piederumi | Metināšanas kabelis, zemējuma kabelis, metināšanas maska ar stiklu, suka ar āmuru |
| Garantija | 48 mēneši |
| Apkope | Tīrīt gaisa ieejas ar saspiestu gaisu |
| Drošība | Izmantot metināšanas masku un aizsargcimdus |
| Pēcpārdošanas serviss | Sazināties ar DEDRA EXIM Sp. z o.o. |
Bieži uzdotie jautājumi - DESMi180 DEDRA
Lietotāju jautājumi par DESMi180 DEDRA
0 jautājums par šo ierīci. Atbildiet uz tām, ko zināt, vai uzdodiet savu.
Uzdot jaunu jautājumu par šo ierīci
Lejupielādējiet instrukcijas savam Metināšanas iekārta PDF formātā bez maksas! Atrodiet savu rokasgrāmatu DESMi180 - DEDRA un atgūstiet kontroli pār savu elektronisko ierīci. Šajā lapā ir publicēti visi dokumenti, kas nepieciešami jūsu ierīces lietošanai. DESMi180 zīmola DEDRA.
LIETOŠANAS INSTRUKCIJA DESMi180 DEDRA
LV Metināšanas invertors
Lietošanas instrukcija ar garantijas talonu
-
Fotoattēli, raksti un shēmas
-
Informācijas par lietošanas instrukcijas lietošanu
-
Metināšanas aparāta norīkošana
-
Lietošanas ierobežojums
-
Tehniskie parametri
-
Darba sagatavošana
-
Pieslēgšana pie elektroapgādes
-
Metināšanas aparāta ieslēgšana
-
Metināšanas aparāta lietošana
-
Kārtējas apkalpošanas rīcība
-
Defekta paša novēršana
-
Gala piezīmes, komplektācija
-
Garantijas talons
UZMANIBU
Darba ar ierīci laikā rekomendējam vienmēr ievērot pamatīgus darba drošības nosacījumus, lai izvairoties no ugunsgrēka, elektrošoka vai mehāniska ievainojuma.
Pirms ierīces ekspluatācijas uzsākšanas lūdzam rūpīgi iepazīties ar Lietošanas instrukciju. Lūdzam saglabāt Lietošanas instrukciju un Atbilstības deklarāciju.
Lietošanas instrukcijas rekomendāciju un norādījumu stipra ievērošana Įaus pagarināt Jūsu ierīces darba laiku.
Atbilstības deklarācija atrodas pie ražotāja Dedra-Exim Sp. z o.o.
Kontakts:
DEDRA - EXIM Sp. z o.o.
Visas tiesības pasargātas. Šis izdevums ir sargāts ar autortiesību. Lietošanas Instrukcijas kopēšana vai izplatīšana pilnīgi vai fragmentos bez DEDRA-EXIM piekrišanas aizliegta.
Dedra-Exim atstāj sev tiesību veikt konstrukcijas-tehnikas izmainu, kā arī komplektācijas izmainu bez iepriekšēja brīdinājuma
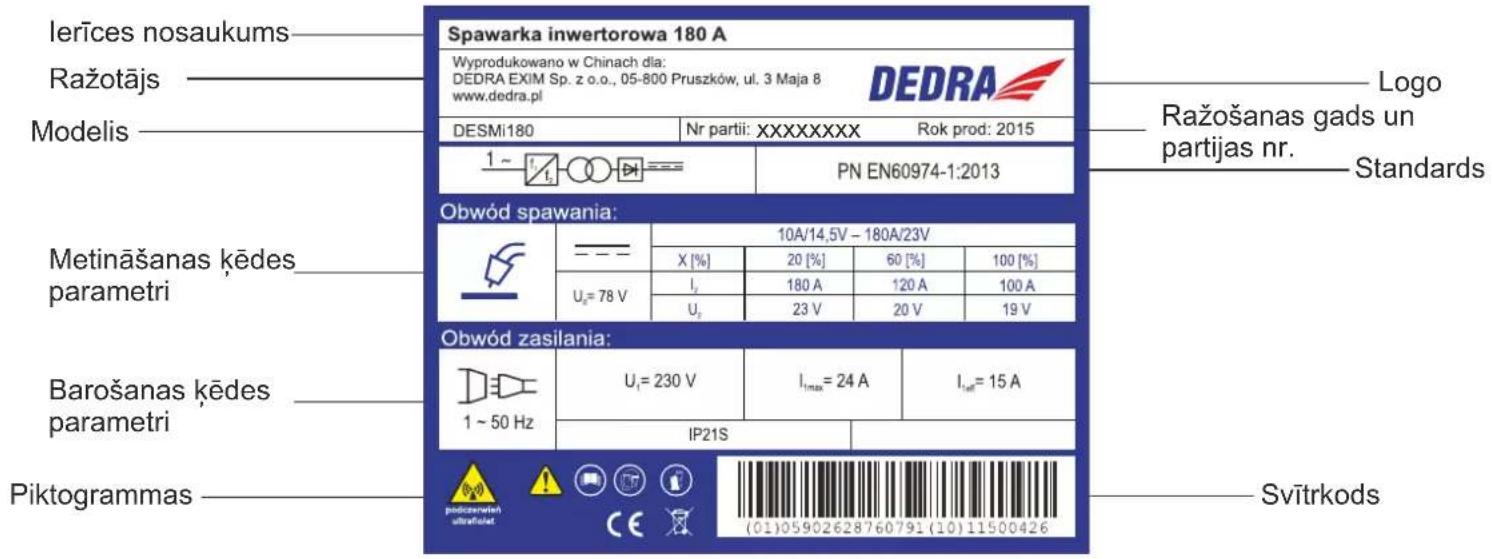
Pläksnīte ar pases datiem, modelis DESMi180
Pläksnīte ar pases datiem, modelisDESMi160M
![Ierīces nosaukums Ražotājs Modelis Spawarka inwertorowa 160A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi160M Nr partii: XXXXXXXXX Rok prod: 2016 1 ~ t₁ f₂ = PN EN60974-1:2013 Logo Ražošanas gads un partijas nr. Standards Obwód spawania MIGMAG: Metināšanas kēdes parametri MIG/MAG U₄=78 V 20 A / 15 V - 160 A / 22 V X [%] 20 [%] 60 [%] 100 [%] I₂ 160A 120 A 100 A U₂ 22V 20 V 19 V Obwód spawania MMA: Metināšanas kēdes parametri MMA U₄=78 V 20 A / 20,8 V - 140 A / 25,6 V X [%] 20% 60% 100% I₂ 140 A 90A 80A U₂ 25,6 V 23,6V 23,2V Obwód zasilania: Barošanas kēdes parametri 1 ~ 50 Hz U₁=230 V I₁max=24 A leff=15,9A IP21S Piktogrammas Podicamari ultrafaud CE (01)05902628760791 (10)11500426 Svītrkods](/content/2026/04/665773/images/c6031078b9a90cd289eedb4b543832e864991cbaed5498fd30e2de5f69f18e61.jpg)
Lietotu piktogrammu apraksts

Viegla loka aizdegšana - loka aizdegšanas atvieglošanas sistēma

Obligāti salasīt lietošanas instrukciju.
Metināšanas strāvas starta palielināšana - loka dinamikas un stabilitātes regulējošā sistēma

Obligāti lietot sejas aizsardzību (metināšanas maska)

Sistēma, kas sarga elektrodu no bojāšanas pielipināšanas rezultātā

Obligāti lietot cimdus

Pielāgošana barošanai no ģgeneratora un informācija par tā minimālo jaudu

Brīdinājums par infrasarkana starojumu

Termiskās aizsardzības iedarbināšanas signalizācija

Pievienojamā pola (-) ligzdas apzīmējums pirms pieslēgšanas pārbaudiet ražotāja ieteiktos elektrodus - parasti šai ligzdai jāpieslēdz MIG/MAG kabelus

Pievienojamā pola (+) ligzdas apzīmējums pirms pieslēgšanas pārbaudiet ražotāja ieteiktos elektrodus - parasti šai ligzdai jāpieslēdz elektrodu kabelus

Pievienojamā pola (-) ligzdas apzīmējums pirms pieslēgšanas pārbaudiet ražotāja ieteiktos elektrodus - parasti šai ligzdai jāpieslēdz zemes vadu
2. Informācijas par lietošanas instrukcijas lietošanu Uzmanību!
Darba laikā jābūt ievēroti galvenie darba drošības instrukcijas noteikumi. Darba drošības instrukcija ir pievienota ierīcei kā atseviška brošūra un jābūt saglabāta. Gadījumā, ja ierīce ir nodota citai personali, lūdzam nodot arī lietošanas instrukciju, darba drošības instrukciju un atbilstības deklarāciju. Firma Dedra-Exim nav atbildīga par nelaimes gadījumiem savienotiem ar darba drošības norādījumu neievērošanu.
Uzmanību
Rūpīgi salasīt visu drošības un lietošanas instrukciju. Instrukcijas brīdinājumu neievērošana var ierosināt elektrības triecienu, ugunsgrēku un/vai nopietnu ievainojumu. Saglabāt visu instrukciju, drošības instrukciju un atbilstības deklarāciju nākošām vajadzībām.
3. lerīces lietošanas mērķis
Metināšanas invertors DESMi180 un DESMi160M ir ierīces, kas domātas loka metināšanai aizsarggāzē. Metināšanas ierīce DESMi160M ir arī paredzēta metināšanai ar pārklātiem elektrodiem. To konstrukcijā ir izmantoti IGB (ang. Insulated Gate Bipolar Transistor) tranzistori – bipolārais tranzistors ar izolēto izeju. Tas ir strāvas pusvadītāja elements, ko izmanto strāvas pārveidotājos.Tas apvieno divu veidu tranzistoru priekšrocības: lauka tranzistoru vadīšanas vieglumu un bipolāro tranzistoru augsto sprieguma blīvumu, kā arī pārslēgšanās ātrumu.
IGBT tranzistoru izmantošana metināšanas iekārtā ħauj ierīcei sasniegt augstu efektivitāti, neskatoties uz nelielajiem gabarītiem un nelielo svaru, salīdzinot ar metināšanu ar spēka kēdēm, kas pamatojas uz citām tehnoloģijām.
Abi modeli raditi loka metināšanai gāzes maisījumu aizsegā. Oglekla dioksīda (reaktīvais aizsegs) aizsegs MAG metod un metināšana Ar (inertā gāze) aizsegā. Ar šīm metodēm var strādāt izmantojot stiepli ar diametru 0.8 mm un 1.0 mm, atkarībā no nepieciešamā metināšanas rezultāta, ar metinātāju veiktās operācijas mērki un veidu. Metināšanas iekārtas ir paredzēts darbināt ar spriegumu 230V, 50 Hz (vienfāzes)
4. Lietošanas ierobežojums
Metināšanas aparāts tika projektēts darbam rūpniecībā. Mājsaimniecības apstākļos metināšanas aparāta lietošana ir iespējama tikai gadījumos, kad ir ievērotas attiecīgas normas, speciāli nodrošinājumi, nepieciešami elektromagnētiskā laukuma iedarbības likvidēšanai. Bet neskatoties, ka metināšanas aparāts ir projektēts tā, lai elektromagnētiskā emisija būtu vismazākā, var ierosināt elektromagnētisku traucējumu, kas var ietekmēt uz datoru un datorizētu iekārtu, drošības sistēmu, mērinstrumentu, radiosakaru iekārtu, iekārtu kontrolētu ar radio utt. iedarbību.
lerīce tika projektēta tā, lai to varētu izmantot arī amatieru lietotāji.
Visas patstāvīgas izmainas mehāniskā un elektriskā vai elektroniskā konstrukcijā, jebkuras modifikācijas, rīcība, kas nav aprakstītā šajā Lietošanas instrukcijā var ierosināt Garantijas tiesību tūlītēju pazaudēšanu, un Atbilstības deklarācija pazaudēs savu spēku.
! Uzmanību!
- Nedrīkst uzstādīt metināšanas aparātu uz slīpām, nestabilām vai beramām virsmām.
- Metināšanas aparāts var traucēt ierīces, kontrolētas ar radio, iedarbību. Attiecīgi sagatavot darba vietu un nelietot radiosakaru iekārtu metināšanas aparāta tuvumā.
- Nedrīkst strādāt puteklainās telpās. Metināšanas aparātu novietot telpā, kas ir brīva no putekliem un netīrumiem, ar brīvu gaisa cirkulāciju un efektīvi funkcionējošu izsūkšanas instalāciju.
- Nedrīkst strādāt mitrās telpās. Nelietot metināšanas aparātu temperatūrā, kas pārsniedz 40°C.
Nepārslogojiet Metināšanas invertors. levērojiet norādīto darba ciklu (X faktors) pie strāvas iestatījumiem darba laikā. •Aizliegts strādāt ar Metināšanas invertors, ja telpā, kurā atrodas iekārta, tiek veikti slīpēšanas un mehāniskās apstrādes darbi (jo īpaši, ja šo darbību rezultātā rodas metāla daļiņas). Metāla daļiņas var tikt iesūktas Metināšanas invertors iekšpusē caur ventilatoru un izraisīt nopietnu elektronikas bojājumu.
Piesārnojuma pakāpi definē standards PN-EN 60974-1. Nepieciešams garantēt atbilstošu darba vides kvalitāti, jo šo prasību neievērošana var radīt iekārtas bojājumus (iekārtas piesārnojuma pakāpe ir aprakstīta papildus informācijā.
Maksimālā darba strāva ir sasniedzama tikai tad, ja elektroenerģijas padeves tīkls nodrošina pilnu strāvas jaudu. Metināšanas invertors ir nepieciešams pieslēgums elektrotīklam ar nominālo vērtību 230 V. Pagarinātāji ar nelielu šķērsgriezumu rada ievērojamu iekārtas darbības jaudas samazinājumu. Metināšanas invertors paredzēts lietot, barojot no agregātiem ar nominālo jaudu 10 kVA. Zemākas jaudas agregātu lietošana padara par neiespējamu Metināšanas invertors iekārtas lietošanu visā strāvas iestatījumu diapazonā.
NELIETOT GRIEZĖJU CAURUŲU ATKAUSĖŠANAI!
Pēc normas PN-EN 60974-1 lekārtas loka metināšanai, 1. daļa: Metināšanas energijas avoti izcēlās sekojoši piesārņojumu veidi:
a) Piesārnojuma līmenis 1: Bez piesārnojumiem vai tikai sausi, nepārvadoši piesārnojumi. Piesārnojumi bez nozīmes.
b) Piesārṇojuma līmenis 2: Tikai nepārvadoši piesārṇojumi, bet dažreiz jābūt gaidīta vadītspēja ierosināta ar kondensāciju.
c) Piesārṇojuma līmenis 3: Pārvadoši vai nepārvadoši sausi piesārṇojumi, kas var uzsākt pārvadāt sakarā ar kondensāciju.
d) Piesārnojuma līmenis 4: Piesārnojumi ĝenerē stipru vadītspēju, ierosinātu ar pārvadošiem putekļiem vai nokrišniem.
Mikrovides piesārnojuma līmeņi tika noteikti gaisa un virsmas izolācijas atstarpes novērtēšanas mērkiem pēc 2.5.1 IEC 60664-1
(Termini un definicijas 3.40 punkts 13. lp pēc normas PN-EN 60974-1)
Pēc normas PN-EN 60974-1 un IEC 60664-1 vairāki energijas avoti atrodas pārmērīgā sasprieguma III. kategorijā. Jābūt projektēti izmantošanai apstākļos ar vismaz piesārņojuma 3. līmeni. Sastāvdaļas elementi vai komponenti ar gaisa vai virsmas izolācijas atstarpēm, kas atbilst piesārņojuma 2. līmenim, ir pieejami, ja ir pilnīgi segti, blīvi slēgti vai aplieti atbilstoši IEC 60664-1
Stieples diametrs
Stieples diametrs galvenokārt ir atkarīgs no metināšanai paredzētā materiāla biezuma, metināšanas pozīcijas. Orientējošās vērtības ir sekojošas:
Pamata materiāla biezums līdz 2mm – stieple 0,8mm
Pamata materiāla biezums 2-10mm – stieple 1,0 un 1,2mm
lestādījumu un darba ciklu tabula atrodas aizmugurējā panelī vai ierīces apakšējā daļā. Legenda:
X - Darba cikls I_2 - Nominālā metināšanas strāva U_2 - Spriegums noslogojuma stāvoklī
Pienemts, ka vienā pilnā darba cikla laiks ir 10 min. (piem.: X = 60% nozīmē, ka noslogojums ir 6 minūtes un pēc tam ir 4 min. pārtraukums)
5.Tehniskie dati
Metināšanas invertora modelis DESMi180 DESMi160M
Barošanas spriegums 230 V\~ 50 Hz 230V\~ 50Hz
Maksimālā strāvas jauda, metinot ar metodi MIG/MAG 180A 160A
maksimālā strāvas jauda, metinot ar metodi MMA - 140A
Metināšanas strāvas regulēšanas diapazons 20 - 180 A 20 - 160A
Metināšanas stieples diametra diapazons 0,8 un 1 mm 0,8 un 1 mm
Svars 12 kg 12 kg
Dzesēšanas ventilators ventilators
Aizsardzības pakāpe IP 21S IP21S
6. Sagatavošanās darbam
Metināšanas iekārtu jāuzstāda labi apgaismotā vietā, kurai nepiekļūst mitrums. Pirms metināšanas darba uzsākšanas jāpārbauda elektrības kabeļa, metināšanas kabeļu, elektrodu turētāju un materiāla skavu stāvoklis. Nav pieļaujams strādāt ar bojātām detaļām. Bojātās detaļas jānomaina uz detaļām bez defektiem.
Metināšanas laikā strāvas vadi veido spēcīgu elektromagnētisko lauku. Nolūkā samazināt elektromagnētisko starojumu, nepieciešams vadus novietot tuvu vienam pie otra.
MAG ierīce ir aprīkota ar stieples padeves sistēmu, kuras uzdevums ir pārvaldīt stiepli, padodot to elastīgā šlūtenē nepārtrauktā veidā. Padeves sistēma veidojas no: (skat. C vai F attēlu)
- elektrodzinējs
Elektrodzinējs ar zobrata palīdzību dzen ruļļus, kas padod uz priekšu stiepli. Rullis var atšķirties ar rievas, kurā stieple tiek padota, formu. Abu modeļu komplektācijā ir ruļļi ar divām rievām – 0,8 mm un 1 mm. Nepareiza attiecībā uz stieples diametru lieluma rievas izvēle, kā arī nepareizs ruļļu spiediens var būt par iemeslu padeves sistēmas darbības traucējumiem – piem. stieples deformācija – pie pārāk liela spiediena uz stiepli, rievas uz stieples – pie nepareizi izvēlēta ruļļa un pie pārāk liela spiediena uz stiepli, stieples padeves trūkums – ruļļa rieva ir pārāk liela attiecībā uz stieples diametru.
Ja vēlamies metināt ar 1 mm stiepli, nepieciešams atskrūvēt dzenošā ruļļa (C-5: F-5) kloķi, noņemt rulli (C-4: F-4), pagriezt to tā, lai lielākā rieviņa atrastos uz metināšanas iekārtas ārējās puses. Pēc tam rulli jāuzliek uz vārpstas un jāpieskrūvē kloķis.
IEGAUMË
Ja dzenošais rullis slīd pa stiepli, tas nozīmē, ka spiediens ir par mazu.
Ja stieple blokējās konstrukcijā vai rullis to sagriež, tas nozīmē, ka spiediens ir par stipru.
Gadījumā, ja metināšana notiek izmantojot pulverstieples, jāatcerās, ka iekārta šim nolūkam ir jāsagatavo, nomainot izejas sprieguma polarizāciju uz negatīvu (metinātāja iekārtas kabeļu turētāju jāpieviend negatīvajai spailei, bet zemes vadu pozitīvajai spailei).
Stieples padeves kamerā, ar 17 atslēgu, jāatskrūvē skrūves, kas stiprina strāvas kabelus (C-1, C-2; F-1, F-2), izejas sprieguma polarizācijas spailes (apzīmētas „+” un „-”) un samainīt tās vietām, bet pēc tam pieskrūvēt atpakal. Metināšanai ar pulverstieplēm, jāizmanto atbilstošus dzenošos ruļļus (kuriem ir attiecīgas formas un virsmas kvalitātes gropes). Izpakošanas brīdī iekārta ir sagatavota metināšanai ar monolītām stieplēm. Metināšanas iekārtas DESMi180 un DESMi160M rūpnīcā ir sagatavotas metināšanai ar monolītām stieplēm.
Pirms darba uzsākšanas nepieciešams pārliecināties, ka dzenošais rullis ir uzstādīts atbilstoši elektrod stieples attiecīgajam diametram.
Stieples ievietošana
Nonemiet stieples spiedienu regulējošo sistēmu, uz kuras ir piestiprināts spiediena veltnis.
- uzlieciet cilindru tā, lai stieple tiktu padota no apakšas (C attēls vai F attēls),
- stieples galu nogriezt 45 grādu leŋkī ar sānu knaiblēm, piem. modelis DEDRA 1246,
- ievietot stiepli stieples padošanas sistēmā (C-7; F-7),
- ievietot stiepli stieples vadītājā,
- stumt stiepli tik ilgi, līdz tā noklūst līdz metināšanas vada ligzdai (A-6; D-7),
- novietot vietā spiediena veltni un radīt spiedienu, noregulēt spiedienu tā, lai veltnis strādātu ar nelielu pretestību,
- ieskrūvēt metināšanas vadu ligzdā,
- metināšanas iekārtai DESMi180 turēt iespiestu metināšanas vada slēdzi tik ilgi, līdz izbīdās stieple.
- metināšanas iekārtai DESMi160M nospiest pogu stieples kameras iekšā (Zīmējums F-8)
7. Pieslēgšana pie elektroapgādi
Pirms ierīces pieslēgšanas pārbaudīt, vai elektroapgādes spriegums ir vienāds ar rādītam indikācijas tabulā.
Metināšanas aparāta barošanas instalācija jābūt izgatavota novara vada ar minimālu šķersgriezumu 3 x 2,5 mm 2, jābūt apgādāta ar drošinātāju vismaz 16A (piem. automātisks drošinātājs sērija Š300 (C)), turklāt ierīce būs pieslēgta pie kēdes kā vienīga, un jāievēro lietošanas drošības noteikumus. Nedrīkst pieslēgt un lietot metināšanas aparātu, ja elektrības tīkls nav apgādāts ar aizsardzības vadu.
Instalāciju var veikt tikai kvalificēts elektromontieris. Pagarināšanas vadu lietošanas gadījumos atcerēt, lai tie būtu pielāgoti nominālam noslogojumam un apgādāti ar drošības vadu. Elektrības vadu novietot tā, lai darba laikā nevarētu to pārgriezt, nodedzināt vai izkausēt. Nelietot sabojāto pagarinātāju.
Nedrīkst vilkt elektrības vadu, lai atslēgtu ierīci no elektrības ligzdas.
8. lekārtas ieslēgšana
Ja metināšanas darbus nepieciešams veikt tālu no barošanas avota, un, ṣemot vērā iespējamus būtiskus sprieguma kritumus strāvas kabelī, jālieto pagarinātāji ar škērsgriezumu, kas ir lielāks par 2,5 mm2. Pagarinātāja vads ir jāiegulda aizsargcaurulē. Pārliecinieties, ka barošanas vads ir ievietots aizsargcaurulē. Nepieciešams lietot trīsdzīslu (ar aizsardzības cauruli) pagarinātāju, ar dzīslu škērsgriezumu, kas piemērots nominālai slodzei.
Metināšanas iekārtas slēdzis atrodas ierīces aizmugures panelī. Pārliecinieties, ka slēdža poga ir izslēgtā pozīcijā (apzīmēts ar OFF vai O) – skat. B-2 vai E-2 zīmējumu. Strāvas pieslēgums iestājās, novietojot slēdža pogu ieslēgtā pozīcijā (apzīmēts ar ON vai I) – skat. B-2 vai E-2 zīmējumu.
Pievienot metināšanas vadus metināšanas iekārtai saskaṇā ar apzīmējumiem uz priekšējā paneļa (B zīm.; E zīm.).
- Metināšanas, zemes vadu – iespīlēt vada galu norādītajā ligzdā (masu spailēm A-5) un skrūvēt pulksteņrādītāja virzienā, līdz tas apstājas – ligzdas augšai.
- Metināšanas stiepli jāievieto saskaņā ar „Sagatavošanās darbam”.7. punktu.
- Metināšanas vadu, kas novada strāvu līdz elektrodu spailēm, ieskrūvēt norādītajā ligzdā (ar spailēm MAG: A-6).
Uz metināšanas iekārtas priekšējā paneļa (B-1: E-1 zīm.) atrodās divi kloki, skat.B-3 vai E-3 zīm.
- Klokis pa labi: metināšanas parametru iestatīšanas regulēšana (norādīts sprieguma diapazons)
Modelim DESMi160M pie kloka ir novietots dubults diapazons ar norādītām sprieguma vērtībām metodes MIG/MAG pielietošanai, kā arī metināšanas sprieguma vērtībām metodes MMA pielietošanai. - Klokis pa kreisi: metināšanas stieples padeves ātruma regulēšana.
- Aizmugures panelis (B-2; E-2 zīm.): Aizsarggāzes pieslēgumu jāveic saskaṇā ar BHP nosacījumiem.
- Aizmugures panelis (B-2; E-2 zīm.): Metināšanas iekārtas slēdzis.
Piemērs:
Klokis pa labi ir novietots uz metināšanas energijas parametru vērtības.
Kloka pa kreisi aprakstītais pieaugošais diapazons kalpo stieples padeves ātruma regulēšanai. Metināšanas stieple tiks padota ar ātrumu, kuru var iestatīt ar šo kloki.
Pirms metināšanas darbu uzsākšanas nepieciešams veikt izmēginājuma metināšanu uz līdzīga, tā paša biezuma materiāla.
Pēc metināšanas pabeigšanas nenoņemt metināšanas sprauslu no savienojuma vietas, jo arī pēc metināšanas pabeigšanas aizsarggāze tiek padota vēl aptuveni 2 sekundes.
9. lekārtas izmantošana
Materiāla sagatavošana metināšanai
Attīrīt metināšanai paredzēto materiālu vietās, kur paredzēts iekausēt šuves un iespīlējamā materiāla skavu stiprinājuma vietās. Rūsu, krāsu, laku un tamlīdzīgus piesārņojumus notīrīt ar stiepļu suku, smilšpapīru vai ķīmiski attaukojot. Manuālas metināšanas gadījumā elementu attīrīšanu veikt aptuveni 25 mm platumā.
Jebkuru materiāla piesārṇojumu nepieciešams likvidēt, jo metināšanas laikā tie var izraisīt lielu daudzumu gāzu un oksīdu izdalīšanos, kā arī papildus būt par iemeslu savienojuma stiprības samazinājumam.
Metināšana ar MIG / MAG metodi
Metināšanas ar MIG / MAG metodi, izmantojot kūstošus elektrodus, nosaukums radies no izmantotās aizsarggāzes veida. MAG (Metal Active Gas) metodes gadījumā tās ir reaktīvas aizsarggāzes (CO2) un gāzu maisījums (CO2+Ar, CO2+Ar+O2). MIG (Metal Inert Gas) metodes gadījumā metināšana notiek tādu aizsarggāzu kā Ar-argons, He-hēlijs vai šo gāzu maisījuma aizsegā. Izmantotā gāze jāizvēlas atkarībā no metināmā materiāla un izmantotās metināšanas metodes (skat. Papildus Informāciju).Tam ir ietekme uz metināšanas loku, izkausētās lodes padošanu, sakausējuma dzilumu un metinājuma kīmisko sastāvu. Abās metināšanas metodēs kausējamais elektrods var būt monolīta stieple vai pulverstieple. Stieple tiek padota mehāniski līdz metināšanas turētājam ar padeves sistēmas palīdzību. Stieples gals iznāk no sprauslas un izkūst kvēlojošajā lokā, izveidojot škidra metāla vannu.
Optimālais metināšanas strāvas sprieguma pieaugums ir atkarīgs no elektroda stieples, elektroda stieples diametra, gāzes veida, metināšanas kēdes induktivitāti.
Metināšanas laikā var rasties 3 veidu metināšanas loki:
- Īssavienojuma- to raksturo nelieli pilieni, škidrais metāls no stieples pārvēršās par vannu, pilītes ar vannu saplūšanas rezultātā. Škidrais metāls brīvi plūst pilienveidā. Šī veida metināšana nodrošina nelielu šlakatu daudzumu un attiecīgu šuves, kā arī sakausējuma veidošanos. Šādi tiek ieteikts metināt materiālu ar biezumu 1,5-3mm un stieples diametru 0,8mm-1,2mm
- Pārejas- to raksturo škīdra metāla pāreja no stieples uz metināšanas vannu maisītā veidā (pilienu un aerosola). Šo metināšanas metodi jāizmanto, metinot materiālu ar biezumu no 3-6mm. Jāuzstāda augstāku strāvas spriegumu.
- Bezīssavienojuma- to raksturo lodes pāreja, kuru izsmidzina elektriskais loks sīku pilienu veidā, neradot īssavienojumu. Šajā metodē sīkie pilieni pieķeras strāvas gala un metināšanas spaiļu metināmajiem elementiem. Ar šo metodi var metināt biezus elementus.
MMA metināšanas metode ar pärklātiem elektrodiem (tikai DESMi160M modelis)
DESMi160M metināšanas iekārta ħauj metināt ar pārklāto elektrodu palīdzību. Pirms uzsākt metināt ar šo metodi, ir jāiegūst informācija no elektrodu ražotāja par pareizu vadu polarizācijas pieslēguma veidu. Šādai informācijai būtu jābūt pieejamai uz elektrodu iepakojuma.
Loka metināšana ar pārklātiem elektrodiem balstās metinātāja iekārtas loka aizdedzē starp elektrodu galiem un metināšanas priekšmeta materiālu. Tas ir process, kurā pastāvīgs savienojums tiek panākts izkausējot elektriskā loka karstumā pārklātā elektroda kodolu un elektroda pārklājuma metāliskos komponentus, kā arī metināmo materiālu. Elektrodus metinātājs noteiktā leņķī manuāli pārvieto. Veidojas šuve. Elektrodu pārklājums atkarībā no elektrodu veida metināšanas procesa laikā rada metināšanas joslā gāzes aizsegu, sargot to no atmosfēras piekļuves. Vienlaicīgi notiek oksidācijas elementu un izdedžu pārklājuma veidošanās novade uz metināšanas joslu.
Pie pamata metināšanas parametriem pieskaitāms metināšanas strāvas spriegums (regulēts, metinātāja ievadīts saskaņā ar strāvas kloķa iestatījumu), elektriskā loka spriegums (metinātāja regulēts atkarībā no elektrodu attāluma no materiāla), metināšanas ātrums (metinātāja regulēts atkarībā no manuālās padeves elektroda palēnināšanas vai paātrināšanas), kā arī elektroda diametrs un tā novietojums attiecībā pret savienotāju.
No augstākminētā izriet, ka metināšanas procesa norise ir būtiski atkarīga no metinātāja zināšanām, pieredzes, iemaņām un prakses.
Mazāk kvalificētiem operatoriem ir ieteicams veikt metināšanas izmēģinājumus uz nevajadzīgiem materiāla gabaliem.
Pirms darba uzsākšanas ir nepieciešams obligāti izpildīt visus iepriekš aprakstītos soļus. Seviška uzmanība jāpievērš visiem elementiem, kas saistīti ar darba drošību un darba vietas sagatavošanu, metināšanai paredzētā materiāla attīrīšanai un iekārtas sagatavošanai darbam.
Strāvas vadi jāpievieno metināšanas iekārtai saskaṇa ar elektrodu ražotāja norādīto polaritāti, ievietojot kontaktdakšu elektrotīklā (slēdža pogai jābūt izslēgtā pozīcijā), novietot fiksējošo turētāju uz materiāla, kuru paredzēts metināt, novietot pārklātos elektrodus turētājā. leslēgt metināšanas iekārtu un iestatīt ar kloki nepieciešamo metināšanas strāvu. Aizdedzināt loku, savienojot elektrodus ar materiālu un novirzot elektrodus attālumā, kas ľauj uzturēt loku, vai berzējot elektrodu pret priekšmeta virsmu. Loku visu laiku noturam šuves, kura ir jāizveido, joslā. Veicam metināšanas operāciju. Pēc metināšanas notīrīt šuvi, noņemot izdedžu paliekas ar āmura palīdzību. Nenovietot nākamo šuvi uz neattīrītas virsmas.
Elektrodi
Pārklāta elektroda diametra un veida atlase metinātam materiālam ir ľoti svarīga, lai pareizi veiktu metināšanas operāciju. No elektroda diametra ir atkarīga šuves forma un izkausēšanas dzilums. Elektroda diametra palielināšana ar nemainītu strāvu samazina izkausēšanas dzilumu un paplašina šuvi. Pārklāti elektrodi var būt ar sekojošiem diametriem: 1,6 - 2,0 - 2,5 - 3,2 - 4,0 - 6,0 - 8,0 mm. Elektrodu garums ir atkarīgs no diametra un ir attiecīgs: elektrodiem ar diametru 2,5 mm; 250 - 300 - 350 mm, un elektrodiem ar diametru 3,2 mm; 300 - 350 - 400 - 450 mm.
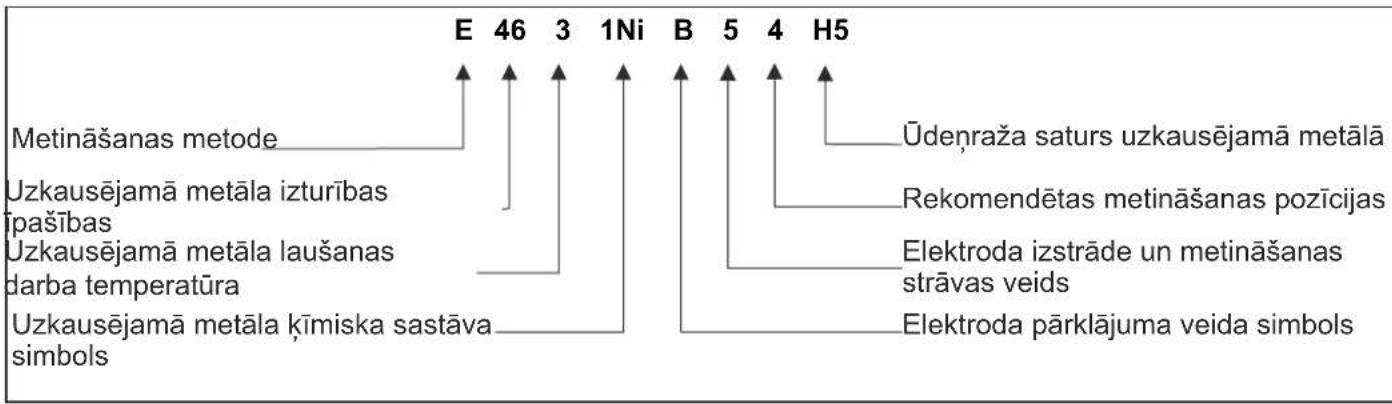
Pilns elektrodu īpašību apraksts atrodas elektrodu ražotāja tehniskās lapās. Minētās datu lapās jābūt ievērota visa informācija, prasīta normās, s.c.: elektroda apzīmējums, pārklājuma tips, elektroda izmantošana, metināšanas pozīcija, metināšanas strāvas veids un stiprums atkarīgi no elektroda diametra, elektroda pieslēgšanas polaritāte, nepieciešamas termiskās procedūras metināšanā, elektrodu kaltešanas un glabāšanas apstākļi.
Pārklātu elektrodu apzīmējums pēc PN-EN 499 - “Metināšana. Papildi materiāli metināšanai. Pārklāti elektrodi neleģēta un sīkgraudaina tērauda rokas loka metināšanai. Apzīmējums”, sastāv no astoniem simboliem, piem.
Iznemot normatīvus apzīmējumus, elektrodu ražotāji lieto savus apzīmējumus. Pārklāti elektrodi loka rokas metināšanai, atkarīgi no paredzēšanai konkrētiem metināta tērauda veidiem, ir klasificēti arī pēc normām: PN-EN 757, kas attiecas augstās izturības tēraudam, PN-EN 1599, kas attiecas karstumizturīgam tēraudam, PN-EN 1600, kas attiecas nerūsošam un karstumizturīgam tēraudam.
Metināšanas darbam ar metināšanas iekārtu DESMi160M var izmantot tirgū pieejamos dažādu ražotāju pārklātos elektrodus.
Nepārsniedziet ieteicamos un atļautos elektrodu diametrus, atbilstošu elektroda diametru ir nepieciešams izvēlēties nolūkā izveidot optimālu šuves formu. Nepieciešams pareizi izvēlēties elektrodu pārklājumu un veidu saskaņā ar materiāla, kas paredzēts metināšanai, tipu un izpildāmās šuves veidu.
10. Kārtējās apkopes darbības
Kārtējās apkopes darbības jāveic, iepriekš izņemot no kontaktligzdas kontaktdakšu.
Katru reizi jäpärbauda metinäšanas iekārtas stāvokli. Kontrolēt vai strāvas vadiem nav defektu un nav redzamas mehānisku bojājumu pazīmes. Pārbaudīt turētāju stāvokli. Pārbaudīt barošanas vada stāvokli.
Gadījumā, ja tiek konstatētas kādas neatbilstības, tās ir jānovērš.
Pie katras izdevības, jo seviški pēc darba beigšanas, attīrīt metināšanas dzesēšanas ventilatora iekārtas gais atveres. Šo darbību vislabāk veikt ar saspiesta gaisa palīdzību. Uzturēt abas strāvu vadu skavas tīrībā.
Metināšanas iekārtu jāuzglabā sausā telpā, nodrošinot, ka mitrums tai netiek klāt. Strāvas vadus atvienot un sarullēt. Uzglabāt ierīci vietā, kurai nevar pieklūt bērni.
11. Defekta paša novēršana
| PROBLĖMA | lemesls | Risinājums |
| Barošanas rādītājs nav ieslēgts, ventilators nefunkcionē, nav strāvas uz izejas. | Elektrības vads nav pareizi pieslēgts vai ir bojāts | lespiest kontaktdakšu dzilāk, pārbaudīt barošanas vadu |
| Elektrības ligzdā nav sprieguma | Pārbaudīt spriegumu ligzdā, pārbaudīt, vai drošinātājs nav bojāts. | |
| Bojāts ieslēdzējs | Mainīt ieslēdzēju uz jaunu | |
| Barošanas rādītājs ieslēgts, ventilators nefunkcionē vai funkcionē īsā laikā, nav strāvas uz izejas. | Tīkla spriegums ir cites nekā 220-240 V | Pieslēgt kontaktdakšu pie barošanas ligzdas ar spriegumu 230 V ~ 50 Hz |
| Metināšanas aparāts var pārslēgties uz avārijas režīmu. | Izslēgt metināšanas aparātu uz 2-3 min. un atkārtoti ieslēgt | |
| Termiskās aizsardzības rādītājs (diode) nav ieslēgts, nav strāvas uz izejas. | Bojāti vai nepareizi pieslēgti viens vai abi strāvas vadi: elektroda turētāja un spailes turētāja. | Pārbaudīt abus vadus un pieslēgšanu. Pareizi saspiest vai mainīt uz jauniem, ja nepieciešami. |
| Termiskās aizsardzības rādītājs (diode) ieslēgts, nav strāvas uz izejas. | Iedarbināja termiskā aizsargāšana | Atstāt metināšanas aparātu ieslēgtu līdz atdzesēšanai |
12. Noslēdzošās piezīmes, komplektācija
Komplektācija
Kopā ar ierīci, tās aprīkojumā ietilpst:
- Metināšanas kabelis (1 gab.), 2. Zemes vads ar skavām (1 gab.), 4. Aizsargmaska (1 gab.) + metināšanas aizsargstikls (1 gab.), 5. Birstīte ar āmuru (1 gab.), 6. Elektrodu vads ar skavām (tikai DESMi160M modelim)
Piezīmes
_ Pasūtot rezerves daļu, lūdzam aprakstīt bojātu daļu, noteikšot metināšanas aparāta iegūšanas orientācijas laiku.
Garantijas laikā remonti ir veikti saskaņā ar Garantijas Talona noteikumiem. Garantijas Talons atrodas instrukcijas beigās. Reklamēto produktu lūdzam pasniegt remontam pirkšanas vietā (pārdevējam ir pienākums pieņemt reklamēto produktu) vai nosūtīt DEDRA EXIM Centrālam Servisam. Adrese ir minētā apakšā un Garantijas Lapā. Metināšanas aparāts jābūt rūpīgi aizsargāts no bojājumiem transporta laikā (origināls iepakojums). Lūdzam pievienot Garantijas Talonu, kuru noformēja importētājs, un iegūšanas apliecinājumu. Bez dokumenta garantijas remonts būs uzskatīts par pēc-garantijas remontu.
Pēc garantijas laika remontu veic Centrāls Serviss. Bojātu produktu nosūtīt Servisam (par pasūtīšanu maksā lietotājs).
SIA „DEDRA-EXIM” (DEDRA-EXIM Sp. z o.o.) firmai ir tiesība mainīt konstrukciju un komplektāciju bez paziņošanas.
Garantijas talons
Pārdevēja zīmogs
Datums un paraksts
Kataloga Nr.
Nosaukums:
Partijas numurs: ....
Garantija uz pārdoto produktu neizslēdz, neierobežo un neaptur pircēja tiesību, kas izriet no atbildības par produkta neatbilstību līgumam.
- Garantējam, ka produkts darbosies atbilstoši Lietošanas instrukcijā aprakstītajiem tehniskajiem un ekspluatācijas nosacījumiem. Garantija ir spēkā 48 mēnešus no šajā dokumentā norādītā produkta iegādes datuma. Garantija ir spēkā visā Latvijas Republikas un ES teritorijā. Katrā valstī esošo apkalpošanas centru adreses pieejamas mājas lapā www.dedra.pl.
Ja attiecīgajā valstī nav apkalpošanas centra, garantijas sniedzēja pienākumus uzņemas centrālais apkalpošanas serviss. Pretenzijas par kvalitāti jāiesniedz rakstveidā līdz garantijas termina beigām. - Garantētājam ir tiesība izvelēt garantijas prasību apmierināšanas metodi (bezmaksas remonts, produkta mainīšana uz jaunu vai atteikums no līguma)
- Garantija apņem tikai bojājumus, atklātu garantijas darbības laikā, ierosinātus sakarā ar slēptiem produkta defektiem vai nepareizumiem savienotiem ar neattiecīgu izgatavošanas tehnoloģiju.
- Defekti, atklāti garantijas laikā, tiks likvidēti DEDRA-EXIM servisā 14 darba dienu laikā, sākot no dienas, kad produkts tiks piegādāts servisam. Remonta laiks var būt pagarināts, ja būs nepieciešama remontam nepieciešamu elementu saņemšana, par ko lietotājs tiks informēts.
- Reklamētu produktu jāpiegādā pārdošanas punktam. Lai reklamācija būtu izskatīta, obligāti jānodrošina:
pareizi aizpildītu Garantijas talonu,
pirkumu apliecinošu dokumentu ar pārdošanas datumu (piem., kases kvīts, faktūrrēķins)
ierīci pilnā komplektācijā, atbilstoši punktam "komplektācija" lietošanas instrukcijā. - Garantija neapnem defektus, ierosinātus:
-pēc ierīces lietošanas neatbilstoši nosacījumiem un Lietošanas Instrukcijas norādījumiem,
-pēc ierīces pārslogošanas sakarā ar darba cikla neievērošanu,
-pēc remontiem, kurus veic nepilnvarotas personas,
-pēc konstrukcijas modifikācijām,
-pēc mehāniskiem, fiziskiem, kīmiskiem bojājumiem, ierosinātiem ar ārējiem spēkiem un faktoriem, mikrovides piesārnošanu
-pēc bojājumiem, savienotiem ar: nepareizu elementu vai piederumu montāžu, neatbilstošu smērvielu, ellu un konservējošu vielu izmantošanu - Garantija neapnem elementus, kas dabiski nolietojas ekspluatācijas laikā, piem.:
termiski drošinātāji, elektro-grafīta sukas, pievada siksnas, kīlsiksnas, instrumentu turētāji, elektroiekārtu darba uzgalī (ripzāgi, urbji, frēzes utt.), metināšanas vadi, elektrodu un masas turētāji. - Ierīces nomināla tabuliņa jābūt skaidri salasāma. Reklamēts eksemplārs jābūt tieši pasargāts no bojājumiem transporta laikā Ja iespējami, piegādāt ar oriģinālā iepakojumā.
Pircēja paziņojums
Garantijas nosacījumi ir man zinami, ko apliecinu ar savu rokraksta parakstu:
DEDRA EXIM Sp. z o.o.
05-80 0 Prusz ków u l. 3 Maja 8
tel: (+48/22) 73-83-777
fax: (+48/22) 73-83-779
http://www.dedra.pl
e-mai l: info@dedra.pl

PIEZIMES PAR VEIK TO REMONTU
| Nr. p.k. | Produkta nodošanas remontā datums | Remonta datums | Remonta apjoms, remontdarbu apraksts | Remonta veicēja paraksts |
DEDRA EXIM Sp. z o.o.
05-80 0 Prusz ków ul. 3 Maja 8
tel: (+ 48 / 2 2) 73-83-777
fax: (+ 48 / 2 2) 73-83-779
http://www.dedra.pl
