
DESMi180 - Schweißgerät DEDRA - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts DESMi180 DEDRA als PDF.

| Produkttyp | Inverter-Schweißgerät |
| Marke | DEDRA |
| Modell | DESMi180 |
| Gewicht | 12 kg |
| Stromversorgung | 230 V ~ 50 Hz einphasig |
| Schweißstrombereich | 20 - 180 A |
| Max. Schweißspannung (MIG/MAG) | 23 V (bei 180 A) |
| Drahtdurchmesser | 0,8 mm und 1 mm |
| Einschaltdauer (X) | 20% bei 180 A, 60% bei 120 A, 100% bei 100 A |
| Kühlung | Lüfter |
| Schutzart | IP21S |
| Schweißverfahren | MIG/MAG |
| Schutzgas | CO₂, Ar oder Mischungen |
| Thermoschutz | Ja (Diode und automatische Abschaltung) |
| Einfaches Zündsystem | Ja |
| Anti-Klebe-System | Ja |
| Spannungseinstellung | Drehschalter |
| Drahtgeschwindigkeitseinstellung | Drehschalter |
| Enthaltenes Zubehör | Schweißkabel, Massekabel, Schweißmaske mit Glas, Bürste mit Pickhammer |
| Garantie | 48 Monate |
| Wartung | Lufteinlässe mit Druckluft reinigen |
| Sicherheit | Schweißmaske und Schutzhandschuhe verwenden |
| Kundendienst | Kontaktieren Sie DEDRA EXIM Sp. z o.o. |
Häufig gestellte Fragen - DESMi180 DEDRA
Benutzerfragen zu DESMi180 DEDRA
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch DESMi180 - DEDRA und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. DESMi180 von der Marke DEDRA.
BEDIENUNGSANLEITUNG DESMi180 DEDRA
DE Inverter-Schweißgerät
Bedienungsanleitung mit Garantiekarte


Spis treści
5. Technische kenmerken
-
Bilder, Zeichnungen und Schaltpläne
-
Informationen zur Benutzung der vorliegenden Bedienungsanleitung
-
Benutzungsbestimmungen der Schweißmaschine
-
Benutzungsbeschränkungen
-
Technische Daten
-
Vorbereiten der Inbetriebnahme
-
Anschließen ans Stromnetz
-
Inbetriebnahme der Schweißmaschine
-
Verwendungsbestimmungen
-
Bedientätigkeiten
-
Störungen selbstständig beheben
-
Schlussbemerkungen, Spezifikation
-
Garantiekarte
ACHTUNG
Beim Gebrauch sind immer zum Schutz gegen elektrischen Schlag, Verletzungs- und Brandgefahr grundsätzliche Sicherheitsmaßnahmen zu beachten.
Die Bedienungsanleitung ist vor der ersten Inbetriebnahme sorgfältig und vollständig zu lesen. Bewahren Sie bitte die Bedienungsanleitung, Sicherheitshinweise und Konformitätserklärung sorgfältig auf.
Äußerst strenge Beachtung der darin enthaltenen Sicherheitshinweise und Anweisungen wird sich positiv auf die Verlängerung der Lebensdauer Ihrer Fliesenschneidemaschine auswirken.
Die Konformitätserklärung befindet sich im Sitz des Herstellers Dedra-Exim Sp. z o.o.
Kontakt:
DEDRA - EXIM Sp. z o.o.
Alle Rechte vorbehalten. Die vorliegende Bedienungsanleitung wird durch das Urheber-recht geschützt. Kein Teil dieser Bedienungs-anleitung darf ohne schriftliche Einwilligung von DEDRA-EXIM vervielfältigt oder verbreitet werden.
Dedra Exim behält sich das Recht vor, Konstruktions- und technische Änderungen sowie Änderungen in der Spezifikation vorzunehmen, ohne vorher darüber zu informieren.
Typenschild, Modell DESMi180

Typenschild, Modell DESMi160M
![Bezeichnung des Gerätes Spawarka inwertorowa 160A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESDM160M Nr partii: XXXXXXXXX Rok prod: 2016 Produzent Modell 1 ~ t₁₋₀₋₀₋= = PN EN60974-1:2013 Logo Baujahr und Nummer der Partie Norm Obwód spawania MIGMAG: Parametry obwodu spawaniaMIG/MAG 20 A / 15 V - 160 A / 22 V X [%] 20 [%] 60 [%] 100 [%] U₄ = 78 V I₂ 160A 120 A 100 A U₂ 22V 20 V 19 V Obwód spawania MMA: Parametry obwodu spawaniaMMA 20 A / 20,8 V - 140 A / 25,6 V X [%] 20% 60% 100% U₄ = 78 V I₂ 140 A 90A 80A U₂ 25,6 V 23,6V 23,2V Obwód zasilania: Parameter des Einspeisestromkreises 1 ~ 50 Hz U₁ = 230 V I₁max = 24 A Ieff=15,9A IP21S Piktogramme podscamten ultrafolet (01)05902628760791 (10)11500426 Barcode](/content/2026/04/665773/images/ecf1c4424d7175cc311e8e62edf3a4643897d450ad25a3b4ad3861f6a51ef4b6.jpg)
Verwendete Piktogramme

Leichte Lichtbogenzündung – Beschleunigungssystem für die Lichtbogenzündung

GEBOT: Die Bedienungsanleitung ist zu lesen
Hot Start: automatische kurzzeitige Erhöhung des Schweißstromes beim Starten – Regulierungssystem für die Dynamik und Stabilität des Lichtbogens

GEBOT: Das Gesichtsschutz (Schweißschutzmaske) ist zu tragen

System, das beim Festkleben der Elektrode eine Zerstörung der Elektrode verhindert

GEBOT: Schutzhandschuhe sind zu tragen

Adaptation an die Stromversorgung mit Stromgenerator sowie Information über die minimale Leistung des Stromgenerators

Warnung vor Infrarotstrahlung

Signalisierung, dass der Thermoschutz angesprochen hat

Kennzeichnung der Anschlussdose des Pols (-) Vor dem Anschließen überprüfen Sie die Empfehlung des Elektrodenproduzenten—meistens ist an diese Steckdose die MIG/MAG-Leitung anzuschließen

Kennzeichnung der Anschlussdose des Pols (+) Vor dem Anschließen überprüfen Sie die Empfehlung des Elektrodenproduzenten—meistens ist an diese Steckdose die Elektrodenleitung anzuschließen

Kennzeichnung der Anschlussdose des Pols (-) Vor dem Anschließen überprüfen Sie die Empfehlung des Elektrodenproduzenten – meistens ist an diese Steckdose das Massekabel anzuschließen
2. Informationen zur Benutzung der vorliegenden Bedienungsanleitung Achtung!
Während der Arbeit sind unbedingt die Sicherheitshinweise zu beachten. Die Sicherheitshinweise sind dem Gerät als gesonderte Broschüre beigefügt und sie ist sorgfältig aufzubewahren, Bei Übergabe des Gerätes an weitere Nutzer sind auch die Bedienungsanleitung, die Sicherheitshinweise und die Konformitätserklärung mitzugeben. Die Firma Dedra Exim haftet nicht für Unfälle, zu denen es infolge der Nichtbeachtung der Sicherheitsmaßnahmen kommt.
 | ACHTUNG | Alle Sicherheitshinweise und die Bedingungsanleitung sind sorgfältig zu lesen. Die Nichtbeachtung der Warnungen und der Anleitung kann einen elektrischen Schlag, Brand und/oder andere ernsthafte Verletzungen zu Folge haben. Alle Bedingungsanleitungen, Sicherheitshinweise und die Übereinstimmungserklärung für zukünftige Bedürfnisse sind aufzubewahren. |
3. Bestimmung des Gerätes
Die Inverter-Schweißgeräte DESMi180 und DESMi160M sind Geräte, die dazu bestimmt sind, mit Lichtbogen in Gashülle zu schweißen. Das Schweißgerät DESMi160M macht es auch möglich mit einer Mantelelektrode zu schweißen. In ihrem Bau wurden IGBT-Transistoren (ang. Insulated Gate Bipolar Transistor) – Bipolartransistoren mit isolierter Gate-Elektrode angewandt. Es sind Halbleiterbauelemente, die in der Leistungselektronik bei elektroenergetischen Stromrichtern verwendet werden. Der Bipolartransistor verbindet Vorteile von zwei Transistorentypen in sich: nahezu leistungslose Ansteuerung eines Feldeffektransistors und gutes Duchlassverhalten, hohe Sperrspannung sowie Umschaltschnelligkeit der Bipolartransistoren.
Die Anwendung von IGBT-Transistoren im Schweißgerät bewirkt, dass das Gerät bei kleinen Abmessungen und gering Masse im Vergleich zu Schweißgeräten mit auf andere Technologien gestützten Leistungskreisen sehr leistungsfähig sind.
Die Hauptbestimmung der beiden Modelle ist das Lichtbogenschweißen in Gasgemischhüllen. In Kohlenstoffdioxidhülle (reaktionsfähige Hülle) bei dem MAG-Verfahren und Schweißen in der Ar-Hülle (Inertgas). Man kann damit unter Verwendung von Draht mit den Durchmessern 0,8mm und 1,0mm, in Abhängigkeit von aufgegebenem Schweißstrom, Bedürfnissen und der Art und Weise der mit dem Schweißgerät durchzuführenden Operation arbeiten. Die Schweißgeräte sind an die Stromversorgung mit der Spannung 230V \~, 50 Hz (einphasig) angepasst.
4. Benutzungsbeschränkungen
Die Schweißmaschine wurde für die Arbeit im Industriebereich entwickelt. Im Haushalt ist die Benutzung der Schweißmaschine nur unter Anwendung von speziellen, mit den Normen übereinstimmenden, für das Ausschließen von Auswirkungen des elektromagnetischen Feldes erforderlichen Sicherungen möglich. Obwohl aber die Schweißmaschine so entwickelt ist, dass die elektromagnetische Emission möglichst gering sein soll, können die Gerät elektromagnetische Störungen hervorrufen, die sich wiederum auf die Arbeit der Computer und Computer gesteuerten Einrichtungen, Einrichtungen der Sicherheitssysteme, Messgeräte, Funkgeräte, sowie Radio- und ähnlich gesteuerten Geräte auswirken.
Dieses Gerät wurde so entwickelt, dass es auch von den Heimwerkern benutzt werden kann.
Alle Änderungen an der Maschine, an der Mechanik-, Elektro- oder elektronischen Struktur) sowohl etwaige Modifikationen und alle in der Bedienungsanleitung nicht aufgeführten Bedientätigkeiten gelten als rechtswidrig und haben den sofortigen Verlust der Garantieansprüche zur Folge.

Achtung!
• Die Schweißmaschine nicht auf einem schiefen, unstabilen oder losen Untergrund aufstellen.
• Die Arbeit von funkgesteuerten Einrichtungen kann durch die Schweißmaschine gestört werden. Der
- Arbeitsplatz ist entsprechend vorzubereiten und es sind keine Funkgeräte in der Nähe der Schweißmaschine zu benutzen.
- Arbeit in staubigen Räumen ist verboten. Die Schweißmaschine ist in einem staub- und schmutzfreien Raum, mit freier Luftzirkulation und funktionstüchtiger Abzugsinstallation zu unterbringen.
- Arbeit in Räumlichkeiten mit Feuchtigkeitszutritt ist verboten. Bei Temperaturen über 40°C die Schweißmaschine nicht benutzen.
Die Schweißmaschine nicht überlasten. Einen bestimmter Arbeitszyklus (Koeffizient X) bei Stromeinstellungen während des Schweißens beachten.
• ZEs ist verboten, mit dem Schneider zu arbeiten, wenn in dem Raum, in dem sich das Gerät befindet, Schleif- und Zerspannungsarbeiten (insbesondere Metallmoleküle) durchgeführt werden. Die Metallmoleküle können in das Innere des Gerätes durch den Ventilator angesaugt werden und wesentliche Beschädigungen in der Elektronik des Schneiders verursachen.
Die Verunreinigungsgrade sind in der Norm PN-EN 60974-1 definiert.
Der maximale Arbeitsstrom ist lediglich dann möglich zu erzielen, wenn das Speisenetz volle
Stromleistung gewährleistet.
Der Schneider bedarf des Anschlusses an das elektrische Netz mit dem Nominalwert 230 V. Die Verlängerungsleitungen mit einem kleinen Durchmesser verursachen eine wesentliche Herabsetzung der Geräteleistungen. Der Schneider ist an die Aggregatspeisung mit der Nominalleistung von 10 kVA angepasst. Die Verwendung von Aggregaten mit einer kleineren Leistung macht es unmöglich, den Schneider im vollen Umfang der Stromeinstellungen zu benutzen.
Die Schweißmaschine darf nicht für das Auftauen von Rohren benutzt werden!

Nach der Norm PN-EN 60974-1 Geräte für das Lichtbogenschweißen Teil 1; Schweißenergiequellen werden folgende Arten der Verschmutzungen unterschieden:
a) Verschmutzungsstufe 1: Ohne Verschmutzungen, oder nur trockene, nichtleitende Verschmutzungen.
Verschmutzungen haben keine Bedeutung.
b) Verschmutzungsstufe 2: Nur nichtleitende Verschmutzungen, manchmal ist aber mit der durch die
Kondensation verursachten Leitfähigkeit zu rechnen.
c) Verschmutzungsstufe 3; Leitende oder nichtleitende trockene Verschmutzungen, die wegen der
Kondensation leitfähig werden.
d) Verschmutzungsstufe 4; Die Verschmutzungen generieren Dauerleitfähigkeit, die durch den leitenden
Staub, Regen oder Schnee verursacht werden,
Verschmutzungsstufen der Mikroumwelt wurden zwecks Bewertung des Luft-und
Oberflächenisolationsabstandes gem. 2.5.1 IEC 60664-1 festgelegt
Begriffe und Begriffsbestimmungen Pkt. 3.40 S. 13 gem. der Norm PN-EN 60974-1)
In Übereinstimmung mit der Norm PN-EN 60974-1 sowie IEC 60664-1 passen die meisten
Schweißenergiequellen in die III. Kategorie der Überspannungen. Sie sollen mindestens für die
Anwendung unter den Bedingungen, die Minimum der 3. Stufe entsprechen, entworfen sein. Die
Bestandteile oder Unterbaugruppen mit Luft- und Oberflächenisolationsabständen, die der 2.
Verschmutzungsstufe entsprechen, sind zulässig, sofern sie in Übereinstimmung mit IEC 60664-1
gänzlich beschichtet, dicht ummantelt oder übergossen sind.
Drahtdurchmesser
Der Drahtdurchmesser hängt vor allem von der Dicke des zu verschweißenden Werkstückes, der Schweißposition ab.
Die angenäherten Werte betragen:
Für das Grundmaterial mit der Dicke bis zu 2 mm – Draht 0,8 mm
Für das Grundmaterial mit der Dicke 2-10mm – Drähte mit den Durchmessern 1.0 und 1,2 mm
Die Tabelle mit den Einstellungen und Arbeitszyklen befindet sich auf dem hinteren Paneel oder am unteren Teil des Gerätes. Legende:
X - Arbeitszyklus I_2 - Nennschweißstrom U_2 - Spannung beim Belastungszustand
Man nimmt an, dass die Zeit eines vollen Arbeitszyklus 10 Minuten beträgt (Als Beispiel: X = 60% bedeutet, dass die Belastung 6 Minuten dauert und nach dem Zyklus eine Pause von 4 Minuten eintritt)
5. Technische Daten
Modell des Inverter-Schweißgerätes DESMi180 DESMi160M
Speisepannung 230 V\~ 50 Hz 230V\~ 50Hz
Maximaler Schweißstrom im MIG/MAG-Verfahren 180A 160A
Maximaler Schweißstrom im MMA-Verfahren - 140A
Regulierungsbereich des Schweißstromes 20 - 180 A 20 - 160A
Durchmesser des Schweißdrahtes 0,8 und 1 mm 0,8 und 1 mm
Gewicht 12 kg 12 kg
Kühlung Schutzgrad IP 21S IP21S
Ventilator Ventilator
6. Vorbereitung zur Arbeit
Das Schweißgerät soll an einer gut beleuchteten Stelle ohne Feuchtigkeitseintritt aufgestellt sein. Vor Arbeitsbeginn überprüfen Sie den Zustand des Stromversorgungskabels, der Schweißleitungen, der Elektrodenhalterung und des Spannfutters für das Material. Arbeiten Sie nicht mit beschädigten Elementen nicht. Beschädigte Elemente tauschen Sie gegen fehlerfreie aus.
Während des Schweißvorganges erzeugen die Stromleitungen ein sehr starkes elektromagnetisches Feld. Um die elektromagnetische Strahlung zu vermindern, sind Stromleitungen eng aneinander zu legen.
Das MAG-Gerät ist mit einer Drahtaufgabevorrichtung ausgestattet. Ihre Aufgabe besteht darin, Draht über eine flexible Leitung stets nachzuschieben. Die Aufgabevorrichtung besteht aus (s. Fot. C oder F):
- einem Antriebsmotor
- einer Rolle, die Draht antreibt (C-4; F-4)
- einer Spule mit Draht C-6: F-6)
Der Motor treibt über ein Getriebe die Draht aufgebenden Rollen an. Die Rolle kann sich hinsichtlich der Form der Rille, in der Draht verschoben wird, unterscheiden. In beiden Modellen gibt es eine Rolle, die zwei Drahtrillen für Draht 0,8mm und 1mm bereitstellt. Falsche Wahl der Rillengröße für den jeweiligen Drahtdurchmesser kann zur Ursache fehlerhafter Arbeit der Drahtaufgabevorrichtung werden. Z.B. kann sich der Draht verformen, wenn er zu stark angedrückt wird, es entstehen Walznähte auf dem Draht – falsch angepasste Rolle und eine allzu starke Anpresskraft, kein Drahtvorschub – der Rillenkeil ist im Verhältnis zum Drahtdurchmesser zu groß.
Wenn wir mit dem Draht 1mm schweißen wollen, ist der Drehknopf der Antriebsrolle zu lösen (C-5: F-5), die Rolle (C-4: 4) abnehmen, so umdrehen, dass die größere Rille sich auf der Außenseite des Schweißgerätes befindet. Dann ist die Rolle auf die Walze aufzulegen und der Drehknopf anzuziehen.
Buchst die Antriebsrolle auf dem Draht aus, heißt das, dass die Anpresskraft zu gering ist.
Blockiert sich der Draht im Panzer oder wird durch die Rolle geschert, heißt das, dass die Anpresskraft zu groß ist.
Beim Schweißen mit Pulverdraht muss man daran denken, dass das Gerät darauf vorbereitet werden muss. Dies erfolgt durch die Änderung der Polarisierung der Ausgangsspannung auf negative Polarisierung (die Leitung des Schweißhandstückes ist an die negative Klemme und das Massekabel an die positive Klemm anzuschließen).
In der Kammer der Drahtaufgabevorrichtung mit dem Schlüssel 17 Befestigungsschrauben der Stromleitung (C-1, C-2; F-1, F-2), Polarisierungsklemmen der Ausgansspannung (gekennzeichnet „+“ und „-“) lösen und ihr Plätze tauschen, und danach die Schrauben fest anziehen. Zum Schweißen mit Pulverdraht sind entsprechende Führungsrollen (sie haben entsprechende Rillenform sowie Qualität der Rillenflächen) zu verwenden. Dieses Gerät ist nach dem Auspacken zum Schweißen mit Volldraht vorbereitet. Die Schweißgeräte DESMi180 und DESMi160M sind werkseitig zum Schweißen mit Volldraht vorbereitet.
Vor Arbeitsbeginn muss man sich vergewissern, dass die Antriebsrolle auf den richtigen Durchmesser des Elektrodendrahtes eingestellt ist.
Anlegen des Drahtes
Die Vorrichtung zur Regelung der Drahtanpresskraft, auf der die Anpressrolle befestigt wird, abnehmen.
- die Trommel so auflegen, dass der Draht von unten nachgeschoben wird (Fot. C oder Fot. F),
- den Drahtanfang unter dem Winkel von 45 Grad mit der Seitenzange, z.B. Modell DEDRA 1246 andrücken,
- den Draht in die Aufgabevorrichtung (C-7; F-7), einschieben
- den Draht in die Drahtführungsschiene einschieben
- den Draht so verschieben, bis er aus Steckdose der Schweißleitung (A-6; D-7) herausgeschoben wird,
- die Anpressrolle hinlegen und das Anpressstück anlegen, das Anpressstück so einstellen, dass die Rolle mi einem kleinen Widerstand arbeitet,
- die Schweißleitung in die Dose einschrauben
Für das Schweißgerät DESMi180 den Einschalter der Schweißleitung so lange eindrücken, bis der Draht zum Vorschein kommt.
- Für das Schweißgerät DESMi160M den Druckknopf im Inneren der Drahtkammer eindrücken (Zeichnung F-8)
7. Anschluss an das Stromnetz
Vor dem Anschluss der Maschine an das Stromnetz vergewissern Sie sich, dass die Spannung auf dem Datenschild mit der vorhandenen Spannung übereinstimmt.
Die Versorgungsanlage des Gerätes muss als Kupferleitung mit dem minimalen Durchmesser von 3 x 2,5 mm 2ausgeführt sein. Sie muss einer Sicherung mit dem minimalen Wert 16A (z.B. einer Überschusssicherung der Serie S300 (C)) unter der Voraussetzung zugeführt werden, dass das Gerät als Einzelgerät an den Einspeisestromkreis angeschlossen wird. Sie muss auch den Betriebssicherheitsanforderungen entsprechen. Die Schweißmaschine nicht anschließen, wenn das Versorgungsnetz keine Schutzleitung hat. Die Installation muss von einem qualifizierten Elektriker durchgeführt werden. Bei Benutzung eines Verlängerungskabels ist auf den Querschnitt der Ader zu achten, er darf nicht geringer sein als der geforderte Querschnitt (siehe Tabelle). Die elektrische Leitung ist so zu legen, dass sie während der Arbeit nicht gefährd ist, durchgeschnitten zu werden. Beschädigte Verlängerungskabel dürfen nicht verwendet werden.
Nicht am Netzkabel ziehen, wenn man den Stecker aus der Steckdose herauszieht.
8. Einschalten des Gerätes
Ist es notwendig, den Schweißvorgang an einer von der Stromversorgungsquelle weit entfernten Stelle durchführen zu lassen, und in Rücksicht auf mögliche beträchtliche Spannungsabfälle in der Speiseleitung, sind Verlängerungskabel mit einem größeren Durchmesser anzuwenden als 2,5 mm ^2 . Das Verlängerungskabel muss mit Schutzkabel ausgestattet sein. Vergewissern Sie sich, dass das Speisenetz mit einer Schutzleitung ausgestattet ist. Es ist ein dreiadriges Verlängerungskabel (mit Schutzleitung), mit einem Aderdurchmesser anzuwenden, der an die nominale Belastung angepasst ist.
Der Einschalter des Schweißgerätes befindet sich auf dem hinteren Bedienungsfeld des Gerätes. Vergewissern Sie sich, dass der Schalterknopf in der Position „ausgeschaltet“ (gekennzeichnet mit OFF oder O) ist - siehe Zeichnung B-2 oder E-2. Die Spannung wird durch die Umstellung des Schalterknopfs in die Position „eingeschaltet“ (gekennzeichnet mit ON oder I) eingeschaltet - siehe Zeichnung B-2 oder E-2.
Die Schweißleitungen an das Schweißgerät in Übereinstimmung mit der Kennzeichnung an die Bedienungsfeldfront anschließen (Zeichnung B; Zeichnung E).
- Die Schweißleitung, das Massekabel – das Leitungsendstück in die (mit Masseklemme A-5) gekennzeichnete Dose eindrücken und nach rechts bis zum Widerstand umdrehen - obere Steckdose.
- Den Schweißdraht ist in Übereinstimmung mit Pkt. 7 „Vorbereitung zur Arbeit“ anzulegen.
- Die den Strom zu der Elektrodenhalterung zuführende Schweißleitung in die (mit MAG-Griff: A-6) gekennzeichnete Dose eindrehen.
Auf dem Vorderpanel des Schweißgerätes (Zeichnung B-1: E-1) befinden sich zwei Drehknöpfe, sieh Zeichnung B-3 oder E-3
- Rechter Drehknopf: Regulierung der Einstellung des Schweißparameters (ist mit der Spannungsskala beschrieben). Für das Modell DESMi160M ist der Drehknopf mit der doppelten Skala mit den aufgetragenen Spannungswerten für das MIG/MAG-Verfahren beschrieben sowie mit den Werten des Schweißstromes für das MMA-Verfahren.
- Der linke Drehknopf: Regulierung der Geschwindigkeit, mit welcher der Schweißdraht nachgeschoben wird.
- Das hintere Bedienungsfeld (Zeichnung B-2; E-2): Das Schutzgas ist in Übereinstimmung mit den Grundsätzen der Gesundheits- und Arbeitssicherheit anzuschließen.
- Das hintere Bedienungsfeld (Zeichnung B-2; E-2): Der Einschalter des Schweißgerätes.
Beispiel:
Der rechte Drehknopf ist auf die Werte der Parameter von der Schweißenergie eingestellt.
Der linke Drehknopf, beschrieben mit einer wachsenden Skala, dient zur Regulierung der Vorschubgeschwindigkeit des Drahtes. Der Schweißdraht wird sich mit der Geschwindigkeit herausschieben, die mit diesem Drehknopf eingestellt ist. Vor dem Beginn des Schweißvorganges muss man Probeschweißen an einem ähnlichen Material mit derselben Stärke durchführen.
Nach der Beendigung des Schweißvorganges die Schweißdüse von der Nahtstelle nicht wegnehmen, da das Schutzgas über ca. 2 Sek. zugeführt wird.
9. Benutzung des Schweißgerätes
Vorbereitung des Werkstückes zum Schweißen
Das zu verschweißende Werkstück an den Stellen säubern, an welchen die Schweißnaht verlaufen wird und an der Befestigungsstelle des Spannfutters für das Material. Rost, Farbe, Lack und ähnliche Verschmutzungen mit einer Drahtbürste, mit Schleifpapier oder chemisch durch Entfettung entfernen. Die zum manuellen Schweißen bestimmten Elemente sind in einer Breite von ca. 25 mm sauber machen.
Jegliche Verschmutzungen des Materials entfernen, denn während des Schweißens werden große Mengen an Gasen und Oxiden ausgesondert, die sich zusätzlich sich negativ auf die Beständigkeit der Nahtstelle auswirken.
Schweißen im MIG/MAG-Verfahren
Die Schweißverfahren MIG / MAG mit Abschmelzelektroden wurden nach den Schutzgasen benannt. Bei MAG (Metal Active Gas)-Verfahren werden (CO2) sowie Gasgemische (CO2+Ar, CO2+Ar+O2) als reaktive Schutzgase verwendet. Bei MIG (Metal Inert Gas)-Verfahren werden solche inerte Schutzgase wie Ar-argon, He-hel sowie Gemische von diesen Gasen verwendet. Das Gas soll an das zu verschweißende Material und die Schweißmethode (siehe Zusatzinformationen) angepasst werden. Es beeinflusst den Schweißlichtbogen, die Zulieferung des geschmolzenen Bindemittels, die Schweißdurchdringungstiefe sowie die chemische Zusammensetzung der Naht. In beiden Schweißverfahren können als Abschmelzelektrode Volldraht oder Pulverdraht verwendet werden. Der Draht wird mechanisch mit der Aufgabevorrichtung in das Schweißhandstück nachgeschoben. Das Drahtendstück schiebt sich aus der Düse heraus und schmilzt im glühenden Lichtbogen, wodurch ein Metallschmelzbad entsteht. Die optimale Zunahme der Schweißstromstärke hängt von dem Elektrodendraht, Durchmesser des Elektrodendrahtes, der Gasart, Induktivität des Schweißkreises ab.
Beim Schweißen können wir 3 Arten von Schweißlichtbögen unterscheiden:
- Schweißlichtbogen mit Kurzschlüssen – charakterisiert sich durch kleine Tropfen, das flüssige Metall vom Draht geht in das Schmelzbad infolge der Berührung des Tropfens mit dem Schmelzbad über. Das flüssige Metall fließt in Form von Tropfen frei durch. Beim Schweißen dieser Art ist die Verspritzung nicht groß, wobei die Naht entsprechend geformt wird und die Schweißdurchdringung richtig ist. Es wird empfohlen, Werkstoffe mit einer Stärke von 1,5-3mm und einem Drahtdurchmesser von 0,8mm-1,2mm zu schweißen.
- Übergangslichtbogen – charakterisiert sich durch den Übergang des flüssigen Metalls aus dem Draht in das Schmelzbad in gemischter Form (in Form von Tropfen und Brausebad). Diese Methode wenden wir beim Schweißen vor Werkstoffen mit einer Stärke von 3-6 mm. Es ist eine größere Stromstärke einzustellen.
- Schweißlichtbogen ohne Kurzschluss- charakterisiert sich dadurch, dass das Bindemittel in Form von feinen Tröpfchen über den Lichtbogen übertragen wird, ohne dass es Kurzschlüsse gibt. Bei dieser Methode haften Feintropfen an die zu verschweißende Elemente des Stromendstückes und des Schweißhandstückes. Mit dieser Methode kann man dicke Elemente schweißen.
MMA-Schweißen mit Mantelelektrode (nur Modell DESMi160M)
Das Schweißgerät DESMi160M macht es möglich mit der Methode der Mantelelektrode zu schweißen.
Bevor man anfängt, mit dieser Methode zu schweißen, muss man sich bei dem Elektrodenproduzenten über die Art und Weise des richtigen Anschlusses der Leitungspolarisierung informieren lassen.
Das Lichtbogenschweißen mit einer Mantelelektrode beruht auf dem Zünden des Lichtbogens zwischen dem Elektrodenende und dem Eigenmaterial des zu verschweißenden Gegenstandes durch den Schweißer. Es ist ein Prozess, im Verlauf dessen eine feste Verbindung durch das Schmelzen des Mantelelektrodenkerns und der Metallbestandsteile des Elektrodenmantels mit der Wärme des Lichtbogens entsteht. Die Elektrode wird manuell durch den Schweißer verschoben und unter einem gewissen Winkel eingestellt. Es entsteht eine Naht. Der Elektrodenmantel erzeugt während des Schweißvorganges in Abhängigkeit von der Elektrodenart eine Gashülle für die Schweißzone und schützt sie auf diese Art und Weise vor Eintritt der Atmosphäre. In den zu verschweißenden Bereich werden auch desoxydierenden Elemente eingeführt und es entsteht eine Schlackenumhüllung.
Zu den Hauptparametern des Schweißens zählen: die Scheißstromstärke (reguliert, aufgegeben durch den Schweißer mit dem Drehknopf für die Stromeinstellungen), die Spannung des Lichtbogens (reguliert durch den Schweißer mit dem Abstand der Elektrode von dem Werkstück), die Schweißgeschwindigkeit (reguliert durch den Schweißer mit der Verlangsamung oder Beschleunigung des manuellen Elektrodenvorschubes) sowie den Durchmesser der Elektrode und ihre Lage gegenüber dem Verbindungsstück.
Aus den obigen Gründen ist der Verlauf des Schweißprozesses im wesentlichen Grad von Wissen, Erfahrungen, Fähigkeiten und Praxis des Schweißers abhängig.
Für weniger eingeübte Bediener wird empfohlen, Schweißproben an überflüssigen Werkstücken durchzuführen.
Vor Arbeitsbeginn muss man unbedingt alle früher beschriebenen Tätigkeiten ausführen. Besondere Aufmerksamkeit muss allen mit der Arbeitssicherheit verbundenen Elementen und der Vorbereitung des Arbeitsplatzes, Säuberung des zu verschweißenden Werkstückes sowie Vorbereitung des Werkzeuges zur Arbeit geschenkt werden.
Die Stromanleitungen an das Schweißgerät in Übereinstimmung mit der durch den Elektrodenproduzenten vorgegebenen Polarität anschließen, den Stecker in das Speisenetz stecken (der Knopf des Einschalters muss in der Position „ausgeschaltet“ sein), das Zangenspannfutter ist auf das zu verschweißende Werkstück draufsetzen, die Mantelelektrode in der Halterung zu unterbringen. Das Schweißgerät einschalten und mit dem Drehknopf den erforderlichen Schweißstrom einstellen. Durch den Kurzschluss der Elektrode mit dem Werkstoff und durch das Hochheben der Elektrode auf einen Abstand, der erlaubt den Lichtbogen aufrechtzuerhalten, oder durch das Reiben der Elektrode an die Oberfläche des Gegenstandes den Lichtbogen zünden. Den Lichtbogen zünden wir immer in der Zone der Naht, die wir auszuführen haben. Nach dem Schweißen ist die Nahtstelle zu reinigen, indem wir die Schlackereste mit dem Hammer entfernen. Auf die gereinigte Oberfläche keine weitere Naht auflegen.
Elektroden
Die richtige Wahl des Durchmessers der Mantelelektrode sowie ihrer Art für das jeweilige Werkstück ist ein wichtiges Parameter für die richtige Durchführung der Schweißoperation. Der Elektrodendurchmesser nimmt einen wichtigen Einfluss auf die Form der Schweißnahtstelle sowie auf die Einschmelzungstiefe. Die Vergrößerung des Elektrodendurchmessers vermindert bei konstanter Stromstärke die Einschmelzungstiefe und vergrößert die Schweißnahtbreite. Die Mantelelektroden können folgende Durchmesser haben: 1,6 - 2,0 - 2,5 - 3,2 - 4,0 - 6,0 - 8,0mm. Die Elektrodenlängen hängen von den Elektrodendurchmessern ab und betragen beispielsweise wie folgt: Für die Elektroden mit dem Durchmesser 2,5mm; 250 - 300 - 350 mm, und für die Elektroden mit dem Durchmesser 3,2 mm; 300 - 350 - 400 - 450 mm.
Die Elektrodeneigenschaften werden in den durch den Elektrodenhersteller ausgearbeiteten technischen Charakteristika vollständig zusammengestellt. In diesen Charakteristiken sollen alle Angaben, die aufgrund der Normen erforderlich sind, berücksichtigt worden sein, darunter:
Kennzeichnung der Elektrode, Typ der Umhüllung, Anwendung der Elektrode, Schweißpositionen, Schweißstromart und -Stärke in Abhängigkeit vom Elektrodendurchmesser, Polung des Elektrodenanschlusses, Wärmebehandlungen beim Schweißen, Bedingungen für das Trocken und Aufbewahren der Elektroden.
Die Kennzeichnung der Mantelelektroden gemäß PN-EN 499 –„Schweißtechnik. Zusatzunterlagen zur Schweißtechnik. Mantelelektroden zum manuellen Lichtbogenschweißen von unlegierten und feinkörnigen Stahlen. Kennzeichnung“ besteht aus acht Symbolen, z.B.
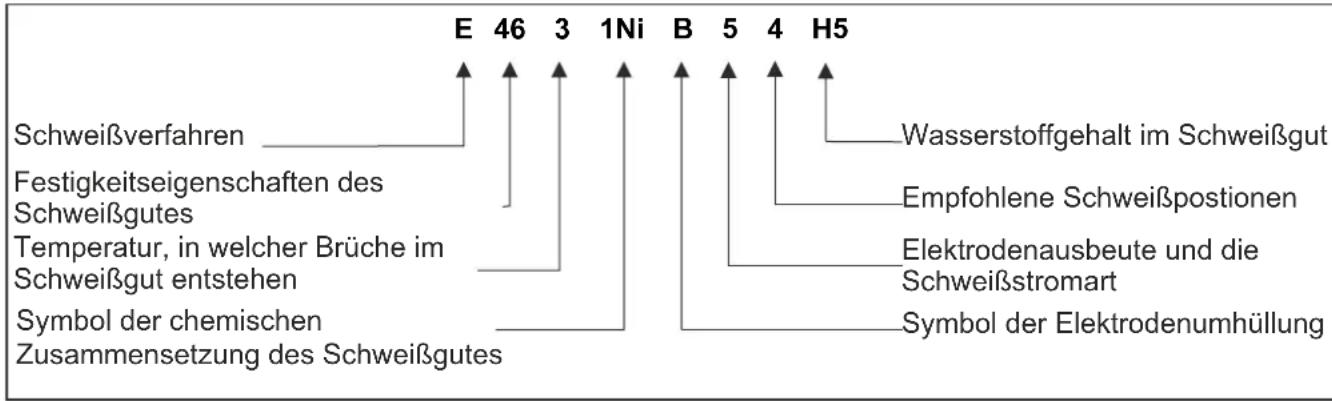
Außer von normativen Kennzeichnungen gibt es auch die eigenen Bezeichnungen der einzelnen Elektrodenproduzenten. Die Mantelelektroden für manuelles Lichtbogenschweißen werden in Abhängigkeit von der Bestimmung des Schweißens von konkreten Stahlgattungen auch nach den Normen: PN-EN 757 bezgl. des Stahles mit einer hohen Festigkeit, PN-EN 1599 bezgl. der hitzebeständigen Stahle klassifiziert.
Zu den Schweißarbeiten mit dem Schweißgerät DESMi160M können die auf dem Markt zugänglichen Mantelelektroden von verschiedenen Produzenten verwendet werden.
Man soll die empfohlenen und zulässigen Elektrodendurchmesser nicht überschreiten und man muss entsprechende Elektrodendurchmesser anpassen, um die optimale Form der ausgeführten Naht zu erhalten. Man muss richtige Mäntel, d.h. Elektrodenarten für die zu verschweißende Materialgattung und die Art der auszuführenden Naht auswählen.
10. Laufende Bedienungstätigkeiten
Laufende Bedienungstätigkeiten sind beim aus der Steckdose herausgezogenen Stecker durchführen.
Jedesmalig den technischen Zustand des Schweißgerätes kontrollieren. Kontrollieren Sie, ob die Stromleitungen funktionstüchtig sind und keine Spuren von mechanischen Beschädigungen haben. Überprüfen Sie den Zustand der beiden Halterungen. Überprüfen Sie den Zustand der Speiseleitung.
Nach Feststellen von irgendwelchen Unregelmäßigkeiten sind sie zu beseitigen.
Bei jeder Gelegenheit, insbesondere nach der Beendigung der Arbeit sind die Lufteintritte des die Systeme des Schweißgerätes kühlenden Ventilators zu überprüfen. Diese Tätigkeit ist am besten mit Druckluft auszuführen.
Beide Stromleitungshalterungen sind sauber zu halten.
Das Schweißgerät ist in einem trockenen Raum ohne Feuchtigkeiteintritt aufzubewahren. Die Stromleitungen sind abzulösen und zusammenzurollen.
11. Störungen selbstständig beheben
| PROBLEM | URSACHE | Lösung |
| Speisungsanzeige leuchtet nicht, der Ventilator läuft nicht, kein Strom am Ausgang. | Netzkabel ist schlecht angeschlossen oder beschädigtKeine Spannung in der SteckdoseBeschädigter Schalter | Kabelstecker in die Steckdose tiefer einstecken,Netzkabel überprüfen.Spannung in der Steckdose überprüfenSicherung überprüfenBeschädigten Schalter austauschen |
| Speisungsanzeige leuchtet, der Ventilator läuft nicht oder ganz kurz läuft, kein Strom am Ausgang. | Netzspannung anders als 220-240VDie Schweißmaschine arbeitet im Notarbeitsmodus | Den Stecker in die Netzsteckdose mit der Spannung 230 V – 50 Hz einschaltenDie Schweißmaschine für 2-3 Min. ausschalten und wieder einschalten |
| Thermoschutzanzeige (Diode) leuchtet nicht, kein Strom am Ausgang. | Beide oder eins von beiden Stromkabeln beschädigt oder falsch angeschlossen: das Stromkabel der Elektrodenhalterung und der Klemmhalterung | Beide Leitungen und ihren Anschluss prüfen.Richtig klemmen oder bei Bedarf gegen neue austauschen |
| Thermoschutzanzeige (Diode) leuchtet, kein Strom am Ausgang. | Der Thermoschutz hat angesprochen. | Die Schweißmaschine bis zum Abkühlen ausgeschaltet halten |
12. Schlussbemerkungen, Zusammensetzung
Zusammen mit dem Schweißgerät als seine Ausstattung werden mitgeliefert:
- Schweißleitung (1Stck.), 2. Massekabel mit Klemme(1Stck.), 4. Schutzmaske (1Stck.) + Schweißer-Glasscheibe (1Stck.), 5. Bürste mit Hammer (1Stck.), 6. Elektrodenleitung mit Klemme (Nur Modell DESMi160M)
Schlussbemerkungen
Beim Bestellen der Ersatzteile bitten wir um die Beschreibung des beschädigten Teils sowie um die Angabe, wann die Schweißmaschine ungefähr gekauft worden ist.
Während der Garantielaufzeit werden Reparaturen nach den in der Garantiekarte angegebenen Grundsätzen durchgeführt. Die Garantiekarte befindet sich auf den letzten Seiten der vorliegenden Bedienungsanleitung.
Das reklamierte Produkt bitten wir bei der Verkaufsstelle (der Verkäufer ist dazu verpflichtet, das reklamierte Produkt anzunehmen) abzugeben, wo das Produkt gekauft worden ist oder an den DEDRA EXIM – Zentralservice zu verschicken. Die Adresse ist nachstehend und in der Garantiekarte angegeben. Die Schweißmaschine muss für den Transport sorgfältig vor Beschädigungen (Originalverpackung) gesichert sein. Wir bitten die durch den Importeur ausgestellte Garantiekarte sowie die Einkaufsbeleg beizufügen. Ohne diese Dokumente wird die Reparatur wie eine Reparatur nach der abgelaufenen Garantie behandelt. Nach Ablauf der Garantielauzeit werden Reparaturen durch den Zentralservice durchgeführt. Das beschädigte Produkt ist an den Service zu verschicken (die Versandkosten trägt der Benutzer).
Dedra Exim behält sich das Recht vor, Konstruktions- und technische Änderungen sowie Änderungen in der Zusammensetzung vorzunehmen, ohne vorher darüber zu informieren
Garantiekarte
Stempel des Verkäufers-
Datum und Unterschrift
Katalognummer:
Name:
Seriennummer:
Die sich aus der Mängelhaftung ergebenden Rechte des Käufers werden von dieser Garantie weder ausgeschlossen, noch eingeschränkt oder eingestellt.
GARANTIEBEDINGUNGEN
- Wir garantieren ordnungsgemäßes Funktionieren des Produktes, gemäß den in der Bedienungsanleitung beschriebenen technischen und Verwendungsbedingungen. Auf das Gerät gewähren wir 48 Monate Garantie, gerechnet ab dem Kaufdatum auf dem vorliegenden Dokument. Die Garantie gilt im ganzen Gebiet der Bundesrepublik Deutschland und der EU. Die Adressen der Servicestellen in jeweiligen Ländern sind auf der Seite www.dedra.pl zugänglich. Im Falle, wenn im jeweiligen Land keine Servicestelle vorhanden ist, werden die Garantieverpflichtungen von der Zentralservicestelle erfüllt. Eine Reklamation ist schriftlich während der Dauer der Garantiezeit zu melden.
- Dem Garanten steht das Recht zu, die Art und Weise zu wählen, wie die Garantieansprüche (unentgeltliche Reparatur, Austausch des Produkts gegen ein neues oder Rücktritt vom Vertrag) befriedigt werden sollen.
- Die Garantie umfasst ausschließlich Beschädigungen, die während der Garantiezeit entstanden und auf Ursachen, die im verkauften Produkt liegen, oder die durch schlechte Herstellungstechnologie entstandenen Unrichtigkeiten zurückzuführen sind.
- Die innerhalb der Garantiezeit entdeckten Mängel werden von DEDRA-EXIM nicht später als innerhalb von 14 Werktagen ab Lieferung zur Servicestelle behoben werden. Die Reparaturzeit kann verlängert werden, im Falle wenn die zur Durchführung der Reparatur notwendigen Teile bestellt werden müssen, wovon der Kunde benachrichtigt wird.
- Das beanstandete Produkt ist an die Verkaufsstelle zu liefern. Die Voraussetzung für die Garantieannahme ist das Vorlagen von:
-der korrekt ausgefüllten Garantiekarte,
-eines Belegs, der den Einkauf bestätigt und Einkaufsdatum enthält (z.B. Kassenbeleg, Rechnung)
-Lieferung des kompletten Geräts gemäß dem Punkt „Komplettierung“ in der Bedienungsanleitung - Die Garantie umfasst keine Störungen, die auf folgendes zurückzuführen sind:
-zweckwidrige Verwendung oder Verwendung zuwider der Betriebsanleitung,
-Überlastung des Geräts, die sich aus der Nichteinhaltung des Arbeitsspiels ergibt.
-Vornahme der Reparaturen durch unbefugte Personen
-Vornahme von Konstruktionsänderungen
-mechanische, physische, chemische Beschädigungen oder solche, die durch äußere Einwirkungen und Faktoren oder Verschmutzung der Mikroumwelt verursacht wurden
-Beschädigungen, die infolge der Montage von falschen Teilen oder Zubehör, Verwendung von falschen Schmierstoffen, Ölen und Konservierungsmitteln entstanden sind - Der Garantie unterliegen nicht die üblichen Verschleißteile und –Komponenten, die natürlich während normaler Arbeit abgenutzt werden:
Thermosicherungen, Elektrographitbürsten, Seilzüge, Keilriemen, Werkzeughalter, Arbeitsendstücke der Elektrowerkzeuge (Blattsägen, Bohrer, Fräser, u. ä.), Schweißleitungen, Elektroden- und Massehalter.
Das Typenschild des Gerätes muss lesbar sein. Das beanstandete Produkt ist vor Transportschäden zu schützen. Soweit möglich, in Originalverpackung liefern.
Erklärung des Käufers
Die Bedingungen der Garantie sind mir bekannt, was ich mit meiner eigenhändigen Unterschrift bestätige:
VERMERKE Ü BER AUSGEFÜHRTE REPARATUREN
| DEDRA EXIM Sp. z o.o. |
| 05-80 0 Prusz ków u l. 3 Maja 8 |
| Tel: (+48 / 2 2) 73-83-777 |
| Fax: (+48 / 2 2) 73-83-779 |
| http://www.dedra.pl |
| E-mai l: info@ dedra.pl |
| serwis@ dedra.pl |
| Lfd. Nr. | Datum der Anmeldung zur Reparatur | Datum der Ausführung der Reparatur | Umfang der Reparatur, Beschreibung der Tätigkeiten | Unterschrift der die Reparatur ausführenden Person |
