
DESMi180 - Spawarka DEDRA - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia DESMi180 DEDRA w formacie PDF.

| Typ produktu | Inwertorowa spawarka |
| Marka | DEDRA |
| Model | DESMi180 |
| Waga | 12 kg |
| Zasilanie | 230 V ~ 50 Hz jednofazowe |
| Zakres prądu spawania | 20 - 180 A |
| Maksymalne napięcie spawania (MIG/MAG) | 23 V (przy 180 A) |
| Średnica drutu | 0,8 mm i 1 mm |
| Cykl pracy (X) | 20% przy 180 A, 60% przy 120 A, 100% przy 100 A |
| Chłodzenie | Wentylator |
| Stopień ochrony | IP21S |
| Procesy spawania | MIG/MAG |
| Gaz osłonowy | CO₂, Ar lub mieszanki |
| Ochrona termiczna | Tak (dioda i automatyczne wyłączenie) |
| System łatwego zajarzania łuku | Tak |
| System antyprzyklejowy | Tak |
| Regulacja napięcia | Pokrętło obrotowe |
| Regulacja prędkości drutu | Pokrętło obrotowe |
| Akcesoria w zestawie | Przewód spawalniczy, przewód masowy, maska spawalnicza z szybką, szczotka z młotkiem |
| Gwarancja | 48 miesięcy |
| Konserwacja | Czyścić wloty powietrza sprężonym powietrzem |
| Bezpieczeństwo | Używać maski spawalniczej i rękawic ochronnych |
| Serwis posprzedażowy | Kontaktować się z DEDRA EXIM Sp. z o.o. |
Często zadawane pytania - DESMi180 DEDRA
Pytania użytkowników dotyczące DESMi180 DEDRA
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję DESMi180 - DEDRA i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. DESMi180 marki DEDRA.
INSTRUKCJA OBSŁUGI DESMi180 DEDRA
PL Spawarka inwertorowa
Instrukcja obsługi z kartą gwarancyjną
-
Zdjęcia, rysunki i schematy
-
Informacje dotyczące korzystania z niniejszej instrukcji obsługi
-
Przeznaczenie urządzenia
-
Ograniczenia użycia
-
Dane techniczne
-
Przygotowanie do pracy
-
Podłączanie do sieci
-
Włączanie urządzenia
-
Użytkowanie urządzenia
-
Bieżące czynności obsługi
-
Samodzielne usuwanie usterek
-
Uwagi końcowe, kompletacja
-
Karta gwarancyjna
UWAGA
Podczas pracy urządzeniem zaleca się zawsze przestrzegać podstawowych zasad bezpieczeństwa pracy, w celu uniknięcia wybuchu pożaru, porażenia prądem elektrycznym lub obrażenia mechanicznego.
Przed przystąpieniem do eksploatacji urządzenia prosimy o uważne zapoznanie się z treścią Instrukcji Obsługi. Prosimy o zachowanie Instrukcji Obsługi i Deklaracji Zgodności.
Rygorystyczne przestrzeganie wskazówek i zaleceń zawartych w Instrukcji Obsługi wpłynie na przedłużenie żywotności Państwa urządzenia.
Deklaracja Zgodności znajduje się w siedzibie producenta Dedra-Exim Sp. z o.o.
Kontakt:
DEDRA - EXIM Sp. z o.o.
05-800 Pruszków ul. 3 Maja 8
Tel. (22) 73-83-777 wew. 129,165;
fax (22) 73-83-779
E-mail info@dedra.com.pl
www.dedra.pl
Wszelkie prawa zastrzeżone. Niniejsze opracowanie jest chronione prawem autorskim. Kopiowanie lub rozpowszechnianie Instrukcji Obsługi we fragmentach albo w całości bez zgody DEDRA-EXIM zabronione
Dedra-Exim zastrzega sobie prawo do wprowadzania zmian konstrukcyjno-technicznych oraz kompletacyjnych bez uprzedniego powiadamiania


1
Tabliczka znamionowa, model DESMi160M
![Nazwa urządzenia Producent Model Spawarka inwertorowa 160A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi160M Nr partii: XXXXXXXXX Rok prod: 2016 1 ~ f₁ = 0 = PN EN60974-1:2013 Logo Rok produkcji i nr partii Norma Obwód spawania MIGMAG: Parametry obwodu spawaniaMIG/MAG 20 A / 15 V - 160 A / 22 V X [%] 20 [%] 60 [%] 100 [%] U₄ = 78 V I₂ 160A 120 A 100 A U₂ 22V 20 V 19 V Obwód spawania MMA: Parametry obwodu spawaniaMMA 20 A / 20,8 V - 140 A / 25,6 V X [%] 20% 60% 100% U₄ = 78 V I₂ 140 A 90A 80A U₂ 25,6 V 23,6V 23,2V Obwód zasilania: Parametry obwodu zasilania 1 ~ 50 Hz U₁ = 230 V I₁max = 24 A leff=15,9A IP21S Piktogramy Kod kreskowy](/content/2026/04/665773/images/6984437e0303697d7b527b40c41a3e3546f980a7550af54bbe52303b72cd3724.jpg)
Opis zastosowanych piktogramów

Łatwy zapłon łuku - układ ułatwiający zapłon łuku

Nakaz przeczytania instrukcji obsługi
Startowy wzrost prądu spawania - układ regulujący dynamikę łuku i jego stabilność

Nakaz stosowania osłony twarzy (maska spawalnicza)

Układ zapobiegający zniszczeniu elektrody w wyniku jej przyklejenia

Nakaz stosowania rękawic

Przystosowanie do zasilania z generatora oraz informacja o jego minimalnej mocy

Ostrzeżenie o promieniowaniu podczerwonym

Sygnalizacja zadziałania zabezpieczenia termicznego

Oznakowanie gniazda przyłączeniowego biegunu (-) przed podłączeniem sprawdzić zalecenie producenta elektrod - zazwyczaj do tego gniazda należy przyłączyć przewód MIG/MAG

Oznakowanie gniazda przyłączeniowego biegunu (+) przed podłączeniem sprawdzić zalecenie producenta elektrod - zazwyczaj do tego gniazda należy przyłączyć przewód elektrodowy

Oznakowanie gniazda przyłączeniowego biegunu (-) przed podłączeniem sprawdzić zalecenie producenta elektrod - zazwyczaj do tego gniazda należy przyłączyć przewód masowy
2. Informacje dotyczące korzystania z niniejszej instrukcji obsługi Uwaga!
Podczas pracy należy bezwzględnie przestrzegać wskazówek zawartych w instrukcji bezpieczeństwa pracy. Instrukcja bezpieczeństwa pracy jest dołączona do urządzenia jako oddzielna broszura i należy ją zachować. W razie przekazania urządzenia innej osobie, proszę wręczyć jej również instrukcję obsługi, instrukcje bezpieczeństwa pracy oraz deklaracje zgodności. Firma Dedra Exim nie odpowiada za wypadki powstałe w wyniku nie przestrzegania wskazówek bezpieczeństwa pracy.
! UWAG
Należy przeczytać uważnie wszystkie instrukcje bezpieczeństwa i instrukcje obsługi. Niestosowanie się do ostrzeżeń i instrukcji może skutkować porażeniem prądem, pożarem i/lub poważnymi obrażeniami. Zachowaj wszystkie instrukcje, instrukcje bezpieczeństwa i deklarację zgodności dla przyszłych potrzeb.
3. Przeznaczenie urządzenia
Spawarka inwertorowa DESMi180 i DESMi160M są urządzeniami przeznaczonymi do spawania łukowego w osłonie gazowej. Spawarka DESMi160M umożliwia również spawanie elektrodą otuloną. W ich budowie zastosowano tranzystory IGBT (ang. Insulated Gate Bipolar Transistor) - tranzystor bipolarny z izolowaną bramką. Jest to element półprzewodnikowy mocy używany w przekształtnikach energoelektronicznych. Łaczy zalety dwóch typów tranzystorów: łatwość sterowania tranzystorów polowych i wysokie napięcie przebicia oraz szybkość przełączania tranzystorów bipolarnych.
Zastosowanie tranzystorów IGBT w spawarce powoduje, że urządzenie osiąga dużą sprawność przy niewielkich gabarytach i niewielkiej masie w stosunku do spawarek z obwodami mocy opartymi o inne technologie.
Podstawowym przeznaczeniem obu modeli jest spawanie łukowe w osłonie mieszanek gazowych. Osłonie dwutlenku węgla (reaktywna osłona) przy metodzie MAG i spawanie w osłonie Ar (gaz obojętny) Można nimi pracować zastosowaniem drutu o średnicach 0,8mm i 1,0mm, w zależności od zadanego prądu spawania, potrzeb i rodzaju wykonywanej operacji za pomocą spawarki. Spawarki są przystosowana do zasilania o napięciu 230V \~, 50 H (jednofazowe)
4. Ograniczenia użycia
Spawarka została zaprojektowana do pracy w obszarze przemysłowym. W warunkach gospodarstwa domowego użytkowanie spawarki możliwe jest tylko przy stosowaniu zgodnych z odpowiednimi normami, specjalnych zabezpieczeń, koniecznych do wyeliminowania oddziaływania pola elektromagnetycznego. Jednakże, pomimo zaprojektowania spawarki tak, aby emisja elektromagnetyczna była jak najmniejsza, spawarka może wytwarzać zakłócenia elektromagnetyczne, które może oddziaływać na pracę komputerów i urządzeń sterowanych komputerowo, urządzeń systemów bezpieczeństwa, sprzętu pomiarowego, sprzętu łączności radiowej, urządzeń sterowanych drogą radiową itp.
Urządzenie zostało zaprojektowane w taki sposób, aby mogło być służyć również użytkownikom amatorskim. Samowolne zmiany w budowie mechanicznej i elektrycznej lub elektronicznej, wszelkie modyfikacje, czynności obsługowe nie opisane w Instrukcji Obsługi będą traktowane za bezprawne i powodują natychmiastową utrat Praw Gwarancyjnych oraz wystawionej deklaracji zgodności. Niezgodne z przeznaczeniem użytkowanie, bądź niezgodnie z zaleceniami i wskazówkami zawartymi w Instrukcji Obsługi, spowoduje natychmiastową utratę Praw Gwarancyjnych.
! UWAGA
•Nie umieszczać spawarki na podłożu pochyłym, niestabilnym lub sypkim
- Praca urządzeń sterowanych drogą radiową może zostać zakłócona przez spawarkę. Należy odpowiednio przygotować miejsce pracy.
•Zabroniona jest praca w pomieszczeniach z dostępem wilgoci. Nie użytkować spawarki przy temperaturze powyżej 40° C oraz w temperaturach ujemnych.
Nie przeciązać spawarki. Przestrzegać określonego cyklu pracy (współczynnik X) przy nastawach prądowych podczas spawania.
- Żabroniona jest praca spawarką jeżeli w pomieszczeniu, w którym znajduje się spawarka prowadzone są prace szlifierskie i obróbka skrawaniem (szczególnie drobiny metalu) Drobiny metalu mogą zostać zassane do wnętrza przez wentylator i spowodować poważne uszkodzenie elektroniki spawarki.
Stopnie zanieczyszczenia definiuje norma PN-EN 60974-1. Patrz poniżej punkt 2. Stopnie zanieczyszczeń środowiska w pracy spawarki.
Maksymalny prąd spawania jest możliwy do osiągnięcia jedynie gdy sieć zasilająca zapewnia pełną wydajność prądową. Spawarka wymaga przyłączenia do sieci elektrycznej o wartości nominalnej 230 V. Przewody przedłużające o małym przekroju powodują znaczne obniżenie osiągów spawarki. Spawarka przystosowana jest do zasilania z agregatu o mocy nominalnej 10 kW. Stosowanie agregatów o niższej mocy uniemożliwia użytkowanie spawarki w całym zakresie nastaw prądowych.
NIE STOSOWAĆ SPAWARKI DO ROZMRAŻANIA RUR!
Stopnie zanieczyszczeń środowiska w pracy spawarki
Wg normy PN-EN 60974-1 Sprzęt do spawania łukowego część 1: Spawalnicze źródła energii rozróżnia się następujące rodzaje zanieczyszczeń:
a) Stopień zanieczyszczenia 1: Bez zanieczyszczeń lub tylko suche, nie przewodzące zanieczyszczenia.
Zanieczyszczenia nie mają znaczenia.
b) Stopień zanieczyszczenia 2: Tylko nie przewodzące zanieczyszczenia, czasem jednak należy spodziewać się przewodności spowodowanej kondensacją.
c) Stopień zanieczyszczenia 3: Zanieczyszczenia przewodzące lub nie przewodzące zanieczyszczenia suche, które zaczynają przewodzić z powodu kondensacji.
d) Stopień zanieczyszczenia 4: Zanieczyszczenia generują stałe przewodzenie, spowodowane przez przewodzący pył, deszcz lub śnieg.
Stopnie zanieczyszczenia mikrośrodowiska zostały ustalone dla celów oceny odstępu izolacyjnego powietrznego i powierzchniowego wg 2.5.1 IEC 60664-1 (Terminy i definicje pkt. 3.40 str. 13 w/g normy PN-EN 60974-1).
Zgodnie z normą PN-EN 60974-1 oraz IEC 60664-1 większość spawalniczych źródeł energii mieści się w III kategorii przepięć. Powinny być zaprojektowane do stosowania w warunkach o minimum 3 stopniu zanieczyszczenia. Elementy składowe lub podzespoły z odstępami izolacyjnymi powietrznymi lub powierzchniowymi odpowiadającymi stopniowi zanieczyszczenia 2 są dopuszczalne, jeżeli są całkowicie powleczone, szczelnie obudowane lub zalane zgodnie z IEC 60664-1
Średnica drutu
Średnica drutu zależy przede wszystkim od grubości materiału spawanego, pozycji spawania. Orientacyjne wartości wynoszą:
dla materiału podstawowego grubości do 2mm - drut 0,8mm dla materiału podstawowego grubość 2-10mm - druty o średnicy 1.0 i 1,2mm
Tabela nastaw i cyklu pracy znajduje się na tylnym panelu lub u dołu urządzenia. Legenda:
X - Cykl pracy I_2 - Znamionowy prąd spawania U_2 - Napięcie w stanie obciążenia
Przyjmuje się, iż czas pełnego cyklu pracy wynosi 10 min (Przykładowo: X = 60% oznacza, że obciążenie trwa 6 min. zaś po cyklu następuje przerwa 4 min.)
5. Dane techniczne
Model spawarki inwertorowej DESMi180 DESMi160M
| Napięcie zasilające | 230 V~ 50 Hz | 230V~ 50Hz |
| Maksymalny prąd spawania metodą | MIG/MAG 180A | 160A |
| maksymalny prąd spawania metodą | MMA - | 140A |
| Zakres regulacji prądu spawania | 20 - 180 A | 20 - 160A |
| Zakres średnic drutu spawalniczego | 0,8 i 1 mm | 0,8 i 1 mm |
| Waga | 12 kg | 12 kg |
| Chłodzenie | wentylator | wentylator |
| Stopień ochrony | IP 21S | IP21S |
6. Przygotowanie do pracy
Spawarka powinna być ustawiona w miejscu dobrze oświetlonym bez dostępu wilgoci. Sprawdzić przed rozpoczęciem pracy spawarką stan przewodu zasilającego, przewodów spawalniczych, uchwytu elektrodowego i zacisku materiału. Nie pracować uszkodzonymi. Uszkodzone wymienić na wolne od wad.
W czasie spawania przewody prądowe wytwarzają silne pole elektromagnetyczne. W celu zmniejszenia promieniowania elektromagnetycznego należy ułożyć je blisko siebie.
Urządzenie MAG jest wyposażone w podajnik drutu, którego zadaniem jest podawanie drutu, giętkim przewodem, w sposób ciągły. Podajnik składa się z (patrz fot. C lub F):
- silnika napędowego
- rolki napędzającej drut (C-4; F-4)
- szpuli z drutem (C-6: F-6)
Silnik poprzez przekładnię napędza rolki podające drut. Rolka może różnic się kształtem rowka, w którym przesuwa się drut. W obu modelach znajduje się rolka podająca dwa rowki na drut 0,8mm i 1mm. Niewłaściwy dobór wielkości rowka do średnicy drutu oraz docisk rolek może być przyczyną niewłaściwej pracy układu podającego np.deformowanie drutu-przy zbyt dużym docisku drutu, powstanie wypływek na drucie-źle dobrana rolka i zbyt duża siła docisku drutu, brak przesuwu drutu-za duży jest klin rowka w stosunku do średnicy drutu.
Jeżeli chcemy spawać drutem 1mm należy odkręcić pokrętło rolki napędowej (C-5: F-5), zdjąć rolkę (C-4: F-4), obrócić ją, tak aby większy rowek znalazł się od zewnętrznej strony spawarki. Następnie należy rolkę nałożyć na wałek i dokręcić pokrętło.
PAMIĘTAJ
Jeżeli rolka napędowa ślizga się po drucie oznacza to, że docisk jest za mały.
Jeżeli drut blokuje się w pancerzu lub jest skrawany przez rolkę oznacza to, że docisk jest za duży.
W przypadku spawania drutem proszkowym należy pamiętać, że należy urządzenie do tego przygotować poprzez zmianę polaryzacji napięcia wyjściowego na ujemną (przewód uchwytu spwalniczego należy podłączyć do zacisku ujemnego, a przewód masowy do zacisku dodatniego).
W komorze podajnika drutu, kluczem 17, odkręcić śruby mocujące przewodu prądowe (C-1, C-2; F-1, F-2), zaciski polaryzacji napięcia wyjściowego (oznaczone „+” i „-”) i zamienić je miejscami, a następnie dokręcić je Do spawania drutem proszkowym należy używać odpowiednich rolek prowadzących (posiadają odpowiedni kształt bruzdy oraz jakość powierzchni bruzdy). Urządzenie po rozpakowaniu przygotowane jest jest do spawania drutem pełnym. Spawarki DESMi180 i DESMi160M fabrycznie przygotowana są do spawani drutem pełnym.
Przed rozpoczęciem pracy należy upewnić się, że rolka napędowa jest ustawiona na właściwą średnicę drutu elektrodowego.
Założenie drutu
Zdjąć regulację docisku drutu, na którym mocowana jest rolka dociskowa.
- nałożyć bęben, tak aby drut podawany został od dołu (Fot. C lub Fot. F),
- początek drutu przyciąć po kątem 45 stopni, za pomocą szczypiec bocznych np. model DEDRA 1246,
- wsunąć drut w układ podający drut (C-7; F-7),
- wsunąć drut w prowadnicę drutu,
- przesuwać drut, aż do wysunięcia go z gniazda przewodu spawalniczego (A-6; D-7),
- położyć rolkę dociskową i założyć docisk, ustawić docisk tak aby rolka pracowała z małym oporem,
- wkręcić przewód spawalniczy w gniazdo,
- Dla spawarki DESMi180 wcisnąć włącznik przewodu spawalniczego, tak długo aż wysunie. się drut.
- Dla spawarki DESMi160M przycisnąć przycisk wewnątrz komory drutu (Rys. F-8)
7. Podłączenie do sieci
Przed pierwszym podłączeniem spawarki upewnić się, czy napięcie zasilania odpowiada podanej na tabliczce znamionowej wartości.
Instalacja zasilająca spawarkę powinna być wykonana przewodem miedzianym o minimalnym przekroju 3 x 2,5 mm ^2 , powinna być poprowadzona od bezpiecznika o wartości 16A (np. nadmiarowo prądowego serii S300 (C)) przy założeniu, że urządzenie będzie podłączone, jako jedyne, do obwodu zasilania i winna spełniać przepisy bezpieczeństwa użytkowania. Nie podłączać i nie użytkować spawarki jeżeli sieć zasilająca nie posiada przewodu ochronnego.
Instalacja zasilająca winna być wykonana przez uprawnionego elektryka. W przypadku korzystania z przedłużaczy należy użyć przedłużacza przystosowanego do nominalnego obciążenia i wyposażonego w przewód ochronny. Przewód elektryczny ułożyć tak, aby w czasie pracy nie był narażony na przecięcie, przepalenie lub stopienie. Nie używać uszkodzonych przedłużaczy. Nie ciągnąć za kabel zasilający wyjmując wtyczkę z gniazdka.
8. Włączanie urządzenia
W przypadku konieczności spawania w miejscu odległym od źródła zasilania i ze względu na możliwe znaczne spadki napięcia w przewodzie zasilającym, należy stosować przedłużacze o przekroju żył większym niż 2,5 mm². Przedłużacz musi być wyposażony w przewód ochronny. Upewnić się że sieć zasilająca jest wyposażona w przewód ochronny. Należy stosować przedłużacz trójżyłowy (z przewodem ochronnym), o przekroju żył przystosowanym do nominalnego obciążenia.
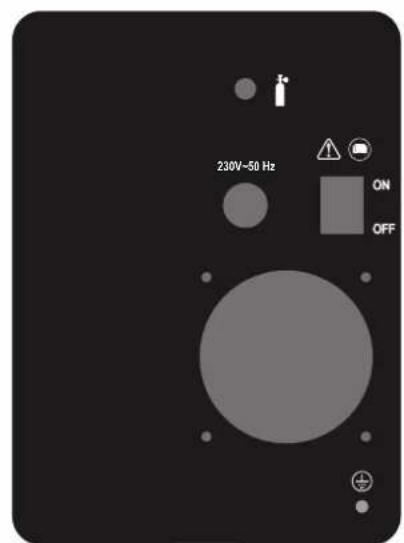
Włącznik spawarki znajduje się na tylnym panelu urządzenia. Upewnić się, że przycisk włącznika jest w pozycji wyłączony (oznakowany OFF lub O) - patrz rys. B-2 lub E-2. Załączenie napięcia następuje poprzez przestawienie przycisku włącznika w pozycję włączony (oznakowany ON lub I) - patrz Rys B-2 lub E-2.
Podłączyć przewody spawalnicze do spawarki zgodnie z oznakowaniem na front panelu (Rys. B; Rys. E).
- Przewód spawalniczy, masowy - wcisnąć końcówkę przewodu w gniazdo oznaczone (zaciskiem masowym A-5) i przekręcić w prawo do oporu - górne gniazdo.
- Drut spawalniczy należy założyć zgodnie z punktem 7 „Przygotowanie do pracy”.
- Przewód spawalniczy doprowadzający prąd do uchwytu elektrodowego wkręcić w gniazdo oznaczone (uchwytem MAG: A-6).
Na przednim panelu spawarki (Rys. B-1: E-1) znajdują się dwa pokrętła, patrz Rys.B-3 lub E-3
- Prawe pokrętło: regulacja nastawy parametru spawania (opisane jest skalą napięciową).
Dla modelu DESMi160M pokrętło opisane jest podwójną skalą z naniesionymi wartościami napięcia dla metody MIG/MAG oraz wartościami prądu spawania dla metody MMA. - Lewe pokrętło:regulacja prędkości wysuwu drutu spawalniczego.
- Tylny panel (Rys. B-2; E-2): Podłączenie gazu osłonowego należy wykonać zgodnie z zasadami BHP.
- Tylny panel (Rys. B-2; E-2): Włącznik spawarki.
Przykład:
Prawe pokrętło ustawione jest na wartości parametrów energii spawania.
Lewe pokrętło opisane skalą rosnącą służy do regulacji prędkości wysuwu drutu. Drut spawalniczy będzie się wysuwał z prędkością nastawioną tym pokrętem.
Przed rozpoczęciem spawania należy wykonać próbne spawanie na podobnym materiale o tej samej grubości.
Po zakończeniu spawania nie odsuwać dyszy spawalniczej od łączonego miejsca, ponieważ jeszcze po skończeniu spawania gaz osłonowy jest podawany przez ok.2 sek.
9. Użytkowanie urządzenia
Przygotowanie materiału do spawania
Oczyścić materiał przeznaczony do spawania w miejscach układania spoiny i w miejscu mocowania uchwytu zaciskowego materiału. Rdzę, farbę, lakier i tym podobne zabrudzenia usunąć za pomocą szczotki drucianej, papieru ściernego lub chemicznie przez odtłuszczenie. Oczyszczenie elementów do spawania ręcznego wykonać na szerokości ok. 25mm.
Wszelkie zanieczyszczenia materiału należy usunąć, gdyż w czasie spawania powodują wydzielanie się dużych ilości gazów i tlenków, a dodatkowo są przyczyną spadku wytrzymałości złącza.
Spawanie Metoda MIG / MAG
Metody spawania MIG / MAG elektrodami topliwymi wzięły swoje nazwy od rodzaju gazów osłonowych. W przypadku MAG (Metal Active Gas) gazami osłonowymi, reaktywnymi są (CO2) oraz mieszanki gazów (CO2+Ar, CO2+Ar+O2). W metodzie MIG (Metal Inert Gas) stosuje się obojętne gazy osłonowe jak Ar-argon, He-hel oraz mieszanki tych gazów. Gaz dobierany powinien być do spawanego materiału oraz metody spawania (patrz Informacje Dodatkowe). Wpływa on na łuk spawalniczy, dostarczanie roztopionego spoiwa, głębokość przetopu oraz skład chemiczny spoiny. W obu metodach spawania elektrodą topliwą może być drut pełny lub drut proszkowy. Drut podawany jest mechanicznie do uchwytu spawalniczego za pomocą podajnika. Końcówka drutu wysuwa się z dyszy i stapia w łuku jarzącym, tworząc jeziorko ciekłego metalu.
Optymalny wzrost natężenia prądu spawania zależy od drutu elektrodowego, średnicy drutu elektrodowego, rodzaju gazu, indukcyjności obwodu spawania.
W trakcie spawania możemy wyróżnić 3 rodzaje łuków spawalniczych:
- Zwarciowy- charakteryzuje się drobnymi kroplami, ciekły metal z drutu przechodzi do jeziorka w wyniku zetknięcia się kropli z jeziorkiem. Ciekły metal przepływa swobodnie w postaci kropel. Spawanie tego typu daje mały rozprysk i odpowiednie formowanie spoiny i odpowiedni przetop. Zaleca się spawać materiały o grubości 1,5-3mm i średnicy drutu 0,8mm-1,2mm
- Przejściowy- charakteryzuje się przejściem ciekłego metalu z drutu do jeziorka spawalniczego w postaci mieszanej (kropelkowa i natryskowa). Spawamy tą metodą podczas spawania materiału o grubości od 3-6mm. Należy ustawiać wyższe natężenia prądu.
- Bezzwarc iowy- charakteryzuje się przenoszeniem spoiwa w formie drobniutkich kropelek przez łuk elektryczny, nie powodując zwarć. W metodzie tej drobne krople przywierają do spawanych elementów końcówki prądowej i uchwytu spawalniczego. Metoda tą można spawać grube elementy.
Spawanie metodą MMA elektrodą otuloną (tylko model DESMi160M)
Spawarka DESMi160M umożliwia spawanie metodą elektrody otulonej.
Przed rozpoczęciem spawania tą metodą należy zasięgnąć informacji co do prawidłowego sposobu podłączenia polaryzacji przewodów od producenta elektrod. Informacje takie powinny być dostępne na opakowaniu elektrod.
Spawanie łukowe elektrodą otuloną polega na zajarzeniu łuku przez spawacza między końcem elektrody, a materiałem rodzimym przedmiotu spawanego. Jest to proces, w którym trwałe połączenie uzyskuje się poprzez stopienie ciepłem łuku elektrycznego rdzenia elektrody otulonej i metalicznych składników otuliny elektrody oraz materiału spawanego. Elektroda jest ręcznie przesuwana przez spawacza i ustawiana pod pewnym kątem. Tworzy się spoina. Otulina elektrody w zależności od rodzaju elektrody wytwarza podczas procesu spawania odsłonę gazową strefy spawania chroniąc ją przed dostępem atmosfery. Następuje również wprowadzenie do obszaru spawania pierwiastków odtleniających i wytworzenie powłoki żużlowej.
Do podstawowych parametrów spawania zaliczamy natężenie prądu spawania (regulowane, zadawane przez spawacza pokrętłem nastaw prądu), napięcie łuku elektrycznego (regulowane przez spawacza odstępem elektrody od materiału), prędkość spawania (regulowana przez spawacza zwalnianiem lub przyspieszaniem posuwu ręcznego elektrody) oraz średnicę elektrody i jej położenie względem złącza.
Z powyższych względów przebieg procesu spawania jest w bardzo znaczącym stopniu uzależniony od wiedzy, doświadczenia, umiejętności i praktyki spawającego.
Zaleca się dla mniej wprawnych operatorów wykonanie prób spawania na zbędnych kawałkach materiału.
Przed przystąpieniem do pracy należy obowiązkowo wykonać wszelkie czynności opisane wcześniej. Szczególną uwagę zwrócić na wszelkie elementy związane z bezpieczeństwem pracy i przygotowaniem stanowiska pracy, oczyszczeniem materiału przeznaczonego do spawania oraz przygotowaniem urządzenia do pracy.
Podłączyć przewody prądowe do spawarki zgodnie z biegunowością podaną przez producenta elektrod, wsunąć wtyczkę do sieci zasilającej (przycisk włącznika musi być w pozycji wyłączony), osadzić uchwyt zaciskowy na materiale przeznaczonym do spawania, osadzić elektrodę otuloną w uchwycie. Włączyć spawarkę i nastawić pokrętłem wymagany prąd spawania. Zajarzyć łuk poprzez zwarcie elektrody z materiałem i uniesienie elektrody na odległość pozwalającą na utrzymanie łuku, lub poprzez pocieranie elektrodą o powierzchnię przedmiotu. Łuk zawsze zajarzamy w strefie spoiny, którą mamy nanieść. Wykonać operację spawania. Po spawaniu oczyścić spoinę usuwając resztki żużła za pomocą młotka. Nie układać kolejnego ściegu na nie oczyszczonej powierzchni.
Elektrody
Dobór średnicy elektrody otulonej oraz jej rodzaju do spawanego materiału jest bardzo istotnym parametrem poprawnego wykonania operacji spawania. Średnica elektrody ma istotny wpływ na kształt spoiny oraz na głębokość wtopienia. Zwiększenie średnicy elektrody, przy stałym natężeniu prądu obniża głębokość wtopienia i zwiększa szerokość spoiny. Długości elektrod są uzależnione od średnic elektrod i przykładowo wynoszą: dla elektrod o średnicy 2,5mm; 250 - 300 - 350 mm, a dla elektrod o średnicy 3,2 mm; 300 - 350 - 400 - 450 mm.
Pełny zestaw własności elektrod podawany jest w charakterystykach technicznych opracowanych przez producenta. Charakterystyki te podają wszystkie niezbędne dane, np. oznaczenie elektrody, typ otuliny, zastosowanie elektrody, pozycje spawania, rodzaj i natężenie prądu spawania w zależności od średnicy elektrody, biegunowość podłączenia elektrody, konieczne zabiegi cieplne przy spawaniu, warunki suszenia i przechowywania elektrod.
Oznaczenie elektrod otulonych według PN-EN 499 - "Spawalnictwo. Materiały dodatkowe do spawania. Elektrody otulone do ręcznego spawania łukowego stali niestopowych i drobnoziarnistych. Oznaczenie", składa się z ośmiu symboli, np
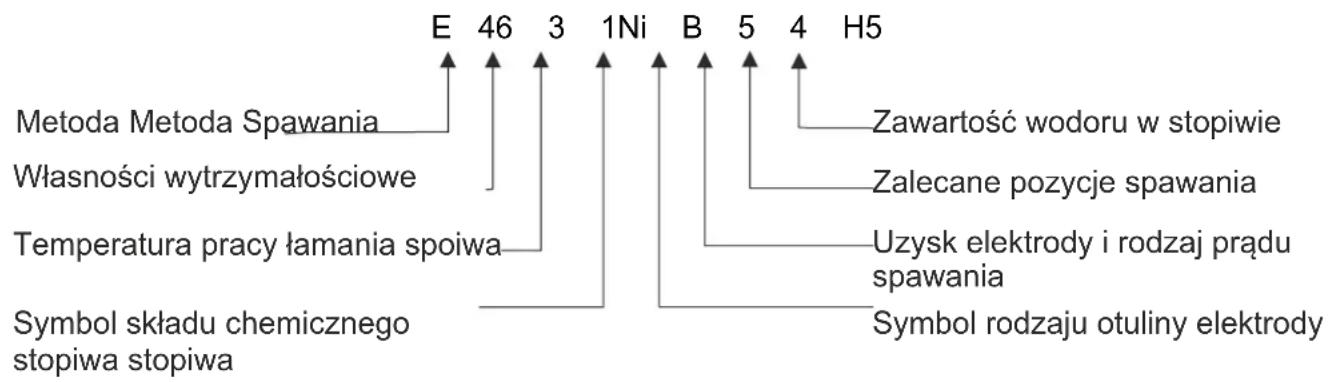
Poza oznaczeniami normatywnymi występują także oznaczenia własne poszczególnych producentów elektrod. Elektrody otulone do ręcznego spawania łukowego w zależności od przeznaczenia spawania konkretnych gatunków stali klasyfikowane są także według norm: PN-EN 757 dot. stali o wysokiej wytrzymałości, PN-EN 1599 dot. stali żarowytrzymałych, PN-EN 1600 dot. stali nierdzewnych i żaroodpornych.
Do prac spawalniczych spawarką DESMi160M można stosować dostępne na rynku elektrody otulone różnych producentów.
Nie należy przekraczać zalecanych i dopuszczalnych średnic elektrod i należy dobrać odpowiednią średnicę elektrody w celu optymalnego wykonania kształtu spoiny. Należy właściwie dobierać otuliny czyli rodzaju elektrody do gatunku materiału przeznaczonego do spawania i rodzaju wykonywanej spoiny.
10. Bieżące czynności obsługowe
Bieżące czynności obsługowe prowadzić należy przy wyjętej z gniazdka wtyczce.
Sprawdzić każdorazowo stan techniczny spawarki. Kontrolować czy przewody prądowe są sprawne i nie noszą żadnych śladów uszkodzeń mechanicznych. Sprawdzić stan obu uchwytów. Sprawdzić stan przewodu zasilającego.
W przypadku wykrycia jakichkolwiek nieprawidłowości usunąć je.
Przy każdej okazji, szczególnie po zakończeniu pracy oczyszczać wloty powietrza wentylatora chłodzącego układy spawarki. Czynność tą najlepiej wykonywać przy pomocy spreżonego powietrza.
Utrzymywać w czystości oba uchwyty przewodów prądowych.
Spawarkę przechowywać w pomieszczeniu suchym bez dostępu wilgoci. Przewody prądowe odłączyć i zwinąć. Składować urządzenie w miejscu niedostępnym dla dzieci.
- Samodzielne usuwanie usterek
| PROBLEM | PRZYCZYNA | ROZWIĄZANIE |
| Wskaźnik zasilania nie świeci się, wentylator nie działa, brak prądu na wyjściu. | Przewód zasilający jest żle podłączony lub uszkodzonyW gniazdku nie ma napięcia sieciowegoUszkodzony włącznik | Wcisnąć wtyczkę głębiej, sprawdzić przewód zasilającySprawdzić napięcie w gniazdku lub czy nie zadziałał bezpiecznikPrzekazać spawarkę do serwisu |
| Wskaźnik zasilania świeci się, wentylator nie działa lub działa chwilę, brak prądu na wyjściu. | Napięcie sieci inne niż 220-240 VSpawarka może znajdować się w trybie awaryjnym | Włączyć wtyczkę w gniazdko zasilające o napięciu 230 V ~ 50 HzWyłączyć spawarkę na 2-3 min i załączyć ponownie |
| Wskaźnik (dioda) zabezpieczenia termicznego nie świeci się, brak prądu na wyjściu. | Uszkodzone lub żle podłączone jeden lub oba przewody prądowe: uchwytu elektrody i uchwytu zaciskowego | Sprawdzić oba przewody i ich podłączenie. Zacisnąć poprawnie lub wymienić na nowe w razie potrzeby |
| Wskaźnik (dioda) zabezpieczenia termicznego świeci się, brak prądu na wyjściu | Zadziałało zabezpieczenie termiczne | Pozostawić spawarkę włączoną do sieci zasilającej w celu wychłodzenia. |
12. Uwagi końcowe, kompletacja spawarki
Kompletacja
Wraz z urządzeniem, jako jego wyposażenie wchodzą:
- Przewód spawalniczy (1szt.), 2. Przewód masowy z zaciskiem(1 szt.), 4. Maska ochronna (1szt.) + szybka spawalnicza (1 szt.), 5. Szczotka z młoteczkiem (1 szt.), 6. Przewód elektrody z zaciskiem (tylko model DESMi160M)
Uwagi końcowe
Przy zamawianiu części zamiennych, prosimy opisać uszkodzoną część podając orientacyjny termin zakupu spawarki.
W okresie gwarancyjnym, naprawy dokonywane są na zasadach podanych w Karcie Gwarancyjnej zawartej na końcowych stronach niniejszej instrukcji. Reklamowany produkt prosimy przekazać do naprawy w miejscu zakupu (sprzedawca jest obowiązany do przyjęcia reklamowanego produktu), albo przesłać do Serwisu Centralnego DEDRA EXIM. Adres podany jest poniżej oraz w Karcie Gwarancyjnej. Spawarka powinna być na czas transportu starannie zabezpieczona przed uszkodzeniami (opakowanie oryginalne). Prosimy dołączyć Kartę Gwarancyjną wystawioną przez Importera oraz dowód zakupu. Bez tych dokumentów naprawa będzie taktowana jako pogwarancyjna
Po okresie gwarancyjnym naprawy wykonuje Serwis Centralny. Uszkodzony produkt należy wysłać do Serwisu (koszt wysyłki pokrywa użytkownik).
DEDRA-EXIM Sp. z o.o. zastrzega sobie prawo do wprowadzania zmian konstrukcyjnych lub kompletacyjnych bez uprzedniego powiadamiania.
Karta Gwarancyjna
Pieczęć sprzedawcy
Data i podpis
Nr katalogowy: ....
Nazwa: ....
Numer partii: ....
Gwarancja na sprzedany towar nie wyłącza, nie ogranicza ani nie zawiesza uprawnień konsumenta wynikających z rękojmi.
WARUNKI GWARANCJI
- Gwarantujemy sprawne działanie produktu, zgodnie z warunkami techniczno - użytkowymi opisanymi w Instrukcji Obsługi. Udzielamy gwarancji na okres 48 miesięcy licząc od daty zakupu uwidocznionej w niniejszym dokumencie. Gwarancja obowiązuje na całym terenie Rzeczypospolitej Polskiej. Reklamacja winna być zgłoszona pisemnie w okresie trwania gwarancji.
- Obowiązki gwaranta wykonuje sprzedawca w punkcie sprzedaży.
- Niniejszą gwarancją objęte są wady spowodowane wadliwymi materiałami, nieprawidłowym montażem, błędami wykonania.
- Wady ujawnione w okresie gwarancyjnym będą usunięte przez DEDRA-EXIM w terminie umówionym z konsumentem, nie dłuższym niż 14 dni roboczych od dnia dostarczenia do serwisu. Czas naprawy może się przedłużyć w wypadku konieczności sprowadzenia części niezbędnych do naprawy, o czym konsument zostanie powiadomiony.
- Reklamowany produkt winien być dostarczony do punktu sprzedaży. Warunkiem rozpatrzenia reklamacji jest :
- przedstawienie prawidłowo wypełnionej Karty Gwarancyjnej,
- przedstawienie dowodu zakupu (ewentualnie jego kopia) z datą sprzedaży jak w Karcie Gwarancyjnej,
-
dostarczenie pełnej kompletacji zgodnie z punktem „kompletacja” w instrukcji obsługi.
-
Gwarancja nie obejmuje wad powstałych w wyniku:
- użytkowania niezgodnego z przeznaczeniem i zaleceniami Instrukcji Obsługi,
- użytkowania urządzenia dla majsterkowiczów do celów profesjonalnych
- przeciążenia urządzenia, prowadzącego do uszkodzenia silnika lub elementów przekładni mechanicznej,
- dokonywania napraw przez osoby nieupoważnione,
- dokonywania modyfikacji w konstrukcji,
- uszkodzeń mechanicznych, fizycznych, chemicznych, spowodowanych siłami i czynnikami zewnętrznymi, zanieczyszczeniem mikrośrodowiska
- uszkodzeń będących następstwem: montażu niewłaściwych części lub osprzętu, stosowania niewłaściwych smarów, olejów, środków konserwujących
- uszkodzeń mechanicznych, fizycznych, chemicznych, spowodowanych siłami i czynnikami zewnętrznymi, zanieczyszczeniem mikrośrodowiska - uszkodzeń będących następstwem: montażu niewłaściwych części lub osprzętu, stosowania niewłaściwych smarów, olejów, środków konserwujących
-
Gwarancji nie podlegają części ulegające naturalnemu zużyciu w czasie eksploatacji: bezpieczniki termiczne, szczotki elektrografitowe, paski klinowe, uchwyty narzędziowe, akumulatory, końcówki robocze elektronarzędzi (piły tarczowe, wiertła, frezy, itp.).
-
Tabliczka znamionowa urządzenia powinna być czytelna. Reklamowany egzemplarz należy dokładnie zabezpieczyć przed uszkodzeniami w transporcie. Na ile to możliwe dostarczyć w oryginalnym opakowaniu.
Oświadczenie Nabywcy
Warunki gwarancji są mi znane, co potwierdzam własnoręcznym podpisem:
DEDRA EXIM Sp. z o.o.
05-80 0 Prusz ków u l. 3 Maja 8
tel: (+48/22) 73-83-777
fax: (+48/22) 73-83-779
http://www.dedra.pl
e-mai l: info@dedra.pl

| L.P. | Data zgłoszenia do naprawy | Data wykonania naprawy | Zakres naprawy, opis czynności naprawczych | Podpis wykonującego naprawę |
Obsah
05-800 Pruszków ul. 3 Maja 8
Tel. (22) 73-83-777 int. 129,165;
fax (22) 73-83-779
E-mail info@dedra.com.pl
www.dedra.pl
05-800 Pruszków ul. 3 Maja 8
Tel. (22) 73-83-777 klapka 129,165;
fax (22) 73-83-779
E-mail info@dedra.com.pl
www.dedra.pl
05-800 Pruszków ul. 3 Maja 8
Tel. (22) 73-83-777 vid. 129,165;
faksas (22) 73-83-779
El. paštas info@dedra.com.pl
www.dedra.pl
05-800 Pruszków ul. 3 Maja 8
Tālr (22) 73-83-777 paplaš. 129,165;
fakss: (22) 73-83-779
E-pasta adrese info@dedra.com.pl
www.dedra.pl
05-800 Pruszków ul. 3 Maja 8
Tel. (22) 73-83-777 mell.. 129,165;
fax (22) 73-83-779
E-mail info@dedra.com.pl
www.dedra.pl
05-800 Pruszków ul. 3 Maja 8
Tél. (22) 73-83-777 interne129,165;
fax (22) 73-83-779
E-mail info@dedra.com.pl
www.dedra.pl
05-800 Pruszków ul. 3 Maja 8
Tel. (22) 73-83-777 int. 129,165;
fax (22) 73-83-779
E-mail info@dedra.com.pl
www.dedra.pl
05-800 Pruszków ul. 3 Maja 8
Tel. (22) 73-83-777 interior 129,165;
fax (22) 73-83-779
E-mail info@dedra.com.pl
www.dedra.pl
05-800 Pruszków ul. 3 Maja 8
Tel. (22) 73-83-777 wew. 129,165;
fax (22) 73-83-779
E-mail info@dedra.com.pl
www.dedra.pl
05-800 Pruszków ul. 3 Maja 8
Tel. (22) 73-83-777 Durchwahl: 129,165;
fax (22) 73-83-779
E-mail info@dedra.com.pl
www.dedra.pl
