
DESMi180 - Poste à souder DEDRA - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil DESMi180 DEDRA au format PDF.

| Type de produit | Poste à souder inverter |
| Marque | DEDRA |
| Modèle | DESMi180 |
| Poids | 12 kg |
| Alimentation | 230 V ~ 50 Hz monophasé |
| Plage de courant de soudage | 20 - 180 A |
| Tension de soudage max. (MIG/MAG) | 23 V (à 180 A) |
| Diamètre de fil | 0,8 mm et 1 mm |
| Cycle de travail (X) | 20% à 180 A, 60% à 120 A, 100% à 100 A |
| Refroidissement | Ventilateur |
| Degré de protection | IP21S |
| Procédés de soudage | MIG/MAG |
| Gaz de protection | CO₂, Ar ou mélanges |
| Protection thermique | Oui (diode et arrêt automatique) |
| Système d'amorçage facile | Oui |
| Système anti-collage | Oui |
| Réglage de tension | Sélecteur rotatif |
| Réglage de vitesse de fil | Sélecteur rotatif |
| Accessoires inclus | Câble de soudage, câble de masse, masque de soudure avec verre, brosse avec marteau pique |
| Garantie | 48 mois |
| Entretien | Nettoyer les entrées d'air à l'air comprimé |
| Sécurité | Utiliser un masque de soudage et des gants de protection |
| Service après-vente | Contacter DEDRA EXIM Sp. z o.o. |
FOIRE AUX QUESTIONS - DESMi180 DEDRA
Questions des utilisateurs sur DESMi180 DEDRA
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice DESMi180 - DEDRA et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil DESMi180 de la marque DEDRA.
MODE D'EMPLOI DESMi180 DEDRA
FR Poste à souder inverter
Mode d'emploi avec Bulletin de Garantie
ESP Soldadora inverter
-
Photos, dessins et schémas
-
Explications comment appliquer le présent Mode d'Emploi
-
Utilisation prévue de la soudeusela soudeuse
-
Limitations d'utilisation
-
Caractéristiques techniques
-
Préparatifs au travail
-
Branchement au réseau
-
Mise en marche de la soudeusela
-
Utilisation de la soudeusela
-
Activités de service courantes
-
Elimination arbitraire des défauts
-
Remarques finales, complétion
-
Bulletin de Garantie
ATTENTION
Au cours du travail de l'appareil, il est conseillé de respecter toujours les consignes de sécurité du travail pour éviter l'incendie, l'électrocution ou les lésions mécaniques.
Avant d'exploiter l'appareil veuillez bien lire le Mode d'Emploi. Veuillez garder le Mode d'Emploi, le Règlement du sécurité du travail et la Déclaration de conformité
Le respect strict des indications et des conseils se trouvant dans le Mode d'Emploi aura l'influence sur la durée de vie de votre appareil.
Déclaration de conformité se trouve dans le siège du fabricant Dedra-Exim sp. z o.o.
Contact:
DEDRA - EXIM Sp. z o.o.
Tous les droits réservés. L'élaboration présente est protégée par le droit d'auteur. Toute représentation ou reproduction du Mode d'emploi partielle ou intégrale sans consentement de DEDRA-EXIM est interdite
Dedra-Exim se réserve le droit d'introduire des modifications techniques de construction ou de complément sans avertissement.
Plaque signalétique, modèle DESMi180
![Nom de l'appareil Fabricant Modèle Spawarka inwertorowa 180 A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi180 Nr partii: XXXXXXXXX Rok prod: 2015 1 ~ I₂ = PN EN60974-1:2013 Logo Année de fabrication et no de lot Norme Obwód spawania: X [%] 10A/14,5V - 180A/23V Uₙ = 78 V X [%] 20 [%] 60 [%] 100 [%] I₂ 180 A 120 A 100 A Uₙ 23 V 20 V 19 V Obwód zasilania: U₁ = 230 V I₁max = 24 A I₁ref = 15 A 1 ~ 50 Hz IP21S Pictogrammes Code-barre (01)05902628760791 (10)11500426](/content/2026/04/665773/images/08a309d9ce9915b1924eefc5d22ea36dd63371207f042d8a91adffa4bd5c2ac1.jpg)
Plaque signalétique, modèle DESMi160M
![Nom de l'appareil Fabricant Modèle Spawarka inwertorowa 160A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi160M Nr partii: XXXXXXXXX Rok prod: 2016 1 ~ t₁ = PN EN60974-1:2013 Logo Année de fabrication et no de lot Norme Obwód spawania MIGMAG: 20 A / 15 V - 160 A / 22 V X [%] 20 [%] 60 [%] 100 [%] U₅ = 78 V I₂ 160A 120 A 100 A U₂ 22V 20 V 19 V Obwód spawania MMA: 20 A / 20,8 V - 140 A / 25,6 V X [%] 20% 60% 100% U₃ = 78 V I₂ 140 A 90A 80A U₃ 25,6 V 23,6V 23,2V Obwód zasilania: U₁ = 230 V I₁max = 24 A leff=15,9A IP21S Pictogrammes Code-barre](/content/2026/04/665773/images/e79e3e41bbc5f6864ac3d78157d4cd352bba21fbdc2a13e04e0b561ff164e4fe.jpg)
INTERPRETATION DES PICTOGRAMMES

Amorçage de l'arc facile – système facilitant l'amorçage de l'arc

Ordre de lire le mode d'emploi
Courant d'appel du soudage – système de réglage de la dynamique de l'arc et de sa stabilité

Ordre d'utiliser la protection du visage (masque de soudage)

Système de protection contre la destruction de l'électrode à la suite de son collage

Ordre d'utiliser les gants

Adaptation à l'alimentation du générateur et l'information sur sa puissance minimale

Avertissement du rayonnement infrarouge

Signalisation du démarrage de la protection thermique

Marquage de la prise de raccordement du pôle (-) Avant de raccorder, vérifier les recommandations du fabricant d'électrodes – d'habitude, à cette prise il faut raccorder le câble MIG/MAG.

Marquage de la prise de raccordement du pôle (+) Avant de raccorder, vérifier les recommandations du fabricant d'électrodes – d'habitude, à cette prise il faut raccorder le câble d'électrode

Marquage de la prise de raccordement du pôle (-) Avant de raccorder, vérifier les recommandations du fabricant d'électrodes – d'habitude, à cette prise il faut raccorder le câble de masse.
2. Explications comment appliquer le présent Mode d'Emploi Attention!
Pendant le travail, il faut impérativement respecter les consignes contenues dans le Règlement du sécurité du travail. Le Règlement du sécurité du travail est joint à l'appareil en tant qu'une brochure séparée et il faut la garder. Dans le cas de transmission de l'appareil à une autre personne, il faut lui transmettre aussi le Mode d'Emploi, le Règlement du sécurité du travail et la Déclaration de conformité. Dedra-Exim n'assume pas la responsabilité d'accidents à la suite du non-respect des consignes de sécurité du travail.

Attention
Il faut lire attentivement tous les règlements du sécurité et tous les modes d'emploi. Le non respect des avertissements et consignes peut provoquer l'électrocution, l'incendie et / ou les blessures graves. Garder toutes les instructions, tous les règlements du sécurité et la déclaration de conformité pour les besoins futurs.
3. Utilisation prévue de l'appareil
Les postes à souder inverter DESMi180 et DESMi160M sont des appareils affectés au soudage à l'arc sous protection gazeuse. Le poste à souder DESMi160M permet aussi de souder avec l'électrode enrobée. Dans leur construction, il y a des transistors IGBT (ang. Insulated Gate Bipolar Transistor) – transistor bipolaire à grille isolée. C'est un élément semi-conducteur de puissane utilisé dans les convertisseurs électroniques de puissance. Il unit les avantages de deux types de transistors : la simplicité de commande des transistors à effet de champs, la tension de claquage élevée et la vitesse de commutation des transistors bipolairesGrâce à l'utilisation des transistors IGBT dans le poste à souder, l'appareil atteint une haute fiabilité ayant de petits gabarits et poids par rapport aux soudeuses avec des circuits de puissance basés sur d'autres technologies.Le soudage à l'arc sous enveloppe de mélanges de gaz est l'affectation principale de tous les deux modèles : protection de dioxyde de carbone (enveloppe réactive) avec le procédé MAG et le soudage sous protection Ar (gaz neutre). On peut les utiliser avec le fil au diamètre 0,8mm et 1,0mm, en fonction du courant de soudage donné, des besoins et du type de l'opération réalisée à l'aide du poste à souder. Les postes à souder sont adaptés à la tension d'alimentation 230V \~, 50 Hz (monophasé).
4. Limitations d'utilisation
La soudeuse a été conçue au travail dans la zone d'industrie. Dans les circonstances domestiques, l'utilisation de la soudeuse est possible à condition de la mise en oeuvre des protections spéciales, conformes aux normes convenables, nécessaires à éliminer les influences du champ électromagéntique. Bien que la soudeuse soit conçue de telle façon pour réduire l'émisson électromagnétique le plus possible, elle peut produire des troubles électromagéntiques pouvant influencer le travail des ordinateurs et des dispostif commandés par ordinateur, des appareils de systèmes de sécurité, des instruments de mesure ou de radiocommunication ou des appareils commandés par radio etc.
L'appareil a été conçu à servir aussi à tous les utilisateurs amateurs.
Les changements arbitraires de construction mécanique, électrique ou électronique, toutes les modifications et les actions de service non décrites dans le Mode d'Emploi seront traitées comme illicites et causeront la perte immédiate des Droits de Garantie et la Déclaration de Conformité perdra sa validité.

Attention!
- Ne pas mettre la soudeuse sur le sol en pente, instable ou friable.
- Le travail des appareils commandés par radio peut être troublé par la soudeuse. Il faut convenablement préparer le lieu de travail et ne pas utiliser les dispostifs de radiocmmunication à proximité de la soudeuse.
- Le travail est interdit dans les locaux pollués et poussiéreux. Mettre la soudeuse dans un local libre de poussières et d'impuretés, à la circulation d'air libre et avec l'installation d'aspiration efficace.
- Le travail est interdit dans les locaux auxquels l'humidité a l'accès. Ne pas utiliser la soudeuse à la température au dessus de 40°C.
Ne pas placer la Poste à souder inverter sur le sol incliné, instable ou de consistance fine.
- Ne pas surcharger la Poste à souder inverter. Respecter un cycle de travail défini (coefficient X) aux consignes de courant pendant le soudage. Il est interdit de travailler avec la Poste à souder inverter si dans une pièce où il y a l'appareil sont fait les travaux de ponçage et d'usinage (en paticulier des particules de métal). Les particules de métal peuvent être absorbées à l'intérieur par le ventilateur et causer des endommagements importants de l'électronique de la Poste à souder inverter. La norme PN-EN 60974-1 définit les degrés de pollution
Il est possible d'atteindre le courant maximal seulement quand le réseau d'alimentation assure la capacité de courant complète. La Poste à souder inverter exige le branchement au réseau électrique à la valeur nominale de 230V. Les câbles de rallonge à une petite section provoquent la réduction significative de performance de l'appareil. La Poste à souder inverter est adaptée à l'alimentation de la génératrice à la puissance nominale de 10 kW. L'exploitation des génératrices à une puissance plus petite ne permet pas d'utiliser toute la plage de consignes de courant de la Poste à souder inverter.
Il est défendu d'utiliser la soudeuse pour décongeler les tuyaux.

Selon la norme PN-EN 60974-1 matériel de soudage à l'arc, partie 1 : sources de courant de soudage, on distingue les types de pollution suivants :
a) Degré de pollution 1: Sans pollutions ou seulement les pollutions sèches, les pollutions non conductibles. Les pollutions n'ont pas d'importance.
b) Degré de pollution 2 : Seulement les pollutions non conductibles, pourtant il faut parfois s'attendre à la conductibilité causée par la condensation.
c) Degré de pollution 3 : Les pollutions conductibles ou les pollutions sèches non conductibles qui commencent à conduire à cause de la condensation
d) Degré de pollution 4 : Les pollutions génèrent la conduction constante causée par les poussières conductibles, la pluie ou la neige.
Les degrés de pollution du micro environnement ont été établis pour évaluer la distance d'isolemnet dans l'air et dans la surface selon 2.5.1 IEC 60664-1
(Notions et définitions point 3.40 page 13 selon la norme PN-EN 60974-1)
Conformément à la norme PN-EN 60974-1 et IEC 60664-1, la plupart des sources de courant de soudage se trouvent dans la catégorie III de surtensions. Elles devraient être conçues pour l'application dans les conditions d'au moins degré 3 de pollution. Les composants ou les sous-ensembles à la distance d'isolement dans l'air et dans la surface correspondant au degré 2 de pollution sont admissibles s'ils sont totalement enrobés, enveloppés de façon étanche ou inondés conformément à IEC 60664-1
Diamètre du fil
Le diamètre du fil dépend avant tout de l'épaisseur du matériau soudé, de la position de soudage. Les valeurs proximatives sont:
pour le matériau de base à l'épaisseur jusqu'à 2mm – le fil 0,8mm
pour me matériau de base à l'épaisseur 2-10mm – les fils au diamètre 1,0 et 1,2mm
Le tableau de consignes et du cycle de travail se trouve sur le panneau arrière en bas de l'appareil. Légende
X - cycle de travail I_2 - courant nominal de soudage U_2 - tension dans l'état de charge
On admet que le temps du cycle de travail plein est 10 min (Exemple : X = 60% signifie que la charge dure 6 min et après le cycle, il y a une pause de 4 min.)
5. Caractéristiques techniques
Modèle du poste à souder inverter DESMi180 DESMi160M
Tension d'alimentation 230 V\~ 50 Hz 230V\~ 50Hz
Tension de soudage maximale au procédé MIG/MAG 180A 160A
Tension de soudage maximale au procédé MMA - 140A
Plage de réglage de la tension de soudage 20 - 180 A 20 - 160A
Plage de diamètres du fil de soudage 0,8 et 1 mm 0,8 et 1 mm
Poids 12 kg 12 kg
Refroidissement ventilateur ventilateur
Degré de protection IP 21S IP21S
6. Préparatifs au travail
Le poste à souder devrait se trouver dans un lieu bien éclairé sans accès d'humidité. Avant de commencer le travail avec le poste à souder, vérifier l'état du câble d'alimentation, des câbles de soudage et de la poignée d'électrode et de la pince dep matériau. Ne pas les utiliser s'ils sont endommagés. Les éléments endommagés échanger contre ceux libres de défauts.
Pendant le soudage, les câbles d'alimentation produisent un fort champ électromagnétique. Afin de réduire la radiation électromagnétique, il faut les disposer ensemble, l'un près de l'autre.
L'appareil MAG est doté du donneur de fil dont la fonction est charger le fil par un conduit flexible de manière continue.
Le donneur se compose de (voir photo C ou F) :
- moteur d'entraînement
- galet d'entraînement (C-4; F-4)
- bobine de fil (C-6: F-6)
Le moteur par la transmission entraîne les galets dévidant le fil. Le galet peut avoir des rainures de différentes formes par lesquelles le fil se déplace. Dans tous les deux modèles, il y a un galet d'entraînement ayant deux rainures pour le fil 0,8 et 1mm. L'ajustement inexact de la grandeur de rainure par rapport au diamètre de fil et la pression inadaptée de galets peuvent provoquer un travail incorrect du système d'apport par exemple la déformation du fil à une trop grande pression, les bavures sur le fil - le galet mal ajusté et la pression trop grande sur le fil, le non dévidage du fil – le coin de rainure trop grand par rapport au diamètre de fil.
Si on veut souder par le fil 1mm, il faut dévisser l'écrou de galet d'entraînement (C-5: F-5), enlever le galet (C-4: F-4), le tourner pour que la rainure plus grande se trouve du côté extérieur du poste à souder. Ensuite, il faut mettre le galet sur le rouleau et serrer l'écrou.
N'OUBLIEZ PAS
Si le galet d'entraînement se glisse sur le fil, la pression est trop petite.
Si le fil est bloqué dans l'armure ou il est coupé par le galet, la pression est trop grande.
Dans le cas de souder par le fil fourré, il ne faut pas oublier de préparer l'appareil en changeant la polarisation de tension de sortie pour qu'elle soit négative (le câble de la troche de soudage doit être raccordé la borne négative et le câble de masse à la borne positive).
Dans la chambre de donneur de fil, par la clé 17, dévisser les vis de fixation du câble de tension (C-1, C-2; F-F-2) et les bornes de polarisation de tension de sortie (marquées « + » et « - ») et les interchanger et ensuite visser. Pour souder par le fil fourré, il faut utiliser les galets d'entraînement appropriés (ils ont la forme et la qualité de surface de la rainure convenables). L'appareil, après avoir être sorti de l'emballage, est préparé au soudage par le fil plein. Les postes à souder DESMi180 et DESMi160M sont affectés d'usine à souder par le plein.
Avant de commencer le travail, il faut s'assurer que le galet d'entraînement est réglé au diamètre de fil d'électrode approprié.
Installation du fil
Enlever la régulation de pression de fil sur lequel le galet de pression est fixé.
- mettre le tambour de manière à donner le fil du dessous (photo C ou photo F),
- couper le début du fil sous angle de 45 degrés à l'aide de la pince latérale, par exemple modèle DEDRA 1246,
- insérer le fil au système d'apport de fil (C-7; F-7),
- insérer le fil au guidage de fil,
- déplacer le fil jusqu'à sa sortie de la prise du câble de soudage (A-6; D-7),
- mettre le galet de pression et installer la pression, la régler de manière pour que le galet travaille avec une petite résistance,
- visser le câble de soudage dans la prise
- Dans le cas du poste à souder DESMi180 tenir le bouton du câble de soudage appuyé jusqu'à la sortie du fil.
Dans le cas du poste à souder DESMi160M appuyer le bouton intérieur de la chambre de fil (des. F-8)
7. Branchement au réseau
Avant de brancher l'appareil à la source d'alimentation, il faut s'assurer si la tension d'alimentation convient à la valeur indiquée sur la plaque signalétique.
L'installation d'alimentation de la soudeuse devrait être réalisée de fil de cuivre à la section minimale 3 x 2,5 mm2, devrait mener depuis le court-circuit à la valeur d'au moins 16A (disjoncteur série S300(C)) à supposer que cet appareil comme unique soit raccordé au circuit d'alimentation et devrait satisfaire aux exigences de sécurité de l'utilisateur. Ne pas raccorder ni utiliser la soudeuse si le réseau d'alimentation ne possède pas de conduit de protection.
L'installation devrait être réalisée par un électricien qualifié. Si on utilise des rallonges, il faut utiliser une rallonge adaptée à la charge nominale et équipé de conduit de protection. Le câble électrique doit être posé d manière à ne pas l'exposer au danger de coupement, brûlure ou fusion. Ne pas utiliser de rallonges détériorées.
Ne pas tirer le conduit d'alimentation en sortant la fiche de la prise.
8. Branchement de l'appareil
Dans les cas de nécessité de souder dans un lieu éloigné de la source d'alimentation et vu les chutes de tension possibles dans le câble d'alimentation, il faut utiliser les rallonges à la section du conducteur de câble supérieure de 2,5 mm2. La rallonge doit être dotée du conduit de protection. S'assurer que le réseau d'alimentation est dotée du conduit de protection. Il faut utiliser la rallonge à trois conducteurs (avec le conduit de protection) à la section de conducteurs adaptée à la charge nominale.
Le contacteur du poste à souder se trouve sur le panneau arrière de l'appareil. S'assurer que le bouton de contacteur se trouve dans la position d'arrêt (marquée par OFF ou O) – voir le dessin B-2 ou E-2. Le raccordement de la tension se fait par la commutation du contacteur à la position de marche (marquée par ON ou I) – voir le dessin B-2 ou E-2.
Raccorder les cables de soudage au poste à souder conformément au marquage sur la partie avant du panneau (Des.E Des.E).
- Câble de soudage, câble de masse – insérer le bout du câble à la prise marquée (borne de masse A-5) et tourner à droit à fond – prise supérieure
- Mettre le fil d'apport conformément au point 7 „Préparatifs au travail”
- Visser le câble de soudage amenant le courant à la torche de soudage dans la prise marquée (par la torche MAG : A-6).
Sur le panneau avant du poste à souder, il y a deux sélecteurs rotatifs, voir Des. B-3 ou E-3
- Sélecteur droit: réglage de la consigne du paramètre de soudage (décrit par la plage de tension).
Pour le modèle DESMi160M, sur le sélecteur il y a une plage double avec les valeurs de tension pour le procédé MIG/MAG et les valeurs de courant de soudage pour le procédé MMA. - Sélecteur gauche : réglage de vitesse de dévidage du fil d'apport.
- Panneau arrière (Des. B-2; E-2): raccordement de gaz de protection doit être fait conformément au principes de HST
- Panneau arrière (Des. B-2; E-2): Contacteur du poste à souder
Exemple:
Le sélecteur droit est positionné à la valeur de paramètres d'énergie de soudage.
Le sélecteur gauche décrit par la palge grandissant sert au réglage de la vitesse de dévidage du fil. Le fil d'apport sera dévidé avec la vitesse réglée par ce sélecteur.
Avant de commencer le soudage, il faut réaliser le test de soudage sur le matériau à la même épaisseur.
Après avoir fini le soudage, ne pas écarter la buse de soudage parce que après la fin du soudage, le gaz de protection est distribué encore pendant environ 2 secondes.
9. Utilisation de l'appreil
Préparation du matériau à souder
Nettoyer le matériau destiné au soudage dans les lieux à déposer la soudure et de fixer la pince du matériau. Eliminer la rouille, la peinture, le vernis et les impuretés pareilles à l'aide d'une brosse métallique, d'un papier de verre ou par le dégraissage chimique. Nettoyer les éléments à souder manuellement sur la largeur d'environ 25mm.
Il faut éliminer toutes les impuretés du matériau parce que pendant le soudage elles povoquent le dégagement de grandes quantités de gaz et d'oxydes et de plus, elles sont la cause de la réduction de résistance du joint.
Soudage par le procédé MIG / MAG
Les procédés de soudage MIG / MAG par les électrodes fusibles ont pris leurs noms de types de gaz de protection. En cas de MAG (Metal Active Gas), (CO2) et les mélanges de gaz (CO2+Ar, CO2+Ar+O2) sont des gaz de protection, d réaction. Dans le procédé MIG (Metal Inert Gas) les gaz neutres de protection dont Ar-argon, He-hélium et leurs mélanges sont utilisés. Le gaz devrait être adapté au matériau à souder et au procédé de soudage (voir Informations Supplémentaires). Il a l'influence sur l'arc de soudage, la distribution de la soudure fondue, la profondeur de refusion et la composition chimique de soudure. Dans tous les deux procédés, on peut utiliser le fil plein ou le fil fourré. Le fil est dévidé mecaniquement à la torche de soudage à l'intermédiaire du donneur de fil. L'extremité de fil sort de la buse et fond dans l'arc jaillissant en créant le bain de fusion.
La croissancie optimale du courant de soudage dépend du fil d'électrode, du diamètre du fil d'électrode, du type de gaz, d'inductance du circuit de soudage.
Au cours du soudage, on peut distinguer trois types d'arc de soudage :
- Court-circuité – se caractérise par de petites gouttes, le métal fondu du fil passe au bain de fusion à la suite du contact de la goutte avec le bain. Le métal fondu coule librement sous forme de gouttes. Le soudage de ce type donne une petit éclaboussure et permet de bien former la soudure et la refusion. Il est recommandé de souder les pièces à l'épaisseur de 1,5-3mm et au diamètre de 0,8mm-1,2mm.
- Intermédiaire - se caractérise par le passage du métal fondu du fil au bain de fusion sous forme mélangée (gouttes et pulvérisations). Ce régime est utilisé pour souder les pièces à l'épaisseur à partir de 3-6mm. Il faut régler la tension de courant plus élevée.
- Non court-circuité - se caractérise par le transfert de soudure sous forme de gouttelettes par l'arc électrique sans causer de courts-circuits. Dans ce régime, les gouttelettes adhèrent aux éléments soudés de l'extremité de courant et de la torche de soudage. Ce régime est conseillé pour souder les pièces plus épaisses.
Le soudage du procédé MMA l'électrode enrobée (seulement le modèle DESMi160M).
Le poste à souder DESMi160M permet le soudage à l'électrode enrobée.
Avant de commencer le soudage de ce procédé, il faut se renseigner sur la façon correcte de raccorder les polarités des câbles auprès du fabricant d'électrodes. Les informations devraient se trouver sur l'emballage d'électrodes.
Le soudage à l'arc avec électrode enrobée consiste à amorcer l'arc par le soudeur entre la pointe d'électrode et le matériau de base de la pièce soudée. C'est le procédé où le joint permanent est obtenu par la fusion de l'âme d'électrode enrobée, des composants métalliques de l'enrobage d'électrode et du matériau soudé par la chaleur de l'arc électrique. L'électrode est déplacée manuellement par le soudeur et placée sous un certain angle. La soudure se forme. L'enrobage d'électrode en fonction du type d'électrode produit pendant le procédé de soudage une enveloppe gazeuse de la zone de soudage en la protégeant contre l'accès de l'atmosphère. Les éléments absorbeurs d'oxygène sont introduits dans la zone de soudage et le revêtement de laitier se forme.
Les paramètres de soudage principaux sont suivants : intensité de courant de soudage (réglée par le soudeur par le sélecteur de consignes de courant), tension de l'arc électrique (réglée par le soudeur par l'écart de l'électrode du matériau), vitesse de soudage (réglée par le soudeur par le ralentissement ou l'accélération de l'avance manuelle de l'électrode) et diamètre d'électrode et sa position à l'égard du joint. Par ces motifs le déroulement du procédé de soudage dépend en grande partie du savoir, de l'expérience, de l'habilité et de la pratique du soudeur.
Il est recommandé aux opérateurs moins experimentés de réaliser des essais sur les pièces inutiles.
Avant de commencer le travail, il est obligatoire de réaliser toutes les activités décrites ci-avant. Il faut faire attention particulière sur tous les éléments liés à la sécurité du travail et la préparation du poste de travail, au nettoyage du matériau à souder et à la préparation de l'appareil au travail.
Raccorder les câbles de courant au poste à souder conformément à la polarité indiquée par le fabricant d'électrodes, insérer la fiche au réseau d'alimentation (bouton de contacteur doit être en position d'arrêt), mettre la pince sur le matériau à souder, incorporer l'électrode enrobée dans la torche. Démarrer le poste à souder et consigner par le sélecteur la tension de soudage souhaitée. Amorcer l'arc en court-circuitant l'électrode avec le matériau et en soulevant l'électrode à la distance permettant de maintenir l'arc ou en grattant la surface de pièce par l'électrode. L'arc doit être amorcé dans la zone de soudure laquelle nous allons apporter. Réaliser le soudage. Après le soudage nettoyer la soudure en éliminant les restes de laitier à l'aide d'un marteau pique. Il ne faut pas apposer le cordon suivant sur la surface non nettoyée.
Electrodes
Le choix du diamètre de l'électrode enrobée et de son type par rapport au matériau soudé est le paramètre très important pour bien réaliser l'opération de soudage. Le diamètre de l'électrode a une grande influence sur la forme de soudure et la profondeur de pénétration. L'augmentation du diamètre de l'électrode à la tension continue de courant réduit la profondeur de pénétration et aggrandit la largeur de soudure. Les électrodes enrobées peuvent avoir les diamètres : 1,6 - 2,0 - 2,5 - 3,2 - 4,0 - 6,0 - 8,0mm. Les longueurs des électrodes dépendent de ses diamètres et à titre d'exemple elles mesurent : pour les électrodes au diamètre 2,5 mm : 250 - 300 - 350 mm et pour les électrodes au diamètre 3,2 mm : 300 - 350 - 400 - 450 mm.
L'assortiment complet de qualités des électrodes est compris dans les caractéristiques techniques élaborées par le fabricant des électrodes. Tous les éléments exigés par les normes devraient être contenus dans ces caractéristiques y compris: marquage de l'électrode, type d'enrobage, application de l'électrode, positions de soudage, type et tension du courant de soudage en fonction du diamètre de l'électrode, de la polarité de raccordement de l'électrode, mainipulations thermiques nécessaires au soudage, conditions de séchage et de conditionnement des électrodes.
Le marquage des électrodes enrobées selon PN-EN 499 – « Soudage. Supports supplémentaires à souder. Electrodes enrobées pour le soudage manuel à l'arc des aciers non alliés et des aciers à grain fin » se compose de huit symboles, p.ex . :
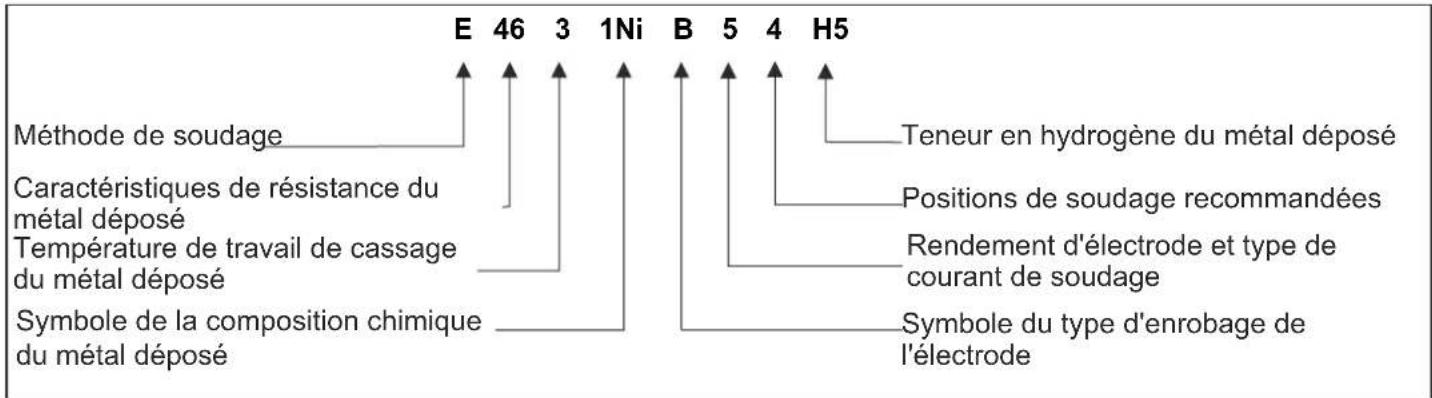
Sauf les marquages normatifs, il y a aussi des marquages propres des fabricants d'électrodes particuliers. Les électrodes enrobées à souder manuellement à l'arc, en fonction du soudage des nuances d'acier données, sont qualifiées aussi selon les normes : PN-EN 757 concernant les aciers à haute résistance, PN-EN 1599 concernant les aciers thermorésistants, PN-EN 1600 concernant les aciers inoxydables et réfractaires.
Pour le travail avec le poste à souder DESMi160M on peut utiliser les électrodes enrobées de différents fabricants disponibles sur le marché.
Il ne faut pas dépasser les diamètres d'électrodes recommandés et acceptables. Il faut ajuster le diamètre d'électrode pour réaliser la soudure à la forme optimale. Il faut aussi adapter les enrobages à savoir le type d'électrode au genre du matériau à souder et au type de soudure à réaliser.
10. Activités de service courantes
Les activités de service courantes doivent être effectuées à la fiche sortie de la prise.
Chaque fois vérifier l'état technique du poste à souder. Vérifier si les câbles de courant sont fiables et n'ont pas de signes d'endommagements mécaniques. Vérifier l'état de deux torches et celui du câble d'alimentation.
En cas de détecter des irrégularités quelconques les éliminer.
A chaque occasion et particulièrement après avoir terminé le travail, nettoyer les entrées d'air du ventilateur refroidissant les systèmes du poste à souder. Il est préférable de réaliser cette opération au moyen d'air comprimé.
Tenir propres toutes les deux poignées de câbles de courant.
Garder le poste à souder dans un local sec, sans accès d'humidité. Débrancher les câbles de courant et les enrouler. Déposer l'appareil dans un lieu inaccessible aux enfants.
11. Elimination arbitraire des défauts
| PROBLEME | Cause | Solution |
| L'indicateur d'alimentation ne s'allume pas, le ventilateur ne fonctionne pas, manque de courant à la sortie. | Le câble d'alimentation est mal connecté ou il est détérioré.Il n'y a pas de tension de réseau dans la prise.L'interrupteur abîmé | Enfoncer plus profondément la fiche à la prise, vérifier le câble d'alimentationVérifier la tension dans la prise, vérifier si le fusible a réagiEchanger le contacteur contre un nouveau |
| L'indicateur d'alimentation s'allume, le ventilateur ne fonctionne pas ou fonctionne à un moment, manque de courant à la sortie. | La tension de réseau autre que 220-240 VLa soudeuse peut être en mode de panne | Insérer la fiche dans la prise d'alimentation à la tension 230 V ~ 50 HzDébrancher la soudeuse pour 2-3 min et la brancher de nouveau |
| L'indicateur (diode) de protection thermique ne s'allume pas, manque de courant à la sortie. | L'un ou deux câbles de courant de porte-électrode et pince abîmés ou mal raccordés. | Vérifier tous les deux câbles et leur raccordement. Pincer correctement ou les remplacer par les nouveaux si c'est nécessaire. |
| L'indicateur (diode) de protection thermique s'allume, manque de courant à la sortie. | La protection thermique s'est activée. | Laisser la soudeuse branchée jusqu'à son refroidissement |
12. Remarques finales, complétion
Complétion
Avec l'appareil, il y a son équipement:
- Câble de soudage (1pcs), 2. Câble de masse avec borne (1pcs), 4. Masque de soudure (1pcs) + verre de protection (1pcs), 5. Brosse avec marteau pique (1pcs), 6. Câble d'électrode avec pince (seulement modèle DESMi160M)
Remarques finales
En faisant la commande de pièces de rechange, décrivez la pièce détériorée en mentionnant la date indicati de l'achat de la soudeuse.
Pendant la période de garantie, les réparations sont faites d'après les principes présentés dans le Bulletin de Garantie se trouvant sur les dernières pages du Mode d'Emploi présent. Le produit réclamé devrait être transmis à la réparation dans le lieu d'achat (le vendeur est obligé à recevoir le produit réclamé) ou l'envoye Service Central de DEDRA EXIM. L'adresse est indiquée ci-dessous et aussi dans le Bulletin de Garantie. L soudeuse devrait être soigneusement protégée pour le temps de transport (emballage original). Vous êtes demandé de joindre le Bulletin de Garantie délivré par l'importateur et la pièce de caisse. A defaut de ces documents, la réparation sera traitée comme celle d'après le service.
Après la période de garantie, les réparations sont réalisées par le Service Central. Le produit détérioré devra être envoyé au Service (l'utilisateur est chargé des frais d'envoi)
Dedra-Exim se réserve le droit d'introduire des modifications techniques de construction ou de complément sans avertissement.
Bulletin de Garantie
Cachet du vendeur
Date et signature
No de catalogue:
Nom:
Numéro de lot:
La garantie pour la marchandise vendue n'exlut pas, ne limite pas ni ne suspend pas les droits de consommateur résultant de la caution pour les défauts de la chose vendue.
-
Nous garantissons le fonctionnement fiable du produit conforme aux conditions techniques et d'utilisation décrites dans le Mode d'Emploi. Nous garantissons la marchandise pour 48 mois à compter de la date de l'achat inscrite dans le document présent. La garantie est valable sur tout le territoire de la République de Pologne et UE. Les adresses de services des pays particuliers sont disponibles sur la page www.dedra.pl. A défaut de service dans le pays donné, les obligations du garant sont réalisées par le service control. Le réclamation devrait être déposée à l'écrit pendant le période de garantie
-
Le garant a le droit de choisir le moyen de satisafaire ses prétentions de garantie reconnues (réparation gratuite, échange du produit contre un produit nouveau ou désistement au contrat).
-
La garantie comprend seulement les détériorations survenues pendant la durée de validitié de la garantie dont les causes résultent de l'objet vendu ou des irrégulartiés provoquées par une mauvaise technologie de réalisation.
-
Les défauts détectés pendant la période de garantie seront éliminés par DEDRA-EXIM dans le délai ne dépassant pas 14 jours ouvrables à compter de la date de livrer le produit au service. La durée de réclamation peut être prolongée dans le cas de nécessité d'apporter les pièces indispensables à la réparation de ce que le consommateur sera renseigné.
-
Le produit réclamé devrait être livré dans le point de vente. Les conditions d'examiner la réclamation sont suivantes :
-présentation du Bulletin de Garantie dûment rempli
-présentation de la pièce de caisse prouvant le fait d'acheter avec la date de vente (p.ex. ticket de caisse, facture TVA).
-livraison de l'appareil complet conformément au point „complétation” du Mode d'emploi.
- La garantie ne comprend pas les défauts survenus à la suite de :
-l'utilisation non conforme à l'affectation et aux conseils du Mode d'Emploi,
-la surcharge de l'appareil étant effet du non respect du cycle de travail,
-les réparations faites par les personnes non autorisées,
-les modifications de construction introduites,
-les détériorations mécaniques, physiques, chimiques causées par les sollicitations et les facteurs extérieurs, les impuretés du microenvironnement
-les détériorations à la suite du montage des pièces ou des accessoires impropres, de l'application des lubrifiants, huiles ou conservateurs inconvenants
-
La garantie ne comprend pas les pièces qui s'usent de façon naturelle pendant l'exploitation telles que fusibles thermiques, brosses électro-graphites, cordons de propulsion, courroies trapézoïdales, poingées d'outil, bouts de travail des outils électriques (scies circulaires, forets, fraises etc), câbles de soudage, porte-électrodes et pinces de masse.
-
La plaque signalétique de l'appareil devrait être lisible. L'appareil réclamé doit être bien protégé contre les détériorations au cours du transport. Si c'est possible, livrer dans l'emballage original.
Déclaration de l'Acheteur
Les conditions de garantie me sont connues ce que j'approuve par la signature de ma propre main:
DEDRA
ANNOTATIO NS DES REPARTIONS R EALISEES
DEDRA EXIM Sp. z o.o. 05-800 P ruszków u l. 3 Maja 8 tel: (+ 48 / 2 2) 73-83-777 fax: (+ 48 / 2 2) 73-83-779 http://www.dedra.pl e-mail: i nfo@dedra.pl
| Date de la déclaration de réparation | Date de la réalisation de réparation | Etendue de réparation (définition des causes) | Signature de la personne faisant la réparation |
