
DESMi180 - Estación de soldadura DEDRA - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato DESMi180 DEDRA en formato PDF.

| Tipo de producto | Soldadora inverter |
| Marca | DEDRA |
| Modelo | DESMi180 |
| Peso | 12 kg |
| Alimentación | 230 V ~ 50 Hz monofásico |
| Rango de corriente de soldadura | 20 - 180 A |
| Tensión de soldadura máx. (MIG/MAG) | 23 V (a 180 A) |
| Diámetro de hilo | 0,8 mm y 1 mm |
| Ciclo de trabajo (X) | 20% a 180 A, 60% a 120 A, 100% a 100 A |
| Refrigeración | Ventilador |
| Grado de protección | IP21S |
| Procesos de soldadura | MIG/MAG |
| Gas de protección | CO₂, Ar o mezclas |
| Protección térmica | Sí (diodo y parada automática) |
| Sistema de encendido fácil | Sí |
| Sistema antiadherente | Sí |
| Ajuste de tensión | Selector rotatorio |
| Ajuste de velocidad de hilo | Selector rotatorio |
| Accesorios incluidos | Cable de soldadura, cable de masa, máscara de soldadura con vidrio, cepillo con martillo picador |
| Garantía | 48 meses |
| Mantenimiento | Limpiar las entradas de aire con aire comprimido |
| Seguridad | Usar una máscara de soldadura y guantes de protección |
| Servicio postventa | Contactar a DEDRA EXIM Sp. z o.o. |
Preguntas frecuentes - DESMi180 DEDRA
Preguntas de los usuarios sobre DESMi180 DEDRA
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones DESMi180 - DEDRA y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. DESMi180 de la marca DEDRA.
MANUAL DE USUARIO DESMi180 DEDRA
Manual de Instrucciones con carta de garantía
- huzalos orsó (C-6: F-6)
- Fotos, planos y esquemas
- Informaciones sobre el uso de este manual
- Uso previsto de la soldadora
- Restricciones de uso
- Datos técnicos
- Preparación para el trabajo
- Conexión a la red
- Puesta en marcha de la soldadora
- Uso previsto de la soldadora
- Los servicios diarios
- Auto reparaciones
- Observaciones finales, complementación
- Carta de garantía
ATENCIÓN
Durante el funcionamiento de la máquina se recomienda respetar las reglas básicas de seguridad de trabajo con el fin de evitar incendios, electrocución o daños mecánicos.
Antes de utilizar la máquina, lea el Manual de Instrucciones. Pedimos guardar el Manual de Instrucciones, Instrucciones de Seguridad de Trabajo y Declaración de Conformidad.
Rigurosa adhesión a las indicaciones y recomendaciones que figuran en el Manual de Instrucciones influirán en la prolongación de la vida de su máquina.
Declaración de Conformidad se encuentra en la sede del fabricante Dedra-Exim Sp. z o.o.
Contacto:
DEDRA - EXIM Sp. z o.o.
Todos los derechos reservados. La presente documentación está protegida por el derecho de autor. Reproducción y difusión del Manual de Instrucciones parcial o total sin permiso de la empresa Dedra Exim esta prohibido
Dedra Exim se reserva el derecho de realizar cambios técnicos de construcción y complementarios sin previo aviso
Placa de identificación, modelo DESMi180
![Nombre del equipo Fabricante Modelo Spawarka inwertorowa 180 A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMI180 Nr partii: XXXXXXXXX Rok prod: 2015 1 ~ t₂ = = = PN EN60974-1:2013 Logo Año de producción y N de partida Norma Obwód spawania: 10A/14,5V - 180A/23V X [%] 20 [%] 60 [%] 100 [%] U₅= 78 V I₂ 180 A 120 A 100 A U₂ 23 V 20 V 19 V Obwód zasilania: U₁= 230 V I₁max= 24 A I₁ref= 15 A 1 ~ 50 Hz IP21S Pictogramas Código de barra podiczerwien ultrafect. (01)05902628760791 (10)11500426](/content/2026/04/665773/images/0789053eceb9a33ce58e78a416e6bd5ce2e79b3a8a6c8d9046c2df78954f8b96.jpg)
Placa de identificación, modelo DESMi160M
![Nombre del equipo Fabricante Modelo Spawarka inwertorowa 160A Wyprodukowano w Chinach dia: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi160M Nr partii: XXXXXXXXX Rok prod: 2016 1 ~ 1/4 00 == PN EN60974-1:2013 Logo Año de producción y N de partida Norma Obwód spawania MIGMAG: 20 A / 15 V - 160 A / 22 V X [%] 20 [%] 60 [%] 100 [%] U₃=78 V I₂ 160A 120 A 100 A U₂ 22V 20 V 19 V Obwód spawania MMA: 20 A / 20,8 V - 140 A / 25,6 V X [%] 20% 60% 100% U₃=78 V I₂ 140 A 90A 80A U₂ 25,6 V 23,6V 23,2V Obwód zasilania: U₁=230 V I_max=24 A leff=15,9A IP21S Pictogramas Código de barra](/content/2026/04/665773/images/9bd9fd87bfb5d7da659360e064db09cf7b3b0d1af3a688ad6e62ae0589a01fc9.jpg)
Descripción de los pictogramas

Fácil encendido del arco - el sistema facilita el encendido del arco

INDICACIÓN: Leer el Manual de Instrucción
Aumento de la corriente de soldadura en el momento de arranque - sistema de r egulación de la dinámica de arco y de su estabilidad

Obligación de uso de la máscara protectora (máscara de soldar)

El sistema que evita la destrucción del electrodo por causa de pegarse

Obligación de uso de los guantes protectores

Adaptación a la alimentación del generador y la información de su poder nominal

Advertencia de la radiación infrarroja

Señalización del funcionamiento de la protección térmica

El marcado del enchufe de conexión de polo (-) antes de conectar electrodos comprobar las recomendaciones del fabricante de electrodos - por lo general, en este enchufe, conecte el cable MIG/MAG

El marcado del enchufe de conexión de polo (+) antes de conectar electrodos comprobar las recomendaciones del fabricante de electrodos - por lo general, en este enchufe, conecte el cable del electrodo

El marcado del enchufe de conexión de polo (-) antes de conectar electrodos comprobar las recomendaciones del fabricante - por lo general, en este enchufe, conecte el cable de tierra
2. Informaciones sobre el uso de este manual
¡Atención!
Durante el trabajo se debe respetar rigurosamente las indicaciones presentadas en la Instrucción de la Seguridad de Trabajo Instrucción de Seguridad de Trabajo está adjunta a la máquina como un folleto aparte y hay que guardarla. En caso de transferir la máquina a otra persona, por favor entregarle también el Manual de Instrucciones, la Instrucción de Seguridad de Trabajo y la Declaración de Conformidad. Empresa Dedra Exim Sp. z o.o. no se hace responsable de los accidentes ocasionados por no respetar las indicaciones de seguridad de trabajo.

¡Atención
Hay que leer atentamente todas las instrucciones de seguridad y instrucciones de uso. El incumplimiento de las advertencias e instrucciones puede provocar descargas eléctricas, incendios y / o lesiones graves.Mantenga todas las instrucciones, las instrucciones de seguridad y la declaración de conformidad para las necesidades futuras.
3. Uso previsto del aparato
La soldadora inverter DESMi180 y DESMi160M están destinadas para soldadura por arco bajo gas protector. La soldadora DESMi169 permite también soldar con el electrodo revestido. En su construcción se utilizó transistores IGBT (ing. Insulated Gate Bipolar Transistor) - transistor bipolar con puerta aislada. Este es el semiconductor de potencia que se utiliza en los convertidores energoelectrónicos. Combina las ventajas de dos tipos d'transistores: facilidad de control de transistores polares y de alto voltaje de ruptura y la velocidad de conmutación de los transistores bipolares.
El uso de los transistores IGBT en la soldadora hace que el equipo logra una alta eficiencia con pequeñas dimensiones bajo peso en relación a las soldadoras con circuitos basados en otras tecnologías.
El destino básico de ambos modelos es la soldadura por arco bajo mezcla de gases protectores. Protector de dióxido de carbono (protector reactivo) con el método MAG y bajo protector Ar (gas inerte) Se puede trabajar con ellos usando un diámetro de alambre de 0,8 mm y 1,0 mm, dependiendo de la corriente aplicada para soldar, necesidades y tipo de operación realizada por la soldadora. La soldadora está adaptado para la tensión de alimentación de 220 - 230V \~ 50 Hz (monofásica).
4. Restricciones de uso
La soldadora ha sido diseñado para trabajar en área industrial. En condiciones de uso doméstico el uso de la soldadora sólo es posible cuando se la utiliza conforme a las normas pertinentes, salvaguardia especiales necesarias para eliminar la exposición a los campos electromagnéticos. Sin embargo, a pesar del diseño de la soldadora de manera que las emisiones electromagnéticas sean las mínimas, esas pueden producir perturbaciones electromagnéticas, que pueden afectar el funcionamiento de los ordenadores (computadoras) y equipos controlados por ordenador, dispositivos de sistemas de seguridad, equipos de medición, equipos de radiocomunicaciones, los dispositivos controlados por radio, etc.
La máquina ha sido diseñada de tal manera que también puede servir para usuarios amateur.
Los cambios no autorizados en la construcción mecánica y eléctrica, todo tipo de modificaciones, los servicio que no están descritos en el Manual de Instrucciones serán tratados como ilegales y causarán la perdida inmediata de los Derechos de Garantía, y la Declaración de Conformidad pierde su validez.

¡Atención!
- No colocar la soldadora sobre una superficie inclinada, inestable o poco consistente.
- El trabajo de los equipos controlados por la radio puede ser interferido por la soldadora. Hay que preparar adecuadamente el lugar de trabajo y no usar los dispositivos de radiocomunicación cerca de la soldadora.
- Está prohibido trabajar en las habitaciones con mucho humo o polvo. Poner la soldadora en la habitación libre de polvo y suciedad, con la circulación del aire y una instalación de extracción de polvo eficiente
- Está prohibido trabajar en las habitaciones con el acceso de humedad. No usar la soldadora en temperaturas mayores de 40° C
No sobrecargar el Soldadora. Respetar el ciclo de trabajo especificado (coeficiente X) con la configuración de corriente durante el trabajo.
- Está prohibido trabajar con el Soldadora si la habitación en la que funciona el equipo se realizan trabajos de pulir o mecanizados (en particular partículas de metal), ya que partículas de metal pueden ser succionadas hacia el interior del ventilador y causar graves daños a la parte electrónica del Soldadora.
Grados de contaminación son definidos por la Norma PN-EN 60974-1
La corriente máxima de trabajo es alcanzable únicamente cuando la red de alimentación proporciona un pleno rendimiento de corriente El Soldadora requiere una alimentación de 230 V. Los cables de extensión de pequeño diámetro provocan una reducción significativa en el rendimiento del equipo. El Soldadora está diseñado para ser alimentando del generador con una potencia nominal de 10 kVA. El uso de los generadores de una potencia menor impedirá el uso del Soldadora en el rango de la configuración actual.
No se puede utilizar la soldadora para descongelar tuberías.
Según la norma PN-EN 60974-1 El equipo para la soldadora por arco parte 1: En las fuentes de energía de la soldadora se distinguen los siguientes tipos de contaminación:
a) El nivel de contaminación 1: Sin contaminación o solamente seca, no conductoras de las contaminaciones. Las contaminaciones (impurezas) no tienen significado.
b) El nivel de contaminación 2: Sólo las contaminaciones no conductivas, pero a veces hay que esperar la conductividad causada por la condensación.
b) El nivel de contaminación 3: Las contaminaciones conductivas o no conductivas las contaminaciones secas que empiezan a conducir por causa de condensación.
b) El nivel de contaminación 4: Las contaminaciones generan la conductividad sólida, causada por polvo conductivo, lluvia o nieve.
Grados de contaminación del microambiente se han establecido con el propósito de evaluar el espacio de aislamiento de aire y superficie según 2.5.1 IEC 60664-1
(Términos y definiciones de punto 3.40 pág. 13 según la norma PN- EN 60974-1)
De acuerdo con la norma PN-EN 60974-1 e IEC 60664-1 la mayoría de las fuentes de energía de soldadora se encuentran en la categoría III de sobretensión. Deben ser diseñada para su uso en condiciones con un mínimo de 3 grados de contaminación. Los componentes o subconjuntos con los espacios aislantes de aire o superficie que corresponden al grado de contaminación 2 son aceptables, si están completamente recubiertos, herméticamente encerrados o cubiertos según IEC 60664-1
Diámetro del alambre
El diámetro del alambre depende principalmente del grosor de la pieza de trabajo, posición de soldadura. Los valores aproximados son los siguientes:
para el material básico del grosor hasta 2 mm - alambre de 0,8 mm
para el material básico del grosor hasta 2-10 mm - alambre de 1.0 y 1.2. mm de diámetro.
Cuadro de ajustes y del ciclo se encuentra en el panel posterior o en la parte inferior de la máquina. Leyenda:
X - Ciclo I_2 - Corriente nominal de soldadura U_2 - Tensión bajo carga
Se estima que el tiempo para un ciclo completo es 10 min (Por ejemplo: X = 60% significa que la carga tarda 6 minutos, y después de un ciclo hay una pausa de 4 min.)
5. Datos técnicos
Modelo de la soldadora inverter DESMi180 DESMi160M
Tensión de alimentación 230 V\~ 50 Hz 230V\~ 50Hz
Corriente máxima de soldadura con el método MIG/MAG 180A 160A
Corriente máxima de soldadura con el método MMA - 140A
Rango de regulación de la corriente de soldadura 20 - 180 A 20 - 160A
Rango de diámetro de alambre de soldadura 0,8 a1 mm 0,8 a 1 mm
Peso 12 kg 12 kg
Refrigeración ventilador ventilador
Grado de protección IP 21S IP21S
6. Preparación para el trabajo
La soldadora debe estar ubicada en una superficie plana, en un lugar bien iluminado sin acceso de humedad. Antes de comenzar el trabajo con la soldadora hay que controlar el estado del cable de alimentación, cables de soldadura, portaelectrodo y la pinza del material. No trabajar con los dañados. Los dañados cambiar por unos en buen estado.
Durante la soldadura los cables de corriente originan un fuerte campo electromagnético. Para reducir reducir la radiación electromagnética hay que ponerlos juntos.
El aparato está equipado con un alimentador de alambre, cuya tarea es alcanzar el alambre, por un tubo flexible, de una manera continua. Alimentador consta de (ver foto C o F):
- un motor de accionamiento
- unos rodillos que accionan alambre (C-4, F-4)
- un carrete de alambre (C-6; F-6)
El motor por medio de una transmisión acciona los rodillos que suministran alambre. El rodillo puede variar por la forma de la ranura, donde alambre se mueve. En ambos modelos se encuentra el rodillo de alimentación con dos ranuras para el alambre de 0,8 mm y 1 mm. La elección equivocada del tamaño de la ranura con relación al diámetro del alambre y, los rodillos de presión pueden ser la causa de un mal funcionamiento del sistema de alimentación, por ej. deformación del alambre - cuando la presión sobre el alambre es demasiada puede deformarlo - la elección equivocada del rodillo y demasiada fuerza del apriete de alambre, falta del movimiento del alambre - es demasiado grande la cuña de la ranura con relación al diámetro del alambre.
Si queremos soldar con el alambre de 1mm hay que aflojar la perilla del rodillo de accionamiento (C-5: F-5), sacar el rodillo (C-4: F-4), girar de modo que la ranura más grande se encuentre en el lado externo de la soldadora. Luego poner el rodillo sobre el eje y apretar la perilla
RECUERDESi el rodillo de accionamiento patina sobre el alambre esto significa, que el apriete no es suficiente. Si el alambre se bloquea en la armadura, o se corta por medio del rodillo, el apriete es demasiado fuerte.
En el caso de la soldadura por alambre tubular hay que recordado que el equipo debe ser preparado para esto cambiando la polaridad de la tensión de salida en un valor negativo (el cable de antorchada de soldadura debe estar conectado al borne negativo y el cable de tierra al borne positivo).
En la cámara del alimentador de alambre con la llave 17 sacar los tornillos de fijación de los cables de corrier (C-1, C-2; F-1, F-2), los bornes de polaridad de la tensión de salida (marcados con „+” i „-”) cambiar de su lug y luego ajustarlos. Para la soldadura con alambre tubular hay que utilizar los rodillos guías (la ranura tiene un forma y superficie especial). El equipo después de desembalarlo está listo para la soldadura por alambre sólido. Las soldaduras DESMi180 y DESMi160M están listas de fábrica para la soldadura por alambre sólido
Antes de comenzar el trabajo hay que asegurarse de que el rodillo de accionamiento tenga puesto el diámetro correcto del alambre-electrodo.
Colocación del alambre
Sacar la regulación del apriete de alambre, sobre la cual está montado el rodillo de apriete.
- poner el tambor, de modo que el alambre alcanzado quede en la parte inferior (Foto. C o Foto F),
- la punta del cable cortar en un ángulo de 45 grados, con unos alicates especiales, por ejemplo. DEDRA modelo 1246
- introducir el alambre en el sistema de alimentación de alambre (C-7; F-7)
- introducir el alambre al. alimentador,
- mover el alambre hasta que salga del nido del cable de soldadura (A-6; D-7)
- poner el rodillo de apriete y montar el apriete, ajustar el apriete de modo que el rodillo trabaje con una pequeña resistencia,
- fijar el cable de soldadura al. enchufe
- Para la soldadora DESMi180 apretar el interruptor del cable de soldadura hasta que salga el alambre.
- Para la soldadora DESMi160M apretar el botón interno de la cámara de alambre (Fig. F-8)
7. Conexión a la red de alimentación
Antes de conectar la máquina a una fuente de alimentación, asegúrese de que la tensión de alimentación corresponda al valor indicado en la placa del fabricante
La instalación de alimentación de la soldadora debe estar hecha de un cable de cobre con una sección mínima de 3 x 2,5 mm2, debe salir del fusible de al menos 16A (por ejemplo. de una serie S300 (C)), suponiendo que máquina será la única conectada, a la fuente de alimentación, esta deberá cumplir con las normas y seguridad. No conectar y no usar la soldadora si la red de alimentación no posee el cable de protección.
La instalación debe ser realizada por un electricista autorizado. En caso de utilizar un cable alargador debe tenerse en cuenta que la sección del hilo no sea menor que la requerida. El cable eléctrico extender de mane que no esté expuesto al riesgo de corte durante el trabajo. No usar alargadores dañados.
No tirar del cable de alimentación sacando el enchufe de la toma de corriente.
8. Puesta en marcha del equipo
En caso cuando es necesario soldar en un lugar alejado de la fuente de alimentación, y por los motivos de unas considerables bajas de tensión en el cable de alimentación, hay que utilizar los cables de extensión con la sección mínima de 2,5 mm2. El alargador debe estar equipado con un cable de protección. Asegurarse que la red de alimentación esté equipada con un cable de protección. Hay que utilizar el alargador de tres hilos (con un cable de protección), con una sección transversal adaptada a la carga nominal.
El interruptor de la soldadora se encuentra en el panel trasero del equipo. Asegurarse de que el botón del interruptor está en posición apagado (etiquetado como OFF o O) - ver la fig. B-2 o E-2. Tensión de conmutación se activa moviendo el interruptor de llave en la posición de encendido (etiquetado como ON o I) - ver la fig. B-2 o E-2.
Conectar los cables de soldadura a la soldadora de acuerdo con la señalización en la frente del panel (Fig. B; Fig. E).
- El cable de soldadura, de masa - introducir la punta del cable al enchufe señalado (+) y girar a la derecha hasta el tope - el enchufe superior
- El alambre de soldadura se debe colocar de acuerdo con el punto 7 "Preparación al. trabajo".
- El cable de soldadura que suministra la corriente al mango de porta electrodo fijar al enchufe marcado (el mando de MAG; A-6
En el panel frontal de la soldadora (Fig. B-1; E-1) se encuentran dos perillas, ver Fig. B-3 o E-3
- Perilla derecha: regulación del ajuste de los parámetros de la soldadora (está descrita con la escala de tensión)
Para el modelo DESMi160M la perilla está descrita con la doble escala de valores de tensión para el método MIG/MAG con los valores de la corriente de soldadura para el método MMA. - Perilla izquierda: regulación de la velocidad de aparición (alimentación) del alambre de soldadura.
- Panel trasero (Fig. B-2; E-2): La conexión del gas protector se debe realizar de acuerdo con las normas de Seguridad e Higiene
- Panel trasero (Fig. B-2; E-2): Interruptores de la soldadora
Ejemplo:
La perilla derecha está puesta en los valores de los parámetros de la energía de soldadura
La perilla izquierda que está descrito con la escala creciente sirve para calibrar la velocidad de alimentación de alambre El alambre de soldadura aparecerá con la velocidad fijada con esa perilla.
Antes de comenzar la soldadura hay que hacer la soldadura de prueba sobre el material parecido del mismo espesor.
Después de terminar la soldadura no retirar la boquilla de soldadura del lugar
9. Uso del equipo
Preparación del material para soldar
Limpiar el material para soldar en los lugares de la soldadura y en el lugar de sujeción de la pinza. Óxido, pintura, barniz y otras suciedades quitar con el cepillo de alambre, papel lija o desengrasando químicamente La limpieza de los elementos para la soldadura manual hacer en el ancho de aprox. 25 mm
Cualquier contaminación del material hay que eliminar, ya que durante el proceso de soldadura provoca la liberación de grandes cantidades de gases y óxidos, y son una causa de disminuir la resistencia de la conexión.
La soldadura con el método MIG/MAG
Los métodos de la soldadura MIG/MAG con los electrodos fundentes (núcleo) toman sus nombres de los gases protectores. En el caso de MAG (Metal Active Gas) los gases protectores, reactivos son (CO2) y las mezclas de gases (CO2+Ar, CO2+Ar+O2). En el método MIG (Metal Inert Gas) se utilizan los gases protectores como Ar-argón, He-helio y las mezclas de estos gases. Gas debe ser seleccionado para el material soldado y el procedimiento de soldadura (ver Información Adicional). Afecta al arco de soldadura, el suministro de adhesivo fundido, la profundidad de penetración y la composición química de la soldadura. En ambos métodos de la soldadura con el electrodo fundente puede ser el alambre sólido o el alambre tubular. El alambre es suministrado en forma mecánica al mango de soldadura (pistola) por medio del alimentador. El extremo del alambre sale de la boquilla y se funde por el arco, formando un charco del metal fundido.
El crecimiento óptimo de la intensidad de corriente de soldadura depende del electrodo de alambre, de diámetro de alambre del electrodo, el tipo de gas, la inductancia del circuito de soldadura.
Durante la soldadura podemos distinguir 3 tipos de arcos de soldadura:
- Cortocircuito - se caracteriza por pequeñas gotas de alambre de metal líquido entra al charco como resultado del contacto de la gota con un pequeño charco. El metal líquido fluye libremente en forma de gotas. La soldadura de este tipo da una pequeña salpicadura y una adecuada formación de soldadura (costura) y, una adecuada fundición. Se aconseja soldar los materiales del espesor de 1,5-3 mm y el diámetro de alambre de 0,8-1,2 mm.
- Traspaso - se caracteriza por el paso del metal líquido desde el alambre al charco de soldadura en forma de una mezcla (de las gotitas y spray). Soldamos con este método durante la soldadura de un material de espesor de 3-6 mm. : debe calibrar una intensidad de corriente más alta.
- Sin Cortocircuito - se caracteriza por una transferencia del adhesivo en forma de pequeñas gotas por el arco eléctrico, sin causar cortocircuito. En este método las pequeñas gotas se adhieren a los elementos soldados del terminal de corriente y al mango de soldadura (pistola) Con este método podemos soldar los elementos gruesos.
. La soldadura con el método MMA, electrodo revestido (solamente modelo DESMi160M)
La soldadora DESMi160M permite también soldar con electrodo revestido.
Antes de soldar por este método hay que buscar información sobrela forma correcta de conectar la polaridad de cables, del fabricante de electrodos. Estas informaciones deberían estar sobre la caja de electrodos.
La soldadura de arco con el electrodo revestido consiste en producir un arco eléctrico, por el soldador, entre el extremo del electrodo y el material base de la pieza a soldar. Es un proceso, en el cual se consigue una unión firme a través de la fundición con el calor generado por un arco eléctrico del núcleo del electrodo y los componentes metálicos del revestimiento del electrodo y el material soldado. El electrodo está movido manualmente por el soldador y posicionada con una inclinación. Se crea una soldadura. Revestimiento del electrodo en función del tipo del electrodo produce durante el proceso de soldadura una protección de gas de la zona de soldadura para protegerla contra la atmósfera. También ocurre la introducción a la zona de soldadura elementos de la desoxidación y la formación de recubrimiento de escoria.
Los parámetros básicos de soldadura incluyen intensidad de corriente de soldadura (ajustable, regulada por el soldador mediante la perilla de ajuste) tensión de arco eléctrico (regulada por el soldador mediante la separación entre el electrodo y el material), velocidad de soldadura (regulada por el soldador mediante la disminución o aceleración del deslice manual de electrodo) y el diámetro del electrodo y su posición con respecto a la unión.
Por estas razones, el proceso de soldadura depende en gran medida de conocimientos, experiencia, habilidades y práctica del soldador.
Se recomiendo para un operario menos calificado hacer unos ensayos de soldadura sobre las piezas innecesarias.
Antes de empezar a trabajar, es obligatorio llevar a cabo todos los pasos mencionados Hay que prestar especial atención a todos los elementos relacionados con la seguridad de trabajo y la preparación del puesto de trabajo, limpieza del material a soldar y la preparación de la máquina para trabajar.
Conectar los cables de corriente a la soldadora de acuerdo con la polaridad indicada por el fabricante de los electrodos, conectar el enchufe a la red de alimentación (la llave del interruptor debe estar en la posición de apagado), colocar la pinza en el material a soldar, insertar el electrodo revestido en el mango. Encender la soldadora y calibrar con la perilla la corriente deseada para soldar. Encender el arco por un cortocircuito entre el material y el electrodo, y elevación del electrodo a una distancia que permita mantener el arco o frotando la superficie del objeto con el electrodo. El arco siempre encendemos en la zona de soldadura, que tenemos que hacer. Hacer la operación de soldadura. Después de soldar hay que limpiar la soldadura eliminando la escoria residual con un martillo. No hacer otra costura sobre una superficie sucia.
Electrodos
La elección del diámetro del electrodo revestido y su tipo para el material soldado es un parámetro muy importante para llevar a cabo correctamente la operación de soldadura. El diámetro del electrodo tiene una gran influencia sobre la forma de la soldadura (cordón) y la profundidad de fundición. El aumento del diámetro del electrodo, con la intensidad constante de la corriente disminuye la profundidad de fundición y aumenta el ancho de la soldadura (cordón). Los electrodos revestidos pueden tener el diámetro de: 1,6 - 2,0 - 2,5 - 3,2 - 4,0 - 6,0 - 8,0mm. La longitud del electrodo depende del diámetro y por ejemplo hay: electrodos de diámetro de 2,5 mm; 250 - 300 - 350 mm, y para los electrodos del diámetro 3,2 mm; 300 - 350 - 400 - 450 mm.
El conjunto completo de propiedades de los electrodos, se da en las características técnicas elaboradas por el fabricante de los electrodos. Estas características deberían estar previstos todos los datos requeridos por las normas, incluyendo: la marca del electrodo, el tipo de revestimiento, el uso del electrodo, posición de soldadura, el tipo y la intensidad de la corriente de soldadura en función del diámetro del electrodo, la polaridad de los electrodos, los tratamientos térmicos necesarios durante la soldadura, las condiciones de secado y del almacenamiento de electrodos.
La identificación de los electrodos revestidos según PN-EN 499 - "Soldadura. Materiales adicionales para la soldadura. Los electrodos revestidos para la soldadura por arco manual de aleación de acero y de grano fino. La identificación", consiste de 8 símbolos, por ej.
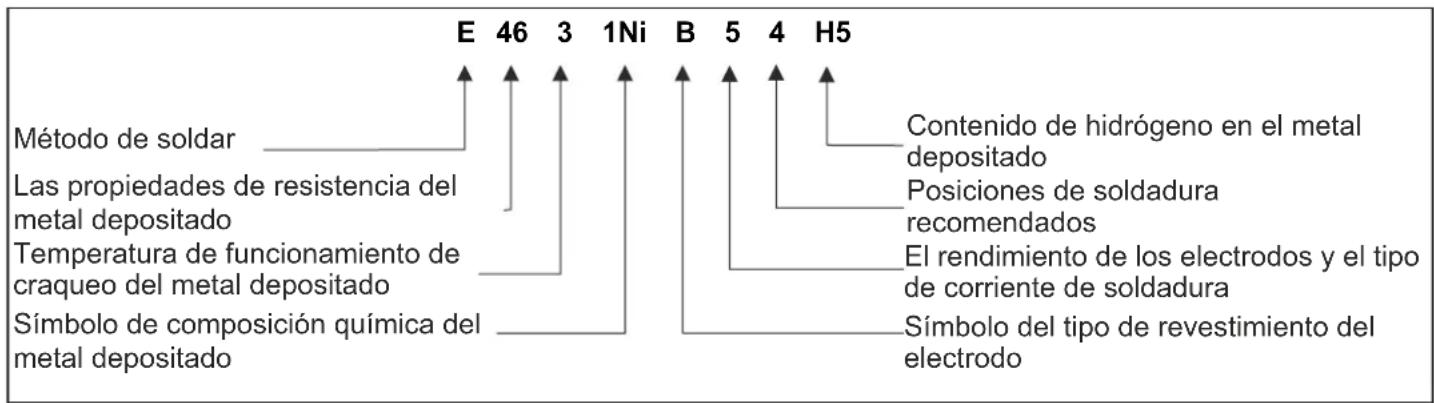
Además de las marcas normativas también están las marcas propias de distintos fabricantes de electrodos. Los electrodos revestidos para la soldadura por arco manual son clasificados también según normas, dependiendo de la aplicación de soldadura - de aceros específicos: PN-EN 757 se aplica a aceros de alta resistencia, PN-EN 1599 se aplica a acero resistente al calor, PN-EN 1600 se aplica a aceros inoxidable y resistente al. calor.
Para los trabajos de soldadura realizados con la soldadora DESMi160M se puede utilizar los electrodos revestidos de diferentes fabricantes.
No se debe exceder los diámetros recomendados y permitidos de electrodos y hay que elegir electrodo de diámetro adecuado para optimizar la forma de la costura. Se debe seleccionar adecuadamente el revestimiento, es decir, para el tipo de material a soldar y el tipo de costura.
10. Los servicios diarios
Los servicios diarios hay que realizar con el enchufe sacado de la toma de corriente.
Antes de cada uso hay que controlar el estado técnico de la soldadora. Controlar si los cables de corriente están en buen estado y no tienen ninguna huella de un daño mecánico. Controlar el estado de ambos mango Controlar el estado del cable de alimentación
En caso de encontrar cualquier desperfecto hay que arreglarlo.
En cada ocasión, en particular después de terminar el trabajo, limpiar las entradas de aire del ventilador que refrigera los circuitos de la soldadora. Este trabajo es mejor hacer utilizando el aire comprimido. Mantener limpios las puntas (zapatas de conexión) de los cables de corriente.
Almacenar la soldadora en un lugar seco, sin humedad. Cables de corriente desconectar y enrollar. Almacen el equipo en un lugar fuera del alcance de los niños.
11. Auto reparaciones
| PROBLEMA CUASA | SOLUCIÓN | |
| El indicador de alimentación está apagado, no funciona el ventilador, no hay corriente en la salida. | El cable de alimentación está mal conectado o dañado.En la toma de corriente no hay tensión.El interruptor dañado | Empujar más al fondo el enchufe en la toma de corriente, controlar el cable de alimentación.Controlar la tensión en la toma de corriente, controlar si no accionó el fusible.Cambiar el interruptor por uno nuevo. |
| El indicador de alimentación está encendido, no funciona el ventilador, no hay corriente en la salida. | Tensión de la red distinta de 220-240 VLa soldadora se puede encontrar en modo de avería | Insertar el enchufe en la toma de corriente de tensión de 230 V ~ 50 HzApagar la soldadora por unos 2-3 min. y encenderla de nuevo |
| El indicador (el diodo) de la protección térmica está apagado, no hay corriente en la salida. | Dañados o mal conectados uno o ambos de los cables de corriente: del portaelectrodo y de la pinza | Controlar ambos cables y sus conexiones. Ajustar correctamente o en caso de ser necesario cambiar por unos nuevos |
| El indicador (el diodo) de la protección térmica está encendido, no hay corriente en la salida. | Se activó la protección térmica | Dejar la soldadora encendida para que se enfríe |
12. Notas finales, complementación
Complementación:
La máquina incluye un equipamiento que abarca:
- Cable de soldadura (1 un), 2 Cable de masa con la pinza (1 un), Máscara de soldadura (1 un) + el cristal de soldadura (1 un), Cepillo con el martillo (1 un) Cable porta electrodo con la pinza (solamente modelo DESMi160M)
Observaciones finales
Haciendo el pedido de los repuestos por favor describir la pieza dañada, indicando la fecha aproximada de compra de la soldadora.
En el periodo de garantía, los arreglos son realizados de acuerdo a las condiciones indicadas en la Carta de Garantía que se encuentra en las últimas páginas de este Manual. La pieza de reclamo, por favor entregar al servicio en el lugar de compra (el vendedor está obligado a recibir la pieza de reclamo), o enviarla al Servicio Central de DEDRA EXIM. La dirección se encuentra abajo o en la Carta de Garantía. Durante el transporte la soldadora debería estar bien protegida contra los daños (la caja original). Pedimos adjuntar la Carta de Garantía emitida por el Importador y el comprobante de la compra. Sin estos documentos el arreglo será tratado como el servicio fuera de garantía.
Después del periodo de garantía los arreglos realiza el Servicio Central. El producto dañado hay que enviar a Servicio (el usuario cubre el costo de envío).
Dedra Exim se reserva el derecho de realizar cambios técnicos de construcción y complementarios sin previc aviso
Carta de garantía
Sello del vendedor
Fecha y firma.
N° de catalogo:
Nombre:
Número de lote:
La garantía del producto vendido no excluye, no limita y no suspende los derechos del comprador que surgen de las disposiciones de la garantía por defectos en los productos vendidos.
CONDICIONES DE GARANTÍA
- Garantizamos el buen funcionamiento del producto, conforme con las condiciones técnicas - de utilidad que están descritas en el Manual de Instrucciones. torgamos la garantía para el periodo de 48 meses contando desde la fecha de compra que figura en este documento. Garantía es válida en todo el territorio de la República de Polonia y la UE. Las direcciones de servicio para cada país están disponibles en la página www.dedra.pl. En caso de ausencia del servicio en un país las obligaciones del garante son realizadas por el servicio central. El reclamo debe ser presentado por escrito durante la duración de garantía.
- El garante tiene el derecho a elegir la forma de cumplir con las reconocidas reclamamaciones de garantía (la reparación gratuita, el cambio del producto por uno nuevo o el retirarse del contrato).
- La garantía cubre los daños causados durante el periodo de garantía que son el resultado de causas inherentes a los productos vendidos o irregularidades causadas por una mala tecnología de fabricación.
- Los defectos revelados en el periodo de garantía serán retirados por DEDRA-EXIM en el plazo no superior a los 14 días hábiles a partir del día de la entrega al servicio. El tiempo de reparación puede prolongarse en caso de ser necesario conseguir las piezas imprescindibles para la reparación, de lo que se le notificará al usuario.
-
El producto reclamado debe ser entregado al punto de venta. La condición para considerar el reclamo es -presentación de la Carta de Garantía debidamente rellenada,
-presentación del documento que confirma el hecho de realizar la compra junto con la fecha de venta (por ej recibo, factura )
-entregar el kit completo de acuerdo al punto „completación” en el Manual de Instrucciones. -
La garantía no cubre los defectos resultantes de :
-el uso indebido a lo previsto y lo que indica el Manual de Instrucciones
-la sobrecarga del aparato que surge por no respetar el ciclo de trabajo,
-los arreglos realizados por personas no autorizadas,
-hacer modificaciones en la estructura,
-daños mecánicos, físicos, químicos causados por las fuerzas y factores externos, contaminación del micro ambiente,
-daños resultantes de: montar las piezas indebidas o accesorios, el uso indebido de lubricantes, aceites, conservantes
-
La garantía no cubre las piezas y componentes adicionales sometidos a un desgaste natural, como: fusibles térmicos, escobillas de electrografito, cuerdas de propulsión, correas en V, las manijas de herramientas, terminales de herramientas eléctricas (sierras - discos de corte, brocas, fresas, etc.) cables de soldadura, pinzas de electrodos y de masa.
-
Placa de identificación debe ser legible. El ejemplar reclamado debe ser bien protegido de daños durante el transporte. En la medida de lo posible entregar en su envase original.
Declaración del Comprador
Conozco las condiciones de garantía, lo que confirmo con mi propia firma:
DEDRA EXIM Sp. z o.o. 05-80 0 Prusz ków u l. 3 Maja 8 tel: (+ 48 / 2 2) 73-83-777 fax: (+ 48 / 2 2) 73-83-779 http://www.dedra.pl e-mai l: info@dedra.pl
DEDRA
ANOTACIONES DE LAS REPARACIONES REALIZADAS
| Fecha de presentación a la reparación | Fecha de realización de la reparación | Alcance de la reparación, descripción de las actividades de reparación | Firma de la persona que realizó la reparación |




