
DESMi180 - Svářecí stroj DEDRA - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma DESMi180 DEDRA ve formátu PDF.

| Typ výrobku | Invertorová svářečka |
| Značka | DEDRA |
| Model | DESMi180 |
| Hmotnost | 12 kg |
| Napájení | 230 V ~ 50 Hz jednofázové |
| Rozsah svařovacího proudu | 20 - 180 A |
| Max. svařovací napětí (MIG/MAG) | 23 V (při 180 A) |
| Průměr drátu | 0,8 mm a 1 mm |
| Pracovní cyklus (X) | 20% při 180 A, 60% při 120 A, 100% při 100 A |
| Chlazení | Ventilátor |
| Stupeň krytí | IP21S |
| Svařovací procesy | MIG/MAG |
| Ochranný plyn | CO₂, Ar nebo směsi |
| Tepelná ochrana | Ano (dioda a automatické zastavení) |
| Systém snadného zapálení | Ano |
| Systém proti nalepování | Ano |
| Nastavení napětí | Otočný volič |
| Nastavení rychlosti drátu | Otočný volič |
| Včetně příslušenství | Svařovací kabel, zemnící kabel, svářečská maska se sklem, kartáč s odklepávacím kladívkem |
| Záruka | 48 měsíců |
| Údržba | Čistěte vstupy vzduchu stlačeným vzduchem |
| Bezpečnost | Používejte svářečskou masku a ochranné rukavice |
| Poprodejní servis | Kontaktujte DEDRA EXIM Sp. z o.o. |
Často kladené otázky - DESMi180 DEDRA
Dotazy uživatelů ohledně DESMi180 DEDRA
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Svářecí stroj ve formátu PDF zdarma! Najděte svůj návod DESMi180 - DEDRA a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. DESMi180 značky DEDRA.
NÁVOD K OBSLUZE DESMi180 DEDRA
CZ Invertorová svářečka
Návod k obsluze se záručním listem
SK Invertorová zváračka
- Fotografie, obrázky a schémata
- Informace o využití tohoto návodu k obsluze
- Určení svářečky
- Omezení použití
- Technické údaje
- Příprava k práci
- Zapojení do sítě
- Zapnutí svářečky
- Užívání svářečky
- Běžná obsluha
- Samostatné odstraňování defektů
- Závěrečné poznámky, složení
- Záruční list
POZOR
Při práci s přístrojem je doporučeno vždy dodržovat základní bezpečnostní pokyny, aby se vyhnulo vzniku požáru, poranění elektrickým proudem nebo mechanickému poškození.
Před zprovozněním přístroje seznamte se prosím s obsahem Návodu k obsluze. Uschovejte prosím Návod k obsluze a Prohlášení o shodě.
Důsledné dodržování pokynů a doporučení uvedených v Návodu k obsluze pozitivně ovlivní životnost Vašeho přístroje.
Prohlášení o shodě je v sídle výrobce Dedra-Exim Sp. z o.o.
Kontakt:
DEDRA - EXIM Sp. z o.o.
Všechna práva vyhrazena. Toto zpracování je chráněno autorským právem. Kopírování nebo šíření Návodu k obsluze v částech nebo vcelku bez souhlasu společnosti DEDRA EXIM je zakázáno.
Dedra-Exim si vyhrazuje právo zavádět konstrukční a technické a kompletační změny bez dřívějšího oznámení.
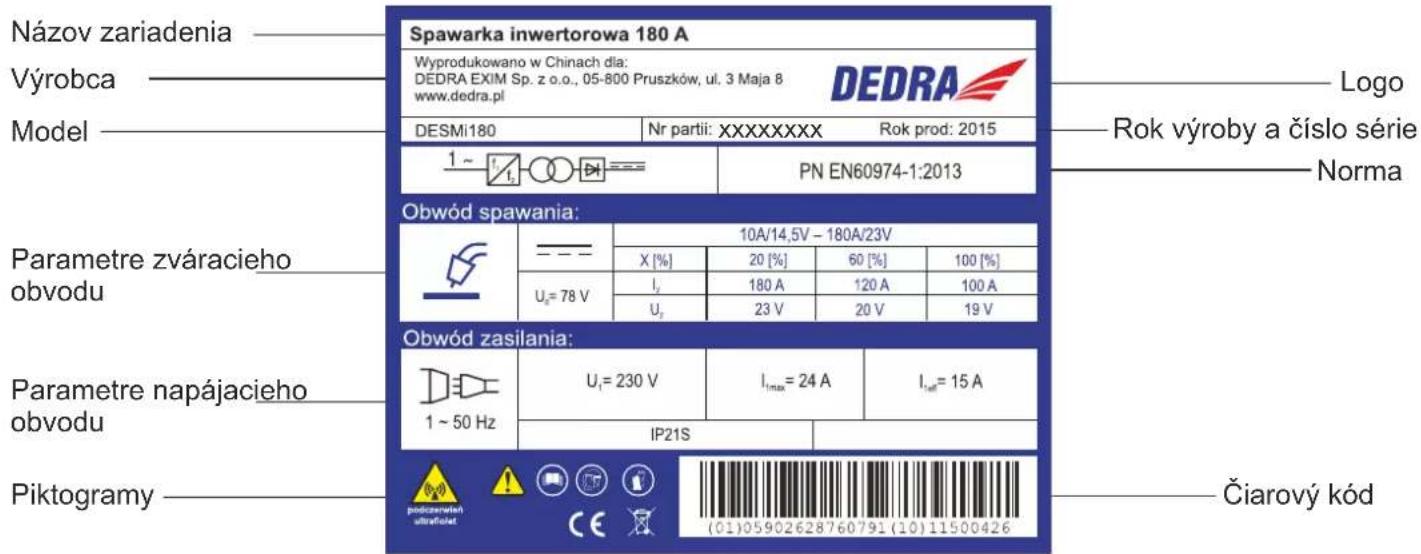
Výrobní štítek, model DESMi180
![Název přístroje Výrobce Model Spawarka inwertorowa 180 A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi180 Nr partii: XXXXXXXXX Rok prod: 2015 1 ~ I₁ = PN EN60974-1:2013 Logo Rok výroby a číslo šarže Norma Obwód spawania: 10A/14,5V – 180A/23V X [%] 20 [%] 60 [%] 100 [%] Uₐ = 78 V I₂ 180 A 120 A 100 A Uₜ 23 V 20 V 19 V Obwód zasilania: 1 ~ 50 Hz U₁ = 230 V I₁max = 24 A I₁ref = 15 A IP21S Piktogramy Čárový kód podizervinen ultrafielat (01)05902628760791 (10)11500426](/content/2026/04/665773/images/b859ae2f31578a45c5b07ea05b425a8ae2b0527f386e477a7e8246b5f0c59e13.jpg)
Výrobní štítek, model DESMi160M
![Název přístroje Výrobce Model Spawarka inwertorowa 160A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi160M Nr partii: XXXXXXXXX Rok prod: 2016 1 ~ [t] [O] = = = PN EN60974-1:2013 Logo Rok výroby a číslo šarže Norma Obwód spawania MIGMAG: Parametry svařovacího obvodu MIG/MAG Obwód spawania MMA: Parametry obwodu spawaniaMMA Obwód zasilania: Parametry napájecího obvodu 1 ~ 50 Hz Piktogramy Čárový kód](/content/2026/04/665773/images/c432d8b7a94ab5b735508dbca5b9cbcec58312e0e9e2150851b4ab28205bd438.jpg)
Popis použitých piktogramů

Snadné zapálení oblouku – soustava usnadňující zapálení oblouku

PŘÍKAZ: Přečtěte návod k obsluze
Počáteční růst svařovacího proudu – soustava, která nastavuje dynamiku oblouku a jeho stabilitu

Příkaz používání ochrany obličeje (svářečská maska)

Soustava zabraňující poničení elektrody v následku její přilepení

Příkaz používání rukavic

Přizpůsobení napájení z generátoru a informace o jeho minimálním výkonu

Výstraha o infračerveném záření

Signalizace zapůsobení termického zabezpečení

Označení připojovací zásuvky pólu (–) před připojením ověřte doporučení výrobce elektrod – obvykle je třeba připojit k této zásuvce vodič MIG/MAG

Označení připojovací zásuvky pólu (+) před připojením ověřte doporučení výrobce elektrod – obvykle je třeba připojit k této zásuvce elektrodový vodič

Označení připojovací zásuvky pólu (–) před připojením ověřte doporučení výrobce elektrod – obvykle je třeba připojit k této zásuvce hromadný vodič
2. Informace o využití tohoto návodu k obsluze Pozor!
Během práce bezpodmínečně dodržujte pokyny obsažené v Návodu k bezpečnosti práce Návod k bezpečnosti práce je přiložen k přístroji jako samostatná brožura a je třeba jej uchovat. V případě předání přístroje jiné osobě, předejte ji také Návod k obsluze, Návod k bezpečnosti práce a Prohlášení o shodě. Společnost Dedra Exim nenese odpovědnost za nehody vzniklé v následku nedodržování bezpečnostních pokynů.
POZOR
Podrobně přečtěte všechny bezpečnostní pokyny a návody k obsluze. Nedodržování varování a návodů může mít za následky poranění elektrickým proudem, požár a/nebo vážná zranění. Uchovejte všechny návody, bezpečnostní pokyny a prohlášení o shodě pro budoucí potřeby.
3. Určení přístroje
Invertorové svářečky DESMi180 a DESMi160M jsou přístroji určenými pro obloukové sváření v plynové ochraně. Svářečka DESMi160M umožňuje také sváření obalenou elektrodou. V jejich konstrukci byly použity tranzistory IGBT (ang. Insulated Gate Bipolar Transistor) – bipolární tranzistor s izolovaným hradlem. Jedná se o polovodičový prvek výkonu, který se používá v elektronických měničích. Spojuje přednosti dvou druhů tranzistorů: jednoduchost řízení pólových tranzistorů a vysoké napětí průrazu s rychlostí přepínání bipolárních tranzistorů. Využití tranzistorů IGBT ve svářečce způsobuje, že přístroj dosahuje velké efektivity při menších velikostech a menší hmotnosti vzhledem ke svářečkám s výkonnými obvody založenými na jiných technologiích. Základním určením obou modelů je obloukové svařování v ochraně plynových směsí. Ochrana oxidu uhličitého (reaktivní ochrana) při metodě MAG a svařování v ochraně Ar (inertní plyn). Lze s nimi pracovat s využitím drátu s průměry 0,8 mm a 1,0 mm, podle daného svařovacího proudu, potřeb a druhu prováděné operace pomocí svářečky. Svářečky jsou přizpůsobené k napájení s napětím 230 V \~, 50 Hz (jednofázové).
4. Omezení použití
Svářečka byla navržena pro práci v průmyslové zóně. V domácnostních podmínkách lze svářečku používat pouze s použitím shodných s příslušnými normami speciálních zabezpečení, která jsou nezbytná pro eliminaci působení elektromagnetického pole. Ávšak přestože byla svářečka navržena takovým způsobem, aby byla elektromagnetická emise co nejmenší, může vytvářet elektromagnetická rušení, která mohou ovlivňovat práci počítačů a zařízení řízených počítači, zařízení bezpečnostních systémů, měřících přístrojů, přístrojů rádiového spojení, přístrojů řízených rádiovou cestou apod.
Přístroj byl navržen takovým způsobem, aby mohl sloužit rovněž amatérským uživatelům.
Samovolné změny v mechanické a elektrické konstrukci, všechny modifikace, postupy při obsluze, které nebyly popsány v Návodu k obsluze, budou považovány za bezprávné a jejich důsledkem je okamžitá ztráta záručních práv, a Prohlášení o shodě ztrácí platnost.
! Pozor!
- Neumíst'ujte svářečku na šikmém, nestabilním nebo sypkém podloží.
- Práce přístrojů řízených rádiovou cestou může být rušena svářečkou. Připravte vhodným způsobem pracoviště a nepoužívejte zařízení pro rádiové spoje poblíž svářečky.
- Je zakázáno pracovat v místnostech, které jsou zaprášené nebo zakouřené. Svářečku dejte do místnosti volné od kouře a špíny, s volnou cirkulací vzduchu a správně fungující odváděcí instalací.
- Je zakázáno pracovat v místnostech s přístupem k vlhkosti. Nepoužívejte svářečku v teplotě nad 40 °C.
Svářečku nepřetěžujte. Dodržujte určený pracovní cyklus (koeficient X) pří proudových nastaveních během svařování. - Je zakázáno pracovat s Invertorová svářečka, pokud v místnosti, ve které se přístroj nachází, se provádí broušení nebo řezné obrábění (především částice kovu). Částice kovu mohou být vtáženy dovnitř ventilátorem a způsobit vážné poškození elektroniky Invertorová svářečka.
Stupně znečištění definuje norma PN-EN 60974-1.
Maximálního provozního proudu lze dosáhnout pouze, když napájecí síť zajišťuje plnou proudovou efektivitu. Invertorová svářečka vyžaduje připojení k elektrické síti s nominální hodnotou 230 V. Prodlužovací vodiče s malým průměrem způsobují značné snížení výkonů přístroje. Invertorová svářečka je přizpůsobena k napájení z agregátu s nominálním výkonem 10 kW. Používání agregátů s menším výkonem znemožňuje používání Invertorová svářečka v celém rozsahu proudového nastavení.
Nepoužívejte svářečku k rozmrazování potrubí!
Podle normy PN-EN 60974-1 Zařízení pro obloukové svařování část 1: Svařovací zdroje energie rozlišují se tyto druhy znečištění:
a) Stupeň znečištění 1: Beze znečištění nebo pouze suchá, nevodivá znečištění. Znečištění jsou bezvýznamná.
b) Stupeň znečištění 2: Pouze nevodivá znečištění, občas však lze očekávat vodivost způsobenou kondenzací.
c) Stupeň znečištění 3: Vodivá nebo nevodivá suchá znečištění, která začínají vodit z důvodu kondenzace.
d) Stupeň znečištění 4: Znečištění generují stálou vodivost, způsobenou vodivým prachem, deštěm nebo sněhem.
Stupně znečištení mikroprostředí byly stanoveny pro účel hodnocení izolační vzdušné a povrchové mezery podle 2.5.1 IEC 60664-1. (Pojmy a definice bod. 3.40 str. 13 podle normy PN-EN 60974-1)
Podle normy PN-EN 60974-1 a IEC 60664-1 většina svařovacích zdrojů energie se nachází ve III. kategorii přepětí. Měly by být navrženy pro využití v podmínkách s minimálně 3. stupněm znečištění.
Součásti nebo soustrojí s izolačními vzdušnými nebo povrchovými mezerami, které odpovídají stupni znečištění 2, jsou prípustné, jsou-li úplně obalené, těsně uzavřené nebo zalité v souladu s IEC 60664-1.
Průměr drátu
Průměr drátu je závislý především na tloušt'ce svařovaného materiálu, polohy svařování. Orientační hodnoty jsou: pro základní materiál tloušťky do 2 mm – drát 0,8 mm
pro základní materiál tloušt'ka 2–10 mm – dráty s průměrem 1,0 a 1,2 mm
Tabulka nastavení a pracovního cyklu se nachází na zadním panelu nebo ve spodní části přístroje. Legenda:
X - Pracovní cyklus I_2 - Jmenovitý svařovací proud U_2 - Napětí při zatížení
Předpokládá se, že doba plného pracovního cyklu je 10 min (Ku příkladu: X = 60 % znamená, že zatížení trvá 6 min, a po cyklu následuje přestávka, která trvá 4 min.)
5. Technické údaje
Model invertorové svářečky DESMi180 DESMi160M
Napájecí napětí 230 V\~ 50 Hz 230V\~ 50Hz
Maximální svařovací proud metodou MIG/MAG 180A 160A
maximální svařovací proud metodou MMA - 140A
Rozsah regulace svařovacího proudu 20 - 180 A 20 - 160A
Rozsah průměrů svařovacího drátu 0,8 a1 mm 0,8 a 1 mm
Hmotnost 12 kg 12 kg
Chlazení ventilátor ventilátor
Stupeň ochrany IP 21S IP21S
6. Příprava k práci
Svářečka by měla být umístěna na dobře osvětleném místě bez přístupu vlhkosti. Před zahájením práce se svářečkou zkontrolujte stav napájecího vodiče, svařovacích vodičů, držáku elektrod a svorky materiálu. Nepracujte s poškozenými. Poškozené vyměňte na volné od vad.
Během svařování vodiče elektrického proudu vytvářejí silné elektromagnetické pole. Pro zmenšení elektromagnetického záření umístěte vodiče elektrického proudu v blízké vzdálenosti.
Přístroj MAG je vybaven podavačem drátu, jehož úkolem je podávat drát, pružným vodičem, stálým způsobem. Součástmi podavače jsou (viz fot. C nebo F):
– pohonný motor,
– váleček pohánějící drát (C-4; F-4),
– cívka s drátem (C-6: F-6).
Motor převodovkou pohání válečky, které podávají drát. Váleček se může lišit tvarem drážky, v níž se drát posouvá. V obou modelech se nachází váleček, který podává dvě drážky na drát 0,8 mm a 1 mm. Nesprávné vybrání velikosti drážky vzhledem k průměru drátu a přítlak válečků může být příčinou nesprávné práce podávací soustavy, např deformace drátu – při příliš velkém přítlaku drátu, vznik výtoků na drátu – špatně vybraný váleček a příliš velká síla přítlaku drátu, nepřesouvání drátu – příliš velký je klín drážky vzhledem k průměru drátu.
Chcete-li svařovat drátem 1mm, otočte kolečko pohonného válečku (C-5: F-5), sundejte váleček (C-4: F-4), otočte ji takovým způsobem, aby se větší drážka nacházela na vnější straně svářečky. Následně váleček nasuňte na hřídel a utáhněte kolečko.
PAMATUJTE
Pokud pohonný váleček klouže po drátě, znamená to, že je přítlak příliš malý.
Pokud se drát blokuje v pancíři nebo je řezaný válečkem, znamená to, že je přítlak příliš velký.
V případě svařování práškovým drátem pamatujte, že přístroj je třeba k tomu připravit změnou polarizace výchozího napětí na záporné (vodič svářečského držáku připojte k záporné svorce, a hromadný vodič ke kladné svorce).
V komoře podavače drátu klíčem 17 odšroubujte připevňovací šrouby vodiče proudové (C-1, C-2; F-1, F-2), svorky polarizace výchozího napětí (označené „+“ a „−“) a vyměňte jejich místa, a následně je došroubujte. Ksvařování práškovým drátem používejte správné vodící válečky (mají příslušný tvar brázdy a kvalitu povrchu brázdy). Po rozbalení je přístroj připraven ke svařování plným drátem. Svářečky DESMi180 a DESMi160M jsou továrně připraveny ke svařování plným drátem.
Před zahájením práce se ujistěte, že je pohonný váleček nastaven na správný průměr elektrodového drátu.
Vložení drátu
Sundejte regulaci přítlaku drátu, na kterém se připevňuje přítlakový váleček.
– Namontujte buben takovým způsobem, aby podávaný drát zůstal zespodu (fot. C nebo fot. F),
– počátek drátu ořízněte pod úhlem 45 stupňů pomocí bočních kleští, např. model DEDRA 1246,
– zasuňte drát do soustavy, která podává drát (C-7; F-7),
– zasuňte drát do vodítka drátu,
– přesuňte drát až do jeho vysunutí z hnízda svařovacího vodiče (A-6; D-7),
– položte přítlakový váleček a namontujte přítlak, nastavte přítlak takovým způsobem, aby váleček pracoval s malým odporem,
– našroubujte svařovací vodič do hnízda,
– pro svářečku DESMi180 stiskněte spínač svařovacího vodiče, až drát uschne,
– pro svářečky DESMi160M stiskněte tlačitko uvnitř komory drátu (obr. F-8).
7. Zapojení do sítě
Před prvním zapojením svářečky se ujistěte, zda napájecí napětí odpovídá hodnotě uvedené na výrobním štítku.
Napájecí instalace přístroje by měla být provedena měděným vodičem s minimálním průřezem 3 x 2,5 mm2. Měla by vést od pojistky s hodnotou minimálně 16 A [např. nadproudovou série S300 (C)] za předpokladu, že bude přístroj připojen jako jediný k napájecímu okruhu, a měla by splňovat bezpečnostní předpisy pro užívání. Nezapojujte a nepoužívejte svářečku, pokud napájecí síť nemá ochranný vodič.
Instalace by měla být provedena kvalifikovaným elektrikářem. Pokud používáte prodlužovací kabely, použijte prodlužovací kabel přizpůsobený pro nominální zatížení a vybavený ochranným vodičem. Elektrický vodič umístěte takovým způsobem, aby nebyl během práce vystaven prořezání, přehoření nebo roztavení. Nepoužívejte poškozené prodlužovací kabely.
Netáhněte za napájecí kabel při vyndavání zástrčky ze zásuvky.
8. Spuštění přístroje
V případě nutnosti svařování v místě vzdáleném od zdroje napájení a s ohledem na možné značné snížení napětí v napájecím vodiči, používejte prodlužovací kabely s průměrem žil nad 2,5 mm². Prodlužovací kabel mus být vybaven ochranným vodičem. Ujistěte se, že je napájecí síť vybavena ochranným vodičem. Používejte prodlužovací kabel třížilový (s ochranným vodičem), s průřezem žil přizpůsobeným nominálnímu zatížení.
Spínač svářečky se nachází na zadním panelu přístroje. Ujistěte se, že tlačítko spínače je v poloze „vypnutý“ (označení OFF nebo O) – viz obr. B-2 nebo E-2. Zapnutí napětí se koná přepnutím tlačítka spínače do polohy „zapnutý“ (označení ON nebo I) – viz obr. B-2 nebo E-2.
Připojte svařovací vodiče ke svářečce podle označení do přední části panelu (obr. B; obr. E).
Svářečka DESMi160M umožňuje svařovat metodou obalené elektrody
Před zahájením svařování touto metodou informujte se ohledně správného způsobu připojení polarizace vodičů u výrobce elektrod. Takové informace by měly být dostupné na obalu elektrod.
Obloukové svařování obalenou elektrodou spočívá v zapálení oblouku svářečem mezi koncem elektrody a základním materiálem svařovaného předmětu. Je to postup, ve kterém se trvalé spojení získává sloučením teplem elektrického oblouku jádrem obalené elektrody a metalických součástí povlaku elektrody a svářeného materiálu. Elektrodu přesouvá svářeč ručně a nastavuje ji pod určitým úhlem. Vytváří se svar. Obal elektrody – podle druhu elektrody – vytváří během svařování plynovou ochranu svařovací oblasti, čímž ji chrání před přístupem atmosféry. Zavádí také do oblasti svařování deoxidační prvky a vytváří struskový povlak.
K základním parametrům svařování patří intenzita svařovacího proudu (regulovaná, udávána svářečem pomocí kolečka nastavení proudu), napětí elektrického oblouku (regulované svářečem mezerou mezi elektrodou a materiálem), rychlost svařování (regulovaná svářečem zpomalením nebo zrychlením ručního posuvu elektrody) a průměr elektrody a její poloha vzhledem ke svaru.
Z těchto důvodů průběh svařování je velmi silně ovlivněn znalostí, zkušeností, dovedností a praxí osoby, která svařování provádí.
Pro méně zkušené operátory je doporučeno provedení zkušebního svařování na nadbytečných kouscích materiálu.
Před zahájením práce povinně provedte všechny činnosti popsané dříve. Zvláštní pozornost obraťte na všechny prvky související s pracovní bezpečností a přípravou pracoviště, vyčištěním materiálu určeného ke svařování a přípravou přístroje k práci.
Připojte vodiče elektrického proudu do svářečky podle polarity uvedené výrobcem elektrod, zasuňte zástrčku do napájecí sítě (tlačítko spínače musí být v poloze „Vypnutý“), umístěte držák svorky na materiálu určeném ke svařování, umístěte obalenou elektrodu v držáku. Zapněte svářečku a nastavte kolečkem požadovaný svařovací proud. Zapalte oblouk zkratem elektrody s materiálem a nadzvednutím elektrodu na vzdálenost, která umožňuje udržení oblouku, anebo třením elektrody o povrch předmětu. Oblouk zapalujte vždy v oblasti svaru, který nanášíte. Provedťte sváření. Po svařování očistěte svar a odstraňte zbytky strusky pomocí kladívka. Nadávejte další steh na nevyčištěný povrch.
Elektrody
Výběr průměru obalené elektrody a jejího druhu ke svařovanému materiálu je velmi důležitým parametrem správného provedení svařování. Průměr elektrody má velký vliv na tvar spáru a hloubku zatavení. Zvětšení průměru elektrody, se stálou intenzitou elektrického proudu, snižuje hloubku zatavení a zvětšuje šířku spáru. Obalené elektrody mohou mít průměry: 1,6 – 2,0 – 2,5 – 3,2 – 4,0 – 6,0 – 8,0 mm. Délky elektrod jsou závislé na průměrech elektrod a mají hodnotu například: pro elektrody s průměrem 2,5 mm; 250 – 300 – 350 mm, a pro elektrody s průměrem 3,2 mm; 300 – 350 – 400 – 450 mm.
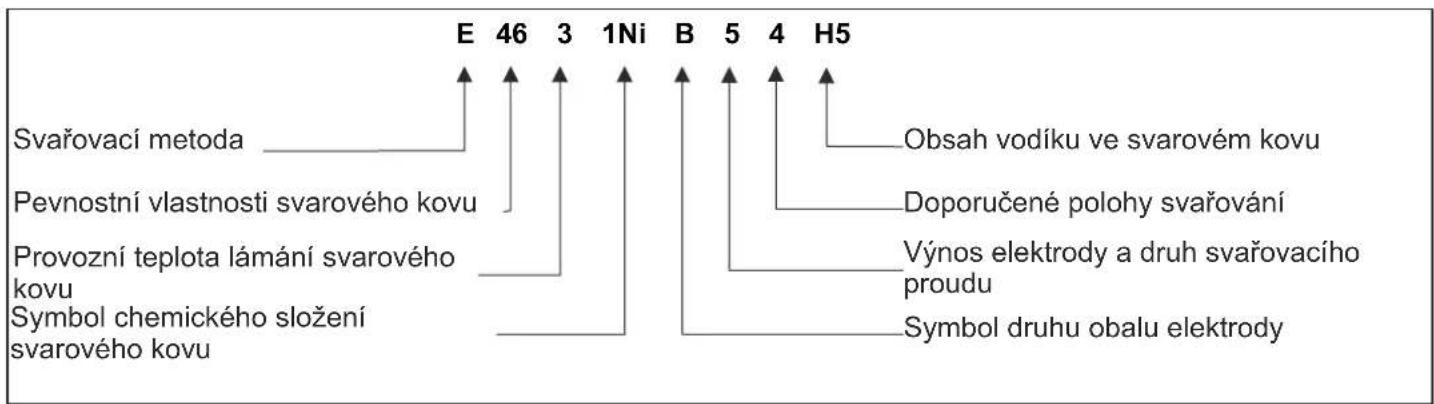
Kompletní přehled vlastností elektrod je uváděn v charakteristických technických zpracováních výrobcem elektrod. V těchto charakteristikách by měly být zohledněny všechny údaje požadované normami, včetně: označení elektrody, druh obalu elektrod, použití elektrody, polohy svařování, druh a intenzita svařovacího proudu závisle na průměru elektrody, polarita připojení elektrody, nezbytné tepelné postupy při svařování, podmínky sušení a skladování elektrod.
Označení obalených elektrod podle PN-EN 499 – „Sváření. Dodatečné materiály pro svařování. Obalené elektrody pro ruční obloukové svařování nelegovaných a jemnozrných ocelí. Označení“, se skládá z osmi symbolů, např.
- Svařovací vodič, hromadný – stiskněte koncovku vodiče do hnízda označeného (hromadnou svorkou A-5) a otočte doprava, až pocítíte odpor – horní hnízdo.
- Svařovací drát umístěte podle bodu 7 „Příprava k práci“.
- Svařovací vodič, který vede proud k elektrodovému držáku, našroubujte do hnízda označeného (držákem MAG: A-6).
Na predním panelu svářečky (obr. B-1: E-1) se nacházejí dva kolečka, viz obr. B-3 nebo E-3.
- Pravé kolečko: regulace nastavení parametru svařování (je popsáno měřítkem napětí).
Pro model DESMi160M je kolečko popsáno dvojitým měřítkem s nanesenými hodnotami napětí pro metodu MIG/MAG a hodnotami svařovacího proudu pro metody MMA. - Levé kolečko: regulace rychlosti vysunutí svařovacího drátu.
- Zadní panel (obr. B-2; E-2): Připojení ochranného plynu proved'te v souladu s pravidly BOZP.
- Zadní panel (obr. B-2; E-2): Spínač svářečky.
Příklad:
Pravé kolečko je nastaveno na hodnoty parametrů energie svařování.
Levé kolečko, které je popsáno rostoucím měřitkem a slouží k regulaci rychlosti vysunutí drátu.
Svařovací drát se bude vysunovat s rychlostí nastavenou tímto kolečkem.
Před zahájením svařování provedte zkušební svařování na podobném materiálu se stejnou tloušt'kou.
Po završení svařování neodsouvejte svařovací trysku od spojovaného místa, jelikož ještě po skončení svařování ochranný plyn se podává po dobu asi 2 vteřin.
9. Používaní přístroje
Příprava materiálu ke svařování
Očistěte materiál určený ke svařování na místech nanesení svaru a na místě připevnění držáku svorky materiálu. Rez, barvu, lak a podobná znečištění odstraňte pomocí drátěného kartáče, smirkovým papírem nebo chemicky odmaštěním. Čištění prvků pro ruční svařování provedťe na šířce cca 25 mm.
Veškerá znečištění materiálu odstraňte, protože během svařování vyvolávají uvolňování velkého množství plynů a oxidů, a navíc způsobují snížení odolnosti konektoru.
Svařování metodou MIG / MAG
Svařovací metody MIG / MAG tavnými elektrodami jsou pojmenovány podle druhu ochranného plynu. V případě MAG (Metal Active Gas) ochrannými, reaktivními plyny jsou (CO2) a směsi plynů (CO2+Ar, CO2+Ar+O2). V metodě MIG (Metal Inert Gas) se používají inertní plyny jako Ar – argon, He – helium a směsi těchto plynů. Plyn se vybírá podle svařovaného materiálu a svařovací metody (viz Další informace). Toto ovlivňuje svařovací oblouk, dodání roztaveného přídavného kovu, hloubku přetavení a chemické složení svaru. V obou metodách tavnou elektrodou může být plný drát nebo práškový drát. Drát se podává mechanicky do svářečského držáku pomocí podavače. Koncovka drátu se vysune z trysky a taví se v zapalovacím oblouku, čímž vytváří lázeň tekutého kovu.
Optimální nárůst intenzity svařovacího proudu je závislý na elektrodovém drátu, průměru elektrodového drátu, druhu plynu, indukčnosti svařovacího obvodu.
Během svařování můžeme rozlišit 3 druhy svařovacích oblouků:
-
Zkratový – charakterizuje se drobnými kapkami, tekutý kov přechází do lázně v následku kontaktu kapky s lázní. Tekutý kov volně protéká v podobě kapek. Svařování tohoto druhu dává malý rozstřik a správné tvarování svorky a správné přetavení. Doporučuje se svařování materiálů s tloušťkou 1,5–3 mm a s průměrem drátu 0,8–1,2 mm.
-
Přechodný – charakterizuje se průchodem tekutého kovu z drátu do tavné lázně ve smíšené podobě (kapková a nástřiková). Touto metodou se svařuje během svařování materiálu s tloušt'kou od 3–6 mm. Nastavujte vyšší intenzitu proudu.
-
Bezzkratový – charakterizuje se přenesením přídavného kovu v podobě velmi drobných kapek elektrickým obloukem, aniž by vznikly zkraty. V této metodě drobné kapky přiléhají ke svařovaným prvkům proudové koncovky a svářečského držáku. Touto metodou lze svařovat tlusté prvky. Svařování metodou MMA obalenou elektrodou (pouze model DESMi160M)
Vedle normativních označení se také vyskytují vlastní označení jednotlivých výrobců elektrod. Obalené elektrody pro ruční obloukové svařování závisle na určení svařování konkrétních druhů oceli jsou klasifikovány rovněž podle norem: PN-EN 757, která se vztahuje na ocele s vysokou pevností, PN-EN 1599 která se vztahuje na žárupevné ocele, PN-EN 1600 která se vztahuje na nerezové a žáruvzdorné ocele.
Ke svařovacím pracím svářečkou DESMi160M lze používat dostupné na trhu obalené elektrody různých výrobců
Nepřekračujte doporučené a přípustné průměry elektrod a vyberte správný průměr elektrody pro optimální provedení tvaru svaru. Obaly vybírejte správně, čili podle druhu elektrody k druhu materiálu určeného ke sváření a druhu prováděného svaru.
10. Běžná obsluha
Běžnou obsluhu provádějte se zástrčkou vyjmutou ze zásuvky.
Pokaždé zkontrolujte technický stav svářečky. Kontrolujte, zda jsou vodiče elektrického proudu funkční a nemají žádné stopy mechanických poškození. Zkontrolujte stav obou držáků. Zkontrolujte stav napájecího vodiče.
Pokud odhalíte jakékoli vady, odstraňte je.
Při každé příležitosti, především po završení práce, vyčistěte přívody vzduchu ventilátoru chladicího okruhu svářečky. Tento postup provádějte nejlépe pomocí stlačeného vzduchu. Udržujte v čistotě oba dva držáky vodičů elektrického proudu.
Svářečku uchovávejte v suché místnosti bez přístupu vlhkosti. Vodiče proudu odpojte a srolujte. Přístroj skladujte na místě nedostupném dětem.
11. Samostatné odstraňování defektů
| PROBLEM | Příčina | Řešení |
| Indikátor napájení nesvítí, ventilátor nefunguje, výstupní proud není. | Napájecí kabel je špatně připojený nebo poškozený.V zásuvce není síťové napětí. | Zasuňte hlouběji zástrčku do zásuvky, ověřte napájecí kabel.Ověřte napětí v zásuvce, zjistěte, zda nezapůsobila pojistka. |
| Spínač je poškozen. | Vyměňte spínač na nový | |
| Indikátor napájení svítí, ventilátor nefunguje nebo funguje jen chvilku, výstupní proud není. | Sít’ové napětí je jiné než 220–240 V.Svářečka může být v nouzovém režimu. | Zapněte zástrčku do napájecí zásuvky s napětím 230 V ~ 50 HzVypněte svářečku na 2–3 min a zapněte ji znova. |
| Indikátor (dioda) termického zabezpečení nesvítí, vystupní proud není. | Poškozené nebo špatně připojené jeden nebo oba dva vodiče elektrického proudu: držáku elektrody a držáku svorky. | Zkontrolujte oba dva vodiče a jejich připojení. Správně zatlačte nebo vyměňte na nové, bude-li zapotřebí. |
| Indikátor (dioda) termického zabezpečení svítí, výstupní proud není. | Termické zabezpečení se aktivovalo. | Nechte svářečku zapnutou, až se ochladí. |
12. Konečné připomínky, složení
Složení
Společně s přístrojem jeho vybavením jsou:
- Svařovací vodič (1 kus), 2. Hromadný vodič se svorkou (1 kus), 4. Ochranná maska (1 kus) + svařovací sklo (1 kus), 5. Kartáč s kladívkem (1 kus), 6. Vodič elektrody se svorkou (pouze model DESMi160M)
Závěrečné poznámky
Při objednávání náhradních dílů popište prosím poškozený díl a uveďte orientační dobu koupě svářečky. V záruční době se opravy provádějí podle pravidel uvedených v Záručním listu, obsaženém na posledních stránkách tohoto Návodu k obsluze. Reklamovaný výrobek předejte prosím k opravě na místě koupě (prodejíc má povinnost přijmout reklamovaný produkt), anebo jej pošlete do centrálního servisu společnosti DEDRA EXIM. Adresa je uvedena níže a v Záručním listu. Svářečka by během dopravy měla být pečlivě zabezpečen před poškozením (originální obal). Přiložte prosím Záruční list vydaný importérem a doklad o koupi. Bez těch dokumentů bude oprava považována za pozáruční.
Po záruční době opravy provádí centrální servis. Poškozený produkt pošlete do servisu (náklady na dopravu nese uživatel).
DEDRA-EXIM Sp. z o.o. si vyhrazuje právo zavádět konstrukční nebo kompletační změny bez dřívějšího oznámení.
Záruční list
Razítko prodejce
Datum a podpis
Katalogové číslo:
Název:
Sériové číslo: ....
Záruka na prodané zboží nevylučuje, neomezuje ani nepozastavuje oprávnění kupujícího vyplývající z rozporu zakoupeného zboží se smlouvou.
ZÁRUČNÍ PODMÍNKY
- Garantujeme řádnou funkci výrobku v souladu s technicko-užitkovými podmínkami popsanými v návodu k použití. Poskytujeme záruku na dobu 48 měsíců od data nákupu obsaženého ve stávajícím dokumentu. Záruka je platná na celém území Polské republiky a EU. Adresy servisů pro jednotlivé státy jsou dostupné na stránkách www.dedra.pl.
Není-li v daném státě dostupný servis, roli ručitele realizuje centrální servis. Reklamace musí být nahlášena písemně v době trvání záruční doby. - Ručitel má právo vybrat způsob, jak chce splnit uznané záruční nároky (oprava zdarma, výměna produktu na nový nebo odstoupení od smlouvy).
- Záruka se vztahuje pouze na poškození vzniklá v době platnosti záruky, jež vyplývají z důvodů nacházejících se v prodaném produktu nebo nesprávností vyplývající ze špatné technologie provedení.
- Závady zjištěné v záruční době budou odstraněny společností DEDRA-EXIM ve lhůtě ne delší než 14 pracovních dní ode dne dodání do servisu. Dobra opravy se může prodloužit v případě, že bude nutné dovezení součástí nezbytných pro opravu, což bude uživateli sděleno.
-
Reklamovaný produkt by měl být dodán do místa prodeje. Podmínkou pro řešení reklamace je:
-
předložení řádně vyplněného záručního listu,
- předložení dokumentu potvrzujícího skutečnost koupě včetně data prodeje (např. paragon, faktura DPH),
-
předložení úplného složení v souladu s bodem „Složení“ v Návodu k obsluze.
-
Záruka se nevztahuje na závady, které vznikly v důsledku:
-
používání, které je v rozporu s určením a pokyny uvedenými v Návodu k obsluze,
- přetížení přístrojé, které vyplývá z nedodržování pracovního cyklu,
- provádění oprav neoprávněnými osobami,
- provádění modifikací v konstrukci,
- mechanických, fyzikálních, chemických poškození, poškození způsobených vnějšími vlivy a faktory, znečištěním mikroprostředí,
-
poškození, která jsou následkem: montáže nevhodných náhradních dílů nebo vybavení, používání nevhodných maziv, olejů, konzervačních prostředků.
-
Záruka se nevztahuje na díly a další komponenty, které podléhají přirozenému opotřebení během provozu, jako:
tepelné pojistky, grafitové kartáče, pohonná lanka, klínové řemeny, držáky nářadí, pracovní koncovky elektrického nářadí (kotoučové pilu, vrtáky, frézy apod.), svařovací vodiče, elektrodové a hromadné držáky.
- Výrobní štítek přístroje by měl být čitelný. Reklamovaný výrobek důkladně zabezpečte před poškozením během přepravy. Pokud je to možné, dodejte v originálním balení.
Prohlášení Kupujícího
Prohlašuji, že jsem se seznámil se záručními podmínkami, což potvrzuji vlastnoručním podpisem:
DEDRA EXIM Sp. zo .o.
05-80 0 Prusz ków u l. 3 Maja 8
tel: (+ 48 / 2 2) 73-83-777
fax: (+ 48 / 2 2) 73-83-779
http://www.dedra.pl
e-mai l: info@ dedra.pl
POZNÁMKY O PROVEDE NÝCH OPRAVÁCH
| P.Č. | Datum předání k opravě | Datum provedení opravy | Rozsah opravy, popis činností v rámci opravy | Podpis opraváře |
Obsah
Výrobný štítok, model DESMi180
Výrobný štítok, model DESMi160M
![Názov zariadenia Výrobca Model Spawarka inwertorowa 160A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi160M Nr partii: XXXXXXXXX Rok prod: 2016 1~ PN EN60974-1:2013 Logo Rok výroby a číslo série Norma Obwód spawania MIGMAG: 20 A / 15 V - 160 A / 22 V X [%] 20 [%] 60 [%] 100 [%] U₃ = 78 V I₂ 160A 120 A 100 A U₃ 22V 20 V 19 V Obwód spawania MMA: 20 A / 20,8 V - 140 A / 25,6 V X [%] 20% 60% 100% U₃ = 78 V I₂ 140 A 90A 80A U₃ 25,6 V 23,6V 23,2V Obwód zasilania: U₁ = 230 V I₁max = 24 A leff=15,9A IP21S Piktogramy Čiarový kód podcastan ultrafiak (01)05902628760791 (10)11500426](/content/2026/04/665773/images/c9f58942f44dd4d5e2e6b96c9d9a5fcb8392362b6d0f21beb0226b89e56559fe.jpg)
Pred začatím práce sa uistite, či je hnací valec nastavený na správny priemer elektródového drôtu.
Zakladanie drôtu
Pred prvým pripojením zváračky skontrolujte, či sa napätie v el. sieti zhoduje s hodnotami uvedenými na výrobnom štítku.
Ked' vyberáte zástrčku zo zásuvky nikdy neťahajte za napájací kábel.
8. Zapínanie zariadenia
Pripojte k zváračke zváracie káble v súlade s označením na čelnom paneli (obr. B; obr. E).
Príprava materiálu na zváranie
Počas zvárania rozlišujeme 3 typy zváracích oblúkov:
10. Priebežné obslužné činnosti
Ak objavíte akýkol'vek nedostatok, odstráňte ho.
Zváračku skladujte v suchej miestnosti bez prístupu vlhkosti. Prúdové káble odpojte a zložte. Zariadenie skladujte na mieste mimo dosahu detí.
