
DESMi180 - Aparat de sudură DEDRA - Manual de utilizare gratuit
Găsiți gratuit manualul dispozitivului DESMi180 DEDRA în format PDF.

| Tip produs | Aparat de sudat inverter |
| Marcă | DEDRA |
| Model | DESMi180 |
| Greutate | 12 kg |
| Alimentare | 230 V ~ 50 Hz monofazat |
| Gamă de curent de sudare | 20 - 180 A |
| Tensiune maximă de sudare (MIG/MAG) | 23 V (la 180 A) |
| Diametru sârmă | 0,8 mm și 1 mm |
| Ciclu de lucru (X) | 20% la 180 A, 60% la 120 A, 100% la 100 A |
| Răcire | Ventilator |
| Grad de protecție | IP21S |
| Procedee de sudare | MIG/MAG |
| Gaz de protecție | CO₂, Ar sau amestecuri |
| Protecție termică | Da (diodă și oprire automată) |
| Sistem de aprindere ușoară | Da |
| Sistem anti-lipire | Da |
| Reglaj tensiune | Selector rotativ |
| Reglaj viteză sârmă | Selector rotativ |
| Accesorii incluse | Cablu de sudare, cablu de masă, mască de sudură cu sticlă, perie cu ciocan |
| Garanție | 48 luni |
| Întreținere | Curățați intrările de aer cu aer comprimat |
| Siguranță | Utilizați o mască de sudură și mănuși de protecție |
| Service post-vânzare | Contactați DEDRA EXIM Sp. z o.o. |
Întrebări frecvente - DESMi180 DEDRA
Întrebările utilizatorilor despre DESMi180 DEDRA
0 întrebare despre acest aparat. Răspundeți la cele pe care le cunoașteți sau puneți-vă propria.
Pune o întrebare nouă despre acest aparat
Descărcați instrucțiunile pentru Aparat de sudură în format PDF gratuit! Găsiți manualul dvs. DESMi180 - DEDRA și luați din nou în mână dispozitivul dvs. electronic. Pe această pagină sunt publicate toate documentele necesare pentru utilizarea dispozitivului dvs. DESMi180 mărcii DEDRA.
MANUAL DE UTILIZARE DESMi180 DEDRA
ROM Aparat de sudură cu invertor
Manualul de utilizare și certificatul de garanție
NL Lasinverter
- Poze, desene și scheme
- Informatii referitoare la instrucțiunile de utilizare
- Destinația aparatului de sudură
- Restrictii privind utilizarea
- Date tehnice
- Pregătire pentru folosire
- Conectarea la rețeaua de alimentare
- Pornirea aparatului de sudură
- Modul de utilizare a aparatului de sudură
- Operatiuni curente de întreținere i
- Remedierea defectiunilor prin mijloace proprii
- Observații finale, completarea
- Certificat de garantie
ATENTIE
În timpul funcționării aparatului trebuie întotdeauna să respectați normele generale de protecție a muncii, pentru a evita incendii, electrocutări sau răniri corporale.
Înainte de punerea în funcțiune a aparatului, Vă rugăm să citiți cu atenție Manualul de utilizare. Vă rugăm să păstrați Manualul de utilizare și Declarația de conformitate.
Respectarea cu strictețe a indicațiilor și a recomandărilor cuprinse în Manualul de utilizare, va contribui la prelungirea duratei de viață a aparatului.
Declarația de conformitate se află la sediul Producătorului Dedra-Exim Sp. z o.o.
Contact:
DEDRA - EXIM Sp. z o.o.
Toate drepturile rezervate. Această redactare este protejată prin legea dreptului de autor. Este interzisă copierea, reproducerea în orice fel sau multiplicarea și distribuirea parțială sau în totalitate a Manualului de utilizare fără permisiunea firmei DEDRA-EXIM
Firma Dedra-Exim își rezervă dreptul de a face modificări tehnice și constructive sau de completare a aparatului fără o notificare prealabilă
Plăcuța de identificare a echipamentului, model DESMi180
![Denumire echipament Producător Model Spawarka inwertorowa 180 A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi180 Nr partii: XXXXXXXXX Rok prod: 2015 1 ~ I₂ = PN EN60974-1:2013 Logo Data fabricației și nr lotului de producție Standard Obwód spawania: X [%] X = 78 V 10A/14,5V - 180A/23V 20 [%] 60 [%] 100 [%] I₂ 180 A 120 A 100 A U₂ 23 V 20 V 19 V Obwód zasilania: U₁ = 230 V I₁max = 24 A I₁ref = 15 A IP21S Cod de bare Pictograme (01)05902628760791 (10)11500426](/content/2026/04/665773/images/168a4a8dcb1270f61b17e1066449fc901a1ba2cc17fdbe62f5e004e4695adcfe.jpg)
Plăcuța de identificare a echipamentului, model DESMi160M
![Denumire echipament Producător Model Spawarka inwertorowa 160A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi160M Nr partii: XXXXXXXXX Rok prod: 2016 1 ~ t_f3 = PN EN60974-1:2013 Logo Data fabricației și nr lotului de producție Standard Obwód spawania MIGMAG: 20 A / 15 V - 160 A / 22 V X [%] 20 [%] 60 [%] 100 [%] U_s = 78 V I_2 160A 120 A 100 A U_2 22V 20 V 19 V Obwód spawania MMA: 20 A / 20,8 V - 140 A / 25,6 V X [%] 20% 60% 100% U_s = 78 V I_2 140 A 90A 80A U_2 25,6 V 23,6V 23,2V Obwód zasilania: U_t = 230 V I_max = 24 A leff=15,9A IP21S Parametrii tehnologici de sudare prin metoda MMA Parametrii tehnologici de alimentare Pictograme Cod de bare podicamten ultrafectat (01)05902628760791 (10)11500426](/content/2026/04/665773/images/dbfeb2b39ef8626b48319be1176397c1046c919eee68b3db612091188649eb47.jpg)
Descrierea pictogramelor

Aprinderea ușoară a arcului – sistemul facilitează aprinderea arcului

Obligatoriu: Citiți Manualul de utilizare
Aprinderea ușoară a arcului – sistemul facilitează aprinderea arcului

Obligatoriu: folositi echipamentul pentru protecția fetei (masca de sudare)

Sistemul de prevenire a distrugerii electrodului din cauza lipirii

Obilgatoriu: folosiți mănuși

Adaptat pentru alimentare din generator precum și informația privind puterea minimală

Avertisment de radiatii infraroşu

Semnalizarea activării protectiei termice

Bornă de conectare rapidă cu polaritate negativă, marcată cu (-). Înainte de a conecta verificați recomandările producătorului de electrozi – de obicei la această bornă se conectează cablul MIG/MAG

Bornă de conectare rapidă cu polaritate pozitivă, marcată cu (+). Înainte de a conecta verificați recomandările producătorului de electrozi – de obicei la această bornă se conectează cablul electrod

Bornă de conectare rapidă cu polaritate negativă, marcată cu (-). Înainte de a conecta verificați recomandările producătorului de electrozi – de obicei la această bornă se conectează cablul de masă
2. Informații referitoare la instrucțiunile de utilizare
Atentie!
În timpul lucrărilor, respectați cu strictețe indicatiile cuprinse în instrucțiunile normelor de protecție a muncii. Instrucțiunile normelor de protecție a muncii sunt atașate la dispozitiv ca document separat și trebuie păstrat. Dacă transmiteți dispozitivul altei persoane, vă rugăm să-i oferiți și manualul de utilizare, instrucțiunile de siguranță și declarația de conformitate. Firma Dedra-Exim nu își asumă responsabilitatea pentru eventuale accidente apărute ca urmare a nerespectării indicatiilor referitoare la normele de protecție a muncii.

Citiți cu atenție toate instrucțiunile de siguranță și instrucțiunile din Manualul de utilizare. Nerespectarea avertismentelor și instrucțiunilor poate cauza electrocutare sau șoc de curent electric, incendiu și / sau vătămări grave. Păstrați toate documentele și instrucțiunile care însoțesc dispozitivul, în special măsurile de siguranță și declarația de conformitate pentru a le putea consulta în caz de nevoie.
3. Destinația echipamentului
Spawarka înwertorowa DESMi180 i DESMi160M są urządzeniami przeznaczonymi do spawania łukowego w osłon Aparatele de sudură cu invertor DESMi180 și DESMi160M sunt echipamente destinate sudării cu arc electric în mediu protector de gaz. Aparatul de sudură DESMi160M permite, de asemenea sudarea cu arc electric cu electrod învelit. În constructția acestora s-au folosit tranzistori IGBT (engl. InsulatedGateBipolarTransistor) - tranzistor bipolar cu poarta izolată. Acesta este un element semiconductor de putere utilizat în convertoarele energoelectronice. Acesta combină avantajele a două tipuri de tranzistori:
uşurinta de operare/control a tranzistoarelor cu efect de câmp (FET) cu cele de înaltă tensiune și rată mare de transfer (de comutare) a tranzistoarelor bipolare.
Tanzistoarele IGBT utilizate în constructia aparatului de sudură conferă acestuia o eficientă ridicată permitând reducerea dimensiunilor de gabarit și a greutății în raport cu aparatele de sudură cu circuite electrice bazate pe alte tehnologii.
Scopul principal al ambelor modele este sudarea cu arc electric în mediu protector de gaze inerte. Folosind un gaz de protecție care conține dioxid de carbon (protecție reactivă) la sudarea prin metoda MAG și gazul de protecție care conține un amestec Argon (gaz inert), se poate lucra folosind sărmă cu diametru 0,8mm și 1,0mm, funcție de curentul d sudură dorit și de tipul operației efectuate cu ajutorul aparatului se sudură. Aparatele de sudură au fost proiectate pentru a fi conectate la o rețea de alimentare cu energie electrică 230V \~, 50 Hz (monofazată).
4. Restrictii privind utilizarea
Aparatul de sudură este proiectat pentru utilizare în mediul industrial. Aparatul de sudură poate fi utilizat în condiții casnice sub condiția respectării normelor în vigoare în domeniu, și folosirea unor dispozitive speciale de protecție pentru eliminarea expunerii la câmpul electromagnetic. Aparatul de sudură a fost proiectate în așa fel ca emisia electromagnetică să fie cât mai redusă. Cu toate acestea există posibilitatea ca el să genereze unele perturbații electromagnetice care pot afecta funcționarea computerilor și a dispozitivelor controlate de computer, dispozitivelor sistemelor de securitate, echipamentelor de măsurare, echipamentelor de radiocomunicație, dispozitivelor controlate prin radio etc.
Aparatul a fost conceput în așa fel încât să poată servi și la utilizatorii amatori.
Neautorizate modificări în constructția mecanică, electrică sau electronică, orice alte modificări, utilizare în alte scopuri decât cele descrise în manualul de utilizare vor fi considerate ca fiind ilegale și cauzează pierderea imediată a Drepturilor la Garanție și a valabilități Declarației de Conformitate.
Atentie!
- Nu aşezati aparatul de sudură pe suprafete înclinate, nestabile sau nisipoase.
- Aparatul de sudură poate să genereze perturbații în funcționarea echipamentelor controlate prin radio. Locul de muncă trebuie să pregătiți în mod corespunzător și să nu folosiți echipamentul de radiocomunicație în apropierea aparatului de sudură.
- Este interzis lucru în zona cu nori de praf sau cu praf. Asezați aparatul de sudură într-o zonă curată fără praf și murdărie, cu o liberă circulație a aerului și cu o instalație eficientă de extractie.
- Este interzis lucru în spații cu umiditate. Nu utilizați aparatul de sudură în temperaturi ambiante mai mari de 40° C Nu suprasolicitați Aparat de sudură . Respectați ciclul de funcționare specificat (factor de putere X) la reglarea tensiunii si a curentului (intensitatea) în timpul lucrului
•Se interzice utilizarea Aparat de sudură dacă în încăperea în care se află acesta sunt efectuate lucrări de polizare și de prelucrare prin așchiere (există riscul de particule în suspensie - în special particule de metal). Particulele de metal pot fi absorbite de ventilator și pot cauza deteriorări grave sistemului electronic al Aparat de sudură.
Conținutul maxim de impurități este definit în standardul polonez PN-EN 60974-1.
Curentul maxim de tăiere se obține numai atunci când energia electrică de la rețea oferă o capacitate maximă de curent. Aparat de sudură necesită o conexiune la rețeaua de alimentare cu o valoare nominală de 230 V. Folosirea cablurilor prelungitoare cu o secțiune inferioară celor originale, pot reduce semnificativ performanța aparatului. Aparat de sudură este conceput pentru a fi alimentat de la un generator electric cu o putere nominală de 10 kVA. Utilizarea generatoarelor cu o putere nominală mai mică, face imposibilă utilizarea aparatului de tăiere și reglarea optimă a curentului de tăiere.
Nu folosiți aparatul de sudură pentru dezghetarea tevilor!
Conform cu standardul PN-EN 60974-1 Echipament pentru sudare cu arc electric partea 1: Surse de curent, se disting următoarele tipuri de impurități:
a) Grad de poluare 1: Fără sau numai impurități uscate, impurități neconductibile. Impurități neimportante.
b) Grad de poluare 2: Numai impurități neconductibile, uneori, poate totuși să există o conductibilitate datorită condensatiei.
c) Grad de poluare 3: Impurități conductibile sau neconductibile, impurități uscate, care încep să conducă electricitatea din cauza condensatiei.
d) Grad de poluare 4: Impuritățile generează o conductibilitate permanentă, cauzată de praful conductibil, ploaie sau zăpadă.
Gradurile de poluare a micromediului au fost stabilite în scopul evaluării distanței de izolare în aer și pe suprafață conform cu 2.5.1 IEC 60664-1
(Termeni și definiții pct. 3.40 conform cu standardul
PN-EN 60974-1)
Conform cu standardul PN-EN 60974-1 precum și CIE 60664-1 majoritatea surselor de alimentare la sudură sunt cuprinse în categoria de supratensiune III. Acestea trebuie să fie proiectate pentru a fi utilizate în condiții de impurități de cel puțin de gradul 3 de poluare. Componentele sau subansamblurile cu distanțele de izolare în aer sau pe suprafață corespund gradului 2 de poluare și sunt admise dacă sunt complet acoperite, înglobate sau turnate conform cu CEI 60664-1
Diametrul sârmei
Diametrul sârmei depinde în principal de grosimea materialului ce urmează a fi sudat si poziția de sudare. Valorile aproximative sunt:
pentru un material de bază cu o grosime până la 2mm - sărmă 0,8mm
pentru un material de bază cu o grosime cuprinsă între 2-10mm – sărmă cu diametru 1.0 și 1,2mm
Tabela cu setări și cicluri de lucru se află pe panoul din spate sau în partea inferioară a aparatului. Legenda:
X - Ciclul de funcționare I_2 - Curentul nominal de sudură U_2 - Tensiune în stare de încărcare Se primește că perioada de timp a ciclului complet de funcționare este de 10 min (de exemplu: X=60% înseamnă că încărcarea durează 6 min. iar după acest ciclurmează 4 min. de pauză)
5. Date tehnice
Aparat de sudură cu invertor model DESMi180 DESMi160M
Tensiunea de alimentare cu energie electrică 230 V\~ 50 Hz 230V\~ 50Hz
Curent maxim de sudură prin metoda MIG/MAG 180A 160A
current maxim de sudură prin metoda MMA - 140A
Reglare intensitate curent de sudare 20 - 180 A 20 - 160A
Grosime sârmă de sudare: 0,8 și 1 mm 0,8 și 1 mm
Greutate 12 kg 12 kg
Răcire ventilator ventilator
6. Pregătirea de lucru
Aşazați aparatul de sudură pe o suprafață plană, stabilă într-un loc bine iluminat, lipsit de umezeală. Înainte de a începe operațiunea de sudare, verificați starea cablului de alimentare cu energie electrică, cablurile de sudare, cleștele port-electrod și cleștele de prindere a materialului. Nu lucrați cu elemente deteriorate. Elementele deteriorate vor fi înlocuite cu altele noi.
În timpul operațiunii de sudare, cablurile de sudură produc câmpuri electromagnetice puternice. Pentru a reduce emisiile electromagnetice așezați-le cât mai aproape unul de celălalt.
Dispozitivul MAG este echipat cu
un alimentator de sârmă, a cărui sarcină este de alimentarea cu sârmă, cablul flexibil, într-un proces continuu.
Alimentatorul de sârmă este compus din (vezi foto C sau F):
- motor de transmisie
- rola de antrenare a sârmei (C-4; F-4)
- mosor cu sârmă (C-6: F-6)
Motorul de transmisie antrenează rola de alimentare cu sârmă. Rola de antrenare are forme diferite ale canalului în care se deplasează sârma. În ambele modele s-a prevăzut o rolă de alimentare cu două caneluri pentru sărmă 0.8mm și 1mm. Alegerea necorespunzătoare a canelurii față de diametrul sărmei cât și presiunea rolelor poate fi cauza funcționării defectuoase a sistemului de alimentare, de exemplu deformarea sărmei – prin presiunea prea mare asupra sărmei, formarea de bavuri pe sărmă – alegerea necorespunzătoare a rolei și presiunea prea mare asupra sărmei, lipsa de avans a sărmei – prea mare canalul rolei față de diametrul sărmei.
Dacă doriți să sudați cu sărmă de 1mm, trebuie să deșurubați butonul rolei de antrenare (C-5: F-5), scoateți rola (C-4: F-4), întoarceti-o invers, astfel încât canalul mai mare să se afle în partea exterioară a aparatului de sudură. Apoi montați rola pe ax și strângeti butonul de fixare al acesteia.
TINETI SEAMA
Dacă rola de antrenare alunecă pe sârmă, înseamnă că presiunea este prea mică.
Dacă sârma este blocată în canelură sau este zgâriată/aşchiată de către rolă, înseamnă că presiunea este prea mare.
În cazul sudării cu sârmă tubulară (pulbere metalică), trebuie amintit faptul că echipamentul trebuie pregătit pentru acest lucru schimbând polaritatea tensiunii de ieșire la cea negativă (cablul cleștelui de sudare trebuie conectat la borna negativă, iar cablul cu legătura la masă la borna pozitivă).
În camera alimentatorului cu sârmă, folosind o cheie 17, scoateți şuruburile de fixare a cablurilor de sudură (C 1, C-2; F-1, F-2), clemele fișelor polarizării tensiunii de ieșire (marcate cu „+” și „-”) și schimbați locul acestora apoi fixați-le prin înșurubare. Pentru sudarea cu sârmă tubulară, trebuie să folosiți role de ghidare/alimentare corespunzătoare (acestea au o formă a canelurii corespunzătoare și o calitate bună a suprafeței rolei). După despachetare, echipamentul este pregătit pentru sudare cu sârmă plină. Aparatele de sudură DESMi180 și DESMi160M sunt din fabrică pregătite pentru operațiuni de sudare cu sârmă plină.
Înainte de a începe să sudați, asigurați-vă că rola de antrenare este montată cu canalul corespunzător diametrului sărmei electrod.
Montarea sârmei
Scoateți elementul de reglare a presiunii sârmei, pe care este montată rola de presiune.
- puneti mosorul cu sârmă, astfel încât sârma să fie condusă din partea de jos (Foto C sau Foto F),
- începutul sârmei îl tăiați la un unghi de 45 de grade, cu ajutorul unui clește lateral, ex. model DEDRA 1246,
- intruduceți sârma în sistemul de alimentare cu sârmă (C-7; F-7),
- intruduceți sârma în ghidajul sârmei,
- înpingeți sârma până când aceasta intră în locașul cablului de sudură (A-6; D-7),
- puneti rola de presiune și montați elementul de apăsare, fixându-l astfel încât rola să lucreze și să întâmpine o rezistentă cât mai mică,
- înșurubati cablul de sudură în fanta destinată acestuia,
- Pentru aparatul de sudură DESMi180 apăsați butonul cablului de sudură până când iese din acesta sârma.
- Pentru aparatul de sudură DESMi160M apăsați butonul situat în interiorul camerei de alimentare cu sărmă (Fig. F-8)
7. Racordarea la rețeaua de alimentare
Înainte de a conecta aparatul la o sursă de alimentare, asigurați-vă că tensiunea de alimentare corespunde cu datele de pe plăcuța aparatului.
Sistemul de alimentare al aparatului de sudură executat dintr-un cablu din cupru de o secțiune minimă de 3 x 2,5 mm 2 va fi tras de la siguranța de o valoare de cel puțin de 16A (de ex. renundanța curent seria S300 (C cu condiția că aparatul va fi conectat singur la circuitul de alimentare și va îndeplini cerințele de siguranță la utilizare. Nu conectați și nu utilizați aparatul de sudură dacă rețeaua de alimentare nu are conductor de protectie.
Instalația electrică va fi executată de un electrician autorizat. Atunci când se utilizează prelungitoare, trebuie s utilizați prelungitor adaptat la sarcina nominală și echipat în conductor de protecție. Cablul electric va fi astfel așezat încât în timpul lucrărilor să nu fie expus tăierii, arderii sau topirii. Nu folosiți prelungitoare deteriorate. Nu trageți de cablul de alimentare pentru a scoate ștecherul din priză.
8. Pornire aparat
Dacă doriți să sudați într-un loc îndepărtat de sursa de alimentare și pentru a nu avea scăderi de tensiune semnificative în cablul de alimentare, trebuie să folosiți cabluri prelungitoare cu o secțiune a conductoarelor mai mare de 2,5 mmp. Prelungitorul trebuie să aibă un cablu de protecție. Asigurați-vă că rețeaua de alimentare este echipată cu un cablu de protecție. Folosiți un cablu prelungitor cu trei fire (două fire de curent electric + un nul de împământare), cu o secțiune transversală a conductoarelor adaptată la sarcina nominală.
Comutatorul de pornire al aparatului de sudură este amplasat pe panoul din spate al acestuia. Asigurați-vă că întrerupătorul se află în poziția oprit (marcat cu OFF sau O) vezi fig. B-2 sau E-2. Conectarea la tensiune se realizează prin setarea întrerupătorului în poziția pornit (marcat cu ON sau I) vezi fig. B-2 sau E-2.
Conectați cablurile de sudare la aparat în conformitate cu polaritatea prezentată pe panoul frontal (Fig. B; Fig. E).
- Cablul de sudură, cu legătură la masă - împingeți capătul cablului în fanta marcată (cu cleștele de legătură la masă A-5) și rotiți spre dreapta până la refuz – locașul din partea de sus.
- Sârma de sudare trebuie să fie condusă conform instrucțiunilor de la punctul 7 „Pregătirea de lucru”.
- Cablul de sudură prin care trece curentul la cleştele portelectrod – împingeți capătul cablului în fanta marcată (cu mânerul MAG: A-6) și rotiți spre dreapta până la refuz.
Pe panoul frontal al aparatului de sudură (Fig. B-1: E-1) sunt amplasate două potențiometre de reglare, vezi Fig.B-3 sau E-3
- Potențiometrul din dreapta: reglează puterea/parametrii de sudare (sunt prezentate treptele de comutare a tensiunii). Modelul DESMi160M are un potențiometru cu o scală dublă de reglare a valorilor de tensiune (o scală pentru sudare prin metodele MIG/MAG iar cealaltă scală pentru sudare prin metoda MMA.
- Potentiometrul din stânga: reglează viteza de avans a sârmei de sudură.
- Panoul din spate (Fig. B-2; E-2): Conectarea gazului de protecție trebuie efectuată în conformitate cu normele de siguranță și protectția muncii.
- Panoul din spate (Fig B-2; E-2): Comutatorul general al aparatului de sudură.
Exemplu:
Cu potențiometrul din dreapta se setează valorile parametrilor energiei de sudare.
Potențiometrul din stânga prezintă scala gradată de reglare a vitezei de avans a sârmei. Viteza de avans a sârmei poate fi reglată și setată cu acest potențiometru.
Înainte de sudarea propriuzisă, trebuie să efectuați sudarea de probă pe un material similar cu aceeași grosime.
După finalizarea sudării, nu îndepărtați duza de sudură de materialul sudat, deoarece chiar și după terminarea sudării, gazul de protectie este evacuat încă aproximativ 2 secunde.
9. Utilizarea aparatului
Pregătirea materialului pentru sudare
Curățați materialul destinat sudării în locul unde urmează să fie îmbinat, și locul de fixare al cleștelui de material. Zonele cu rugină, vopsele, lacuri și alte murdăriri similare, se îndepărtează cu o perie de sărmă, hârtie abrazivă sau prin degresare chimică. Curățarea elementelor ce urmează a fi sudate manual se va realiza pe o lățime de aproximativ 25 mm.
Orice murdărire a materialului care urmează să fie sudat trebuie îndepărtată, deoarece în timpul procesului de sudare provoacă emanarea unor cantități mari de gaze și oxizi, totodată reprezintă o cauză de scădere a rezistenței îmbinării.
Sudarea prin Metoda MIG / MAG
Metodele de sudare MIG / MAG cu electrozi fuzibili au luat denumirea de la tipul gazelor de protecție. În cazul sudării prin metada MAG (Metal Active Gas) gazele de protecție, reactive sunt (CO2) și amestecuri de gaze (CO2+Ar, CO2+Ar+O2). În metoda MIG (Metal Inert Gas) se folosesc gaze de protecție inerte precum Ar-argon, He-hel cât și amestecuri cu aceste gaze. Gazul se alege funcție de materialul ce urmează a fi sudat și de procedeul de sudură (vezi Informații suplimentare). Acesta influențează arcul de sudură, alimentarea cu liantul de topit, adâncimea băii de sudură și compozitia chimică a sudurii. În ambele metode de sudare electrodul consumabil poate fi din sărmă plină sau din sărmă tubulară. Sârma este trimisă mecanic la mânerul de sudare cu ajutorul alimentatorului. Capătul sărmei iese din duză și se topește în arcul electric, formând o baie de metal topit.
Creșterea optimă a intensității curentului de sudură, depinde de sârma electrod, diametrul sârmei electrod, tipul de gaz, inductanța circuitului de sudare.
În timpul sudării, putem distinge trei tipuri de arcuri electrice de sudare:
- Scurtcircuit - se caracterizează prin stropi mici de metal lichid rezultate din topirea sârmei care ajung în baia de sudură, datorită contactului stropilor cu baia de sudură. Metalul lichid curge liber sub formă de stropi. Sudarea de acest tip oferă o mică împròscare și formarea corespunzătoare a unui cordon de sudură și o topire corespunzătoare. Se recomandă la sudarea materialelor care au o grosime de 1,5-3 mm și folosirea unei sârme cu un diametru de 0,8 mm-1,2 mm.
- Intermediar - se caracterizează prin trecerea metalului lichid rezultat din topirea sârmei care ajunge în baia de sudură sub formă de amestec (de stropi și prin pulverizare). Prin această metodă sudăm materiale ce au o grosime de 3-6mm. Trebuie să setați un nivel de curent (amperaj) mai mare.
- Fără scurtcircuit - se caracterizează prin trecerea liantului sub formă de stropi fini si superfini prin arcul electric, fără a provoca scurtcircuit. În această metodă, stropii fini se lipesc de piesele sudate a capătului de curent și de mânerul port electrod. Prin această metodă pot fi sudate elemente groase.
Sudarea prin metoda MMA cu electrod învelit (doar pentru modelul DESMi160M).
Aparatul de sudură DESMi160M permite sudarea prin metoda cu electrod învelit.
Înainte de a începe operațiunea de sudare prin această metodă, citiți informațiile cu privire la modul corect de conectare a cablurile de sudare, în conformitate cu polaritatea specificată de producătorul electrozilor. Astfel de informații ar trebui să fie disponibile pe ambalajul electrozilor.
Sudarea cu arc electric cu electrod învelit constă în aprinderea arcului electric de către sudor între capătul electrodului și materialul piesei ce urmează a fi sudat. Este un proces, în care o îmbinare puternică se obține prin aprinderea arcului electric și topirea parțială a electrodului învelit și a ingredientelor învelișului electrodului cât și a componentelor materialului de sudat. Electrodul este deplasat manual de sudor sub un unghi de înclinare bine stabilit. Se formează baia de sudură. Învelișul electrodului în funcție de tipul electrodului emană în timpul procesului de sudare o strefă de gaz formând un cordon de sudură iar pe perioada solidificării acestuia îl protejează de acțiunea mediului înconjurător. Urmează, de asemenea introducerea în procesul de sudură a elementelor de oxidare și de acoperire care formează zgură.
În parametrii de de bază ai sudurii se includ intensitatea curentului de sudură (reglabil de către sudor cu ajutorul potențiometrului de reglare a curentului) tensiunea arcului electric (reglată de către sudor prin distanța electrodului de material), viteza de sudare (reglată de sudor printr-un avans mai mic sau mai mare al electrodului), cât și de diametrul electrodului și a poziției acestuia în raport cu piesa de sudat.
Din aceste motive, procesul de sudare este în mare măsură dependent de cunoștințele de sudură, experiența, îndemânarea și practica în sudare a operatorului.
Pentru operatorii începători fără practică în sudare se recomandă efectuarea testelor de sudură pe bucăți mici de material.
Înainte de a începe lucrul, este obligatoriu să se efectueze toate etapele descrise anterior. O atenție deosebită se va acorda tuturor elementelor legate de siguranța la locul de muncă și de pregătirea locului unde se va suda, curătarea materialului de sudat și pregătirea aparatului pentru operațiunea de sudare.
Conectați cablurile de sudare, în conformitate cu polaritatea specificată de producătorul electrozilor. Introduceți ștecherul cablului de alimentare în priza de perete (comutatorul trebuie să fie în poziția oprit). Fixați cleștele de prindere la materialul care urmează să fie sudat, prindeți electrodul învelit în cleștele portelectrod. Porniți aparatul de sudură și reglați curentul necesar sudării cu ajutorul potențiometrului. Aprindeți arcul electric prin contactul electrodului cu suprafața de lucru, apoi ridicați ușor electrodul față de material la o distanță care permite menținerea arcului electric, sau prin frecarea electrodului de suprafața obiectului de lucru. Arcul electric se va menține în baia de metal topit, iar în urma solidificării acesteia rezultă cordonul de sudură. Astfel se execută operațiunea de sudare. După sudare se curăță cordonul de sudură și se îndepărtează zgura rezultată cu un ciocan. Nu aplicați următorul strat de sudură pe suprafața necurățată de zgură.
Electrozi
Alegerea diametrului electrodului învelit precum și tipului acestuia pentru materialul sudat este un parametru foarte important pentru executarea corectă a lucrului de sudură. Diametrul electrodului are o influență semnificativă asupra formei cordonului de sudură precum și adâncimii de pătrundere. Mărirea diametrului electrodului la curentul de o intensitate constantă micșorează adâncimea de pătrundere și mărește lățimea cordonului de sudură. Electrozi înveliți pot avea diametrii: 1,6 - 2,0 - 2,5 - 3,2 - 4,0 - 6,0 - 8,0 mm. Lungimea electrozilor sunt de exemplu de: pentru electrozi de diametru de 2,5mm; 250 - 300 - 350 mm, iar pentru electrozi de diametru de3,2 mm; 300 - 350 - 400 - 450 mm.
Setul complet de propietăți ale electrozilor este indicat în caracteristicile technice elaborate de producătorii electrozilor. În aceste caracteristici ar trebui să fie luate în considerare toate datele cerute de standard inclusiv: marcarea electrozilor, tipul de înveliş, destinația electrozilor, poziția de sudare, felul și intensitatea curentului de sudare în funcție de diametrul electrodului, polaritatea de conectare a electrodului, tratamentul termic necesar la sudare, condițiile de sudare și de păstrare a electrozilor.
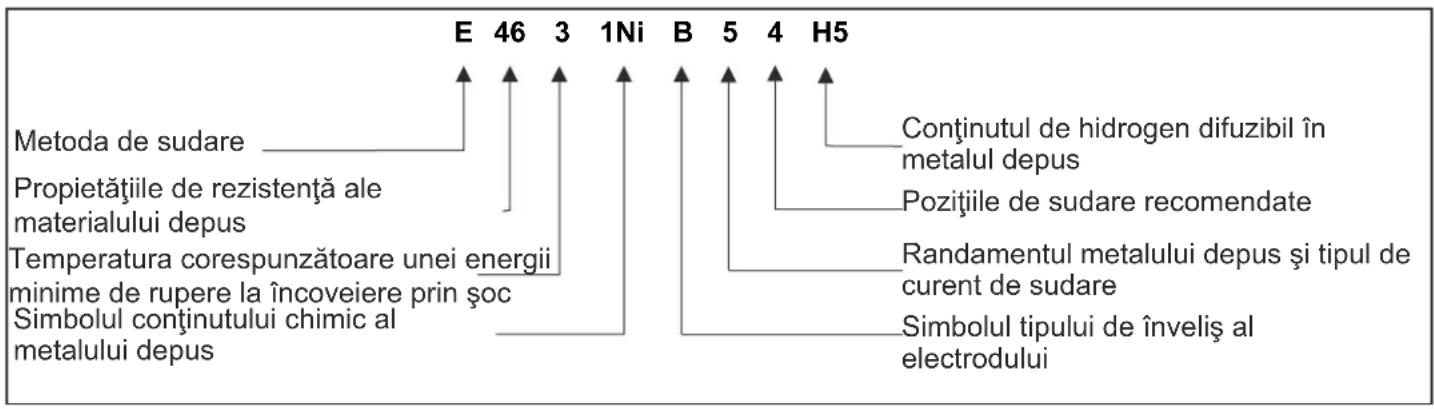
Marcarea electrozilor învelite în conformitate cu PN-EN 499 – “Tehnica sudării. Materiale pentru sudare. Electrozi înveliți pentru sudarea manuală cu arc electric a oțelurilor nealiate și cu granulație fină. Clasificare”, conține opt simboluri, de ex.
În afară de marcaje normative există marcaje propii ale fiecărui producător. Electrozii înveliți pentru sudarea manuală în funcție de destinația de sudare a tipurilor specifice de oțel sunt clasificate în conformitate cu standardele: PN-EN 757 referitor la oțel de rezistență înaltă, PN-EN 1599 referitor la oțel rezistent la căldură, PN-EN 1600 referitor la oțel inoxidabil și rezistent la căldură.
Pentru executarea lucrărilor de sudare cu apratul de sudură DESTi160L pot fi folosiți electrozi înveliți (disponibili pe piață) proveniți de la diferiți producători.
Să nu se depășească diametrul recomandat al electrozilor și totodată alegeți electrozi cu un diametru corespunzător pentru a obține o calitate bună a îmbinărilor sudate. De asemenea, se va ține seama de alegerea corectă a învelișului, adică tipul de electrod adecvat materialului de sudat și modul de executare a sudurii.
10. Operațiuni curente de întreținere
Operatiunile curente de întreținere, se vor efectua numai atunci când mașina este deconectată de la priza de curent electric.
De fiecare dată se va verifica starea tehnică a aparatului de sudură. Se verifică starea cablurilor de sudare, dacă prezintă urme de deteriorări mecanice. Se verifică starea cleștilor (portelectrod și de prindere a materialului de sudat). Se verifică starea cablului de alimentare.
În cazul descoperirii oricăror nereguli, acestea se vor elimina.
De fiecare dată, în special după terminarea lucrului se curăță fantele de ventilație care asigură intrarea aerulu la ventilator pentru răcirea componentelor aparatului de sudură. Această operațiune, se efectuează cel mai bine cu ajutorul aerului comprimat.
Păstrați curate ambele mânere ale cablurilor de sudare.
Aparatul de sudură se va păstra într-un spațiu uscat lipsit de umezeală. Cablurile de sudare se vor deconecta de la aparatul de sudură și se vor rula în cerc. Depozitați aparatul de sudură într-un spațiu inaccesibil copiilor.
11. Înlăturarea defectiunilor prin mijloace proprii
| PROBLEMA | Cauze posibile | remedii |
| Indicatorul alimentări nu este aprins ventilatorul nu funcționează, lipsa curentului la intrare | Cablul de alimentare nu este bine conectat sau este deteriorat.În priză lipsește tensiunea de la rețea.Comutator deteriorat. | Apăsați mai adânc ștecherul în priza de curent, verificați cablul de alimentare.Verificați tensiunea electrică din priză sau verificați dacă siguranța nu s-a declanșat.Înlocuitți comutatorul cu unul nou. |
| Indicatorul alimentări este aprins, ventilatorul nu funcționează sau funcționează o clipă, lipsa curentului la intrare | Tensiunea rețelei alta decât 220-240 VAparatul de sudură poate fi în stare de avarie | Introduce-ți ștecherul într-o priză de alimentare de tensiune de 230 V ~ 50 Hz.Opriți aparatul de sudare și reporniți-l după 2-3 min. |
| Indicatorul (led-ul) protectiei termice nu este aprins, lipsa curentului la intrare | Unul sau ambele cabluri electrice ale cleștelui electrodului și cleștelui de strângere deteriorate sau slab conectate | Verificați ambele cabluri și conexiunile.Strângeti bine sau înlocuiti cu altele noi dacă este necesar. |
| Indicatorul (led-ul) protectiei termice este aprins, lipsa curentului la intrare | A acționat protecția termică | A se lasă aparatul de sudură pornit până la răcire. |
12. Completarea aparatului, observații finale
Completarea aparatului, set de livrare
mpreună cu dispozitivul de sudare, echipamentul din dotare include:
- Cablul de sudare (1buc.), 2. Cablul de sudare cu legătură la masă împreună cu clește de fixare la material (1buc.), 4. Mască de protecție (1buc.) + sticlă mască sudură (1buc.), 5. Perie de sărmă și ciocănel pentru zgură (1 buc.), 6. Cablu pentru electrod cu clește (doar pentru modelul DESMi160M)
Observații finale
La comanda pieselor de schimb Vă rugăm să descrieti defectiunea piesei indicând orientativ data de cumpărare a aparatului de sudură.
În decursul perioadei de garanție, reparațiile vor fi efectuate conform reguliilor indicate în Certificatul de Garanție prezentat pe ultimele pagini ale prezentului manual. Vă rugăm să trimiteți produsul reclamat la locul unde a fost cumpărat (Vânzătorul este obliga să primească produsul reclamat) sau să trimiteți la Service’ul Central DEDRA EXIM. Adresa este indicată mai Jos și în Cartea de Garanție. Aparatul de sudare trebuie protejat împotriva eventualelor deteriorării pe parcursul transportului (ambalaj original). Vă rugăm să anexați Certificatul de Garanție eliberat de Importer și dovada de cumpărare. Fără aceste documente reparația va fi considerată serviciu postgaranție.
După expirarea perioadei de garanție reparațiile vor fi executate de către Service-Ul. Central.
Firma Dedra-Exim îți rezervă dreptul de a face modificări tehnice și constructive sau de completare ale aparatului fără o notificare prealabilă
Certificat de garanție
Ştampila vânzătorului
Data și semnătura
Nr catalog:
Denumire:
Număr serie: ....
Garantia mărfii vândute nu exclude, nu limitează și nu suspendă drepturile cumpărătorului rezultate din neconformitatea mărfii cu contractul pentru marfa vândută.
CONDITII DE GARANTIE
- Garantăm buna funcționare a produsului, în condițiile tehnice de exploatare normale, conform indicațiilor cuprinse în Manualul de utilizare.
Perioada de garanție este de 48 de luni cu începere de la data cumpărării produsului menționată în acest certificat. Garanția este valabilă pe tot teritoriul Republici Polone și în UE.Adresele unităților de service pentru fiecare țară din Europa sunt disponibile pe site-ul web www.dedra.pl. În lipsa unui centru service în țara dvs, obligația de reparație a produsului va fi realizată de o unitate de service centrală.Reclamația trebuie efectuată în scris pe perioada de garanție. - Vânzătorul are dreptul de a alege modul de a satisface remedierea defectiunilor și revendicările confirmate în perioada de garanție (repararea gratuită, înlocuirea produsului cu unul nou sau restituirea contravalorii produsului).
- Garanția se acordă numai pentru defectiunile survenite în timpul perioadei de garanție, care au rezultat din vânzarea produsului cu defectiuni (vicii) din fabricație sau în urma unor defectiuni survenite în urma aplicării unui proces tehnologic neperformant la fabricarea acestuia.
- Defecțiunile survenite în perioada de garanție vor fi remediate de DEDRA-EXIM în termenul maxim de 14 zile lucrătoare de la data livrării produsului unității de service. Perioada de remediere a unei defectiuni poate fi prelungită în cazul necesității procurării pieselor de schimb necesare reparațiilor, motiv despre care utilizatorul va fi anuntat.
- Produsul defect trebuie să fie livrat la punctul de vânzare. Garanția se acordă dacă sunt asigurate următoarele condiții:
- prezentarea Certificatului de garanție completat corespunzător,
- prezentarea unui document care confirmă faptul cumpărării produsului și data vânzării (ex. bon fiscal, sau factura fiscală VAT)
- furnizarea documentației complete conform rubricii „completarea” din manualul de utilizare.
-
Nu se acordă garanție pentru defectiuni apărute în urma:
-
utilizării echipamentului într-un mod neconform cu destinația acestuia și a indicațiilor din Manualul de utilizare,
- suprasolicitării aparatului ca urmare a nerespectării ciclului de lucru,
- efectuarea reparațiilor de către persoane neautorizate,
- efectuarea de modificări în constructția aparatului
- deteriorări rezultate din: montarea necorespunzătoare a pieselor sau a accesoriiilor, folosirea de lubrifianti, uleiuri sau conservanti necorespunzători
- deteriorări rezultate din: montarea necorespunzătoare a pieselor sau a accesoriiilor, folosirea de lubrifianti, uleiuri sau conservanti necorespunzători
- Garanția nu se acordă pieselor de schimb și componentelor consumabile predispuse uzurii naturale în timpul exploatații așa ca:
siguranțe termice, peri carbon, cabluri de conducere, curele trapezoidale, clești pentru unelte, capete funcționabile ale electrouneltelor ( fierăstraie circulare, burghiule, freze etc.) cabluri de sudură, clești pentru electrozi și de masă.
- Plăcuța cu date tehnice aplicată pe aparat, trebuie să fie lizibilă. Produsul reclamat, trebuie să fie bine protejat împotriva deteriorării în timpul transportului. Dacă e posibil livrați-l în ambalajul original.
Declaratia Cumpărătorului
Am luat la cunoștință de aceste Condiții de garanție, ceea ce confirm cu propria semnătură
DEDRA EXIM Sp. z o.o.
05-80 0 Prusz ków u l. 3 Maja 8
tel: (+48/22) 73-83-777
fax: (+48/22) 73-83-779
http://www.dedra.pl
e-mai l: info@dedra.pl

MENTIUNI CU P RIVIRE LA REPARATIILE EFFECTUATE
| No. | Data predării la reparatie | Data efectuării reparației | Domeniul de reparatie, descrierea operațiilor de reparatie | Semnătura persoanei care a efectuat reparatia |
