
DESMi180 - Lasapparaat DEDRA - Gratis gebruiksaanwijzing en handleiding
Vind de handleiding van het apparaat gratis DESMi180 DEDRA in PDF-formaat.

| Type product | Inverter lasapparaat |
| Merk | DEDRA |
| Model | DESMi180 |
| Gewicht | 12 kg |
| Voeding | 230 V ~ 50 Hz eenfasig |
| Lasstroombereik | 20 - 180 A |
| Max. lasspanning (MIG/MAG) | 23 V (bij 180 A) |
| Draaddiameter | 0,8 mm en 1 mm |
| Inschakelduur (X) | 20% bij 180 A, 60% bij 120 A, 100% bij 100 A |
| Koeling | Ventilator |
| Beschermingsgraad | IP21S |
| Lasprocessen | MIG/MAG |
| Beschermgas | CO₂, Ar of mengsels |
| Thermische beveiliging | Ja (diode en automatische uitschakeling) |
| Eenvoudig startsysteem | Ja |
| Anti-kleefsysteem | Ja |
| Spanningsinstelling | Draaiknop |
| Draadsnelheidsinstelling | Draaiknop |
| Inclusief accessoires | Lasdraad, massakabel, lasmasker met beschermglas, borstel met bikhamer |
| Garantie | 48 maanden |
| Onderhoud | Reinig de luchtinlaten met perslucht |
| Veiligheid | Gebruik een lasmasker en beschermende handschoenen |
| After-sales service | Neem contact op met DEDRA EXIM Sp. z o.o. |
Veelgestelde vragen - DESMi180 DEDRA
Gebruikersvragen over DESMi180 DEDRA
0 vraag over dit apparaat. Beantwoord die u kent of stel uw eigen vraag.
Stel een nieuwe vraag over dit apparaat
Download de handleiding voor uw Lasapparaat in PDF-formaat gratis! Vind uw handleiding DESMi180 - DEDRA en neem uw elektronisch apparaat weer in handen. Op deze pagina staan alle documenten die nodig zijn voor het gebruik van uw apparaat. DESMi180 van het merk DEDRA.
GEBRUIKSAANWIJZING DESMi180 DEDRA
Gebruiksaanwijzing met de garantiekaart
- stiepli dzenošie rullīši (C-4; F-4)
- stieples spole (C-6: F-6)
Grad de protectie IP 21S IP21S
-
Foto's en tekeningen en schema's
-
Informatie over het gebruik van deze gebruiksaanwijzing
-
Toepassingsgebied van het lasapparaat
-
Beperking van het gebruik
-
Technische gegevens
-
Op bedrijf voorbereiden
-
Aan het netwerk aansluiten
-
Het lasapparaat aanzetten
-
Gebruik van het lasapparaat
-
Lopende handelingen
-
De storingen zelfstandig verwijderen
-
slotopmerkingen, De voltooiing
-
Garantiekaart
LET OP
Het wordt aanbevolen om tijdens het bedrijf met het toestel altijd de belangrijkste arbeidsveiligheidsregels op te volgen om het uitbreken van de brand, elektrische schok of mechanische letsels te vermijden.
Vooraleer het toestel te gebruiken gelieve de inhoud van de Gebruiksaanwijzing te lezen. De Gebruiksaanwijzing, arbeidsveiligheidsvoorschriften en de Conformiteitsverklaring bewaren.
Door de aanwijzingen en aanbevelingen van de Gebruiksaanwijzing strikt op te volgen wordt de duurzaamheid van uw toestel verlengd.
Deklaracja De Conformiteitsverklaring ligt in de vestiging ter inzage van de producent Dedra-Exim Sp. z o.o.
Contact:
DEDRA - EXIM Sp. z o.o.
Alle rechten voorbehouden. Deze publicatie wordt auteursrechtelijk beschermd. Het kopieren of openbaar maken van de fragmenten of het geheel van de Gebruiksaanwijzing zonder de toestemming van de firma Dedra-Exim is verboden.
De firma DEDRA-EXIM behoudt het recht om de constructie, techniek en de voltooiing te wijzigen zonder ingebrekestelling.
Typeplaatje, model DESMi180
![Naam apparaat Fabrikant Model Spawarka inwertorowa 180 A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi180 Nr partii: XXXXXXXXX Rok prod: 2015 1 ~ t₁ / t₂ = = = PN EN60974-1:2013 Logo Bouwjaar en lotnummer Norm Obwód spawania: Parameters van het lascircuit U₅=78 V 10A/14,5V - 180A/23V X [%] 20 [%] 60 [%] 100 [%] I₇ 180 A 120 A 100 A U₃ 23 V 20 V 19 V Obwód zasilania: Parameters van het voedingscircuit 1 ~ 50 Hz U₁=230 V I₁max=24 A I₁ref=15 A IP21S Pictogrammen Streepjescode](/content/2026/04/665773/images/9afe8ca270364d51696eba6f1bd070fc855438fe686614745f8fb89fa1d0709b.jpg)
Typeplaatje, model DESMi160M
![Naam apparaat Fabrikant Model Spawarka inwertorowa 160A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi160M Nr partii: XXXXXXXXX Rok prod: 2016 1~ PN EN60974-1:2013 Logo Bouwjaar en lotnummer Norm Obwód spawania MIGMAG: Parametry obwodu spawaniaMIG/MAG U₃=78 V 20 A / 15 V - 160 A / 22 V X [%] 20 [%] 60 [%] 100 [%] I₂ 160A 120 A 100 A U₂ 22V 20 V 19 V Obwód spawania MMA: Parametry obwodu spawaniaMMA U₃=78 V 20 A / 20,8 V - 140 A / 25,6 V X [%] 20% 60% 100% I₂ 140 A 90A 80A U₂ 25,6 V 23,6V 23,2V Obwód zasilania: Parameters van het voedingscircuit 1 ~ 50 Hz U₁=230 V I₁max = 24 A leff=15,9A IP21S Pictogrammen Streepjescode](/content/2026/04/665773/images/7344139999de4713120c6abdee550bf005b5d454213c2661de2a20d9860eea1e.jpg)
Omschrijving van de gebruikte pictogrammen

Gemakkelijke boogontsteking - hulpsysteem voor het ontsteken van de boog

BEVEL: Lees de gebruiksaanwijzing
Starttoename van de lasstroom – regelingssystem van boogdynamiek en zijn stabiliteit

Bevel tot gebruik van gezichtsbescherming (lasmasker)

Het systeem dat de vernietiging van de elektrode door het plakken voorkomt

Bevel tot gebruik van handschoenen

Aanpassing om door generator van stroom voorzien te worden en informatie over zijn minimaal vermogen

Waarschuwing van infrarode straling

Controlelamp van de thermische beveiliging

Markering van het contact van pool (-): voor de aansluiting de aanbevelingen van de fabrikant van de elektroden controleren - meestal wordt aan dit contact de MIG/MAG kabel aangesloten.

Markering van het contact van pool (+): voor de aansluiting de aanbevelingen van de fabrikant van de elektroden controleren - meestal wordt aan dit contact de elektrodekabel aangesloten.

Markering van het contact van pool (-): voor de aansluiting de aanbevelingen van de fabrikant van de elektroden controleren - meestal wordt aan dit contact de aardingskabel aangesloten.
2. Informatie over het gebruik van deze gebruiksaanwijzing Let op!
Tijdens bedrijf dienen de aanwijzingen opgenomen in de arbeidsveiligheidsvoorschriften absoluut te worden opgevolgd. De arbeidsveiligheidsvoorschriften worden bij het toestel bijgesloten als een afzonderlijke brochure en dienen te worden bewaard. Indien het toestel aan een andere persoon wordt overgedragen dient deze ook de Gebruiksaanwijzing, de arbeidsveiligheidsvoorschriften en de Conformiteitsverklaring te ontvangen. De firma Dedra-Exim is niet aansprakelijk voor ongelukken ontstaan door het niet opvolgen van de aanwijzingen voor arbeidsveiligheid.
Let op!
Alle veiligheidsinstructies en de Gebruiksaanwijzing nauwkeurig lezen. Het niet opvolgen van de waarschuwingen en instructies kan leiden tot elektrische schok, brand en/of ernstige letsels. Alle gebruiksaanwijzingen, veiligheidsinstructies en de Conformiteitsverklaring voor de toekomst bewaren
3. Beoogde gebruik
De inverter lasmachines DESMi180 en DESMi160M zijn bedoeld voor het booglassen in gas. Met de lasmachine DESMi160M kunt u ook met beklede elektrode lassen. Deze lasmachines zijn uitgerust in de IGBT transistoren (Engelse afkorting Insulated Gate Bipolar Transistor) - bipolaire transistoren met geïsoleerde poort. Dit zijn halfgeleidercomponenten die in vermogenselektronische omvormers worden gebruikt. Zij combineeren de voordelen van twee soorten transistoren: de gebruiksvriendelijke sturing van een veldeffecttransistor en de hoge verdeling spanning en schakelsnelheid van een bipolaire transistor.
Dankzij het gebruik van IGBTs is deze lasmachine zeer efficiënt ondanks de beperkte afmetingen en het beperkte gewicht ten opzichte van lasmaschines met stroomcircuits die op andere technologieën gebaseerd zijn.
Beide modellen zijn vooral bestemd voor het booglassen in gasmengsels, in koolstofdioxide (reactieve bescherming) bij het MAG-lassen en voor het lassen in Ar (inert gas). Met deze modellen kan men werken met gebruik van lasdraad van 0,8 mm en 1,0 mm, afhankelijk van de ingestelde lasstroom, de behoeften en de aard van de operatie die met de lasser uitvoert. De lasmachines zijn geschikt voor de spanning van 230V \~, 50 Hz (1 fase).
4. Beperking van het gebruik
Het lasapparaat werd ontworpen voor werk in de industrie. Huishoudelijk gebruik van het lasapparaat is uitsluitend toegestaan bij gebruik in overeenstemming met de geldende normen, speciale voorzorgsmaatregelen vereist om de blootstelling aan elektromagnetische velden te elimineren. Hoewel het lasapparaat zo werd ontworpen da de elektromagnetische straling wordt geminimaliseerd, kan het toch elektronische interferentie veroorzaken. Het kan de werking van computers en computergestuurde apparatuur, systemen van veiligheidsuitrusting, meetapparatuur, radiocommunicatieapparatuur, met radio gestuurde apparaten etc. beïnvloeden.
Het apparaat wordt ook voor toepassing door amateurgebruikers ontworpen.
Zelfstandige wijzigingen in de mechanische en elektrische of elektronische constructie, alle aanpassingen en handelingen die niet in de Gebruiksaanwijzing worden omschreven worden beschouwd als onrechtmatig en leiden tot onmiddellijk verlies van de Garantierechten en de Conformiteitsverklaring vervalt.
Let op!
- Het lasapparaat niet op een schuine, niet stabiele of losse grond plaatsen.
- De werking van de met radio gestuurde apparatuur kan door het lasapparaat worden verhinderd. De werkplek moet geschikt worden voorbereid en er mag geen radioapparatuur in de buurt van het lasapparaat worden gebruikt.
- Het is verboden in de stoffige ruimtes te werken. Het lasapparaat in een stof- en vuilvrije ruimte plaatsen, met de luchtcirculatie en een efficiënte stofafzuigingsinstallatie.
- Het is verboden in de vochtige ruimtes te werken. Het lasapparaat niet bij een temperatuur boven 40° C gebruiken. Het lasapparaat niet overbelasten. Tijdens het lassen de bepaalde werkcyclus (X coefficiënt) bij stroomafstellingen houden.
- Het is verboden snijwerk te verrichten indien in dezelfde ruimte slijpwerk en verspanen wordt verricht (het gaat vooral om spanen van metaal). De spanen kunnen door de ventilator naar binnen worden gezogen en ernstige schade aan de elektronica van de snijder veroorzaken.
De graden van verontreiniging zijn bepaald in de norm PN-EN 60974-1.
De maximale bedrijfsstroom is haalbaar, mits de elektrische installatie volledige prestaties biedt. De snijder moet worden aangesloten op de voeding met een nominale waarde van 230 V. Verlengsnoeren met kleine diameters hebben een aanzienlijke vermindering van de prestaties van het apparaat tot gevolg. De snijder kan ook gevoed worden met behulp van een stroomgenerator van de nominale waarde van 10 kVA. Het gebruik van aggregater van lagere vermogen maakt het onmogelijk om van alle beschikbare stroominstellingen van de snijmachine gebruik te maken.
Het lasapparaat wordt nooit gebruikt voor ontdooien van de buizen.
Conform de norm PN-EN 60974-1 Apparaten voor booglassen deel 1: Lasstroombronnen er worden volgende vormen van vervuiling onderscheiden:
a) Vervuilingsgraad 1: Geen verontreiniging of alleen droge, niet-geleidende vervuiling. Verontreinigingen zijn irrelevant.
b) Vervuilingsgraad 2: Enkel niet-geleidende vervuiling, soms echter geleiding veroorzaakt door condensatie.
c) Vervuilingsgraad 3: Geleidende vervuiling of niet-geleidende droge vervuiling die door condensatie leiden
d) Vervuilingsgraad 4: De vervuiling genereert solide geleiding, veroorzaakt door geleidend stof, regen of sneeuw.
De vervuilingsgraden van het micromilieu worden bepaald ter beoordeling van de isolatie-interval in de lucht en op het oppervlakte conform 2.5.1 IEC 60664-1
(Termen en definities punt 3.40 pag. 13 conform de norm PN-EN 60974-1)
Conform de normen PN-EN 60974-1 en IEC 60664-1 de meeste lasenergiebronnen behoren tot de 3de categorie van overspanning. Ze zullen worden ontworpen voor gebruikt in de omstandigheden van minimaal vervuilingsgraad 3. De onderdelen en componenten met isolatieinterval in de lucht of op het oppervlakte toepasbaar aan vervuilingsgraad 2 worden toegelaten indien worden bekleed, omhuld of overgegeten conform IEC 60664-1.
Draaddiameter
De draaddiameter hangt vooral af van de dikte van het werkstuk en de laspositie. Indicatieve waarden zijn als volgt:
voor het materiaal t/m. 2 mm dik - draad 0,8 mm
voor het materiaal van 2 t/m. 10 mm dik: draden met een diameter van 1,0 en 1,2 mm
Tabel van afstellingen en bedrijfscyclus bevindt zich op het achterpaneel of aan de onderkant van het apparaat. Verklaring:
X - Bedrijfscyclus I_2 - Nominale lasstroom U_2 - Spanning onder belasting
Het wordt aangenomen dat de tijd van het volledige cyclus 10 min. duurt (Voorbeeld: X = 60% betekent dat de belasting 6 min. duurt en na het cyclus volgt een pauze van 4 min.)
Maximale lasstroom bij MIG/MAG 180A 160A
Maximale lasstroom bij MMA - 140A
Ampère bereik 20 - 180 A 20 - 160A
Lasdraad diameters 0,8 en 1 mm 0,8 en 1 mm
Gewicht 12 kg 12 kg
Koeling ventilator ventilator
6. Voorbereiding van de machine
De lasmachine moet in een goed verlichte en vochtvrije ruimte staan. Controleer voor de aanvang van de werkzaamheden de voedingskabel, lasdraden, elektrodehouder en materiaalklemmen. Geen werkzaamheden uitvoeren indien die onderdelen beschadigd zijn. Vervang de beschadigde ondernemen met gebrekenvrije onderdelen.
Tijdens het lassen produceren de stroomgeleiders sterke elektromagnetische veld. Om de elektromagnetische straling te beperken moeten de stroomgeleiders dicht bij elkaar worden geplaatst.
Het MAG apparaat is uitgerust met een draadgeleider, die de draad in een flexibele slang geleidt. De geleider bestaat uit (zie foto C of F):
- aandrijvingsunit
- draadgeleidende rollen (C-4; F-4)
- draadspoel (C-6: F-6)
De aandrijvingsunit drijft via een versnellingsbak de rollen van de draad aan. De rollen kunnen diverse groeven hebben waarin de draad beweegt. In beide modellen heeft de rol twee groeven, voor draad 0,8 mm en 1 mm. Niet juiste keuze van de groef en van de rollendruk kan leiden tot niet correcte werk van het aanvoersysteem. Daardoor kan de draad vervormd worden (wanneer de draad te sterk gedrukt wordt), er kan een uitloop van de draad ontstaan (door niet juiste keuze van de rol en te sterke druk op de draad) of de draad kan niet voortbewegen (de wig van de groef is te groot ten opzichte van de diameter van de draad).
Als u met draad 1mm wilt lassen, draai de knop van de aandrijfrol (C-5: F-5) los, verwijder de rol (C-4: F-4) zo dat de grotere groef aan de buitenste zijde van de lasmachine komt te staan. Vervolgens zet de rol op de as en draai de draaiknop vast.
ONTHOUD WEL
Als de geleidende rol op de draad glijdt, dan wilt dat zeggen dat de druk onvoldoende is. Als de draad vastloopt door de rol word afgesneden, wilt dat zeggen dat de druk overmatig is.
Bij het lassen met gevulde draad moet men niet vergeten om de machine goed voor te bereiden door het veranderen van de polariteit van de uitgangsspanning naar negatief (de kabel van de lastoorts moet worden aangesloten aan de negatieve klem en de massakabel aan de positieve aansluitklem).
Draai met sleutel nr. 17 in de draadgeleiderbehuizing de bevestigingsschroeven van de stroomgeleiders los (1, C-2; F-1, F-2), draai los de polariteitklemmen van de uitgangsspanning (aangeduid met "+" en "-" en verwissel ze een met de ander, en vervolgens draai ze vast. Om met gevulde draad te lassen moet u geschik rollen gebruiken (zij hebben de geschikte vorm en kwaliteit van het groefoppervlak). Na het uitpakken moet he apparaat worden voorbereid voor het lassen met massieve draad. De lasmaschines DESMi180 en DESMi160M zijn geschikt voor het lassen met massieve draad.
Voor de aanvang van het werk, controleer of de geleidende rol op de juiste diameter van de elektrodedraad ingesteld.
Monteren van de draad
Verwijder het onderdeel waarmee de druk van de draad wordt aangepast en waarop de drukrol gemonteerd wordt.
- zet de trommel, zodat de draad van beneden aangevoerd wordt (Foto C of Foto F),
- knip het begin van de draad af onder de hoek van 45 graden, bijvoorbeeld met behulp van een kniptang, mo DEDRA 1246,
- steek de draad in de draad aanvoersysteem (C-7; F-7)
- steek de draad in de draadgeleider,
- schuif de draad door totdat het uit de lastoorts uitsteekt (A-6; D-7)
- zet de drukrol en het drukstuk, stel de druksterkte zodanig in dat de rol met wat weerstand werkt,
- schroef de laskabel in het toortsmondstuk in,
- voor het model DESMi180 druk de laskabelknop in en houd hem ingedrukt totdat de draad uit komt.
- Voor de lasmaschine DESMi160M druk op de knop binnen in de draadbehuizing (Afbeelding F-8)
7. Aan het netwerk aansluiten
Vooraleer het toestel aan een elektriciteitsbron wordt aangesloten controleren of de voedingsspanning met de op de typeplaat weergegeven waarde correspondeert.
De voedingsinstallatie van het apparaat dient met een koperen kabel met een minimale doorsnede van 3 x 2,5 mm 2 te worden uitgevoerd, aan de zekering met de minimale waarde van 16A (bv. stroomzekering van serie S300 (C)) te worden aangesloten. Er wordt ervan uitgegaan dat het apparaat zelfstandig aan het stroomcircuit wordt aangesloten en dient aan de veiligheidseisen te voldoen. Het lasapparaat niet aansluiten en niet gebruiken als er geen beschermende draad bestaat.
De installatie dient door een bevoegde elektricien te worden uitgevoerd. Bij gebruik van verlengkabels dient men te controleren of de diameter van de draad niet kleiner dan vereist is (zie tabel). De elektrische kabel zo plaatsen dat hij tijdens bedrijf niet doorgesneden kan worden. Geen beschadigde verlengkabels gebruiken.
Aan de voedingskabel niet trekken bij het uitnemen van het stekker uit het stopcontact.
8. Het aanzetten van het apparaat
Als er gelast moet worden op een plaats die ver weg is van het stopcontact of bij het risico van aanzienlijke spanningsdalingen in het netssnoer, gebruik verlengsnoeren met aderdiametergroter dan 2,5 mm2. Het verlengsnoer moet zijn voorzien van een beschermende aardgeleider. Controleer of het elektrisch netwerk wel uitgerust is met een beschermende aardgeleider. Gebruik een 3-aderig verlengsnoer (met beschermende aardgeleider), met aderdiameter die geschikt is voor de nominale belasting.
De aan/uit-schakelaar van de lasmaschine bevindt zich op het achterpaneel van het apparaat. Controleer of de schakelaar op UIT staat (aangeduid als OFF of O) - zie Afb. B-2 of E-2. De spanning wordt aangevoerd door het zetten van de schakelaar op AAN (aangeduid als ON of I) - zie Afb. B-2 of E-2.
Sluit de laskabels op de lasmachine aan overeenkomstig de markering op het voorpaneel (Afb. B; Afb. E).
- Laskabel met aarding - zet het uiteinde van de kabel in het stopcontact aangeduid met een symbool ma het massakle A-5 en draai naar rechts totdat u weerstand voelt, het is het bovenste contact.
- De lasdraad monteren overeenkomstig punt 7 "Voorbereiding voor werk".
- Schroef de laskabel die de stroom aan de elektrodehouder toevoert in het contact (MAG toortskabel: A-6).
Op het voorpaneel van de lasmachine (Afb. B-1: E-1) zijn er twee draaiknoppen, zie Afb. B-3 of E-3
- De rechter draaiknop dient voor de instelling van lasparameters (met spanningsschaal daarnaast).
Bij het model DESMi160M is deze draaiknop aangeduid met een dubbele schaal met spanningswaarden voor het MIG/MAG-lassen en voor het MMA-lassen. - De linker draaiknop: instelling van de uitschuifingssnelheid van de lasdraad.
- Achterpaneel (Afb. B-2; E-2): De aansluiting van het beschermgas moet worden uitgevoerd overeenkomstig de beginselen van de gezondheid en veiligheid op het werk.
- Achterpaneel (Afb. B-2; E-2): Aan/uit-schakelaar van de lasmachine.
Voorbeeld:
De rechter draaiknop is ingesteld op de parameters van de lasenergie.
De linker draaiknop met toenemende schaal wordt gebruikt om de snelheid van draadaanvoer aan te passen. De lasdraad zal uitschuiven met de op deze knop ingestelde snelheid.
Voordat u het lassen begint, moet u testlassen uitvoeren op een soortgelijk materiaal van dezelfde dikte.
Na het lassen het mondstuk niet van de lasnaad verwijderen omdat het beschermgas nog steeds gedurende ongeveer 2 seconden toegevoerd wordt.
9. Gebruik van het apparaat
Voorbereiding van het te lassen werkstuk
Reinig het te lassen werkstuk op plaatsen waar de lasnaad komt en op de bevestigingspunten van de klemmen. Verwijder roest, verf, lak en dergelijke vervuiling met een staalborstel, schuurpapier of door chemische ontvetting. Het reinigen van werkstukken die handmatig te lassen zijn wordt gedaan op de breedte van de ongeveer 25 mm.
Verwijder alle verontreinigingen van het materiaal omdat zij tijdens het lassen grote hoeveelheden gas en oxiden produceren en bovendien de lasnaad verzwakken.
MIG/MAG-lassen
De MIG/MAG-lassen methods halen hun namen van het type van beschermgassen die daarbij worden gebruikt. Bij het MAG-lassen (Metal Active Gas) gebruikt men als reactieve, beschermgassen de CO2 en gasmengsels (CO2 + Ar + O2). Bij het MIG-lassen (Metal Inert Gas) worden inerte gassen gebruikt zoals Ar - argon, He - helium en mengsels van deze gassen. Het beschermgas moet worden gekozen aan de hand van het te lassen materiaal en de lasproces (zie Aanvullende Informatie). Het gas beïnvloedt de lasboog, de toevoer van de gesmolten lasdraad, de penetratiediepte en de chemische samenstelling van de las. In beide methoden van lassen met afsmeltende elektrode kan men massieve of gevulde draad gebruiken. De draad wordt automatisch aan het lastoorts aangevoerd met behulp van een draadgeleider. Het uiteinde van de draad schuift uit het mondstuk van de toorts uit en smelt in de ontstoken boog waardoor een lasbad van vloeibaar metaal wordt gevormd.
De optimale toename van de lasstroom hangt af van de elektrodedraad, draaddiameter, soort gas en inductiviteit van het lascircuit.
Bij het lassen kunnen wij drie soorten lasbogen onderscheiden:
- Kortsluitingsboog - gekenmerkt door kleine druppels. Het vloeibare metaal van de draad gaat naar de lasbad door als gevolg van het contact tussen de druppel en de lasbad. Het vloeibaar metaal stroomt vrij in de vorm van druppels. Dit soort lassen geeft weinig spatten en de juiste vormgeving van de lasnaad en de geschikte smelt. Deze methode is aanbevolen voor het lassen van materialen met een dikte van 1,5 - 3 mm en bij de diameter van de draad tussen 0,8 mm en 1,2 mm.
- Overgangsboog - gekenmerkt door de overgang van het vloeibaar metaal van de lasdraad naar de lasbad in gemengde vorm (van druppeltjes en sproei). Deze methode gebruiken wij bij het lassen van materiaal van 3 t/m 6 mm di Hogere stroomsterktes instellen.
- Sproeiboog - gekenmerkt door het overbrengen van heel fijne druppeltjes door de elektrische boog, zonder kortsluiting te veroorzaken. Bij deze methode, kleven kleine druppels aan de gelaste elementen van de elektrode-houder en lastoorts. Met deze methode kunt u dikke werkstukken lassen.
Het MMA lassen met beklede elektrode (slechts voor het model DESMi160M)
Met de lasmachine DESMi160M kunt u met beklede elektrode lassen.
Vóór het lassen met gebruik van deze methode moet u van de fabrikant van elektrodes informatie verkrijgen over de juiste manier van aansluiting van de polariteit van de kabels. Dergelijke informatie moet beschikbaar zijn op de verpakking van de elektrode.
Bij het booglassen met beklede elektrode ontsteekt de lasser de boog tussen het uiteinde van de elektrode en het te lassen werkstuk. Bij dit proces wordt een permanente verbinding verkregen door het smelten met de warmte van de boog van de kern van de beklede elektrode en de metalische componenten van de elektrodebekleding met het gelaste materiaal. De lasser verschuift de elektrode handmatig en zet de elektrode onder een bepaalde hoek. Zo wordt de lasnaad gevormd. De elektrodebekleding - afhankelijk van het soort elektrode - produceert tijdens het lassen een gasbescherming van het laszone waardoor deze zone tegen de invloed van de buitenomgeving beschermd is. Er komen ook deoxidireende elementen vrij in de laszone waardoor slak gevormd wordt.
De fundamentele parameters van het lassen omvatten: lasstroomsterkte (door de lasser in te stellen met de draaiknop van stroominstelling), spanning van de elektrische boog (door de lasser in te stellen aan de hand van de afstand tussen de elektrode en het werkstuk), snelheid van het lassen (door de lasser te bepalen door handmatig de beweging van de elektrode te versnellen of vertragen) en diameter van de elektrode en de positie daarvan tegenover de lasnaad.
Voor deze redenen, hangt het lasproces in belangrijke mate af van de kennis, de ervaring, de vaardigheden en de praktijk van de lasser.
Voor minder geschoolde lassers wordt aanbevolen om testlassen te doen op niet nodige stukken materiaal.
Voor de aanvang van werkzaamheden bent u verplicht alle eerder beschreven stappen uit te voeren. Bijzondere aandacht moet worden besteed aan alle onderdelen met betrekking tot arbeidsveiligheid, voorbereiding van de werkplek, reiniging van het te lassen werkstuk en voorbereiding van de machine.
Sluit de stroomgeleiders op de lasmachine aan overeenkomstig de polariteit zoals door de fabrikant van de elektroden is aangegeven. Steek de stekker in het stopcontact (de aan/uit knop moet op uit-stand staan). Zet de klem op het te lassen materiaal. Zet de beklede elektrode in de elektrodehouder. Zet de lasmachine aan en stel de gewenste lasstroom met de draaiknop in. Ontsteek de boog door de elektrode met het werkstuk kort te sluiten en zet de elektrode van het materiaal af tot een afstand waarbij de boog behouden wordt, of ontsteel de boog door het wrijven met de elektrode tegen het oppervlak van het werkstuk. De boog wordt altijd ontstoken binnen de zone van de te maken lasnaad. Voer de lasoperatie uit. Na het lassen reinig de lasnaad door het verwijderen van slakresten met behulp van een hamer. Maak geen volgende lasnaad voordat u het oppervlak niet heeft gereinigd.
Elektroden
De keuze van de diameter van de beklede elektrode en haar type met het voor lassen bedoeld werkstuk is een belangrijke parameter van de uitvoering van het lasproces. De elektrodediameter heeft een aanzienlijk invloed op de lasnaad en de diepte van het binnendringen. De vergroting van de elektrodediameter bij constante stroom verlaagt de diepte van het binnendringen en verbreedt de lasnaad. De beklede elektroden kunnen volgende diameters bezitten: 1,6 - 2,0 - 2,5 - 3,2 - 4,0 - 6,0 - 8,0mm. De lengtes van de elektroden zijn van de diameters afhankelijk en bedragen: voor elektroden met de diameter 2,5mm; 250 - 300 - 350 mm, en voor elektroden met de diameter 3,2 mm; 300 - 350 - 400 - 450 mm.
De volledige omschrijving van de eigenschappen van de elektroden is in de technische kenmerken, die door de producent van de elektroden worden bewerkt. In de technische kenmerken dienen alle gegevens die door de normen worden vereist staan, waaronder: markering van de elektrode, bekledingstype, laspositie, aard en intensiteit van de lasstroom afhankelijk van de diameter van de elektrode, de polariteit van de elektroden, de thermische behandeling bij het lassen, de droog- en opslagomstandigheden van de elektroden.
De markering van de beklede elektroden volgens PN-EN 499 –, Lassen. Aanvullende lasmaterialen. Beklede elektroden voor handmatig booglassen van ongelegeerd en fijnkorrel staal. Markering" bestaat uit acht tekens, bv.
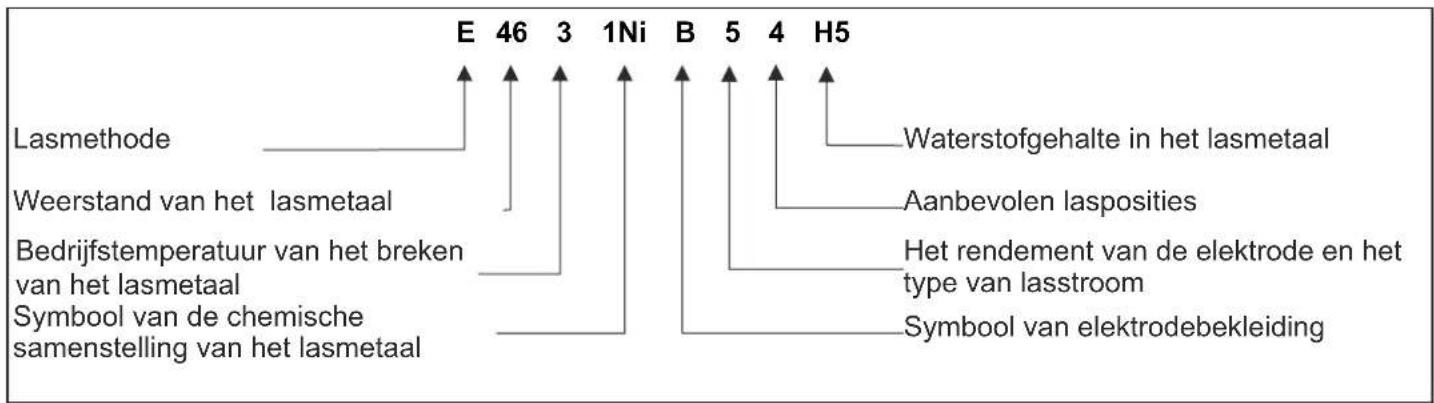
Behalve normatieve markeringen worden ook eigen markeringen van de individuele producenten van de elektroden gehanteerd. De beklede elektroden voor handmatig booglassen worden ook afhankelijk van de toepassing van het lassen van specifieke staalsoorten conform de normen geclassificeerd : PN-EN 757 betreffende hoogsterkt staal, PN-EN 1599 betreffende hittebestendig staal, PN-EN 1600 betreffende roestvrij en hittebestendig staal.
Bij het werken met DESMi160M lasmachine kunt u de op de markt beschikbare elektroden van verschillende fabrikanten gebruiken.
Overschrijd niet de aanbevolen diameters van de elektroden. Kies de juiste diameter om een optimale lasnaad te verkrijgen. U moet wel de juiste bekleding (elektrodesoort) kiezen, aan de hand van het te lassen werkstuk en te verkrijgen lasnaad.
10. Dagelijks onderhoud
Het dagelijks onderhoud moet worden verricht na het verwijderen van de stekker uit het stopcontact.
Controleer telkens de toestand van de lasmachine. Controleer of de stroomgeleiders goed werken en geen sporen van mechanische schade dragen. Controleer beide houders. Controleer de voedingskabel.
Mocht u gebreken tegenkomen, verwijder deze.
Bij iedere gelegenheid, in het bijzonder wanneer u klaar bent met het werk, reinig de luchtinlaten van de ventilator die de lasmachine koelt. Dit doet u het best met behulp van perslucht. Houd beide houders van stroomgeleiders schoon.
Bewaar de lasmachine in droge en vochtvrije ruimte. Schakel de stroomgeleiders uit en rol ze op. Bewaar het apparaat buiten bereik van kinderen.
11. De storingen zelfstandig verwijderen
| PROBLEEM | OORZAAK | Oplossing |
| Controlelampje van stroomvoorziening brandt niet, ventilator werkt niet, geen uitgangsstroom | De voedingskabel is verkeerd aangesloten of beschadigd.Er is geen netwerkspanning in het contact.De schakelaar is beschadigd. | De stekker dieper in het contact drukken, de voedingskabel controleren.De spanning in het contact controleren. Controleren of de zekering niet heeft gewerkt.De schakelaar met een nieuwe vervangen. |
| Controlelampje van stroomvoorziening brandt, ventilator werkt niet of werkt momenteel, geen uitgangsstroom. | Netwerkspanning anders dan 220-240 VHet lasapparaat kan in storingsbedrijf zijn | De stekker in het stopcontact met de spanning 230 V ~ 50 Hz steken.Het lasapparaat voor 2-3 min. uitzetten en opnieuw aanzetten. |
| Controlelampje (LED) van de thermische beveiliging brandt niet, geen uitgangsstroom. | Een of beide stroomkabels beschadigd of verkeerd aangesloten; elektrodehouder en klemhouder | Beide kabels en aansluiting controleren. Correct klemmen of indien nodig tegen de nieuwe vervangen. |
| Controlelampje (LED) van de thermische beveiliging brandt, geen uitgangsstroom. | De thermische beveiliging werd geactiveerd | Het lasapparaat aangezet achterlaten totdat het afkoelt. |
12. Eindopmerkingen
Compleet product
Het apparaat is uitgerust met de volgende aanvullende onderdelen:
- Laskabel (1 st.), 2. Massakabel met klem (1 st.), 4. Beschermend masker (1 st.) + lasglas (1 st.), 5. Borstel met hamer (1 st.), 6. Elektrodekabel met klem (slechts het model DESMi160M)
Slotopmerkingen
Bij bestelling van onderdelen het defecte onderdeel met vermelding van de waarschijnlijke datum van aankoop van het lasapparaat opgeven.
Tijdens de garantieperiode worden reparaties uitgevoerd onder de op de laatste pagina in de Garantiekaar vermelde voorwaarden. Het defecte product voor herstelling op de plaats van aankoop (de verkoper verplicht is om het geclaimde product te aanvaarden) te leveren of naar het Servicecentrum van DEDRA EXIM te sturen. Het adres wordt vermeld in de Garantiekaart. Het lasapparaat moet voor vervoer zorgvuldig worden beveiligd tegen beschadiging (originele verpakking). Gelieve Garantiekaart opgesteld door de importeur of de aankoopbevestiging meeleveren. Zonder deze documenten wordt de reparatie als een post-garantie reparatie beschouwd.
Na de garantieperiode worden de herstellingen door het Servicecentrum uitgevoerd. Het beschadigde product naar het Servicecentrum sturen (de verzendkosten worden door de gebruiker gedragen).
De firma DEDRA-EXIM behoudt het recht om de constructie, techniek en de voltooiing te wijzigen zonder ingebrekestelling.
Garantiekaart
-Stempel van de verkoper-
Datum en handtekening
Catalogusnummer:
Benaming:
Partijnummer: ....
De garantie voor het verkochte product sluit de rechten van de koper niet uit die voortvloeien uit de bepalingen van de waarborg op verkochte producten en beperkt ze niet.
GARANTIEVOORWAARDEN
- We garanderen dat het product goed functioneert, in overeenstemming met de technische en gebruiksvoorwaarden als beschreven in de Gebruiksaanwijzing. We geven garantie voor de periode van 48 maanden te rekenen vanaf de aankoopdatum als weergegeven op dit document. De garantie is geldig op het gebied van de Republiek Polen en de EU.
De service-adressen voor de afzonderlijke landen zijn te vinden op de website www.dedra.pl. Bij gebreke aan de servicediensten voor bepaald land, worden de verplichtingen van de garant door de centrale servicediensten gerealiseerd. De klacht dient schriftelijk binnen de garantieperiode te worden ingediend.
-
Aan de garant komt het recht toe om de manier te kiezen om aan de goedgekeurde claims te voldoen (onbetaalde reparatie, vervang van het product door een nieuwe of afstaan van de overeenkomst).
-
De garantie omvat uitsluitend de beschadigingen ontstaan in de geldigheidsperiode van de garantie die voortvloeien uit oorzaken in het verkochte product of technologische fouten bij het uitvoeren ervan.
-
Gebreken geopenbaard in de garantieperiode zullen door DEDRA-EXIM worden verwijderd niet later dan binnen 14 werkdagen vanaf de leveringsdatum aan de servicediensten. De reparatietijd kan verlengd worden indien het noodzakelijk wordt om onderdelen noodzakelijk voor de reparatie te halen waarover de gebruiker mededeling ontvangt.
-
Het gereclameerde product dient aan het verkooppunt te worden geleverd. De voorwaarde voor het behandelen van de klacht is:
-het voorleggen van de correct ingevulde Garantiekaart,
-het voorleggen van het document dat de aankoop bevestigt met de verkoopdatum (bv. een bon of BTW-factuur)
-het leveren van de volledige voltooiing in overeenstemming met punt "voltooiing" in de Gebruiksaanwijzing.
- Onder de garantie vallen geen gebreken ontstaan ingevolge van:
-afwijkend gebruik en gebruik niet volgens de aanwijzingen van de Gebruiksaanwijzing,
-de overbelasting van het toestel ingevolge van het niet opvolgend van de bedrijfscyclus,
-reparaties doorgevoerd door onbevoegde personen,
-aanpassingen aan de constructie,
-mechanische, fysieke, chemische beschadigingen, beschadigingen veroorzaakt door externe krachten en factoren, door de verontreiniging van het micromilieu
-beschadigingen ontstaan ingevolge van: de montage van onjuiste onderdelen of apparatuur, het gebruik van onjuiste smeerstoffen, oliën, conserveringsmiddelen
-
Onder de garantie vallen geen onderdelen en extra componenten die tijdens gebruik natuurlijk verbruikt worden thermische zekeringen, elektro-grafiet borstels, aandrijfbanden, V-snaren, gereedschapshouders, stukjes van elektrisch gereedschap (zagen, boren, frezen, etc.) laskabels, elektrode- en aardingshouders.
-
De typeplaat van het apparaat dient leesbaar te zijn. Het gereclameerde exemplaar dient nauwkeurig te worden beveiligd tegen beschadigingen tijdens het vervoer. Voor zover mogelijk in de originele verpakking leveren.
Verklaring van de Koper
Ik ken de garantievoorwaarden wat ik met mijn handtekening bevestig:
Aanteken ingen over uigevoerde reparat ies
DEDRA EXIM Sp. z o.o. 05-80 0 Prusz ków u l. 3 Maja 8 Tel: (+48 / 2 2) 73-83-777 Fax: (+48 / 2 2) 73-83-779 http://www.dedra.pl E-mai l: info@dedra.pl serwis@dedra.pl
| Datum voor het opgeven voor de reparatie | Uitvoeringsdatum van de reparatie | De reikwijdte van reparatie, een beschrijving van toegepaste reparatie-activiteiten | Handtekening van de uitvoerende persoon |




