
DESMi180 - Hegesztőgép DEDRA - Ingyenes használati útmutató
Találja meg az eszköz kézikönyvét ingyenesen DESMi180 DEDRA PDF formátumban.

Felhasználói kérdések a következőről DESMi180 DEDRA
0 kérdés erről a készülékről. Válaszolj azokra, amiket ismersz, vagy tedd fel a sajátod.
Tegyél fel egy új kérdést erről a készülékről
Töltse le az útmutatót a következőhöz Hegesztőgép PDF formátumban ingyenesen! Találja meg kézikönyvét DESMi180 - DEDRA és vegye vissza elektronikus eszközét a kezébe. Ezen az oldalon közzé van téve az eszköze használatához szükséges összes dokumentum. DESMi180 márka DEDRA.
HASZNÁLATI ÚTMUTATÓ DESMi180 DEDRA
HU Inverteres hegesztógép
Használati Utasítás Garanciajeggyel
- Képek, rajzok és vázlatok
- A hegesztőgép rendeltetése
- Használati korlátozások
- Müszaki adatok
- A munka előkészítése
- Hálózatra csatlakoztatás
- A hegesztőgép bekapcsolása
- A hegesztőgép használata
- Folyó karbantartási tevékenységek
- A hibák önálló elhárítása
- Záró megjegyzések, komplettálás
-
Garanciajegy
-
Az alábbi használati utasítás használatával kapcsolatos információk
FIGYELEM
A berendezés üzemeltetése során ajánlott betartani az alapvető munkabiztonsági elveket a tűz keletkezése, villamos áramütés és mechanikus sérülés elkerülése érdekében.
A berendezés üzemeltetésének elkezdése előtt kérjük alaposan ismerkedjen meg a Használati Utasítás tartalmával. Kérjük tegye el a Használati Utasítást és a Megfelelőségi Nyilatkozatot.
A Használati Utasításban található útmutatók és utasítások szigorú betartása az Önök berendezése élettartamának meghosszabbítását eredményezi.
A Megfelelőségi Nyilatkozat a Dedra-Exim Sp. z o.o. székhelyén található
Elérhetőség:
DEDRA - EXIM Sp. z o.o.
Minden jog fenntartva. A jelen kiadvány szerzői jogokkal védve. A Használati Utasítás másolása vagy terjesztése egészében vagy részleteiben a DEDRA-EXIM írásos engedélye nélkül tilos
A Dedra-Exim fenntartja magának a szerkezeti-műszaki, valamint komplettálási változtatások előzetes bejelentés nélküli bevezetésének jogát
Típuscímke, DESMi180 modell
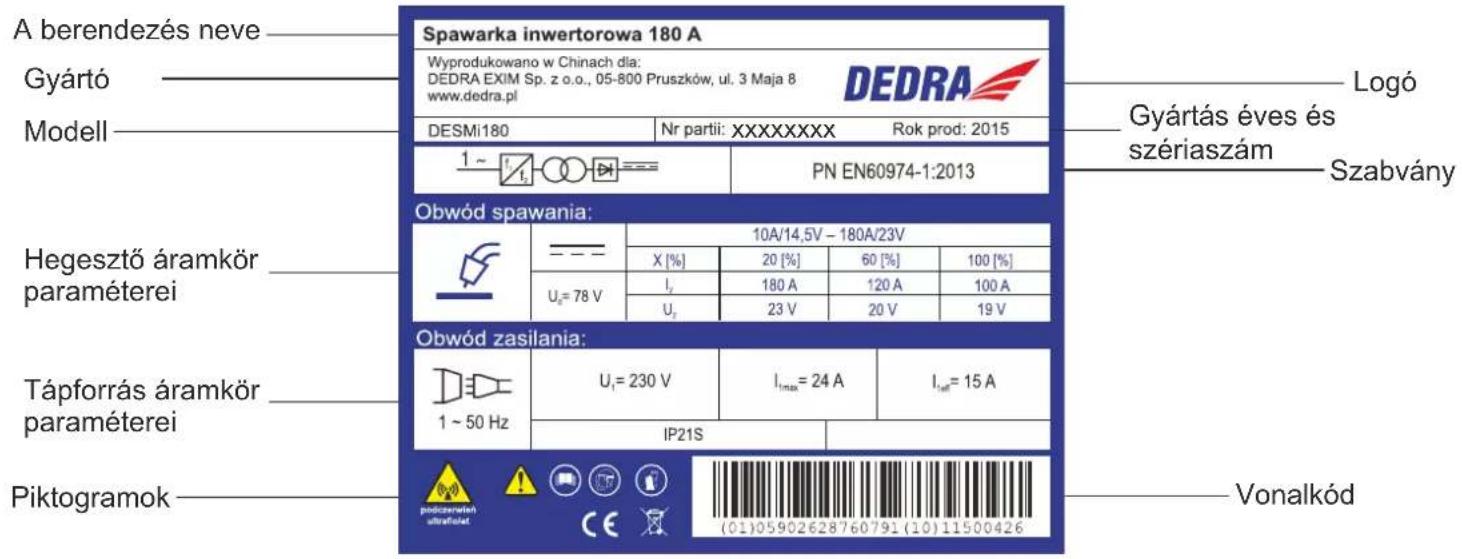
text_image
A berendezés neve Gyártó Modell Spawarka inwertorowa 180 A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi180 Nr partii: XXXXXXXXX Rok prod: 2015 1 ~ I₂ O P = = = PN EN60974-1:2013 Logó Gyártás éves és szériaszám Szabvány Obwód spawania: Hegesztő áramkör paraméterei Tápforrás áramkör paraméterei Piktogramok Obwód zasilania: 1 ~ 50 Hz U₁ = 230 V I₁max = 24 A I₁ref = 15 A IP21S VonalkódTípuscímke, DESMi160M modell
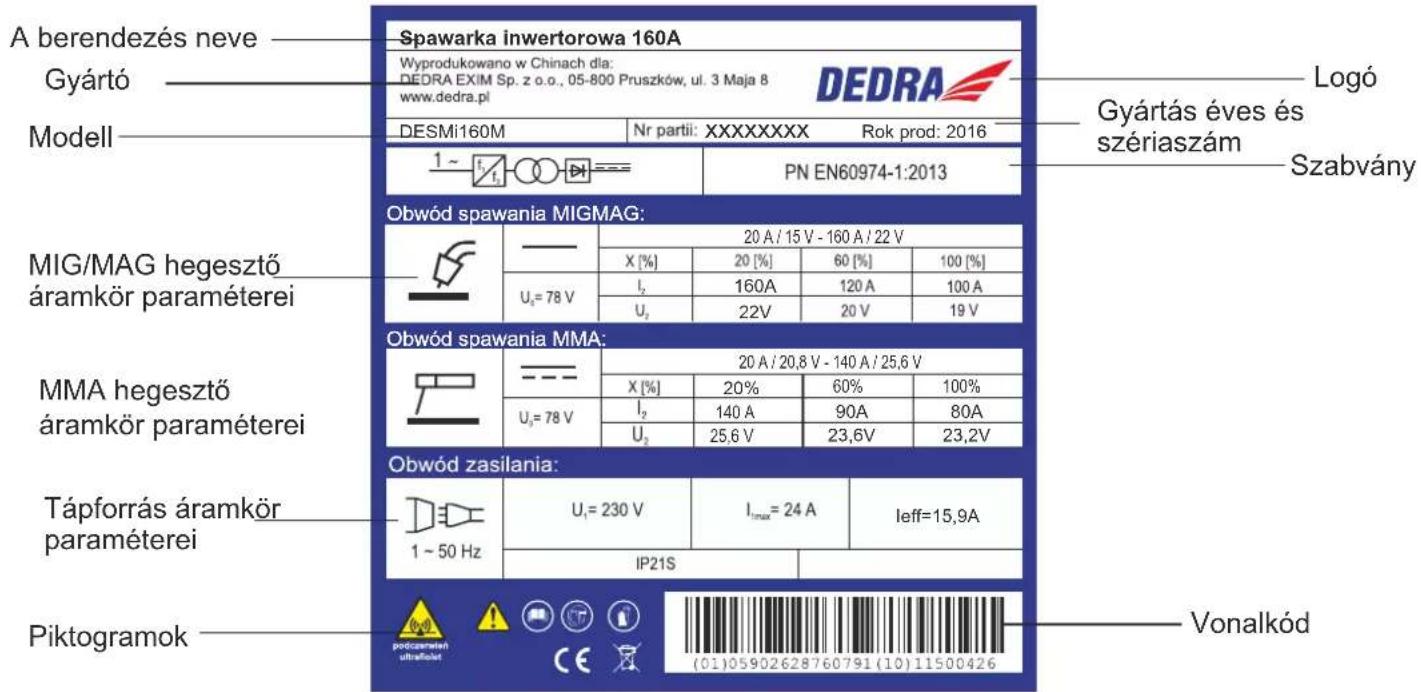
text_image
A berendezés neve Gyártó Modell Spawarka inwertorowa 160A Wyprodukowano w Chinach dla: DEDRA EXIM Sp. z o.o., 05-800 Pruszków, ul. 3 Maja 8 www.dedra.pl DESMi160M Nr partii: XXXXXXXXX Rok prod: 2016 1 ~ t₁₋₋₋ = PN EN60974-1:2013 Logó Gyártás éves és szériaszám Szabvány Obwód spawania MIGMAG: MIG/MAG hegesztő áramkör paraméterei Obwód spawania MMA: MMA hegesztő áramkör paraméterei Obwód zasilania: Tápforrás áramkör paraméterei 1 ~ 50 Hz U₁=230 V I_max=24 A leff=15,9A IP21S Piktogramok VonalkódAz alkalmazott piktogramok magyarázata

Könnyü iv begyújtás - az ív begyújtását megkönnyítő egység

Nakaz A használati utasítás elolvasására kötelezés
Induló magas hegesztő áram - az ív dinamikáját és stabilitását szabályozó egység

Arcvédelem (hegesztőpajzs) használata kötelező

Az elektróda odaragadásából eredő tönkretételét megakadályozó egység

Kesztyű használata kötelező

generátorról történő működtetésre alkalmas, tájékoztató annak minimális teljesítményéről

Figyelmeztetés az infravörös sugárzásra

A termikus védelem működésének jelzése

A (-) pólus csatlakozó aljzata jelölése - a csatlakoztatás előtt ellenőrizze az elektróda gyártó utasításait - általában ebbe az aljzatba kell csatlakoztatni a MIG-MAG hegesztő kábelt

A (+) pólus csatlakozó aljzata jelölése - a csatlakoztatás előtt ellenőrizze az elektróda gyártó utasításait - általában ebbe az aljzatba kell csatlakoztatni az elektróda kábelt

A (-) pólus csatlakozó aljzata jelölése - a csatlakoztatás előtt ellenőrizze az elektróda gyártó utasításait - általában ebbe az aljzatba kell csatlakoztatni a testkábelt
2. Az alábbi használati utasítás használatával kapcsolatos információk
Figyelem!
A munka során feltétel nélkül be kell tartani a munkabiztonsági útmutatóban leírtakat. A munkabiztonsági útmutató külön füzetként kerül a berendezéshez csatolásra és megőrizendő. Amennyiben a berendezés más személyhez kerül, kérjük szintén átadni a használati utasítást, a munkabiztonsági útmutató és a megfelelőségi nyilatkozatot. A Dedra Exim cég nem vállal felelősséget a munkabiztonsági előírások megszegéséből eredő balesetekért.
Figyelem
Figyelmesen olvassa el a biztonsági útmutatót és a használati útmutatót. A figyelmeztetések és utasítások figyelmen kívül hagyása áramütéshez, tűzesethez és/vagy komoly sérülésekhez vezethet. Tegye el az összes útmutatót, biztonsági útmutatót és megfelelőségi nyilatkozatot a későbbi használatra.
3. A berendezés rendeltetése
A DESMi180 és DESMi160M Inverteres hegesztőgépek védőgázas ívhegesztésre rendeltetett berendezések. A DESMi160M hegesztőgép a bevonatos elektródával történő hegesztést is lehetővé teszi. A berendezésbe IGBT tranzisztorok (ang. Insulated Gate Bipolar Transistor) - szigetelt kapujú bipoláris tranzisztorok kerültek beépítésre. Ez teljesítmény félvezető eszköz, mely az energo-elektronikus átalakítókban kap szerepet. Két tranzisztor fajta előnyeit ötvözi, a térvezérlésű tranzisztor könnyű vezérelhetőségét, valamint a bipoláris tranzisztorok magas áramterhelhetőségét és gyors kapcsolhatóságát.
Az IGBT tranzisztorok hegesztőgépben történő alkalmazása révén a berendezés az egyéb technológiákkal felszerelt teljesítmény áramkörökkel rendelkező hegesztőgépekhez képest kis méretek és nem túl nagy súly mellett nagy hatékonysággal rendelkezik.
A két modell alap rendeltetése védőgázas ívhegesztés. Széndioxid (reaktív) védőgázas MAG módszerrel és semleges Ar védőgázas hegesztés. A berendezéshez 0,8 mm - 1,0 mm közötti átmérőjű elektródák alkalmazhatók a megadott hegesztési áram, a szükségletek és a hegesztőgéppel elvégzendő művelet függvényében. A berendezés 230V \~ 50 Hz (egyfázisú) feszültségű tápra került megtervezésre.
4. Használati korlátozások
A hegesztőgép ipari környezetben történő használatra került megtervezésre. A hegesztőgép háztartásban történő használata csak akkor lehetséges, ha a szabványoknak megfelelő, az elektromágneses mező kiiktatásához szükséges speciális védelem kerül alkalmazásra. Annak ellenére, hogy a hegesztőgép úgy került megtervezésre, hogy az elektromágneses kibocsátás a lehető legalacsonyabb legyen, elektromágneses zavarokat kelthet, melyek kihathatnak a számítógépekre, a számítógéppel vezérelt berendezésekre, biztonsági rendszerek berendezéseire, méröműszerekre, rádiókészülékekre, rádió vezérlésű berendezésekre, stb.
A berendezés úgy került megtervezésre, hogy akár amatőr felhasználókat is szolgáljon.
A mechanikai, elektromos vagy elektronikus felépítésben eszközölt önkényes változtatatások, bármilyen módosítások, a Használati Utasításban nem említett kezelési tevékenységek jogtalanként kerülnek elkönyvelésre és a Garanciális Jogok azonnali elvesztéséhez vezetnek, valamint a Megfelelöségi Nyilatkozat érvényét veszíti.
! Figyelem!
- Ne helyezze a hegesztőgépet, ferde, instabil, vagy szemcsés talajra
- A hegesztőgép zavarhatja a rádióval irányított berendezések működését. Megfelelően elő kell készíteni a munkahelyet és nem szabad rádió-készülékeket használni a hegesztőgép közelében.
- Tilos nagy portartalmú, poros helyiségekben dolgozni. Tegye a hegesztőgépet portól és szeméttől mentes, akadálymentes légcirkulációs, hatékony elszívó rendszerrel rendelkező helyiségbe.
- Tilos nedvességnek kitett helyiségekben dolgozni. Ne használja a hegesztőgépet 40°C hőmérséklet felett. Ne terhelje túl a Inverteres hegesztőgép. Tartsa be a meghatározott üzemi ciklust (X tényező) a munka alatt az áram beállításánál.
- Tilos a Inverteres hegesztőgép olyan helyiségben dolgozni, ahol köszörülési és forgácsolási (apró fémdarabkák keletkezése) munkák folynak. A ventilátor beszívhatja a fémdarabkákat berendezés belsejébe és a Inverteres hegesztőgépe lektronikáját komolyan megsérthetik.
A szennyeződési szinteket a PN-EN 60974-1 szabvány határozza meg.
A maximális üzemi áram csak akkor elérhető, ha a táphálózat biztosítja a teljes áram kapacitást. A Inverteres hegesztőgép 230V tápfeszültség értékű elektromos hálózatra kell csatlakoztatni. A kis keresztmetszetű hosszabbító kábelek lényegesen csökkentik a berendezés teljesítményét. A Inverteres hegesztőgép 10 kVA névleges teljesítményű aggregátról való működtetésre kerül megtervezésre.
Tilos a hegesztőgépet csövek felolvasztásához használni.
Az MSZ EN 60974-1:1998+A1:2001 - Ívhegesztő berendezések. 1. rész: Ívhegesztő-áramforrások szerint a következő szennyezettségi fokozatok kerülnek megkülönböztetésre:
a) 1. szennyezettségi fokozat : szennyezettség nincs, csak száraz, nem vezetőképes szennyeződés fordul elő. Á szennyeződésnek nincs hatása.
b) 2. szennyezettségi fokozat : Csak nem vezetőképes szennyeződés fordul elő, kivéve a várható páralecsapódás miatt kialakuló ideiglenes vezetőképességet.
c) 3. szennyezettségi fokozat : Előfordul vezetőképes szennyeződés, vagy száraz, nem vezetőképes szennyeződés, amely a várható páralecsapódás miatt vezetővé válik.
d) 4. szennyezettségi fokozat : a szennyeződés tartós vezetőképességet idéz elő, amelyet vezetőképes por, eső vagy hó okoz.
A mikrokörnyzet szennyezettségi fokozatai az IEC 60664-1 2.5.1. szakasza szerint kerültek meghatározásra a kúszóáramutak és légközök értékelése céljából
(Meghatározások és fogalmak EN 60974-1 szabvány 3.40 pont, 13. oldal)
Az ÉN 60974-1 és IEC 60664-1 szabványok szerint az ívhegesztő áramforrások zöme a III túlfeszültség kategóriába tartozik. Legalább a 3. szennyezettségi fokozat körülményei között alkalmazható módon kell megtervezni. Megengedett a 2. szennyezettségi fokozatnak megfelelő kúszóáramút és légköz szigetelésű részek és alegységek alkalmazása, amennyiben teljes egészében bevonásra, szigetelten beépítésre és teljes egészében előntésre kerülnek az IEC 60664-1 szerint Huzal átmérő
A huzal átmérője első sorban a hegesztett anyagtól, a hegesztési pozíciótól függ. A megközelítő értékek a következők:
a max. 2mm vastag alapanyaghoz - 0,8mm-es huzal
a max. 2-10mm vastag alapanyaghoz - 1,0 és 1,2 mm átmérőjű huzal
A beállítások és az üzemi ciklusok táblázata a hátsó panelen, vagy a berendezés alján található. Jelmagyarázat:
X - üzemi ciklus I_2 - Névleges hegesztő áram U_2 - Terhelés alatti feszültség
E szabvány szempontjából egy teljes ciklus periódusideje 10 perc. (Például: 60%-os bekapcsolási idő (bekapcsolási tényező) esetében 6 percig tartó, folyamatos terhelést 4 perces üresjárási periódus követ.
5. Műszaki adatok
Inverteres hegesztógép modell DESMi180 DESMi160M
Tápfeszültség 230 V\~ 50 Hz 230V\~ 50Hz
Maximális hegesztő áram MIG/MAG módszerrel 180A 160A
Maximális hegesztő áram MMA módszerrel - 140A
Hegesztő áram szabályozási terjedelem 20 - 180 A 20 - 160A
Hegesztő huzal átmérő terjedelem 0,8;1 mm 0,8 ;1 mm
Súlya 12 kg 12 kg
Hütése ventilátor ventilátor
érintésvédelmi osztály IP 21S IP21S
6. A munka előkészítése
A hegesztőgépet jól megvilágított, nedvességtől védett helyre kell tenni. A hegesztőgéppel való munka elkezdése előtt ellenőrizze a tápkábel, a hegesztőkábel, az elektróda befogó és az anyag befogó állapotát. Ne használjon sérült vezetékeket. A sérült vezetékeket cserélje hibátlan vezetékekre.
A hegesztés alatt a vezetékek erős mágneses teret gerjesztenek. Az elektromágneses sugárzás csökkentése érdekében a vezetékeket helyezze el egymáshoz közel.
A MAG berendezés huzal adagolóval rendelkezik, melynek feladata az elasztikus csövön a huzalt folyamatosan adagolni. Az adagoló részei (lásd a C vagy F képet):
- hajtómotor
- huzalt mozgató görgő (C-4; F-4)
A motor áttételen keresztül hajtja meg a huzalt adagoló görgőt. A görgő huzalt hordozó vájata eltérő lehet. Mind a két modellben 0,8mm-es és 1mm-es huzalhoz két vájattal rendelkező görgő található. A huzal átmérőnek nem megfelelő vájat, valamint a helytelen görgő rányomás alkalmazása az adagoló egység helytelen munkájához vezethet, pl. deformálja a huzalt a túl nagy rányomáskor, a huzal elrepedezik a rosszul megválasztott görgő és a túlzott ráterhelés esetén, a huzal nem tol előre, amennyiben a vájat túl széles a huzal átmérőjéhez képest.
Amennyiben 1mm-es huzallal kíván hegeszteni, csavarja ki a hajtógörgő csavarját (C-5: F-5), vegye le a görgőt (C-4: F-4), fordítsa el úgy, hogy a nagyobbik vájat kerüljön a hegesztőgép külső oldalára. Ezután tegye vissza a görgőt a tengelyre és húzza meg a csavart.
EMLÉKEZZEN RÁ
Amennyiben a hajtógörgő csúszkál a huzalon, ez azt jelenti, hogy a rányomás túl kicsi.
Amennyiben a huzal elakadozik a páncélban, vagy lenyírja a görgő, ez azt jelenti, hogy a rányomás túl nagy.
Porbeles huzallal történő hegesztésnél emlékezzen rá, hogy erre a berendezést elő kell készíteni a kimeneti feszültség polarizációjának negatívra cserélésével (a hegesztő markolat kábelét a negatí befogóba, míg a testkábelt a pozitív befogóba csatlakoztassa).
A huzal adagoló kamrában 17-es kulccsal csavarozza ki a feszültségvezetéket rögzítő csavarokat (C-1, C-2; I 1, F-2), a kimeneti feszültség polarizációs befogóit („+” és „-” jelölés), cserélje azokat fel és csavarozza fel. Porbeles huzallal történő hegesztésnél használjon megfelelő (megfelelő barázdával és megfelelő minőségű barázdafelülettel rendelkező vezető görgőket. A berendezés a kicsomagoláskor tömör huzalos hegesztésre van előkészítve. A DESMi180 és DESMi160M hegesztőgépek gyárilag tömör huzalos hegesztésre vannak előkészítve.
A munkák elkezdése előtt ellenőrizze, hogy a hajtógörgő a megfelelő elektróda huzal átmérőre van beállítva.
A huzal behelyezése
Vegye le a huzal rányomásának szabályozóját, melyre a támaszgörgő van felszerelve.
- helyezze fel a dobot úgy, hogy a huzal alulról kerüljön adagolásra (C kép vagy F kép),
- a huzal elejét vágja le 45 fokos szögben oldalirányú kombinált fogóval, pl. a DEDRA 1246 modellel,
- tolja be a huzalt a huzal adagoló egységbe (C-7; F-7),
- tolja be a huzalt a huzal vezetősínbe,
- tolja előre a huzalt, míg ki nem jön a hegesztő kábel aljzatából (A-6; D-7),
- helyezze fel a támaszgörgőt és tegye fel a rászorítást, a rászorítást úgy állítsa be, hogy kis ellenállással működjön,
- csavarozza be a hegesztő kábelt az aljzatba,
- A DESMi180 hegesztőgép esetében nyomja meg a hegesztő kábel kapcsolóját, míg a huzal ki nem tolódik.
- A DESMi160 hegesztőgép esetében nyomja meg a huzalkamrában levő gombot (F-8 ábra) unie. się drut.
7. Hálózatra csatlakoztatás
A hegesztőgép első csatlakoztatása előtt ellenőrizze, hogy a hálózati feszültség megegyezik a tipuscimkén szerelő értékkel.
A hegesztőgépet tápláló hálózatnak minimálisan 3 x 2,5 mm2 keresztmetszetű rézvezetékből kell lennie, legalább 16A értékű biztosítékra legyen csatlakoztatva (pl. S300 (C) áram-védőkapcsoló) azzal a feltevéssel, hogy a berendezés lesz az egyedüli fogyasztó az áramkörben és megfelel a biztonságos használattal kapcsolatos előírásoknak. Ne csatlakoztassa és ne használja a hegesztőgépet, ha a hálózat nem rsendelkezik védő kábellel.
A táphálózatot jogosult villanyszerelőnek kell kiviteleznie. Amennyiben hosszabbítót használ, a névleges terhelésnek megfelelő, védő kábellel ellátott hosszabbítót kell alkalmazni. A villamos vezetéket úgy helyezze el, hogy a munka közben ne legyen kitéve elvágásnak, leégésnek vagy elolvadásnak. Ne használjon megrongálódott hosszabbítót.
A dugót az aljzatból való kihúzásához ne húzza a vezetéknél fogva.
8. A berendezés bekapcsolása
Amennyiben a tápforrástól távoli helyen szükséges hegeszteni, a tápvezetékben esetlegesen fellépő jelentős feszültség visszaesésekre való tekintettel legalább 2,5 mm2 keresztmetszetű hosszabbítót kell használni. A hosszabbítónak védő vezetékkel kell rendelkeznie. Ellenőrizze, hogy a táphálózat védő kábellel rendelkezik. Háromeres (védővezetékes), a névleges terheléshez alkalmas ér keresztmetszetű hosszabbítót kell használni.
A hegesztőgép kapcsolója a berendezés hátsó paneljén található. Ellenőrizze, hogy a kapcsoló gomb kikapcsolt helyzetben van (az OFF vagy O jelek) - lásd a B-2 vagy E-2 ábrát. A feszültség bekapcsolása a kapcsoló gomb bekapcsolt pozícióba (ON vagy I jelölésre) állításával történik - lásd a B-2 vagy E-2 ábrát.
Csatlakoztassa a hegesztő kábeleket a hegesztőgéphez a front panel jelöléseinek megfelelően (B ábra, E ábra).
- Hegesztő testkábel - helyezze be a vezeték végét az (A-5 test befogó) jelölésű aljzatba és csavarja el jobbra ütközésig - felső aljzat.
- A hegesztő huzalt a 7. "A munka előkészítése" pontnak megfelelően tegye fel.
- Az áramot az elektróda befogóra juttató hegesztő kábelt csavarozza be a megjelölt aljzatba (MAG markolat: A-6).
A hegesztőgép homlok paneljén (B-1 ábra: E-1) található két szabályozógomb, lásd B-3 vagy E-3 ábra
- Jobb szabályozógomb: a hegesztési beállítási paraméter szabályozása (feszültség skálával leírva).
A DESMi160M modell esetében a szabályozógomb dpla skálával rendelkezik: feszültségértékek a MIG/MAG módszerhez és hegesztési áram értéke az MMA módszerhez. - Bal szabályozógomb: a hegesztő huzal kitolási sebességének szabályozása.
- Hátsó panel (B-2; E-2 ábra): A védőgáz csatlakoztatását a munkavédelmi és munkaegészségügyi szabályoknak megfelelően kell elvégezni.
- Hátsó panel (B-2; E-2 ábra): A hegesztőgép bekapcsolója.
Példa:
A jobb szabályozógomb a hegesztési energia értékre kerül beállításra.
A növekvő skálával ellátott bal szabályozógomb a huzal kitolási sebességét szabályozza. A hegesztő huzal a szabályozógombbal beállított sebességgel kerül kitolásra.
A hegesztés elkezdése előtt ugyanolyan vastagságú, hasonló anyagon próba hegesztést kell végezni.
A hegesztés befejezésekor ne húzza el a hegesztő fúvókát az összehegesztett helyröl, mert a hegesztés befejezése ut a védőgáz még kb.2 másodpercig adagolásra kerül.
9. A berendezés használata
A hegesztendő anyag előkészítése
Tisztítsa meg a hegesztendő anyagot a varrat felvitelének helyén és a befogó kapocs rögzítési helyén. A rozsdát, festéket, lakkot és egyéb hasonló szennyeződéseket drótkefével, csiszolópapírral vagy vegyi úton, zsírtalanítással távolítsa el. A kézi hegesztésre szánt anyagot kb. 25mm szélességben kell megtisztítani.
Az összes szennyeződést az anyagról el kell távolítani, mert a hegesztés alatt nagy mennyiségű gáz és oxidok keletkeznek és a varrat szilárdságának csökkenéséhez vezethetnek.
Hegesztés MIG / MAG módszerrel
A fogyóelektródás MIG/MAG ívhegesztési módszer a nevét a védőgázaktól kapta. A MAG (Metal Active Gas) módszer esetében a védőgáz reaktív (CO2), valamint gázkeverék (CO2+Ar, CO2+Ar+O2). A MIG (Metal Inert Ga módszernél semleges védőgáz kerül alkalmazásra, mint az Ar-argon, He-hélium és ezen gázok keveréke. A gázt a hegesztett anyag és a hegesztési mód függvényében kell megválasztani (lásd a További információkat). Kihat a hegesztőívre, az olvadó varrat adagolására, az olvadás mélységére és a varrat kémiai összetételére. A mindkét hegesztési módszer esetében a fogyóelektróda lehet tömör huzal vagy porbeles huzal. A huzal mechanikusan kerül adagolásra a hegesztő markolatra, adagoló segítségével. A huzal vége a fúvókából kitolva az ívben elolvad és folyékon anyag hegfürdőt hoz létre.
A hegesztőáram erősségének optimális növekedése a hegesztő huzaltól, a hegesztő huzal átmérőjétől, a gáz fajtájától, a hegesztési áramkör induktivitásától függ.
A hegesztés során 3 különböző fajtájú hegesztőívet különböztetünk meg:
- Rövidzárlatos - apró cseppek jellemzik, a huzalból származó folyékony fém a hegfürdőbe kerül a cseppek hegfürdőve történő érintkezésével. A folyékony fém cseppek formájában szabadon áramol. Ez a típusú hegesztés kevésbé fröcsköl megfelelő varrat formát és megfelelő beolvadást eredményez. Ajánlott 1,5-3 mm vastag anyagokat 0,8-1,2mm átmérőjű huzallal hegeszteni.
- Átmenő - jellemzője, hogy a huzal folyékony fémje a hegfürdőbe kevert formában (csepp és permet) kerül be. Ezzel a módszerrel 3-6 mm vastag anyagot lehet hegeszteni. Nagyobb áramerősséget kell beállítani.
- Zárlat nélküli - jellegzetesség, hogy a varratot az elektromos ív apró cseppek formájában viszi fel, zárlat keletkezése nélkül. Ennél a módszernél a cseppek az hegesztett elemek áramos végeihez és a hegesztő markolathoz tapadnak.
Ezzel a módszerrel vastag munkadarabokat lehet hegeszteni.
Bevonatos elektródával történő MMA típusú hegesztés (csak a DESMi160M modell).
A DESMi160M hegesztőgép a bevonatos elektródával történő hegesztést is lehetővé teszi. Az ezzel a módszerrel történő hegesztés előtt tájékozódni kell az elektróda gyártójánál a vezetékek polarizációjának megfelelő csatlakozásával kapcsolatban. Az ilyen jellegű információk általában az elektródák csomagolásán találhatók meg.
A bevont elektródás kézi ívhegesztés lényege, hogy a hegesztő az elektróda vége és a hegesztett tárgy anyaga között ívet alakít ki. Ebben az eljárásban a szilárd kötés a bevont elektróda maghuzalja, a bevonat fém részecskéi és a hegesztett anyag elektromos ív melegével történő megolvasztásával történik. Az elektródát a hegesztő kézzel mozgatja és meghatározott szögben tartja. Így alakul ki a varrat. Az elektróda bevonata az elektróda fajtájától függően a hegesztési folyamat során gázt képez, mely védi az elektromos ívet a légkörtöl. Ezen túlmenően még a hegesztés helyére oxigénhiányt létrehozó elemeket szállít és salakot képez.
A hegesztés alapvető paraméterei közé tartozik a hegesztési áram erőssége (melyet a hegesztő szabályoz, állít be a szabályozó gombbal), az elektromos ív feszültsége (melyet a hegesztő szabályoz az elektróda és az anyag távolságával, a hegesztés sebessége (melyet a hegesztő szabályoz az elektróda kézi előtolásának lassításával vagy gyorsításával, valamint az elektróda átmérője és annak az illesztéshez képesti elhelyezkedése.
A fenti okokból kifolyólag a hegesztési folyamat kimenetele igen nagy mértékben a hegesztő tudásától, tapasztalatától, képességeitől és gyakorlatától függ.
A kevésbé tapasztalt operátor esetében ajánlott hegesztési próbát tenni az anyag felesleges részén.
A munka elkezdése előtt kötelezően el kell végezni a korábban leírt valamennyi műveletet. Különös figyelmet kell szentelni a munkabiztonsággal kapcsolatos elemeknek és a munkahely előkészítésének, a hegesztendő anyag megtisztításának és a berendezés munkára való felkészítésének.
Csatlakoztassa a hegesztógép vezetékeit az elektróda gyártója által megadott polaritás szerint, csatlakoztassa a dugót a táp hálózatra (a kapcsoló gombnak kikapcsolt helyzetben kell lennie), rögzítse befogót a hegesztendő anyagon, helyezze be a bevonatos elektródát a markolatba. Kapcsolja be a hegesztógépet és a szabályozó gombbal állítsa be a szükséges hegesztési áramot. Hozza létre az elektromos ívet a elektróda anyaghoz érintésével és emelje fel az elektródát úgy, hogy az ív megmaradjon, vagy dörzsölje az elektródát a tárgy felületéhez. Az elektromos ívet a készítendő varrat zónájában kell létrehozni. Végezze el a hegesztési folyamatot. A hegesztés befejezése után tisztítsa meg a varratot, a kalapáccsal eltávolítva a maradék salakot. Ne vigyen fel új réteget a megtisztítatlan felületre
Elektródák
A bevonatos elektróda átmérőjének és fajtájának a hegesztett anyag szerinti megválasztása nagyon fontos paraméter a megfelelően elvégzendő hegesztési művelet számára. Az elektróda keresztmetszete lényegesen kihat a varrat kialakítására és a beolvadás mélységére. Az elektróda keresztmetszetének növelése, ugyanolyan áramerősség mellett, csökkenti a beolvadás mélységét és növeli a varrat szélességét. A bevonatos elektródák átmérője a következő lehet: 1,6 - 2,0 - 2,5 - 3,2 - 4,0 - 6,0 - 8,0mm. Az elektróda hossza az átmérőjétől függ és például a következő lehet: 2,5mm átmérőjű elektródánál 250 - 300 - 350 mm, míg a 3,2 mm átmérőjű elektródánál 300 - 350 - 400 - 450 mm. Az elektródák teljes körű jellemzői az elektróda gyártói által kidolgozott műszaki jellemzőkben találhatók meg. Ezekben a jellemzőkben szerepelnie kell a szabványok által megkövetelt valamennyi adatnak, ebben: az elektróda jelölése, a bevonat típusa, az elektróda alkalmazása, hegesztési pozíció, hegesztő áram fajtája és erőssége az elektróda átmérője függvényében, az elektróda csatlakoztatási pólusa, a hegesztésnél szükséges hökezelése, az elektróda szárításának és tárolásának feltételei.
A bevonatos elektródák jelölése az MSZ EN 499 - "Hegesztés. Hozaganyagok hegesztéshez. Bevont elektródák ötvözetlen és finom szemcsés acélok kézi ívhegesztéséhez. Osztályba sorolás" szerint, nyolc jelből áll, pl.
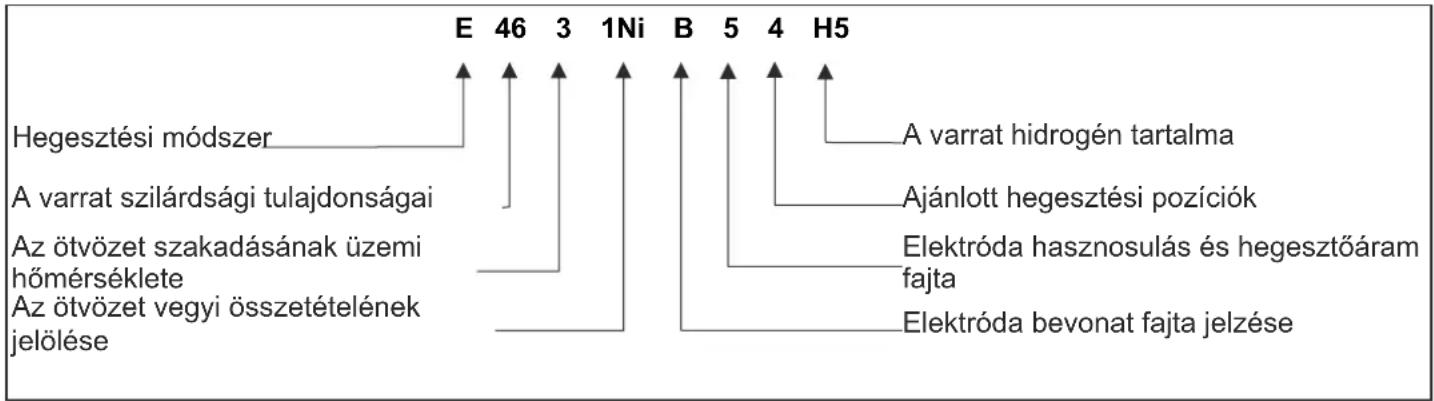
text_image
E 46 3 1Ni B 5 4 H5 Hegesztési módszer A varrat szilárdsági tulajdonságai Az ötvözet szakadásának üzemi hőmérséklete Az ötvözet vegyi összetételének jelölése A varrat hidrogén tartalma Ajánlott hegesztési pozíciók Elektróda hasznosulás és hegesztőáram fajta Elektróda bevonat fajta jelzéseA normatív jelöléseken kívül az egyes elektróda gyártók saját jelöléseket is alkalmaznak. A kézi ívhegesztéshez használt bevonatos elektródák a hegesztési rendeltetésüktől függően konkrét acélfajtákból vannak, a következő szabványok szerint osztályozva: MSZ EN 757:2000 - nagy szilárdságú acélok, MSZ EN 1599:2000 - melegszilárd acélok, MSZ EN 1600:2000 - korrózióálló és hőálló acélok.
A DESMi160M hegesztőgéppel végzett hegesztési munkákhoz a piacon kapható, különböző gyártóktól származó, bevonatos elektródákat lehet használni.
Ne lépje túl az ajánlott és megengedett elektróda átmérőket, valamint alkalmazzon megfelelő átmérőjű elektródát az optimális varrat kialakítás érdekében. A hegesztendő anyag fajtája és a kivitelezendő varrat szerint megfelelően válassza ki az elektróda bevonatot, vagyis annak fajtáját.
10. Folyó karbantartási tevékenységek
A folyó karbantartási tevékenységet a dugó kihúzott állapotában kell végezni.
Minden alkalommal ellenőrizze a hegesztőgép műszaki állapotát. Ellenőrizze az elektromos kábeleket, hogy nem viselnek mechanikai sérülésre utaló nyomokat. Ellenőrizze a két befogó állapotát. Ellenőrizze a tápvezeték állapotát.
Bármilyen rendellenesség észlelésekor azt hárítsa el.
Minden alkalommal, különösen a munkavégzés után, tisztítsa meg a hegesztőgép áramköreit hűtő ventilátor bemenő levegő nyílásait. Ez a művelet a legjobb sűrített levegővel elvégezni.
Tartsa tisztán az elektromos kábelek mind két befogóját.
A hegesztőgépet nedvességtől mentes, száraz helyiségben tárolja. Csatlakoztassa le és csévélje fel a elektromos kábeleket. A berendezést gyermekek által nem hozzáférhető helyen kell tárolni.
11. A hibák önálló elhárítása
| PROBLÉMA | Oka | elhárítása |
| A táp kijelzője nem világít, a ventilátor nem működik, nincs áram a kimeneten. | A tápvezeték rosszul csatlakoztatva vagy sérült | Nyomja be mélyebben a csatlakozó dugót az aljzatba, ellenőrizze a tápvezetéket |
| A csatlakozó aljzatban nincs hálózati feszültség | Ellenőrizze a feszültséget az aljzatban, ellenőrizze a biztosítékot | |
| Sérült kapcsoló | Cserélje ki a kapcsolót új kapcsolóra | |
| A táp kijelzője világít, a ventilátor nem működik vagy csak rövid ideig működik, nincs áram a kimeneten. | A hálózat feszültsége nem 220-240 V | Csatlakoztassa a dugót 230 V ~ 50 Hz feszültségű aljzatba |
| A hegesztőgép vész üzemmódban van | Kapcsolja ki a hegesztőgépet 2-3 percre, majd ismételten kapcsolja be | |
| A hőbiztosíték kijelzője (dióda) nem világít, nincs áram a kimeneten. | Sérült, vagy rosszul bekötve az egyik, vagy mind a két tápvezeték: az elektróda befogó, vagy a rögzítő markolat | Ellenőrizze mind a két kábelt és azok csatlakoztatását. Helyesen rögzítse azokat, vagy szükség szerint cserélje ki. |
| A hőbiztosíték kijelzője (dióda) világít, nincs áram a kimeneten. | Bekapcsolt a termikus védelem | Hagyja a hegesztőgépet bekapcsolva, amíg ki nem húl. |
12. Záró megjegyzések, a berendezés készlete
A komplett gép tartalma
A berendezéssel együtt, tartozékai:
- Hegesztő kábel (1 db), 2. Testkábel befogóval (1 db), 4. Védő maszk (1 db) + hegesztő pajzs (1 db), 5. Kefe és kalapács (1 db), 6. Elektróda kábel befogóval (csak a DESMi160M modellnél)
Záró megjegyzések
Alkatrészek megrendelésénél kérjük a sérült részt leírni, a hegesztőgép beszerzésének megközelítő időpontját is megadva.
A garanciális időszakban a javítások a jelen útmutató utolsó oldalain található Garanciajegyben leírt szabályok szerint kerülnek elvégzésre. A reklamált terméket kérjük a javításra eljuttatni a vásárlás helyére (a eladó köteles a reklamált terméket átvenni), vagy a DERA - EXIM Központi Szervizébe. A cím alább, valami a Garanciajegyen található. A hegesztőgépet a szállításhoz a sérülések ellen gondosan le kell védeni (eredeti csomagolás). Kérjük az importör által kiállított Garanciajegyet és a vásárlási bizonylatot csatolni. E nélkül a javítás garanciális időszakon túli javításként kerül elkönyvelésre.
A garanciális időszakon túli javításokat a Központi Szerviz végzi. A megrongálódott terméket a Szervizbe kel elküldeni (a szállítási díjat a felhasználó fedezi).
A DEDERA-EXIM fenntartja magának a szerkezeti-műszaki, valamint komplettálási változtatások előzetes bejelentés nélküli bevezetésének jogát.
Garanciajegy
Az eladó pecsétje:
Dátum és aláírás
Katalógusszám:
Név:
Gyártási tétel száma:
Az értékesített termékre vonatkozó garancia nem zárja ki, nem korlátozza és nem függeszti fel a vevő eladott termékek hibáira vonatkozó kezességi szabályokból eredő jogait.
GARANCIÁLIS FELTÉTELEK
- Garantáljuk a termék megfelelő működését, a Használati Utasításban leírt műszaki-felhasználói feltételek szerint.
A hegesztőgépre kiegészítők nélkül fogyasztói vásárlás esetén az alábbi dokumentumon, valamint a nyugtán vagy az ÁFÁ-s számlán látható vásárlás dátumától számított 48 hónap* vagy a gazdasági tevékenységgel kapcsolatos vásárlás esetén 48 hónap garanciát nyújtunk. A tartozékokra nyújtott garancia időtartamát a másik oldalon található 2 táblázat tartalmazza. A garancia a Magyar Köztársaság és az EU egész területén érvényes. Az országok szolgáltatásai a www.dedra.pl. weboldalon elérhetőek. Amennyiben az adott országban nincs szerviz, a garanciavállaló kötelezettségeit a központi szerviz teljesíti. A reklamációt a garancia ideje alatt írásban kell bejelenteni.
-
A garanciavállaló jogosult az elismert reklamációs igény kielégítésének módját megválasztani (térítésmentes javítás, a termék új termékre cserélése vagy a szerződés felbontása).
-
A garancia kizárólagosan a garancia érvényességi ideje alatt keletkezett, az értékesített termékben rejlő okokból fakadó sérülésekre, vagy a rossz gyártási technológiából helytelenségekre vonatkozik.
-
A garanciális időszakban feltárt hibákat a DEDRA-EXIM a szervizbe szállítás napjától számított 14 munkanapnál nem hosszabb határidővel javítja. A javítás ideje a javításához szükséges alkatrészek beszerzéséhez szükséges idővel meghosszabbodhat, amiről a felhasználó tájékoztatásra kerül.
-
A reklamált terméket el kell juttatni az értékesítés helyére. A reklamáció elbírálásának feltételei:
- a megfelelően kitöltött Garanciajegy bemutatása,
- a vásárlás tényét igazoló és az értékesítés időpontját tartalmazó dokumentum (pl. nyugta, ÁFÁS számla) bemutatása
- a használati utasításban szereplő "komplettálás" pont szerinti teljes komplett leszállítása.
- A garancia nem terjed ki a következő okokból keletkező meghibásodásokra
- a rendeltetésnek és a Használati Utasításnak nem megfelelő használat,
- a berendezés üzemi ciklus be nem tartásából eredő túlterhelése
- az arra fel nem jogosított személy általi javítás,
- a szerkezet módosítása,
- külső erők és tényezők, mikrokörnyezeti szennyeződés által eredményezett mechanikai, fizikai, vegyi sérülések,
- nem megfelelő alkatrészek vagy egysége beszerelése, nem megfelelő kenőanyag, olaj, konzerválószer alkalmazása
- Nem képezik garancia tárgyát az üzemeltetés során természetes módon elhasználódó alkatrészek, mint:
hőbiztosíték, elektrografit kefék, meghajtó szíjak, ékszíjak, szerszám markolatok, villamos szerszámok munkavégző szerszáma (korongfűrész, fúró, köszörű, stb.), hegesztő kábelek, elektróda és test befogó.
- A berendezés adattáblájának olvashatónak kell lennie. A reklamált berendezést gondosan le kell védeni a szállítási sérülésekkel szemben. Lehetőség szerint eredeti csomagolásban kell leszállítani.
A Vevő Nyilatkozata
A garanciális feltételekkel megismerkedtem, amit aláírásommal igazolok:
DEDRA EXIM Sp. z o.o.
05-80 0 Prusz ków u l. 3 Maja 8
tel: (+48/22) 73-83-777
fax: (+48/22) 73-83-779
http://www.dedra.pl
e-mai l: info@dedra.pl

text_image
DEDRAFELJEGYZÉSEK AZ ELV ÉGZETT JAVÍTÁSOKRÓL
| SRSZ | A javításra történő bejelentés dátuma | A javítás dátuma | A javítás tartalma, a javítási műveletek leírása | A javítást végző aláírása |




