
PMPS 200 A1 - Zvárací stroj PARKSIDE - Bezplatný návod na obsluhu
Nájdite návod k zariadeniu zdarma PMPS 200 A1 PARKSIDE vo formáte PDF.
| Značka | Parkside |
| Model | PMPS 200 A1 |
| Typ produktu | Viacprocesová zváračka s technológiou dvojitého pulzu |
| Napájanie | 230 V~ 50 Hz, 16 A (poistka) |
| Hmotnosť | Približne 17 kg |
| Zvárací prúd MIG/MAG | 50–160 A (MIG štandard), 30–160 A (MIG pulzný) |
| Zvárací prúd MMA | 20–140 A |
| Zvárací prúd TIG | 20–200 A |
| Napätie naprázdno | 60 V |
| Zváracie procesy | MAG, MIG pulzný, MIG dvojitý pulz, MMA, TIG (Lift TIG) |
| Použiteľné priemery drôtov | Oceľ: 0,8 / 1,0 mm; Plnený drôt: 0,6 / 0,8 / 0,9 / 1,0 mm; Hliník: 1,0 / 1,2 mm; CuSi: 0,8 mm; Nerez: 0,8 / 1,0 mm |
| Maximálna cievka drôtu | 5–15 kg (podľa priemeru cievky) |
| Stupeň krytia | IP21S |
| Bezpečnostné ochrany | Termostat s automatickým resetom, Anti Stick, VRD (zníženie napätia), ochrana proti tepelnému preťaženiu |
| Dodávané príslušenstvo | MIG horák s káblom, uzemňovacia svorka s káblom 2 m, držiak elektród MMA s káblom 2 m, 4 časti horáka (0,6/0,8/0,9/1,0 mm), hliníková dýza, kladivo na trosku, zváracie vložky pre hliník a oceľ, návod na použitie |
| Údržba | Pravidelné čistenie stlačeným vzduchom, handrou alebo kefou; údržba kvalifikovaným elektrikárom |
| Záruka | Obchodná záruka (pozri podmienky) + zákonná záruka zhody (2 roky) |
| Certifikácie | CE, v súlade so smernicami 2014/30/EÚ, 2014/35/EÚ, 2011/65/EÚ |
| Trieda EMC | Trieda A (priemyselné použitie) |
| Prevádzková teplota | Výstup meraný pri teplote okolia 20 °C |
Často kladené otázky - PMPS 200 A1 PARKSIDE
Otázky používateľov k PMPS 200 A1 PARKSIDE
0 otázka o tomto zariadení. Odpovedzte na tie, ktoré poznáte, alebo položte vlastnú.
Položte novú otázku o tomto zariadení
Stiahnite si návod pre váš Zvárací stroj vo formáte PDF zadarmo! Nájdite svoj návod PMPS 200 A1 - PARKSIDE a vezmite svoje elektronické zariadenie späť do rúk. Na tejto stránke sú zverejnené všetky dokumenty potrebné na používanie vášho zariadenia. PMPS 200 A1 značky PARKSIDE.
NÁVOD NA OBSLUHU PMPS 200 A1 PARKSIDE
Originálny návod na obsluhu
DK
MULTI SVEJSEENHED MED DOBBELTPULSTEKNOLOGI
Prv než začnete čítať tento návod, rozložte si stranu s obrázkami a potom sa oboznámte so všetkými funkciami zariadenia.
ES
Jednotku prítlačné kladky otočte do strany (viz obr. J).
V prípadě pochybností se spojte s príslušným podnikem pro likvidaci odpadů.

Použitie v súlade so stanoveným účelom ...... Strana 182
Rozsah dodávky.... Strana 183
Opis súčiastok.... Strana 184
Pred uvedením do prevádzky ...... Strana 194
Výber zváracieho postupu ...... Strana 194
Montáž na zváranie s drôtenými elektródami.... Strana 195
Výmena zváracieho jadra.... Strana 195
Prispôsobenie zariadenia na zváranie s plným drôtom a ochranným plynom ...... Strana 195
Prispôsobenie zariadenia pre zváranie plneným drôtom bez ochranného plynu ...... Strana 196
Vloženie zváracieho drôtu.... Strana 196
Zváranie s drôtenými elektródami ...... Strana 197
Zapnutie a vypnutie zariadenia.... Strana 197
Zváranie MAG.... Strana 198
Zváranie PMIG.... Strana 198
Zváranie DPMIG Strana 199
Vytvorenie zvaru.... Strana 200
Zváranie MMA.... Strana 202
Zváranie WIG/TIG Strana 204
Údržba a čistenie ...... Strana 205
Informácie o ochrane životného prostredia a likvidácii.... Strana 205
EÚ vyhlásenie o zhode ...... Strana 206
Informácie o záruke a servise.... Strana 206
Záručné podmienky ...... Strana 207
Postup v prípade poškodenia v záruke ...... Strana 207
Servis Strana 208
| Tabulka použitých piktogramov | |||
| Pozor! Prečítajte si návod na obsluhu! | I_2 | Dimenzačná hodnota zváracieho prúdu | |
| 1~50 Hz | Prúdový vstup; počet fáz ako aj symbol striedavého prúdu a menovitá hodnota frekvencie. | I_1 eff | Efektívna hodnota maximálneho sietóvého prúdu |
| U_0 | Menovitá hodnota volnobežného napätia | ||
| Elektrospotrebiče nevhadzujte do nádob s komunálnym odpadom! | U_1 | Menovitá hodnota sietóvého napätia | |
| Zariadenie nepoužívajte na volnom priestranstve a nikdy v prípade dažda! | U_2 | Normalizované pracovné napätie | |
 | Zásah elektrickým prúdom zváracej elektródy môže byť smrtelný!Vdýchnutie dymu pri zváraní môže ohrozit' vaše zdravie. | I_1 max  | Maximálna menovitá hodnota sietóvého prúduPozor! Nebezpečenstvo zásahu elektrickým prúdom! |
 | Iskry vzniknuté počas zvárania môžu spôsobit' výbuch alebo požiar. |  | Dôležité upozornenie! |
 | Lúče elektrického oblúka môžu poškodit' oči a poranit' pokožku. |  | Obal a zariadenie zlikvidujte ekologicky! |
 | Elektromagnetické polia môžu rušit' funkciu kardiostimulátorov. |  | Nebezpečenstvo vážnych až smrtelných poranení. |
 | Pozor, možné nebezpečenstvá! |  | Druh krytia |
 | Uzemňovacia svorka |  | Jednofázový statický menič frekvencie-transformátor- usmerňovač |
| [ZY9H] | Izolačná trieda |  | Jednosmerný prúd |
 | Vyrobené z recyklovaných materiálov. |  | Maximálna menovitá hodnota doby zvárania v prerušovanom režime _ON^+ |
 | Maximálna menovitá hodnota doby zvárania v nepretržitom režime t_ON (max) |  | Manuálne oblúkové zváranie s opláštenými tyčovými elektródami |
 | Zváranie kovu s inertným plynom a zváranie s aktívnym plynom vrátane použitia elektródy s náplňou |  | Zváranie volfrámovým inertným plynom |
Pred prvým uvedením do prevádzky sa oboznámte s výrobkom. Pozorne si preto prečítajte tento návod na obsluhu a bezpečnostné upozornenia. Toto náradie smie uviest' do
prevádzky iba poučená osoba.
NEDOVOLTE, ABY SA VÝROBOK DOSTAL DO RÚK DEŤOM!
- Použitie v súlade so stanoveným účelom
Zariadenie je určené na zváranie s plným drôtom (MIG a MAG), MMA zváranie (zváranie s tyčovými elektródami), WIG zváranie (zváranie volfrámom a inertným plynom), ako aj na zváranie s elektródou
s náplňou. Pri použití plných drôtov, ktoré neobsahujú ochranný plyn v pevnej podobe, sa musí dodatočne použit' ochranný plyn. Pri použití samostatne chránenej elektródy s náplňou nebude potrebný žiadny prídavný plyn. Ochranný plyn je v tomto prípade obsiahnutý v práškovej podobe vo zváracom drôte, a teda sa privádza priamo do elektrického oblúka. Zariadenie je vďaka tomu odolné voči vetru pri prácach v exteriéri. Môžu sa používať len drôtové elektródy určené pre toto zariadenie.
Táto zváračka je pri použití zodpovedajúcich obalovaných elektród vhodná na manuálne oblúkové zváranie (zváranie MMA) ocele, ušlachtilej ocele, ocelového plechu a liatinových materiálov.
Dodržiavajte pritom údaje výrobcu elektród. Môžu sa používať len elektródy určené pre toto zariadenie. Pri zváraní volfrámom a inertným plynom (zváranie WIG) okrem pokynov a bezpečnostných upozornení v tomto návode na obsluhu bezpodmienečne dodržiavajte prevádzkové a bezpečnostné pokyny použitého horáka WIG. Neodborná manipulácia s výrobkom môže byť nebezpečná pre osoby, zvieratá a vecné hodnoty. Výrobok používajte iba tak, ako je opísané, a pre uvedené oblasti použitia.
Tento návod dobre uschovajte. Pri postúpení výrobku tretej osobe s ním odovzdajte aj všetky podklady. Akákolvek aplikácia, ktorá sa líši od použitia v súlade so stanoveným účelom, je zakázaná a potenciálne nebezpečná. Škody spôsobené nedodržaním pokynov alebo nesprávnym použitím nie sú kryté zárukou a nespadajú do rozsahu ručenia výrobcu. V prípade komerčného použitia stráca záruka platnosť.
Súčasťou použitia v súlade so stanoveným účelom je tiež dodržiavanie bezpečnostných upozornení, návodu na montáž a prevádzkových upozornení v návode na obsluhu. Je potrebné čo najpresnejšie dodržiavať platné bezpečnostné predpisy. Prístroj sa nesmie používať:
■ v nedostatočne vetraných priestoroch,
■ v potencionálne výbušnom prostredí,
■ na rozmrazovanie potrubí,
■ v blízkosti l'udí s kardiostimulátormi a
■ v blízkosti l'ahko zápalných materiálov.
Zvyškové riziko
Aj v prípade, ak prístroj obsluhujete podľa predpisov, pretrvávajú vždy zvyškové riziká.
V súvislosti s konštrukciou a vyhotovením tejto MIG-impulznej zváračky sa môžu vyskytnúť nasledujúce nebezpečenstvá:
■ poranenia očí v dôsledku oslnenia, kontaktu s horúcimi časťami zariadenia alebo obrobku (poranenia spôsobené požiarom),
nebezpečenstvo úrazu a požiaru kvôli odletujúcim iskrám alebo čiastočkám škvary (v prípade neodborného zabezpečenia),
zdraviu škodlivé emisie fajčenia a plynov, v prípade nedostatku čerstvého vzduchu, prípadne nedostatočného odsávania v uzatvorených priestoroch.
⚠ UPOZORNENIE: Zvyškovému riziku zabránite tak, že budete používať zariadenie starostlivo a podľa predpisov a budete dodržiavať všetky pokyny.
- Rozsah dodávky
1 multizváračka s technológiou dvojitého impulzu PMPS 200 A1
1 MIG zvárací horák s 2 m zváracím vodičom
1 vysoko kvalitná, galvanizovaná medená uzemňovacia svorka tvaru A s 2 m káblom
1 držiak elektródy MMA s 2 m zváracím vodičom
4 prúdové dýzy pre ocelový drôt/elektródu s náplňou (1 x 0,6 mm; 1 x 0,8 mm; 1 x 0,9 mm; 1 x 1,0 mm)
Označenie podľa priemeru: 0,6; 0,8; 0,9; 1,0
1 dýza hliníková (1x 1,0 mm predmontovaná)
1 kladivo na trosku
1 zváracie jadro pre hliníkovú elektródu (predmontované)
1 zváracie jadro pre ocelový drôt/drôt z ušlachtilej ocele a elektródu s náplňou
1 návod na obsluhu
- Opis súčiastok
| 1 | Kryt pre jednotku posuvu drôtu | 20 | Zváracia dýza (1,0 mm) |
| 2 | Rukovat' | 21 | Kladka posuvu |
| 3 | Sietová zástrčka | 22 | Kladivo na trosku |
| 4 | Uzemňovací kábel s uzemňovacou svorkou | 23 | Hlavný vypínač ON/OFF (vrát. kontrolky siete) |
| 5 | Držiak elektród MMA | 24 | Plynová prípojka |
| 6 | Zástrčka, polarizácia balíka hadíc | 25 | Nastavovacia skrutka |
| 7 | Balík hadíc s priamou prípojkou (euro centrálna prípojka) | 26 | Jednotka prítlačnej kladky |
| 7a | Fixačný krúžok | 27 | Držiak kladky posuvu |
| 8 | Dýza horáka | 28 | Upevnenie cievky so zváracím drôtom |
| 9 | Tlačidlo horáka | 29 | Priechodka drôtu |
| 10 | Horák | 30 | Hrdlo horáka |
| 11 | Hadica horáka | 31 | Rúrka |
| 12 | Otočný spínač na nastavenie zvarového napätia | 32 | Cievka so zváracím drôtom (nie je súčasťou dodávky) |
| 13 | Otočný spínač na nastavenie zváracieho prúdu | 33 | Držiak cievky so zváracím drôtom |
| 14 | Displej | 34 | Poistná matica |
| 15 | Zváracie jadro pre hliníkovú elektródu | 35 | Adaptér cievky so zváracím drôtom |
| 16 | Uchytenie balíka hadíc | 36 | Zváracie jadro pre ocelový drôt/drôt z ušlachtilej ocele a elektródu s náplňou |
| 17 | Zváracia dýza (0,6 mm) | ||
| 18 | Zváracia dýza (0,8 mm) | ||
| 19 | Zváracia dýza (0,9 mm) | ||
- Technické údaje
| Max. menovitý vstupný výkon: 6 kVA | |
| Prípojka sietřového prúdu: 230 V~ 50 Hz | |
| Hmotnost: cca 17 kg | |
| Poistka: 16 A |
Zváranie drôtom
| Zvárací prúd: MIG 50 – 160 A; impulzy MIG 30 – | 160 A | ||||
| Volňobežné napätie: U | _o : 60 V | ||||
| Maximálna menovitá hodnota sietóvého prúdu: I | _1max : 24 A | ||||
| Efektívna hodnota maximálneho sietóvého prúdu: I | _1eff : 11,2 A | ||||
| Cievka so zváracím drôtom max.: cca 5 – 15 kg | |||||
| Charakteristika plochá | |||||
| Špecifikácie zváracieho drôtu: Druh zvárania, typ drôtu a priemer | |||||
| MIG | Ocelový drôt: 0,8/1,0 mm | ||||
| Elektróda s náplňou: 0,6/0,8/0,9/1,0 mm | |||||
| Impulz MIG/Dvojitý impulz MIG | Ocelový drôt/Drôt z ušláchtilej ocele: | 0,8/1,0 mm | |||
| CuSi: 0,8 mm | |||||
| AlSi/AlMg: 1,0/1,2 mm | |||||
| Hliník: 1,0/1,2 mm | |||||
| Použité kladky s drôtom | |||||
| Vonkajší priemer | Vnútorný priemer | Šírka | Hmotnosť pri AlSi/AlMg/ Al drôte | Hmotnosť pri ocelovom drôte/drôte z ušlachtilej ocele/CuSi drôte a elektróde s náplňou | S adaptérom 35 |
| 300 mm 52 | mm 102 mm ≤ 7 | kg ≤ 15 kg | Nie | ||
| 200 mm | 52 mm | 53 mm | ≤ 2 kg | ≤ 5 kg | Áno |
Zváranie MMA:
| Zvárací prúd: 20 – 140 A | |
| Volňobežné napätie: U | _o : 60 V |
| Maximálna menovitá hodnota sietřového prúdu: I | _1max : 23,5 A |
| Efektívna hodnota maximálneho sietřového prúdu: I | _1eff : 11 A |
| Charakteristická krivka: | klesajúca |
| Použitelně elektródy: | 1,6 mm/2,0 mm/2,5 mm/3,2 mm |
Zváranie WIG:
| Zvárací prúd: 20 – 200 A | |
| Vol'nobežné napätie: U | _0 : 60 V |
| Maximálna menovitá hodnota siet'ového prúdu: I | _1max : 26 A |
| Efektívna hodnota maximálneho siet'ového prúdu: I | _1eff : 12,2 A |
| Charakteristická krivka: klesajúca |
UPOZORNENIE: V priebehu dálšieho vývoja môžu byť vykonané technické a optické zmeny bez predchádzajúceho upozornenia. Všetky rozmery, pokyny a údaje tohto návodu na obsluhu sú preto bez záruky. Z tohto dôvodu nie je možné uplatňovať žiadne právne nároky na základe tohto návodu na obsluhu.
- Bezpečnostné upozornenia
⚠️ Starostlivo si prečítajte návod na použitie a dodržiavajte popí- sané informácie. So zariadením, jeho správnym používaním a bezpečnostnými pokynmi sa oboznámte v tomto návode na obsluhu. Na typovom štítku sú uvedené všetky technické údaje tejto zváračky. Informujte sa o technických špecifikáciách tohto zariadenia.
■ Opravy a/alebo údržbárske práce nechajte vykonávať iba prostredníctvom kvalifikovaného elektrikára.
■ Toto zariadenie smú používať deti staršie ako 16 rokov a okrem toho osoby so zníženými fyzickými, senzorickými alebo mentálnymi schopnostami alebo nedostatkom skúseností a vedomostí, ak sa na ne dohliada alebo boli poučené vzhľadom na bezpečné používanie zariadenia a chápu z toho vyplýyajúce nebezpečenstvá.
Deti sa s prístrojom nesmú hrat. Cistenie a používatel'skú údržbu nesmú deti vykonávať bez dozoru.
-
Opravy a/alebo údržbárske práce nechajte vykonávat'iba prostredníctvom kvalifikovaného elektrikára.
■ Používajte iba dodané zváracie vedenia.
■ Zariadenie by počas prevádzky nemalo stát priamo pri stene a nemalo by byť zakryté ani zasunuté medzi inými zariadeniami, aby bol možný dostatočný prívod vzduchu cez vetracie štrbiny. Presvedčte sa, že je zariadenie správne pripojené na sietové napätie. Vyvarujte sa akémukolívek namáhaniu sietového vedenia t'ahom. Pred inštaláciou zariadenia na iné miesto vytiahnite sietovú zástrčku zo zásuvky. -
Ak nie je zariadenie v prevádzke, vypnite ho vždy pomocou zapínača/vypínača. Držiak elektród položte na izolovanú podložku, elektródy vyberte z držiaka najskôr po 15 minútach chladenia.
■ Dbajte na bezchybný stav zváracích káblov, držiaka elektród, ako aj uzemňovacích svoriek. Opotrebovanie izolácie a dielov vodiacích elektrický prúd môže predstavovať nebezpečenstvo a znižovať kvalitu zvárania.
■ Oblúkové zváranie vytvára iskry, roztavené kovové časti a dym. Z tohto dôvodu dbajte na nasledujúce: Odstráňte všetky horľavé látky a/alebo materiály z pracoviska a jeho bezprostredného okolia.
■ Zabezpečte vetranie pracoviska.
■ Nezvárajte na kontajneroch, nádobách alebo rúrach, v których sa nachádzajú alebo nachádzali horľavé kvapaliny alebo plyny.
■ VAROVANIE Zabráňte akémukol'vek priamemu kontaktu s obvodom zváracieho prúdu. Vol'nobežné napätie medzi kliešťami elektród a uzemňovacou svorkou môže byť nebezpečné a hrozí riziko zásahu elektrickým prúdom.
■ Zariadenie neskladujte vo vlhkom ani mokrom prostredí či v daždi. Platí tu ochranné ustanovenie IP21S.
- Chráňte oči s na to určenými ochrannými sklami (DIN stupeň 9 – 10) alebo automatickou zváracou prilbou (podľa EN 166, 175 a 389; stupne ochrany DIN 9 – 13). Používajte rukavice a suchý ochranný odev, ktorý neobsahuje olej a mastnotu, aby ste chránili pokožku pred ultrafialovým žiarením elektrického oblúka.
■ VAROVANIE Zdroj zváracieho prúdu nepoužívajte na rozmrazovanie rúr.
Dbajte na nasledujúce:
■ Ziarenie elektrického oblúka môže poškodit' oči a spôsobit' popálenie pokožky.
- Pri zváraní elektrickým oblúkom dochádza k iskreniu a odkvapkávaniu roztaveného kovu. Zváraný obrobok sa rozžeraví a zostáva velmi horúci na relatívne dlhý čas. Preto sa obrobku nedotýkajte holými rukami.
- Pri zváraní elektrickým oblúkom sa uvolňujú zdraviu škodlivé výpary. Dbajte na to, aby ste ich podľa možnosti nevdychovali.
- Chráňte sa pred nebezpečnými účinkami elektrického oblúka a ostatné osoby, ktoré sa nepodiel’ajú na zváracom procese, upozornite, aby sa zdržiavali vo vzdialenosti minimálne 2 m od elektrického oblúka.

POZOR!
■ Počas prevádzky zváračky môže v závislosti od podmienok v miestnej sieti dochádzať k poruchám napájania iných spotrebičov. V prípade pochybností sa obrátte na dodávatel’a elektrickej energie.
■ Počas prevádzky zváračky môže dôjst'k poruchám funkcie iných zariadení, napr. sluchových pomôcok, kardiostimulátorov atd'.
- Zdroje nebezpečenstva pri zváraní elektrickým oblúkom
Pri zváraní elektrickým oblúkom existuje niekolko zdrojov nebezpečenstva. Preto je mimoriadne dôležité, aby zvárač dodržiaval nasledujúce pravidlá, a tým zabránil ohrozeniu seba a iných osôb a poškodeniu zdravia osôb a tohto zariadenia.
- Práce súvisiace so sietovým napätím, napr. na kábloch, zástrčkách, zásuvkách atd', nechajte vykonávať len kvalifikovaným elektrikárom podľa národných a miestnych predpisov.
- Práce na strane sietóvého napätia, napr. na kábloch, zástrčkách, zásuvkách atd'. nechajte vykonávat' iba kvalifikovaným elektrikárom podl'a národných a miestnych predpisov.
■ V prípade nehody okamžite odpojte zváračku od napájania.
- Pri výskyte elektrického dotykového napätia okamžite vypnite zariadenie a nechajte ho skontrolovať kvalifikovanému elektrikárovi.
- Pri zváraní vždy noste na obidvoch rukách izolačné rukavice. Tie chránia pred zásahom elektrickým prúdom (volnobežné napätie zváracieho elektrického okruhu), pred škodlivým žiarením (teplo a ultrafialové žiarenie), ako aj žeravým kovom a odstrekmi.
■ Noste pevnú izolačnú obuv. Obuv musí izolovať aj za mokra. Poltopánky nie sú vhodné, pretože padajúce rozžeravené kovové častice môžu spôsobit’ popáleniny.
■ Noste vhodný ochranný odev a žiadne syntetické časti odevu.
- Do elektrického oblúka sa nepozerajte nechránenými očami, používajte len zváračský štít s predpísaným ochranným sklom podľa normy DIN. Elektrický oblúk vydáva okrem svetelných a tepelných lúčov, ktoré spôsobujú oslepenie, resp. popálenie, aj ultrafialové lúče. Toto neviditelné ultrafialové žiarenie spôsobuje pri nedostatočnej ochrane velmi bolestivý zápal spojiviek, ktorý sa prejavuje až o niekolko hodín neskôr. Okrem toho spôsobuje ultrafialové žiarenie na nechránenej pokožke popáleniny ako pri spálení pokožky od slnka.
potrebnými ochrannými prostriedkami. V prípade potreby je nutné postavit ochranné steny.
- Pri zváraní, najmä v malých miestnostiach, zabezpečte dostatočný prísun čerstvého vzduchu, pretože sa tvoria dymové splodiny a škodlivé plyny.
■ Na zásobníkoch, v których sa skladujú plyny, pohonné hmoty, minerálne oleje alebo pod. sa nesmú,
- aj ked' už 'boli vyprázdnené pred dlhým časom,
- uskutočňovať žiadne zváracie práce, pretože tým existuje nebezpečenstvo výbuchu spôsobené zvyškami.
■ Na priestory s nebezpečenstvom požiarů a výbuchu sa vzťahujú osobitné predpisy.
■ Zvarové spoje, ktoré sú vystavené vysokému namáhaniu a musia splňat' určité bezpečnostné požiadavky, smú vykonávať iba špeciálne vyškolení a certifikovaní zvárači. Sú to napr. tlakové kotle, kolájnice, spojky prívesov a pod.
■ POZOR! Uzemňovaciu svorku pripájajte čo najbližšie k miestu zvaru, aby k nej mal zvárací prúd od elektródy čo najkratšiu cestu. Nikdy nespájajte uzemňovaciu svorku s telesom zváračky! Uzemňovaciu svorku nikdy nepripájajte na uzemnené diely, ktoré sú príliš vzdialené od obrobku, napr. na vodovodnú rúru v inom rohu miestnosti. V opačnom prípade môže dôjst'k poškodeniu uzemňovacieho systému miestnosti, v ktorej zvárate.
■ Zváračku nepoužívajte v daždi.
■ Zváračku nepoužívajte vo vlhkom prostredí.
■ Zváračku umiestňujte len na rovné miesto.
■ Výstup je meraný pri teplote okolia 20 °C. Pri vyšších teplotách sa môže znížit čas zvárania.
NEBEZPEČENSTVO ZÁSAHU ELEKTRICKÝM PRÚDOM:
■ Zásah elektrickým prúdom zváracej elektródy môže byť smrtelný. Nezvárajte v daždi ani pri snežení. Noste suché izolačné rukavice. Nechytajte elektródu holými rukami. Nenoste mokré alebo poškodené rukavice. Chráňte sa pred zásahom elektrickým prúdom odizolovaním obrobku. Neotvárajte teleso zariadenia.
OHROZENIE DYMOM PRI ZVÁRANÍ:
Vdýchnutie dymu pri zváraní môže ohrozit' vaše zdravie. Nedržte hlavu v zadymenom priestore. Zariadenia používajte v otvorených priestoroch. Na odstránenie dymu použite odvzdušnenie.
OHROZENIE ISKRAMI VZNIKAJÚCIMI PRI ZVÁRANÍ:
Iskry vzniknuté počas zvárania môžu spôsobit' výbuch alebo požiar. Horľavé materiály udržiavajte v dostatočnej vzdialenosti od miesta zvárania. Nezvárajte v blízkosti horľavých látok. Iskry vzniknuté počas zvárania môžu spôsobit' požiar. Majte v blízkosti pripravený hasiaci prístroj a pozorovatel'a, ktorý ho môže ihned' použit'. Nevykonávajte zváranie na valcoch ani uzatvorených nádobách.
OHROZENIE LÚČMI ELEKTRICKÉHO OBLÚKA:
■ Lúče elektrického oblúka môžu poškodit' oči a poranit' pokožku. Noste vhodnú pokrývku hlavy a ochranné okuliare. Noste ochranu sluchu a vysoko si vyhrňte golier. Použite ochrannú zváračskú kuklu a dbajte na správne nastavenie filtra. Noste kompletné telové chrániče.
OHROZENIE ELEKTROMAGNETICKÝMI POLIAMI:
- Bezpečnostné upozornenia špecifické pre zváračské štíty
■ Pomocou svetlého svetelného zdroja (napríklad zapalovač) sa vždy pred začiatkom zváračských prác presvedčte o riadnej funkcií zváračského štítu.
■ Prskanie pri zváraní môže poškodit' ochranné sklo. Poškodené alebo poškriabané ochranné sklá ihned' vymeňte.
■ Poškodené alebo silno znečistené, prípadne postriekané komponenty ihned' vymeňte.
■ Zariadenie smú prevádzkovat'iba osoby, ktoré dovršili vek 16 rokov.
■ Zoznámte sa s bezpečnostnými predpismi, ktoré sa týkajú zvárania. Berte pritom do úvahy aj bezpečnostné pokyny pre vašu zváračku.
- Pri zváraní si vždy nasadte zváračský štít. Ak ho nepoužijete, môžete si privodit' vážne poškodenie sietnice.
■ Počas zvárania noste vždy ochranný odev.
■ Nepoužívajte zvárací štít bez zváracieho skla. Existuje nebezpečenstvo poškodenia očí!
■ Kvôli dobrej viditelnosti a práci bez únavy vymeňte včas ochranné sklo.
Pri zváraní v prostredí so zvýšeným ohrozením elektrickým prúdom je potrebné dodržiavať nasledujúce bezpečnostné pokyny.
Prostredia so zvýšeným ohrozením elektrickým prúdóm sa vyskytujú napr.:
■ na pracoviskách s obmedzeným priestorom pre pohyb, ked' zvárač pracuje v nútenej polohe (napr. kolenačky, v sede, v láhu) a dotýka sa elektricky vodivých dielov;
■ na pracoviskách, ktoré sú úplne alebo čiastočne elektricky vodivo ohraničené a na ktorých vzniká velké ohrozenie náhodným dotykom zo strany zvárača;
■ na mokrých, vlhkých alebo horúcich pracoviskách, na których vlhkost' vzduchu alebo pot výrazne znížujú odpor l'udskej kože a izolačné vlastnosti ochranného vybavenia.
■ Kovový rebrík alebo lešenie môžu taktiež vytvorit prostredie so zvýšeným elektrickým ohrozením.
V takomto prostredí je potrebné používať izolujúce podložky a medzivrstvy a tiež nosiť rukavice s manžetou a pokrývku hlavy z kože alebo iných izolujúcich látok, aby ste izolovali svoje telo voči zemi.
Zdroj zváracieho prúdu sa musí nachádzať mimo pracovnej oblasti, resp. elektricky vodivých plôch, a tiež mimo dosahu zvárača.
Dodatočnú ochranu pred zásahom sietovým prúdom v prípade výskytu chyby je možné zabezpečit použitím prúdového chrániča, ktorý sa prevádzkuje so zvodovým prúdom nepresahujúcim 30 mA, a ktorý napája všetky zariadenia v blízkosti, ktoré sú napájané zo siete. Prúdový chránič musí byť vhodný pre všetky druhy prúdov.
Musia byt'lańko dostupné prostriedky na rýchle elektrické odpojenie zdroja zváracieho prúdu alebo obvodu zváracieho prúdu (napr.
zariadenie núdzového vypnutia). Pri použití zváračiek v podmienkach s elektrickým ohrozením nesmie volnobežné výstupné napätie zváračky prekročit' 113 V (maximálna hodnota). Na základe výstupného napätia sa táto zváračka smie používať v nasledujúcich prípadoch.
• Zváranie v stiesnených priestoroch
- Pri zváraní v stiesnených priestoroch môže dôjst'k ohrozeniu toxickými plynmi (nebezpečenstvo udusenia).
■ V stiesnených priestoroch sa smie zvárat' iba vtedy, ak sa v bezprostrednej blízkosti nachádzajú poučené osoby, ktoré môžu v prípade núdze zasiahnut'. V tomto prípade musí pred použitím zváračky situáciu posúdit' odborník, ktorý určí kroky potrebné na zabezpečenie bezpečnosti práce a stanovuje, ktoré bezpečnostné opatrenia sa musia prijať počas samotného procesu zvárania.
- Sčítanie volnobežných napátí
■ Ak je v prevádzke viac zdrojov zváracieho prúdu, môže dôjst' k sčítaniu ich volnobežných napätí, čo môže mať za následok zvýšené elektrické ohrozenie. Zdroje zváracieho napätia musia byť pripojené tak, aby sa toto ohrozenie minimalizovalo. Jednotlivé zdroje zváracieho prúdu s ich samostatnými riadeniami a prípojkami musia byť jasne označené, aby bolo možné rozpoznať, čo patrí k príslušnému obvodu zváracieho prúdu.
- Ochranný odev
■ Počas práce musí byť zvárač na celom tele chránený zodpovedajúcim odevom a ochranou tváre proti žiareniu a popáleninám. Je potrebné dodržiavať nasledovné kroky:
- Pred zváračskými prácami si oblečte ochranný odev.
- Natiahnite si rukavice.
- Otvorte okná alebo použite ventilátor, aby ste zabezpečili prívod vzduchu.
- Noste ochranné okuliare a respirátor.
■ Na oboch rukách je potrebné nosit' rukavice s manžetou z vhodného materiálu (koža). Musia byt' v bezchybnom stave.
- Na ochranu odevu proti odletovaniu iskier a popáleninám je potrebné nosit' vhodné zástery. Ak si to vyžaduje druh práce, napríklad zváranie nad hlavou, je potrebné nosit' ochranný odev a, ak je to nevyhnutné, tiež ochranu hlavy.
OCHRANA PROTI ŽIARENIU A POPÁLENINÁM
■ Pracovisko označte výveskou „Opatrne! Nepozerajte sa do plameňa!“, ktorá bude upozorňovať na nebezpečenstvo poškodenia zraku. Pracoviská je potrebné zatienit’ pokial’ možno tak, aby boli chránené osoby, ktoré sa nachádzajú v blízkosti. Je potrebné zabezpečit’, aby sa nepovolané osoby zdržiavali v dostatočnej vzdialenosti od zváracích prác.
■ V bezprostrednej blízkosti stacionárnych pracovísk sa nesmú nachádzat' steny so svetlou farbou ani ligotavé steny.
Okná je potrebné chránit' proti prepúštaniu alebo odrazeniu žiarenia najmenej do výšky hlavy, napríklad vhodným náterom.
- Klasifikácia zariadenia z hladiska EMC
Podl'a normy IEC 60974-10 ide o zváračku s elektromagnetickou kompatibilitou triedy A. Zariadenia triedy A sú zariadenia, ktoré sú vhodné na používanie vo všetkých oblastiach okrem obytných zón,
a tých, ktoré sú priamo pripojené k verejnej nízkonapátovej sieti, ktorá napája (aj) obytné budovy. Zariadenia triedy A musia dodržiavať hraničné hodnoty triedy A.
VÝSTRAŽNÉ UPOZORNENIE: Zariadenia triedy A sú určené na použitie v priemyselnom prostredí. Kvôli vyskytujúcím sa výkonovým, ako aj vyžarovaným premenným rušeniam môžu nastat'ťažkosti so zabezpečením elektromagnetickej kompatibility v iných prostrediach.
Hoci zariadenie spĺňa emisné limity špecifikované v norme, môžu príslušné zariadenia aj napriek tomu spôsobovať elektromagnetické rušenie v citlivých zariadeniach a prístrojoch. Za rušenia, ktoré vzniknú pri výkone prác elektrickým oblúkom, je zodpovedný používatel’ a musí vykonať vhodné ochranné opatrenia. Pritom musí používatel’ zohlľadniť najmä:
– Sietové, riadiace, signálne a telekomunikačné vedenia
- Počítače a iné prístroje riadené mikroprocesorom
- Televízne, rádiové a iné reprodukčné prístroje
– Elektronické a elektrické bezpečnostné zariadenia
- Osoby s kardiostimulátormi alebo načúvacími prístrojmi
- Meracie a kalibračné zariadenia
- Odolnosť proti rušeniu iných zariadení v blízkosti
– Denný čas, počas ktorého sa vykonávajú práce.
- vybavit' sietovú prípojku sietovým filtrom,
- vykonávať pravidelnú údržbu zariadenia a udržiavať ho v dobrom stave,
- Zváracie vedenia by mali byt celkom rozvinuté a mali by byt vedené pokial' možno paralelne s podlahou.
- a zariadenia ohrozené rušením treba podľa možnosti z pracovnej oblasti odstránit' alebo sa musia odtienit'.
! UPOZORNENIE:
Toto zariadenie zodpovedá norme IEC 61000-3-12, za predpokladu, že skratový výkon Ssc je vyšší alebo rovný hodnote 5692,5 kW na bode rozhrania medzi sietou používatel'a a verejnou sietou.
Inštalatér alebo používatel' zariadenia zodpovedá za to, aby v prípade potreby po dohode s poskytovatelom zásobovacej siete zabezpečil, aby sa zariadenie zapojilo len do takej siete, ktorej hodnota skrato-vého výkonu je 5692,5 kW alebo vyššia.
⚠ UPOZORNENIE:
Určte (ak je to nutné, so súhlasom dodávatel'a elektriny) maximálne dovolenú systémovú impedanciu Zmax na bode rozhrania napájania používatel'a.
Zariadenie sa smie pripojit'iba na napájanie používateľa so systémovou impedanciou Zmax 0,242 Ω alebo menej.
• Ochrana proti preťaženiu
Zváračka je chránená proti tepelnému preťaženiu automatickým ochranným zariadením (termostat s automatickým opätovným zapnutím). Ochranné zariadenie v prípade preťaženia preruší elektrický obvod. V prípade prehriatia sa na displeji zobrazia slová: „over heating“. Pri aktivácii ochranného zariadenia nechajte prístroj vychladnút. Po približne 15 minútach je zariadenie opát pripravené na prevádzku.
- Pred uvedením do prevádzky
Vyberte všetky diely z obalu a skontrolujte, či MIG-impulzná zváračka alebo jednotlivé diely nevykazujú škody. Ak tomu tak je, MIG-impulznú zváračku nepoužívajte. Obrátte sa na výrobcu na uvedenej adrese servisu.
Odstráňte všetky ochranné fólie a iné prepravné obaly.
■ Skontrolujte, či je zásielka úplná.
⚠ UPOZORNENIE: Všetky hodnoty znázornené na nasledujúcich náčrtoch sú iba príklady a nepredstavujú žiadne odporúčanie pre parametre zvárania.
Náčrt 1 Náčrt 2
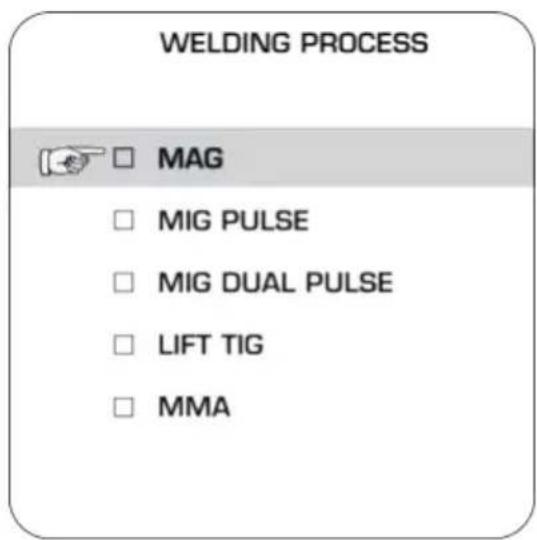
Ked' zapnete zariadenie, je automaticky aktívny naposledy použitý zvárací postup. Tiež dalšie parametre (prúd, napätie atd.) sa načítajú podľa predchádzajúceho nastavenia. Aby bolo možné zvárací postup zmeniť, stlačte najprv otočný spínač pre nastavenie zváracieho prúdu 13 (v dalšom texte spínač 13).
Otvorí sa menu na volbu zváracieho režimu [pozri náčrt 2]. Otočte spínač 13, aby ste zvolili želaný zvárací postup. Váš výber potvrďte opätovným stlačením spínača 13. Stlačte teraz otočný spínač na nastavenie zvarového napätia 12, aby ste zvolili zodpovedajúci zvárací postup.
- Montáž na zváranie s drôtenými elektródami

POZOR! Vyvarujte sa nebezpečenstva zásahu elektrickým prúdom, poranenia alebo poškodenia.
Na tento účel pred každou údržbou alebo prípravou práce vytiahnite sieťovú zástrčku zo zásuvky.

UPOZORNENIE: Podľa použitia budú potrebné rozličné zváracie drôty.
Kladka posuvu, prúdové dýzy a priemer drôtu sa musia vždy navzájom prispôsobit.
Zariadenie je vhodné pre kladky s drôtom s hmotnosťou maximálne 15 kg.
• Výmena zváracieho jadra
Predinštalované zváracie jadro ^15 je plánované pre hliníkový drôt. Nepredinštalované zváracie jadro ^36 je vhodné pre ocelový drôt a drôt z ušlachtilej ocele, ako aj pre elektródu s náplňou. Uvolnite poistnú maticu tak ^34 , že ju otočíte proti smeru hodinových ručičiek. Potom vytiahnite zváracie jadro ^15 z balíka hadíc s priamou prípojkou ^7 a zavedte teraz nové zváracie jadro s úzkym koncom dopredu, do balíka hadíc s priamou prípojkou ^7 . Prestrčte kompletné, nové zváracie jadro a upevnite ho potom znova poistnou maticou ^34 .
Pri pripojení horáka s jadrom 36 (nie sú predinštalované) zasuňte najprv rúrku 31 do na tento účel vhodného (spodného) otvoru na euro centrálnej prípojke zváračky. Takto bude zaručená doprava drôtu v tekutom stave.
- Prispôsobenie zariadenia na zváranie s plným drôtom a ochranným plynom
Správne pripojenia pre zváranie plným drôtom pri použití ochranného plynu sú vyobrazené na obrázku T.
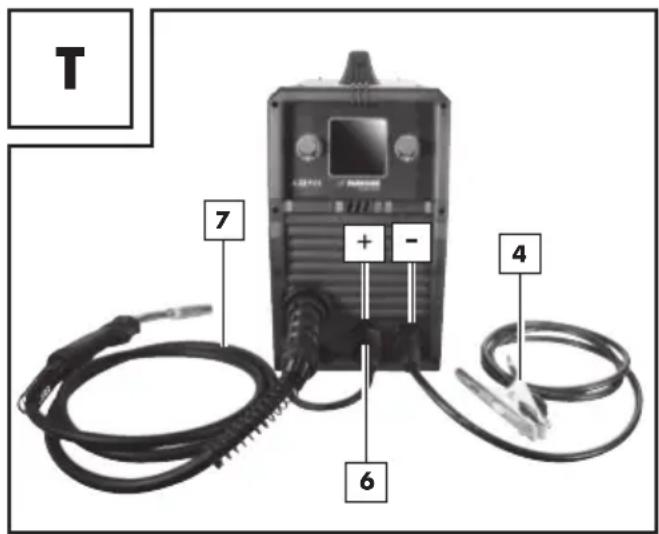
Pripojte najprv zástrčku s prípojkou označenou s „+“ (pozri obr. T). Na účely upevnenia zástrčku otáčajte v smere hodinových ručičiek. V prípade pochybností sa poradte s odborníkom.
■ Teraz pripojte balík hadíc s priamym pripojen7hk zodpovedajúcej prípojke (pozri obr. T).
Upevnite spoj utiahnutím fixačného krúžku 7a v smere hodinových ručičiek.
Potom pripojte uzemňovací kábelso zodpovedajúcou prípojkou označenou s „-“ (pozri obr. T).
Na účely upevnenia prípojku otáčajte v smere hodinových ručičiek.
Stiahnite ochranné veko z plynovej prípolýna zadnej strane zariadenia.
Následne pripojte prívod ochranného plynu, vrátane redukčného ventilu (nie je súčasťou dodávky) k plynovej prípojke 24 (pozri obr. C). Ochranný plyn je potrebný, ak sa nepoužíva elektróda s náplňou s integrovaným ochranným plynom v pevnej podobe. Dodržiavajte tiež prípadné upozornenia týkajúce sa vášho redukčného ventilu (nie je súčasťou dodávky).
Orientačnú hodnotu pre nastavenie prietoku plynu je možné vypočítať na základe nasledujúceho
vzorca: Priemer drôtu v mm x 10 = prietok plynu v l/min.
- Prispôsobenie zariadenia pre zváranie plneným drôtom bez ochranného plynu
Ak používate plnený drôt s integrovaným ochranným plynom, potom nie je potrebné privádzat' žiadny externý ochranný plyn.
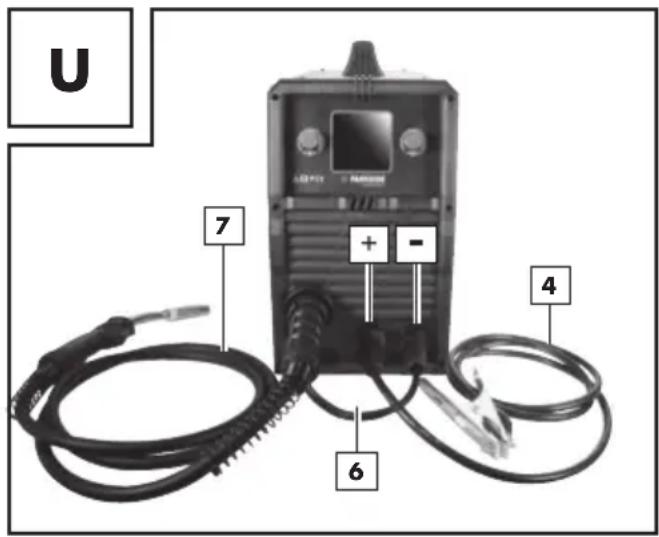
Pripojte najprv zástrčkus prípojkou označenou s „-“ (pozri obr. U). Na účely upevnenia zástrčku otáčajte v smere hodinových ručičiek. V prípade pochybností sa poradte s odborníkom.
Následne pripojte balík hadíc s priamym pripojením k zodpovedajúcej prípojke.
Upevnite spoj utiahnutím prípojky v smere hodinových ručičiek.
Teraz pripojte uzemňovací kášelk zodpovedajúcej prípojke označenej s „+“ (pozri obr. U)
a otočte prípojku na zaistenie v smere hodinových ručičiek.
• Vloženie zváracieho drôtu
Odblokujte kladkovú jednotku tak, že upevnenie zváracej cie 78 yotočíte proti smeru hodinových ručičiek (pozri obr. G).
■ Upevnenie zváracej cievýstiahnite z držiaka cievky so zváracím drôtom 33 (pozri obr. G).
Zváraciu cievku so zváracím drôtňúplne rozbalte, aby sa mohla volne odvinúť. Neuvolňujte však ešte koniec drôtu.
V prípade, že kladka s drôtom má šírku cca 10 cm, odstráňte adapter. Pri kladkách s drôtom so šírkou cca 5 cm zostane adaptér 35 v polohe.
Kladku s drôtom nasadte na držiak cievky so zváracím drôto 34. Dávajte pozor na to, aby kladka sa odvíjala na strane priechodky drôtu 29 a aby sa koniec zváracieho drôtu nachádzal pod zváracou cievkou (pozri obr. M a N).
■ Upevnenie zváracej ciežnova nasadte a zablokujte ho pritlačením a otočením v smere hodinových ručičiek.
■ Uvolnite nastavovaciu skruča otočte ju nadol (pozri obr. I).
Jednotku prítlačnej kladkyvytočte do strany (pozri obr. J).
Uvolnite držiak kladky posužutočením proti smeru hodinových ručičiek a odtiahnite ho smerom dopredu (pozri obr. K).
Na hornej strane kladky posuvu skontroluje či je daná zodpovedajúca hrúbka drôtu. Ak nie, musí sa kladka posuvu 21 otočit' alebo vymenit'. Zvárací drôt sa musí nachádzat'v hornej drážke!
Znova nasadte držiak kladky posuža pevne ho priskrutkujte v smere hodinových ručičiek.
Odstráňte dýzu hordrapotiahnutím a otočením v smere hodinových ručičiek (pozri obr. L).
Vyskrutkujte zodpovedajúcu zváraciu dýžu, 18, 19 alebo 20 (pozri obr. L).
- Vedte balík hadíc s priamym pripojením čo najpriamejšie preč od zváracieho prístroja (položte ho na zem).
■ Vyberte koniec drôtu z okraja cievky.
Pomocou nožníc na drôt odstrihovača skráťte koniec drôtu, aby sa odstránil poškodený, zahnutý koniec drôtu (pozri obr. M).
⚠️ UPOZORNENIE: Zvárací drôt sa musí po celý čas držat' napnutý, aby sa neuvoľnil a neodvinul! V tejto súvislosti odporúčame, aby sa práce vykonávali vždy pomocou dálšej osoby.
Zvárací drôt pretiahnite priechodkou dr39u (pozri obr. N).
Zvárací drôt vedte pozdlž kladky posu a potom ho zasuňte do priechodky drôtu 29.
■ Otočte jednotku prítlačnej kladky 26 osmeru kladky posuvu 21 (pozri obr. P).
■ Zaveste nastavovaciu skručku (pozri obr. P).
Pomocou nastavovacej skručynastavte protitlak. Zvárací drôt musí sediet' pevne medzi prítlačnou kladkou a kladkou posuvu 21 v hornom vedení bez toho, aby sa stlačil (pozri obr. O).
Zvárací prístroj zapnite na hlavnom vypínči(pozri obr. C).
Stlačte tlačidlo horáRa. Dávajte pozor na to, aby vaša flaša s ochranným plynom bola tak dlho pevne zatvorená, až zvárací drôt dosiahne želanú polohu.
Teraz posúva posuvný systém drôtu zvárací drôt cez balík hadíca horák 10.
Hned'ako bude zvárací drôt vyčnievať 1 – 2 cm z hrdla horáký znova uvolnite tlačidlo horáka (pozri obr. Q).
■ Zváračku znova vypnite.
Zodpovedajúcu zváraciu dýžu, 18, 19 alebo 20 znova zaskrutkujte (pozri obr. R). Dávajte pozor na to, aby prúdová dýza 17, 18, 19 alebo 20 sa zhodovala s priemerom použitého zváracieho drôtu. V prípade dodaného zváracieho drôtu sa musí použit' prúdová dýza 17, 18, 19 alebo 20 s označením 1,0, resp. 1,0 A pri použití plného hliníkového drôtu.
■ Spojte dýzu horákaotáčaním pravo znova s hrdlom horáka 30 (pozri obr. S).
VAROVANIE
Aby ste predišli riziku úrazu elektrickým prúdom, zraneniu alebo poškodeniu, vytiahnite pred každou údržbou alebo prípravou práce sietovú zástrčku zo zásuvky.
• Zváranie s drôtenými elektródami
- Zapnutie a vypnutie zariadenia
Zváračku zapínajte a vypínajte hlavným 23 vypínačom. Ak nebudete zváračku dlhší čas používať, vytiahnite sietovú zástrčku zo zásuvky. Iba potom bude zariadenie úplne bez prúdu.
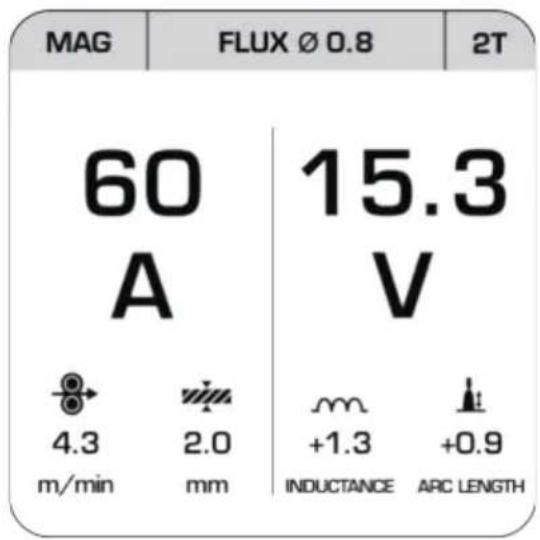
⚠️ UPOZORNENIE: Všetky hodnoty znázornené na nasledujúcich náčrtoch sú iba príklady a nepredstavujú žiadne odporúčanie pre parametre zvárania.
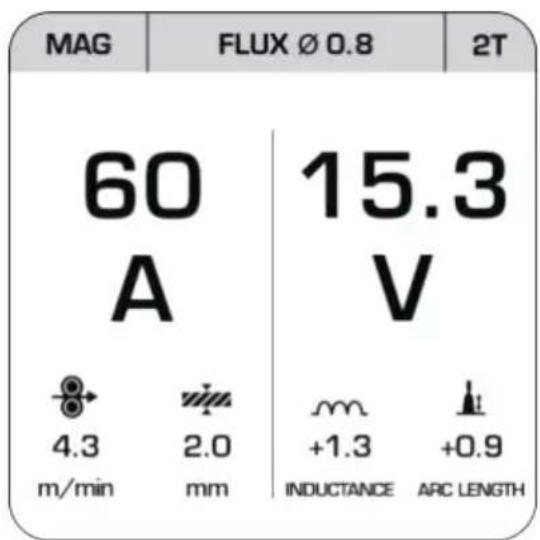
• Zváranie MAG
Náčrt 3 Náčrt 4
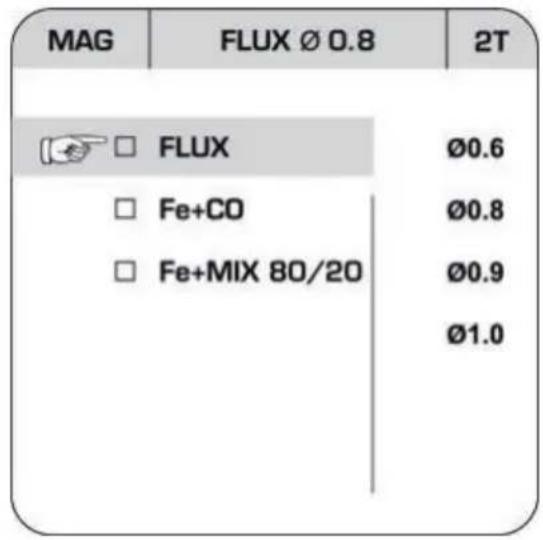
Pri výbere postupu MAG môžete volit' medzi elektródou s náplňou a ocelovým drôtom.
Stlačte najprv otočný spínač pre nastavenie zváracieho prúdu 13 (v dálšom texte spínač 13).
Otočením a stlačením spínača 13 sa tu môže nastavit použitý zvárací drôt, ako aj príp.
použitý ochranný plyn. Pri ocelovom drôte (Fe + CO/Fe + MIX 80/20) sa ako ochranný plyn môže použit'CO₂ alebo zmes 80 % argónu/20 % CO₂. Následne sa môže otočením a stlačením spínača 13 nastavit' priemer drôtu. Stlačením spínača na nastavenie napätia 12 (v dálšom texte spínač 12) sa dostanete spät' do nastavení zvárania. Teraz môžete v hornej lište analogicky zvolit' medzi „2T" (takt 2) a „4T" (takt 4). Pri takte 2 zvárania dolieha napätie, pokial' sa stlači spúšt' horáka.
Pri takte 4 postupu dolieha napätie, hned' ako sa krátko stlačí spúšť horáka a potom znova postí. Napätie sa preruší, hned' ako sa spúšť znova stlačí.
Otočením spínača 13 sa teraz môže nastavit' zvárací príd. Posuv zváracieho drôtu sa automaticky prispôsobí a zobrazí sa odporúčanie pre zváranú hrúbku materiálu v mm.
Otočením spínača 12 sa môže nastaviť napätie, čím sa tiež zmení dĺžka svetelného oblúka „ARC LENGTH“. Ak sa stlačí spínač 12 a následne sa otočí, môže sa prispôsobit’ induktivita „INDUCTANCE“.
• Zváranie PMIG
Náčrt 5
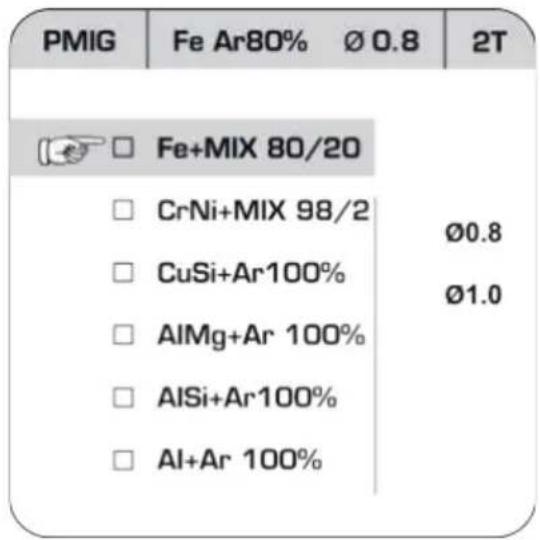
Pre menšie tvorenie odstrekov a stabilnejší svetelný oblúk sa môže zvolit’ impulz postupu MIG. Pri tomto postupe môžete volit’ medzi ocelovým drôtom, CrNi, CuSi, AlMg, AlSi a Al drôtom [náčrt 5]. Ďalej sa uvedie použitý ochranný plyn.
Pri použití príslušných drôtov treba použit' nasledujúce ochranné plyny:
Navigácia v rámci menu PMIG sa uskutoční analogicky navigácii v menu „MAG“ cez spínač 12 a 13.
Taktiež sa môže nastavit priemer použitého zváracieho drôtu a môže sa zvolit medzi „2T“ a „4T“.
• Zváranie DPMIG
Prostredníctvom dvojitého impulzu postupu MIG sa do materiálu vnáša menšie teplo.
Tým je tento postup zvlášť vhodný na zváranie tenkého plechu z ušľachtilej ocele a hliníka.
Pri tomto postupe sa môžu použit rovnaké drôtené elektródy a ochranné plyny ako pri zváraní PMIG.
Navigácia v rámci menu DPMIG sa uskutoční analogicky navigácii v menu „MAG“ cez spínač 12 a 13.
Taktiež sa môže nastavit priemer použitého zváracieho drôtu a môže sa zvolit medzi „2T“ a „4T“.
Dalej sa tu môže, podľa nastavenia použitého zváracieho drôtu, vyvolat’ diagram parametrov dvojnásobným stlačením spínača 13. Tu sa dajú nastaviť jednotlivé parametre pri postupe DPMIG.
Na tomto mieste odporúčame použit' prednastavené hodnoty. Ako pokročilý používatel' môžete jednotlivé hodnoty prispôsobit', aby ste proces zvárania presne prispôsobili na vaše plánované práce.
Zvárané obrobky sú velmi horúce, także sa môžete popálit. Na manipuláciu so zváranými horúcimi obrobkami používajte vždy kliešte.
Potom, čo ste zváračku elektricky pripojili, postupujte takto:
■ Oblečte si vhodný ochranný odev podľa požiadaviek a pripravte si pracovisko.
Pripojte uzemňovací kábel s uzemňovacou svorkůna zváraný obrobok. Dávajte pozor, aby mala svorka dobrý elektrický kontakt.
■ Na zváranom mieste sa musí obrobok očistit' od hrdze a farby.
Podl'a zvoleného zváracieho postupu zvolte želané parametre zvárania.
Dýzu horáša vedte na miesto obrobku, na ktorom sa má zvárat.
■ Pre vysúvanie zváracieho drôtu stlačte tlačidlo horáRa Ak elektrický oblúk horí, zariadenie zavádza zvárací drôt do zvarového kúpel'a.
Optimálne nastavenie zváracieho prúdu otestujte na vzorke. Dobre nastavený elektrický oblúk má jemný, rovnomerný bzučivý tón.
- Pri drsnom alebo tvrdom praskaní prepnite na vyšší výkonový stupeň.
Ak je zvarová šošovka dostatočne velká, vedie sa horák pomaly pozdlž požadovanej hrany. Vzdialenost' medzi dýzou horáka 8 a obrobkom má byť podľa možnosti čo najkratšia (v žiadnom prípade nemá byť väčšia ako 10 mm).
V prípade potreby ňou mierne pohybujte sem a tam, aby sa miesto zvaru trochu zväčšilo. Pre menej skúsené osoby existuje prvá t'ažkost' vo vytvorení primeraného svetelného oblúka. Na tento účel sa musí nastaviť správny zvárací prúd.
Híbka prevarenia (zodpovedá híbke zvaru v materiáli) má byť podľa možnosti čo najhlbšia, ale zvarový kúpel’ nemá prepadávať cez obrobok.
Ak je zvárací prúd príliš nízky, zvárací drôt sa nedokáže správne odtavit. V dôsledku toho sa zvárací drôt opakovane ponára do zvarového kúpeľa až na obrobok.
Troska sa môže zo zvaru odstránit' až po vychladnutí. Na pokračovanie zvárania prerušeného zvaru:
Najskôr odstráňte trosku na mieste nasadenia.
Elektrický oblúk sa zapáli v zvarovej drážke, potom sa zavedie na miesto pripojenia, ktoré sa dôkladne roztaví, a následne sa pokračuje so zvarom.

POZOR!: Zohl'adnite, že horák sa musí po zváraní odložit' vždy na izolovanú odkladaciu plochu.
Po skončení zvárania a počas prestávok zvárací prístroj vždy vypnite a sieťovú zástrčku vždy vytiahnite zo zásuvky.
• Vytvorenie zvaru
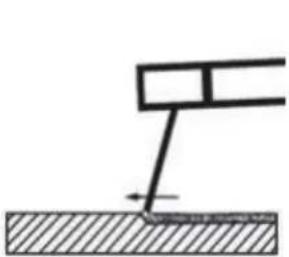
Bodový zvar alebo bodové zváranie
Horák sa posúva dopredu. Výsledok: Híbka závaru je menšia, šírka zvaru väčšia, vrchná húsenica zvaru (viditelný povrch zvarového švu) plochšia a tolerancia chyby viazania (chyba v roztavení materiálu) väčšia.
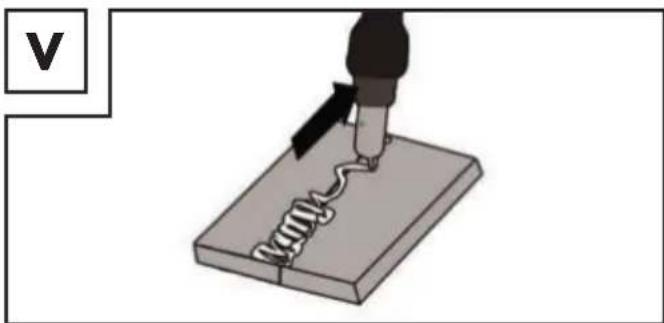
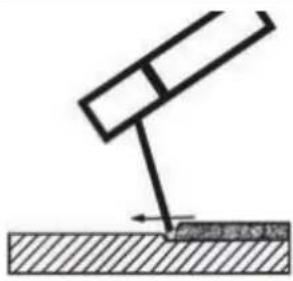
Čahaný zvar alebo tahané zváranie
Horák sa ťahá smerom preč od zvaru (obr. V). Výsledok: Híbka závaru je väčšia, šírka zvaru menšia, vrchná húsenica zvaru vyššia a tolerancia chyby viazania menšia.
Zvarové spoje
V zváracej technike existujú dva základné typy spojov: Spoj tupým (vonkajší roh) a kútovým zvarom (vnútorný roh a prekrytie).
Spoje tupými zvarmi
Pri zváraní materiálov do hrúbky 2 mm tupým zvarom sa zvárané okraje obrobkov úplne prirážajú k sebe. Pre väčšie hrúbky by sa mala zvolit vzdialenost'0,5 – 4 mm. Ideálna vzdialenost' závisí od zváraného materiálu (hliník, príp. ocel), zloženia materiálu, ako aj zvoleného druhu zvárania. Tuto vzdialenost' je potrebné zistit' na skúšobnom obrobku.
Zvárania by sa mali realizovat bez prerušenia a s dostatočnou híbkou prieniku, preto je dobrá príprava mimoriadne dôležitá. Kvalitu výsledku zvárania ovplyvňujú: intenzita prúdu, vzdialenost medzi zváranými hranami, sklon horáka a priemer zváracieho drôtu. Čím strmšie sa drží horák k obrobku, tým vyššia je híbka prieniku a opačne.
Na redukciu deformácie obrobkov počas tvrdnutia materiálu je potrebné tam, kde je to možné, zafixovať obrobky príslušným prípravkom. Je treba zabrániť pnutiu zváranej štruktúry, aby nedochádzalo k praskaniu zvarov. Tieto ťažkosti sa môžu zredukovať, ked’existuje možnosť obrobok otočiť tak, aby zváranie sa mohlo vykonať v dvoch protichodných prechodoch.
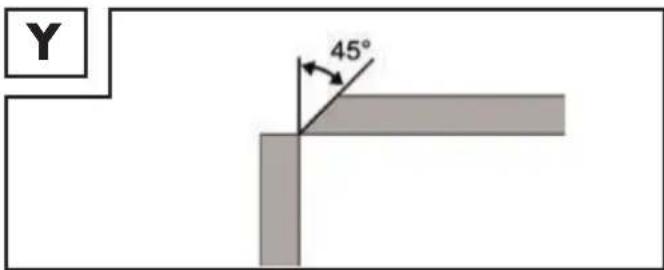
Pri hrubších materiáloch to však nie je účelné. V tomto prípade je lepšie pripraviť spoj ako je uvedené nižšie, pri ktorom sa hrana dosky skosí (obr. Y).
Zvarové spoje na vnútornom rohu
Rozmer „d“ sa musí redukovat na minimum a v každom prípade má byť menší ako 2 mm (obr. Z).

Pri hrubších materiáloch to však nie je účelné. V tomto prípade je lepšie pripravit spoj ako na obrázku Y, pri ktorom sa hrana dosky skosí.
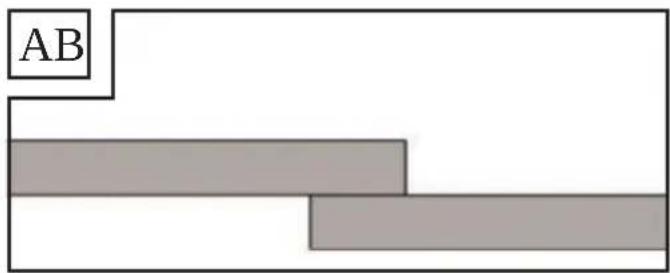
Najbežnejšia príprava je s rovnými zvarovými úkosmi. Zváranie je možné vyriešit normálnym rohovým zvarom. Obidva obrobky musia byť čo najbližšie pri sebe, ako je vyobrazené na obrázku AB.
z Zváranie MMA
Uistite sa, že sa hlavný vypíno ^3 nachádza v polohe „O“ (VYP.), resp. že sietová zástrčka ^3 nie je zapojená v zásuvke.
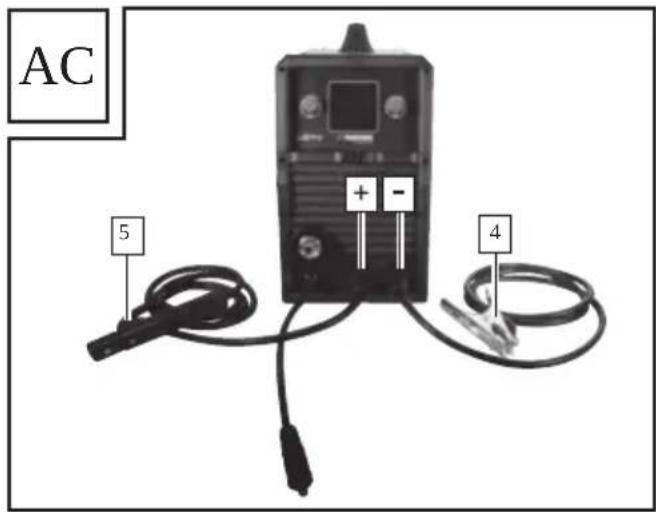
K zváračke pripojte držiak elektród a uzemňovaciu svorku 4, ako je vyobrazené na obrázku AC. Zohládnite k tomu, prosím, tiež údaje výrobcu elektród a dávajte pozor na to, aby sa príp. mohla zmenit' polarita použitého typu elektródy.
Oblečte si vhodný ochranný odev podľa požiadaviek a pripravte si pracovisko.
Pripojte uzemňovaciu svorku k obrobku.
Zapnite zariadenie prepnutím hlavného vypínač do polohy „I“ (ZAP.).
Zvolte režim „MMA“, ako je opísané pod „Výber zváracieho postupu“.
UPOZORNENIE: VŠETKY hodnoty znázornené na nasledujúcich náčrtoch sú iba príklady a nepredstavujú žiadne odporúčanie pre parametre zvárania.
Náčrt 7
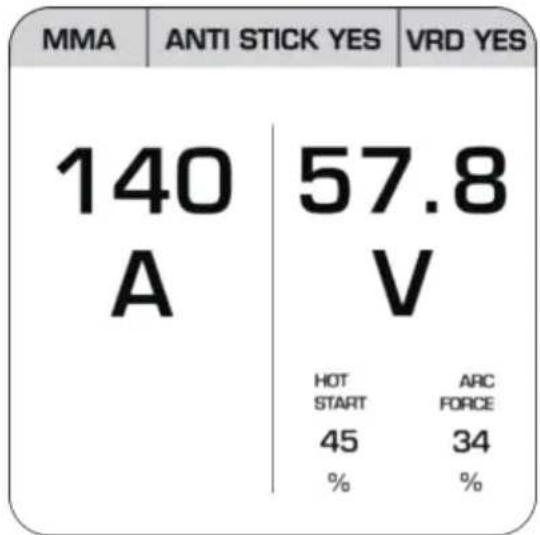
Pri výbere postupu MMA môžete nastavit' zvárací prúd otočením otočného spínača na nastavenie zváracieho prúdu 13 (v d'alšom texte spínač 13). Okrem toho sa môžu aktivovat' funkcie ANTI STICK a VRD stlačením a otočením spínača 13. [Náčrt 7] ANTI STICK zabraňuje prilepeniu elektród na obrobku. Prostredníctvom VRD sa zníži doliehajúce napätie, ked' sa práve nezvára. Toto slúži zvlášť bezpečnej práci. Otočením, resp. stlačením a následným otočením spínača na nastavenie napätia 12 sa môžu prispôsobit' hodnoty pre HOT START a ARC FORCE. Zvýšením hodnoty HOT START sa zjednoduší zapálenie svetelného oblúka. ARC FORCE pôsobí, podobne ako ANTI STICK, proti prilepeniu elektródy na obrobku.
! UPOZORNENIE: Smerné hodnoty pre nastavovaný zvárací prúd v závislosti od priemeru elektródy nájdete v nasledujúcej tabulke.
| ∅ elektródy Zvárací prúd | |
| 1,6 mm 40 – 60 | A |
| 2,0 mm 60 – 80 | A |
| 2,5 mm 80 – 100 | A |
| 3,2 mm 100 – 140 | A |
⚠️ POZOR! Uzemňovacia svorka 4 a držiak elektród 5 /elektróda nesmú príst do priameho kontaktu.
⚠️ POZOR! Pri zváraní s tyčovými elektródami musíte pripojit držiak elektród 5 a uzemňovaciu svorku 4 podľa údajov výrobcu elektród.
■ Oblečte si vhodný ochranný odev podľa požiadaviek a pripravte si pracovisko.
■ Pre ukončenie pracovného procesu prepnite hlavný vypínač ON/OFdo polohy „O“ („OFF“).
⚠️ POZOR! Obrobok nebodkujte elektródou. Obrobok by sa mohol poškodit’a zapálenie elektrického oblúka by mohlo byť náročnejšie. Po zapálení elektrického oblúka sa pokúste udržiavať takú vzdialenost’ od obrobku, ktorá zodpovedá priemeru použitej elektródy. Počas zvárania by mala byť táto vzdialenost’ podľa možnosti konštantná. Sklon elektródy v smere práce by mal byť 20 – 30 stupňov.
⚠️ POZOR! Na odstraňovanie spotrebovaných elektród a manipuláciu s horúcimi obrobkami používajte vždy kliešte. Upozorňujeme, že držiak elektród sa po zváraní musí vždy položit na izolovanú podložku. Troska sa môže zo zvaru odstránit až po vychladnutí. Na pokračovanie zvárania prerušeného zvaru:
Najskôr odstráňte trosku v mieste pripojenia.
Elektrický oblúk sa zapáli v zvarovej drážke, potom sa zavedie na miesto pripojenia, ktoré sa dôkladne roztaví, a následne sa pokračuje so zvarom.
⚠️ POZOR! Zváracie práce vytvárajú teplo. Zváračka sa preto po použití musí minimálne polhodinu prevádzkovat' na volnobehu. Alternativne je možné nechat' zariadenie na hodinu vychladnút'. Zariadenie sa smie zabaliť a uskladniť až po návrate teploty zariadenia do normálu.
⚠️ POZOR! Napätie, ktoré je o 10 % nižšie než hodnota menovitého vstupného napätia zváračky, môže mať nasledujúce následky:
■ Zníži sa prúd zariadenia.
Elektrický oblúk zhasne alebo sa stane nestabilným.
! POZOR!
- Žiarenie elektrického oblúka môže spôsobit' zápal očí a popálenie kože.
Odstrekujúce a tavné trosky môžu spôsobit' poranenia očí a popáleniny.
Smú sa používať len zváracie káble, ktoré sú súčasťou dodávky. Vyberte si medzi bodovým alebo táhovým zváraním. Nižšie je opísaný vplyv smeru pohybu na vlastnosti zvaru:
| Bodové zváranie Ţahové zváranie | ||
 |  | |
| Závar menšia väčšia | ||
| Šírka zvaru väčšia menšia | ||
| Zvarová húsenica plochá vyššia | ||
| Chyba zvaru väčšia menšia | ||
UPOZORNENIE: O najvhodnejšom spôsobe zvárania rozhodujete vy, a to po vykonaní skúšobného zvaru na skúšobnom kuse.
⚠️ UPOZORNENIE: Po úplnom spotrebovaní elektródy ju musíte vymeníť za novú.
• Zváranie WIG/TIG
Pri zváraní WIG/TIG postupujte podľa údajov k vášmu horáku WIG. Režim WIG/TIG sa môže aktivovať podľa opisu v bode „Výber zváracieho postupu“.
UPOZORNENIE: Všetky hodnoty znázornené na nasledujúcich náčrtoch sú iba príklady a nepredstavujú žiadne odporúčanie pre parametre zvárania.
Náčrt 8
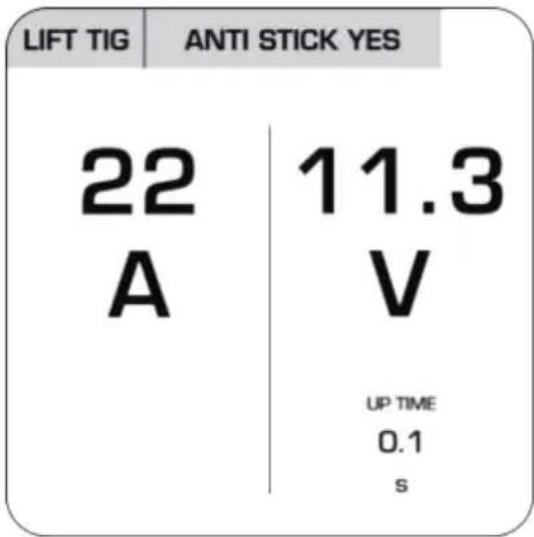
Pri výbere postupu TIG môžete nastavit zvárací prúd otočením otočného spínača na nastavenie zváracieho prúdu 13 (v d'alšom texte spínač 13). Okrem toho sa môže aktivovat funkcia ANTI STICK stlačením a otočením spínača 13. [Náčrt 8] ANTI STICK zabraňuje prilepeniu elektród na obrobku. Otočením spínača na nastavenie napätia 12 sa môže nastavit hodnota pre UP TIME. Táto udáva, ako rýchlo sa spustí prúd na začiatku zváracej práce. Vyššia hodnota znamená pomalšie spustenie.
- Údržba a čistenie

UPOZORNENIE: Na účely bezchybnej funkcie a tiež dodržiavania požiadaviek bezpečnosti sa musí pravidelne vykonávať údržba a oprava zváračky. Neodborná a nesprávna prevádzka môže viest k poruchám a poškodeniu zariadenia. Opravy nechajte vykonávať iba kvalifikovaným elektrotechnickým odborníkom.
Pred vykonávaním údržby na zváračke vypnite hlavný zdroj elektrickej energie, ako aj hlavný vypínač zariadenia.
Zváračku a príslušenstvo pravidelne čistite pomocou vzduchu, čistiacej vlny alebo kefy.
V prípade poruchy alebo potrebnej výmeny dielov zariadenia kontaktujte príslušný kvalifikovaný personál.
- Informácie o ochrane životného prostredia a likvidácii

RECYKLÁCIA SUROVÍN NAMIESTO LIKVIDÁCIE ODPADU!
Podl'a európskej smernice 2012/19/EÚ sa použité elektrické spotrebiče musia zbierať oddelene a recyklovať ekologickým spôsobom. Zariadenie zlikvidujte v schválenej prevádzke určenej na likvidáciu odpadu alebo vo vašom komunálnom zariadení na likvidáciu odpadov. Dodržiavajte aktuálne platné predpisy. V prípade pochybností sa spojte s vaším zariadením na likvidáciu odpadov.

Prístroj, príslušenstvo a obal by ste mali odovzdat do zberne na ekologickú recykláciu. Elektrické zariadenia nehádžte do komunálneho odpadu! Splníte si tak zákonné povinnosti a prispejete k ochrane životného prostredia.
Všímajte si označenie na rôznych obalových materiáloch a triedte ich podľa typu každý zvlášť. Obalové materiály sú označené skratkami (a) a číslami (b) s týmto významom: 1 – 7: plasty, 20 – 22: papier a kartón, 80 – 98: kompozitné materiály.
• EÚ vyhlásenie o zhode
My,
C. M. C. GmbH
Zodpovedný za dokumenty:
vyhlasujeme na vlastnú zodpovednosť, že výrobok
splňa základné požiadavky na ochranu, ktoré sú stanovené v európskych smerniciach
EÚ smernica o elektromagnetickej kompatibilite:
2014/30/EÚ
Smernica o nízkom napätí:
2014/35/EÚ
Smernica RoHS:
2011/65/EÚ + 2015/863/EÚ.
a v ich zmenách.
Vyššie popísaný predmet vyhlásenia spíňa predpisy smernice Európskeho parlamentu a Rady 2011/65/EÚ zo dňa 08. júna 2011 o obmedzení používania určitých nebezpečných látok v elektrických a elektronických zariadeniach. Pri posudzovaní zhody sa použili nasledovné harmonizované normy:
EN 60974-6:2016
EN 60974-10:2014/A1:2015
St. Ingbert, 01.12.2021

- Zabezpečenie kvality -
- Informácie o záruke a servise
Záruka spoločnosti Creative Marketing & Consulting GmbH
voči predajcovi výrobku zákonom stanovené práva. Tieto zákonné práva nie sú našimi nižšie uvedenými záručnými podmienkami nijakým spôsobom obmedzené.
• Záručné podmienky
Záručná lehota začína plynút dňom kúpy. Starostlivo si uschovajte originálny doklad o kúpe. Budete ho
zariadenia vyskytne chyba materiálu alebo výrobná chyba, zariadenie vám bezplatne opravíme alebo vymeníme – podľa nášho zváženia. Podmienkou poskytnutia tohto záručného plnenia je, že v rámci 3-ročnej lehoty predložíte chybné zariadenie a doklad o kúpe (pokladničný lístok) a písomnou formou stručne popíšete, v čom pozostáva nedostatok a kedy sa vyskytol.
Pokial' je táto chyba krytá našou zárukou, vrátime vám opravený alebo nový výrobok.
Záručná doba sa následkom záručného plnenia nepredlžuje. To platí aj pre vymenené a opravené diely. Poškodenia a nedostatky, ktoré sa vyskytli už pri kúpe, sa musia nahlásit ihned' po vybalení.
Opravy po uplynutí záručnej doby sú spoplatnené.
- Rozsah záruky
Zariadenie bolo starostlivo vyrobené podľa prísnych kvalitatívnych noriem a pred distribúciou dôkladne odkúšané.
Záručné plnenie sa vztahuje na materiálové alebo výrobné chyby. Táto záruka sa nevztahuje na časti výrobku, ktoré sú vystavené bežnému opotrebovaniu, a preto sa môžu považovať za spotrebné diely, ani na poškodenia citlivých dielov, napr. spínače, akumulátory alebo diely zo skla. Táto záruka zaniká, ak sa výrobok používa nesprávne alebo v poškodenom stave, alebo ak bola nesprávne vykonávaná údržba. Pre správne používanie výrobku je potrebné presne dodržiavať všetky pokyny obsiahnuté výlučne v tomto preklade originálneho návodu na obsluhu. Je potrebné bezpodmienečne zabránit’ účelom použitia a konaniam, od których preklad originálneho návodu na obsluhu odrádza alebo pred ktorými varuje.
Výrobok je určený len na súkromné a nie komerčné použitie. V prípade nesprávnej alebo neodbornej manipulácie, použitia násilia a v prípade zásahov, ktoré nevykonala naša autorizovaná servisná pobočka, záruka zaniká.
- Postup v prípade poškodenia v záruke
Aby sme vašu žiadost' mohli čo najrýchlejšie vybavit', postupujte podľa nasledujúcich pokynov:
V prípade akýchkol'vek otázok si pripravte pokladničný blok a číslo výrobku (napr. IAN) ako doklad o kúpe.
Číslo výrobku je uvedené na typovom štítku, gravúre, titulnej strane vášho návodu (vlavo dole) alebo na nálepke na zadnej alebo spodnej strane. V prípade výskytu funkčných chýb alebo iných nedostatkov najskôr telefonicky alebo e-mailom kontaktujte nižšie uvedené servisné oddelenie.
Výrobok, ktorý bol zaregistrovaný ako chybný, môžete potom spolu s dokladom o kúpe (pokladničným blokom) a informáciou, o aký druh nedostatku ide a kedy sa vyskytol, bezplatne zaslat' na adresu servisu, ktorá vám bola oznámená.
⚠️ UPOZORNENIE: Na internetovej stránke www.lidl-service.com je k dispozícii na stiahnutie táto príručka a mnohé dálšie príručky, produktové videá a softvér.

Pomocou tohto QR kódu sa dostanete priamo na stránku Lidl-Service (www.lidl-service.com) a zadaním výrobného čísla (IAN) 389215 môžete otvorit' zodpovedajúci návod na obsluhu.
- Servis
Tu sú naše kontaktné údaje:
SK
Upozorňujeme, že nasledujúca adresa nie je adresou servisu.
Kontaktujte najprv hore uvedené servisné miesto.
Adresa:
C. M. C. GmbH
Katharina-Loth-Str. 15
DE-66386 St. Ingbert
NEMECKO
Objednávanie náhradných dielov:
Posledná aktualizácia informácií · Última actualización ·
Použitím adaptéra 37 sa môže zváracie zariadenie PMPS 200 A1 prispôsobit' na použitie roliek zváracieho drôtu so 450 g, prípadne 1 kg drôtom.
Uvolnite najskôr upevnenie cievky so zváracím drôtom 28 a stiahnite adaptér cievky zváracieho drôtu 35. Namontujte teraz adaptér 37 tak, ako je zobrazené na obrázku AD. Na tento účel sa adaptér umiestni do polohy a zafixuje sa pomocou upevnenie cievky so zváracím drôtom 28. Ak chcete namontovať rozbalenú 450 g, prípadne 1 kg rolku drôtu, najskôr uvolnite aretáciu 38 stlačením a následným krátkym otočením dolava. Následne kotúč 39 stiahnite. Umiestnite rolku drôtu na príslušný držiak. Dbajte na to, aby bola rolka odvinutá na strane priechodka drôtu 29 a aby sa koniec zváracieho drôtu nachádzal nad zváracou cievkou. Umiestnite kotúč 39 opät’ do polohy a potom zafixujte aretáciu 38 stlačením a následným krátkym otočením doprava. Pokračujte podľa popisu v kapitole „Vloženie zváracieho drôtu” od bodu „Uvolnite nastavovaciu skrutku 25 a otočte ju nadol (pozri obr. I)”. Kompletne zmontovanú rolku drôtu (nie je v rozsahu dodávky) môžete vidieť na obrázku AE.
ES




- MULTI SVEJSEENHED MED DOBBELTPULSTEKNOLOGI
- ES
- NEDOVOLTE, ABY SA VÝROBOK DOSTAL DO RÚK DEŤOM!
- - Použitie v súlade so stanoveným účelom
- Zvyškové riziko
- - Rozsah dodávky
- - Opis súčiastok
- - Technické údaje
- - Bezpečnostné upozornenia
- Dbajte na nasledujúce:
- POZOR!
- NEBEZPEČENSTVO ZÁSAHU ELEKTRICKÝM PRÚDOM:
- OHROZENIE DYMOM PRI ZVÁRANÍ:
- OHROZENIE ISKRAMI VZNIKAJÚCIMI PRI ZVÁRANÍ:
- OHROZENIE LÚČMI ELEKTRICKÉHO OBLÚKA:
- OHROZENIE ELEKTROMAGNETICKÝMI POLIAMI:
- • Zváranie v stiesnených priestoroch
- - Sčítanie volnobežných napátí
- - Ochranný odev
- OCHRANA PROTI ŽIARENIU A POPÁLENINÁM
- - Klasifikácia zariadenia z hladiska EMC
- ! UPOZORNENIE:
- ⚠ UPOZORNENIE:
- • Ochrana proti preťaženiu
- - Pred uvedením do prevádzky
- - Montáž na zváranie s drôtenými elektródami
- • Výmena zváracieho jadra
- - Prispôsobenie zariadenia na zváranie s plným drôtom a ochranným plynom
- - Prispôsobenie zariadenia pre zváranie plneným drôtom bez ochranného plynu
- • Vloženie zváracieho drôtu
- VAROVANIE
- • Zváranie MAG
- • Zváranie PMIG
- • Zváranie DPMIG
- Potom, čo ste zváračku elektricky pripojili, postupujte takto:
- Bodový zvar alebo bodové zváranie
- Čahaný zvar alebo tahané zváranie
- Zvarové spoje
- Spoje tupými zvarmi
- Zvarové spoje na vnútornom rohu
- z Zváranie MMA
- ! POZOR!
- • Zváranie WIG/TIG
- - Údržba a čistenie
- - Informácie o ochrane životného prostredia a likvidácii
- RECYKLÁCIA SUROVÍN NAMIESTO LIKVIDÁCIE ODPADU!
- • EÚ vyhlásenie o zhode
- EÚ smernica o elektromagnetickej kompatibilite:
- - Informácie o záruke a servise
- Záruka spoločnosti Creative Marketing & Consulting GmbH
- • Záručné podmienky
- - Rozsah záruky
- - Postup v prípade poškodenia v záruke
- - Servis
- Tu sú naše kontaktné údaje:
- SK
- Adresa:
- M. C. GmbH
- Objednávanie náhradných dielov:
Značka : PARKSIDE
Model : PMPS 200 A1
Kategória : Zvárací stroj